
Máte problém najít hotové lahve, které by splňovaly vaše specializované požadavky? Mnoho inženýrů ztrácí drahocenný čas snahou přizpůsobit standardní komponenty jedinečným aplikacím, což často vede ke snížení výkonu a spolehlivosti. Existuje však lepší přístup k řešení těchto náročných konstrukčních problémů.
Pneumatické zařízení na zakázku válce umožňují řešení pro extrémní provozní podmínky díky specializovaným konstrukcím zahrnujícím jedinečné prvky, jako jsou speciálně tvarované vodicí lišty opracované pomocí 5osé CNC1 a drátové elektroerozivní obrábění2 vysokoteplotní těsnění z moderních materiálů, jako jsou např. PEEK3 a teflonové směsi, které odolávají teplotám až 300 °C, a konstrukční výztuhy, které udržují souosost a zabraňují vychýlení při zdvihu delším než 3 metry.
Během své patnáctileté kariéry jsem osobně dohlížel na konstrukci stovek zakázkových lahví a zjistil jsem, že úspěch závisí na pochopení kritických výrobních procesů, faktorů výběru materiálu a konstrukčních zásad, které odlišují výjimečné zakázkové lahve od těch průměrných. Dovolte mi podělit se o zasvěcené znalosti, které vám pomohou vytvořit skutečně efektivní zakázková řešení.
Obsah
- Jak se vyrábějí speciální vodicí lišty pro zakázkové lahve?
- Které těsnicí materiály se nejlépe osvědčují při vysokých teplotách?
- Jaké techniky zabraňují průhybu u válců s velmi dlouhým zdvihem?
- Závěr
- Často kladené otázky o designu válců na zakázku
Jak se vyrábějí speciální vodicí lišty pro zakázkové lahve?
Systém vodicích lišt je často nejnáročnějším aspektem konstrukce válců na zakázku a vyžaduje specializované výrobní postupy pro dosažení potřebné přesnosti a výkonu.
Speciálně tvarované vodicí lišty pro zakázkové válce se vyrábějí vícestupňovým procesem, který obvykle zahrnuje obrábění CNC, řezání elektroerozivním drátem, přesné broušení a tepelné zpracování. Tyto procesy mohou vytvářet složité profily s tolerancemi až ±0,005 mm a vytvářet specializované geometrie, jako jsou vodicí lišty s holubičím ocasem, profily s T-drážkou a složené křivkové povrchy, které umožňují jedinečné funkce válce, jež jsou u standardních konstrukcí nemožné.

Rozdělení výrobního procesu
Výroba specializovaných vodicích lišt zahrnuje několik kritických výrobních fází:
Posloupnost procesů a schopnosti
| Fáze výroby | Použité vybavení | Schopnost tolerance | Povrchová úprava | Nejlepší aplikace |
|---|---|---|---|---|
| Hrubé obrábění | 3osá CNC frézka | ±0,05 mm | 3,2-6,4 Ra | Odstraňování materiálu, základní tvarování |
| Přesné obrábění | 5osá CNC frézka | ±0,02 mm | 1,6-3,2 Ra | Složité geometrie, složené úhly |
| Drátové elektroerozivní obrábění | CNC drátové elektroerozivní obrábění | ±0,01 mm | 1,6-3,2 Ra | Vnitřní prvky, tvrzené materiály |
| Tepelné zpracování | Vakuová pec | – | – | Zvýšení tvrdosti, zmírnění stresu |
| Přesné broušení | CNC bruska na plochu | ±0,005 mm | 0,4-0,8 Ra | Kritické rozměry, ložiskové plochy |
| Superfinišování | Broušení/lepení | ±0,002 mm | 0,1-0,4 Ra | Kluzné plochy, těsnicí plochy |
Kdysi jsem spolupracoval s výrobcem polovodičových zařízení, který potřeboval válec s integrovaným vedením holubího ocasu, který by byl schopen podporovat přesné zařízení pro manipulaci s destičkami. Složitý profil vyžadoval jak pětiosé obrábění pro základní tvar, tak elektroerozivní obrábění pro vytvoření přesných záběrových ploch. Finální broušení dosáhlo tolerance přímočarosti 0,008 mm na délce 600 mm - což je kritické pro polohování na úrovni nanometrů, které jejich aplikace vyžaduje.
Speciální typy profilů a aplikace
Různé profily vodicích lišt slouží ke specifickým funkčním účelům:
Běžné profily speciálních tvarů
| Typ profilu | Průřez | Výrobní výzva | Funkční výhoda | Typická aplikace |
|---|---|---|---|---|
| Dovetail | Trapézový | Přesné řezání pod úhlem | Vysoká nosnost, nulová vůle | Přesné polohování |
| T-drážka | Ve tvaru písmene T | Obrábění vnitřních rohů | Nastavitelné komponenty, modulární konstrukce | Konfigurovatelné systémy |
| Složená křivka | Křivka ve tvaru písmene S | 3D obrábění kontur | Vlastní dráhy pohybu, specializovaná kinematika | Nelineární pohyb |
| Vícekanálový | Více paralelních tratí | Udržování paralelního zarovnání | Více nezávislých vozů | Vícebodové ovládání |
| Šroubovice | Spirálová drážka | Současné řezání ve 4/5 osách | Rotačně-lineární kombinovaný pohyb | Rotačně-lineární pohony |
Výběr materiálu pro vodicí lišty
Základní materiál významně ovlivňuje výběr výrobního procesu a výkonnost:
Srovnání vlastností materiálů
| Materiál | Obrobitelnost (1-10) | Kompatibilita s EDM | Tepelné zpracování | Odolnost proti opotřebení | Odolnost proti korozi |
|---|---|---|---|---|---|
| Uhlíková ocel 1045 | 7 | Dobrý | Vynikající | Mírná | Špatný |
| 4140 Legovaná ocel | 6 | Dobrý | Vynikající | Dobrý | Mírná |
| Nerezová ocel 440C | 4 | Dobrý | Dobrý | Velmi dobré | Vynikající |
| Nástrojová ocel A2 | 5 | Vynikající | Vynikající | Vynikající | Mírná |
| Hliníkový bronz | 6 | Špatný | Omezené | Dobrý | Vynikající |
| Hliník s tvrdým povlakem | 8 | Špatný | Není požadováno | Mírná | Dobrý |
Pro výrobce potravinářských zařízení jsme pro jejich zakázkové vodicí lišty vybrali nerezovou ocel 440C, přestože je její opracování náročnější. Prostředí s žíravými čisticími prostředky by rychle zkorodovalo standardní ocelové varianty. Materiál 440C byl obráběn v žíhaném stavu, poté kalen na 58 HRC a finálně broušen, aby vznikl korozivzdorný a odolný vodicí systém.
Možnosti povrchové úpravy
Úpravy po obrábění zlepšují výkonnostní charakteristiky:
Metody vylepšování povrchu
| Léčba | Proces | Zvýšení tvrdosti | Zlepšení opotřebení | Ochrana proti korozi | Tloušťka |
|---|---|---|---|---|---|
| Tvrdé chromování | Galvanické pokovování | +20% | 3-4× | Dobrý | 25-50 μm |
| Nitridace | Plynová/plazmová/solná lázeň | +30% | 5-6× | Mírná | 0,1-0,5 mm |
| PVD povlak (TiN) | Vakuové usazování | +40% | 8-10× | Dobrý | 2-4 μm |
| Povlak DLC | Vakuové usazování | +50% | 10-15× | Vynikající | 1-3 μm |
| Impregnace PTFE | Vakuová infuze | Minimální | 2-3× | Dobrý | Pouze povrch |
Úvahy o výrobních tolerancích
Dosažení konzistentní kvality vyžaduje pochopení tolerančních vztahů:
Kritické faktory tolerance
Tolerance rovnosti
- Kritické pro hladký chod a vlastnosti opotřebení
- Obvykle 0,01-0,02 mm na 300 mm délky
- Měřeno pomocí přesného pravítka a měrky.Tolerance profilu
- Definuje přípustnou odchylku od teoretického profilu.
- Obvykle 0,02-0,05 mm pro záběrové plochy
- Ověřeno pomocí vlastních měřidel nebo měření na souřadnicových strojích.Požadavky na povrchovou úpravu
- Ovlivňuje tření, opotřebení a účinnost těsnění.
- Ložiskové plochy: 0,4-0,8 Ra
- Těsnicí plochy: 0,2-0,4 Ra
- Měřeno pomocí profilometruDeformace při tepelném zpracování
- Může ovlivnit konečné rozměry o 0,05-0,1 mm
- Vyžaduje dokončovací operace po tepelném zpracování
- Minimalizace díky správnému upevnění a odlehčení napětí
Které těsnicí materiály se nejlépe osvědčují při vysokých teplotách?
Výběr správných těsnicích materiálů je pro zakázkové tlakové láhve pracující v extrémních teplotních prostředích velmi důležitý.
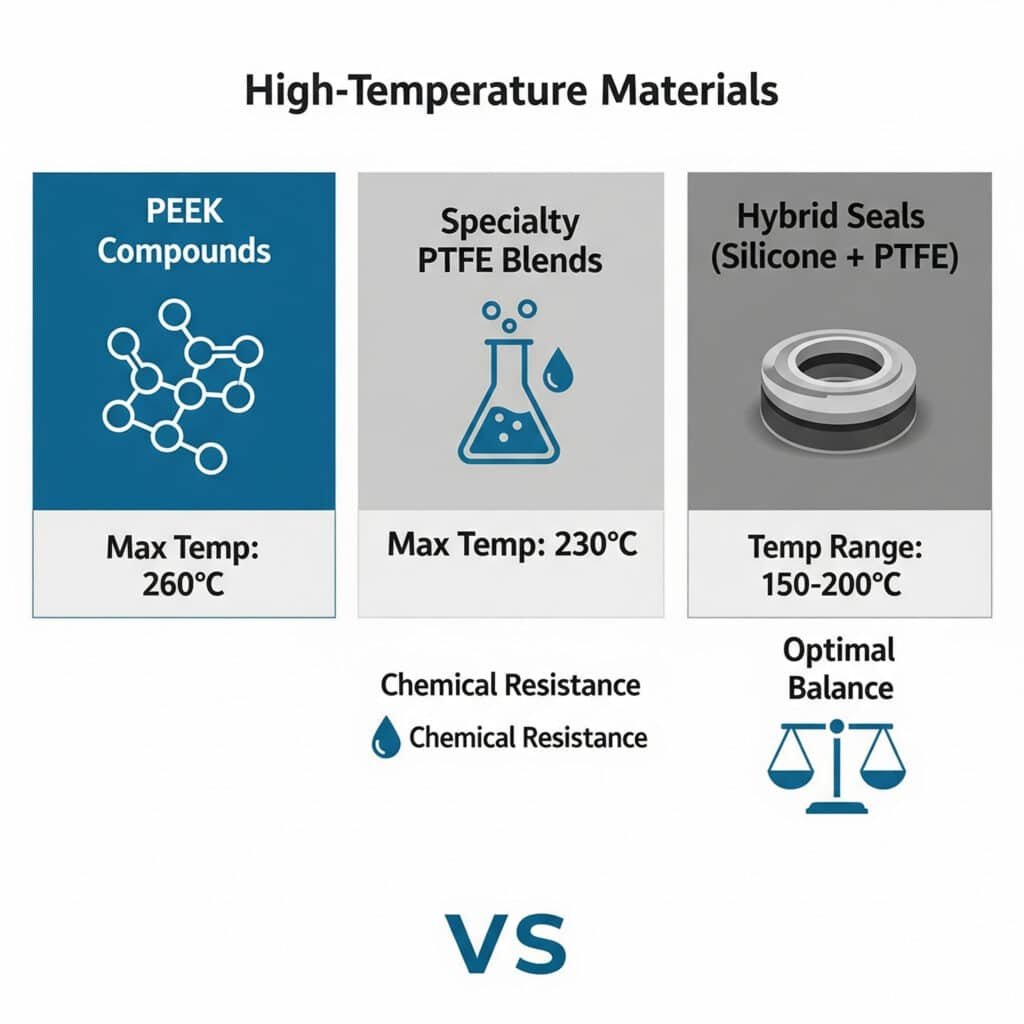
Vysokoteplotní pneumatické aplikace vyžadují specializované těsnicí materiály, které si při zvýšených teplotách zachovávají pružnost, odolnost proti opotřebení a chemickou stabilitu. Pokročilé polymery, jako jsou směsi PEEK, mohou nepřetržitě fungovat při teplotách až 260 °C, zatímco speciální směsi PTFE nabízejí výjimečnou chemickou odolnost až do 230 °C. Hybridní těsnění kombinující silikonové elastomery s obkladem z PTFE poskytují optimální rovnováhu mezi poddajností a trvanlivostí pro teploty mezi 150-200 °C.
Matrice vysokoteplotních těsnicích materiálů
Toto komplexní srovnání pomáhá vybrat optimální materiál pro konkrétní teplotní rozsahy:
Srovnání teplotního výkonu
| Materiál | Maximální trvalá teplota | Maximální přerušovaná teplota | Tlaková schopnost | Chemická odolnost | Relativní náklady |
|---|---|---|---|---|---|
| FKM (Viton®) | 200°C | 230°C | Vynikající (35 MPa) | Velmi dobré | 2.5× |
| FFKM (Kalrez®) | 230°C | 260°C | Velmi dobrý (25 MPa) | Vynikající | 8-10× |
| PTFE (panenský) | 230°C | 260°C | Dobrý (20 MPa) | Vynikající | 3× |
| PTFE (plněný sklem) | 230°C | 260°C | Velmi dobrý (30 MPa) | Vynikající | 3.5× |
| PEEK (neplněný) | 240°C | 300°C | Vynikající (35 MPa) | Dobrý | 5× |
| PEEK (plněný uhlíkem) | 260°C | 310°C | Vynikající (40 MPa) | Dobrý | 6× |
| Silikon | 180°C | 210°C | Špatný (10 MPa) | Mírná | 2× |
| Kompozit PTFE/silikon | 200°C | 230°C | Dobrý (20 MPa) | Velmi dobré | 4× |
| PTFE s kovovou výztuží | 230°C | 260°C | Vynikající (40+ MPa) | Vynikající | 7× |
| Grafitový kompozit | 300°C | 350°C | Mírný (15 MPa) | Vynikající | 6× |
V rámci projektu pro sklářský závod jsme vyvinuli vlastní válce, které byly provozovány v sousedství žíhacích pecí s teplotou okolí až 180 °C. Standardní těsnění selhala během několika týdnů, ale zavedením pístových těsnění z PEEK plněných uhlíkem a tyčových těsnění z PTFE s kovovým napětím jsme vytvořili řešení, které fungovalo nepřetržitě více než tři roky bez výměny těsnění.
Faktory výběru materiálu mimo teplotu
Teplota je jen jedním z hledisek při výběru vysokoteplotního těsnění:
Kritické faktory výběru
Požadavky na tlak
- Vyšší tlaky vyžadují materiály s vyšší mechanickou pevností.
- Vztah tlak × teplota je nelineární
- Tlaková schopnost se obvykle snižuje o 5-10% na každých 20 °C.Chemické prostředí
- Procesní chemikálie, čisticí prostředky a maziva
- Odolnost proti oxidaci při zvýšených teplotách
- Odolnost proti hydrolýze (pro expozici vodní párou)Požadavky na cyklistiku
- Teplotní cyklování způsobuje různé rychlosti roztažnosti
- Dynamické vs. statické těsnění
- Frekvence aktivace při teplotěÚvahy o instalaci
- Tvrdší materiály vyžadují přesnější obrábění
- Riziko poškození instalace se zvyšuje s tvrdostí materiálu
- Pro kompozitní materiály je často zapotřebí speciálních nástrojů
Úpravy konstrukce těsnění pro vysoké teploty
Standardní konstrukce těsnění často vyžadují úpravy pro extrémní teploty:
Úpravy designu
| Úprava designu | Účel | Vliv teploty | Složitost implementace |
|---|---|---|---|
| Snížení rušení | kompenzuje tepelnou roztažnost | Schopnost +20-30 °C | Nízká |
| Plovoucí těsnicí kroužky | Umožňuje tepelný růst | Schopnost +30-50 °C | Střední |
| Vícesložková těsnění | Optimalizace materiálů podle funkce | Schopnost provozu při teplotách +50-70 °C | Vysoká |
| Kovové záložní kroužky | Zabraňuje vytlačování při teplotě | Schopnost provozu při teplotách +20-40 °C | Střední |
| Labyrintová pomocná těsnění | Snižuje teplotu na hlavním těsnění | schopnost pracovat při teplotách +50-100 °C | Vysoká |
| Aktivní chladicí kanály | Vytváří chladnější mikroprostředí | schopnost pracovat při teplotě +100-150 °C | Velmi vysoká |
Stárnutí materiálu a úvahy o životním cyklu
Provoz při vysokých teplotách urychluje degradaci materiálu:
Faktory dopadu životního cyklu
| Materiál | Typická životnost při 100 °C | Zkrácení životnosti při 200 °C | Primární způsob poruchy | Předvídatelnost |
|---|---|---|---|---|
| FKM | 2-3 roky | 75% (6-9 měsíců) | Tvrdnutí/praskání | Dobrý |
| FFKM | 3-5 let | 60% (1,2-2 roky) | Kompresní sada | Velmi dobré |
| PTFE | 5+ let | 40% (3+ let) | Deformace/studený tok | Mírná |
| PEEK | 5+ let | 30% (3,5+ let) | Opotřebení/odření | Dobrý |
| Silikon | 1-2 roky | 80% (2-5 měsíců) | Roztržení/degradace | Špatný |
| PTFE s kovovou výztuží | 4-5 let | 35% (2,6-3,3 roku) | Jarní relaxace | Vynikající |
Spolupracoval jsem s ocelárnou, která provozovala hydraulické válce v oblasti kontinuálního lití při teplotách okolí 150-180 °C. Zavedením programu prediktivní údržby založeného na těchto faktorech životního cyklu jsme byli schopni naplánovat výměny těsnění během plánovaných odstávek údržby, čímž jsme zcela eliminovali neplánované prostoje, které je dříve stály přibližně $50 000 za hodinu.
Osvědčené postupy pro instalaci a údržbu
Správné zacházení významně ovlivňuje výkonnost těsnění při vysokých teplotách:
Kritické postupy
Úvahy o skladování
- Maximální doba skladování se liší podle materiálu (1-5 let).
- Doporučuje se skladování při řízené teplotě
- Ochrana proti UV záření je pro některé materiály nezbytnáTechniky instalace
- Specializované instalační nástroje zabraňují poškození
- Kompatibilita s mazivy je kritická
- Kalibrovaný krouticí moment pro součásti vývodekPostup při zavádění
- Postupné zvyšování teploty, pokud je to možné
- Počáteční snížení tlaku (60-70% z maxima)
- Řízené cyklování před plným provozemMetody monitorování
- Pravidelné testování přístupných těsnění podle tvrdoměru
- Systémy detekce úniku s teplotní kompenzací
- Prediktivní výměna na základě provozních podmínek
Jaké techniky zabraňují průhybu u válců s velmi dlouhým zdvihem?
Válce s dlouhým zdvihem představují jedinečnou konstrukční výzvu, která vyžaduje specializovaná konstrukční řešení.
Válce s mimořádně dlouhým zdvihem zabraňují vychýlení tyčí a udržují jejich souosost díky několika technikám zesílení: nadměrné průměry tyčí (obvykle 1,5-2× standardní poměr), mezipouzdra ve vypočtených intervalech, vnější vodicí systémy s přesným souosostí, kompozitní materiály tyčí se zvýšeným poměrem tuhosti a hmotnosti a specializované konstrukce trubek, které odolávají ohybu při tlakovém a bočním zatížení.
Výpočet průhybu tyče a prevence
Pochopení fyziky průhybu je pro správný návrh výztuže zásadní:
Vzorec pro průhyb prodloužených tyčí
δ = (F × L³) / (3 × E × I)
Kde:
- δ = maximální průhyb (mm)
- F = boční zatížení nebo hmotnost tyče (N)
- L = nepodepřená délka (mm)
- E = Modul pružnosti4 (N/mm²)
- I = Moment setrvačnosti5 (mm⁴) = (π × d⁴) / 64 pro kruhové tyče
U válce se zdvihem 5 m, který jsme navrhli pro dřevařskou pilu, by se standardní tyč při plném vysunutí vychýlila o více než 120 mm. Zvětšením průměru tyče ze 40 mm na 63 mm jsme snížili teoretickou výchylku na pouhých 19 mm - což je pro danou aplikaci stále nadměrné. Přidáním mezilehlých podpěrných pouzder v 1,5metrových intervalech se průhyb dále snížil na méně než 3 mm, čímž byly splněny jejich požadavky na vyrovnání.
Optimalizace průměru tyče
Volba vhodného průměru tyče je první ochranou proti vychýlení:
Pokyny pro dimenzování průměrů tyčí
| Délka zdvihu | Minimální poměr tyče k otvoru | Typické zvětšení průměru | Snížení průhybu | Sankce za hmotnost |
|---|---|---|---|---|
| 0-500 mm | 0.3-0.4 | Standardní | Základní údaje | Základní údaje |
| 500-1000 mm | 0.4-0.5 | 25% | 60% | 56% |
| 1000-2000 mm | 0.5-0.6 | 50% | 85% | 125% |
| 2000-3000 mm | 0.6-0.7 | 75% | 94% | 206% |
| 3000-5000 mm | 0.7-0.8 | 100% | 97% | 300% |
| >5000mm | 0.8+ | 125%+ | 99% | 400%+ |
Meziproduktové podpůrné systémy
U nejdelších zdvihů jsou nutné mezipodpěry:
Konfigurace podpěrných pouzder
| Typ podpory | Maximální rozteč | Způsob instalace | Požadavek na údržbu | Nejlepší aplikace |
|---|---|---|---|---|
| Pevné pouzdro | L = 100 × d | Vtlačení do trubky | Pravidelné mazání | Svislá orientace |
| Plovoucí pouzdro | L = 80 × d | Upevnění pomocí pojistného kroužku | Pravidelná výměna | Horizontální, pro vysoké zatížení |
| Nastavitelné pouzdro | L = 90 × d | Nastavení se závitem | Pravidelná kontrola seřízení | Přesné aplikace |
| Podpora válečků | L = 120 × d | Přišroubováno k trubce | Výměna ložisek | Nejvyšší rychlostní aplikace |
| Externí průvodce | L = 150 × d | Nezávislá montáž | Ověření zarovnání | Nejvyšší požadavky na přesnost |
Kde:
- L = maximální vzdálenost mezi podpěrami (mm)
- d = průměr tyče (mm)
Vylepšení designu trubek
Samotná trubka válce vyžaduje u konstrukcí s dlouhým zdvihem zesílení:
Metody vyztužování trubek
| Metoda posilování | Zvýšení síly | Vliv hmotnosti | Nákladový faktor | Nejlepší aplikace |
|---|---|---|---|---|
| Zvýšená tloušťka stěny | 30-50% | Vysoká | 1.3-1.5× | Nejjednodušší řešení, střední délky |
| Vnější výztužná žebra | 40-60% | Střední | 1.5-1.8× | Vodorovná montáž, soustředěné zatížení |
| Kompozitní omotávka | 70-100% | Nízká | 2.0-2.5× | Nejlehčí roztok, nejdelší tahy |
| Dvoustěnná konstrukce | 100-150% | Vysoká | 2.2-2.8× | Nejvyšší tlakové aplikace |
| Nosná konstrukce příhradového nosníku | 200%+ | Střední | 2.5-3.0× | Extrémní délky, proměnlivá orientace |
U válce se zdvihem 4 metry určeného pro mostní inspekční plošinu jsme použili vnější hliníkové příhradové podpěry podél trubky válce. Tím se zvýšila tuhost v ohybu o více než 300%, zatímco celková hmotnost se zvýšila pouze o 15% - což je pro mobilní aplikaci, kde by nadměrná hmotnost vyžadovala větší plošinu vozidla, kritické.
Výběr materiálu pro prodloužené zdvihy
Pokročilé materiály mohou výrazně zlepšit výkon:
Srovnání výkonnosti materiálů
| Materiál | Relativní tuhost | Poměr hmotnosti | Odolnost proti korozi | Nákladová prémie | Nejlepší aplikace |
|---|---|---|---|---|---|
| Chromovaná ocel | 1,0 (základní hodnota) | 1.0 | Dobrý | Základní údaje | Obecný účel |
| Indukčně kalená ocel | 1.0 | 1.0 | Mírná | 1.2× | Odolnost proti opotřebení |
| Tvrdý eloxovaný hliník | 0.3 | 0.35 | Velmi dobré | 1.5× | Aplikace citlivé na hmotnost |
| Nerezová ocel | 0.9 | 1.0 | Vynikající | 1.8× | Korozivní prostředí |
| Kompozit z uhlíkových vláken | 2.3 | 0.25 | Vynikající | 3.5× | Nejvyšší výkon, nejnižší hmotnost |
| Hliník s keramickým povlakem | 0.4 | 0.35 | Vynikající | 2.2× | Vyvážený výkon, střední hmotnost |
Úvahy o instalaci a vyrovnání
Správná instalace je s délkou zdvihu stále důležitější:
Požadavky na zarovnání
| Délka zdvihu | Maximální nesouosost | Metoda zarovnání | Technika ověřování |
|---|---|---|---|
| 0-1000 mm | 0,5 mm | Standardní montáž | Vizuální kontrola |
| 1000-2000 mm | 0,3 mm | Nastavitelné držáky | Přímka a měrka |
| 2000-3000 mm | 0,2 mm | Přesně opracované povrchy | Indikátor číselníku |
| 3000-5000 mm | 0,1 mm | Laserové seřízení | Laserové měření |
| >5000mm | <0,1 mm | Vícebodový systém vyrovnávání | Optický tranzitní nebo laserový tracker |
Při montáži válce se zdvihem 6 metrů pro divadelní jevištní mechanismus jsme zjistili, že montážní plochy mají nesouosost 0,8 mm. Přestože se to zdálo být zanedbatelné, mohlo to způsobit vázání a předčasné opotřebení. Zavedením nastavitelného montážního systému s laserovým ověřováním souososti jsme dosáhli souososti v rozmezí 0,05 mm po celé délce, což zajistilo bezproblémový provoz a plnou konstrukční životnost.
Dynamické aspekty dlouhých tahů
Provozní dynamika vytváří další výzvy:
Dynamické faktory
Akcelerační síly
- Delší a těžší tyče mají větší setrvačnost.
- Tlumení na konci tahu má zásadní význam
- Typické provedení: 25-50 mm délky polštáře na metr zdvihuRezonanční frekvence
- U dlouhých tyčí mohou vznikat škodlivé vibrace
- Je třeba se vyhnout kritickým rychlostem
- Mohou být vyžadovány tlumicí systémyTepelná roztažnost
- Roztažnost 1-2 mm na metr při zvýšení teploty o 100 °C
- Plovoucí držáky nebo kompenzační klouby
- Výběr materiálu ovlivňuje rychlost expanzeDynamika tlaku
- Delší sloupce vzduchu vytvářejí tlakové vlny.
- Požadované větší ventilové otvory a průtočná kapacita
- Kontrola rychlosti na dlouhé vzdálenosti je náročnější
Závěr
Konstrukce válců na míru pro extrémní aplikace vyžaduje specializované znalosti výrobních procesů pro speciálně tvarované vodicí lišty, výběr materiálu pro vysokoteplotní těsnění a konstrukční řešení pro zesílení dlouhých zdvihů. Pochopením těchto kritických aspektů mohou konstruktéři vytvářet pneumatická řešení, která spolehlivě fungují v nejnáročnějších prostředích.
Často kladené otázky o designu válců na zakázku
Při jaké maximální teplotě může pracovat pneumatický válec se specializovanými těsněními?
Díky speciálním těsnicím materiálům a konstrukčním úpravám mohou pneumatické válce pracovat nepřetržitě při teplotách až 260 °C s použitím těsnění PEEK plněných uhlíkem nebo PTFE s kovovým napětím. Při přerušovaném působení mohou grafitová kompozitní těsnění odolávat teplotám blížícím se 350 °C. Tyto aplikace při extrémních teplotách však vyžadují kromě těsnění i další opatření, včetně speciálních maziv (nebo provedení pro suchý chod), kompenzace tepelné roztažnosti a materiálů s odpovídajícími koeficienty tepelné roztažnosti, aby se zabránilo vázání při teplotě.
Jak dlouhý může být zdvih pneumatického válce, než budou nutné mezipodpěry?
Potřeba mezilehlých podpěr závisí na průměru tyče, orientaci a požadavcích na přesnost. Obecně platí, že vodorovné válce se standardním poměrem tyče k vývrtu (0,3-0,4) obvykle vyžadují mezipodpěry, pokud zdvihy přesahují 1,5 metru. Přesnou hranici lze vypočítat pomocí vzorce pro průhyb: δ = (F × L³) / (3 × E × I), přičemž značný průhyb (obvykle > 1 mm) znamená, že je nutná podpora. Svislé válce se mohou často prodloužit na 2 až 3 metry, než je zapotřebí podpěry, protože chybí gravitační boční zatížení.
Jaké výrobní tolerance lze dosáhnout u speciálně tvarovaných vodicích lišt?
Díky kombinaci pětiosého CNC obrábění, elektroerozivního obrábění a přesného broušení lze u speciálně tvarovaných vodicích lišt dosáhnout tolerance ±0,005 mm pro kritické rozměry a povrchové úpravy až 0,2-0,4 Ra. Přesnost profilu (shoda s teoretickým tvarem) lze pomocí moderních výrobních technik udržet v rozmezí 0,01-0,02 mm. U nejpřesnějších aplikací lze pro dosažení funkčních tolerancí pod ±0,003 mm pro specifické párové součásti použít konečné ruční lícování a selektivní montáž.
Jak zabráníte vázání u válců s dlouhým zdvihem a více opěrnými pouzdry?
Zabránění vázání u válců s dlouhým zdvihem a více podpěrami vyžaduje několik technik: (1) zavedení přístupu postupného vyrovnávání, kdy pouze jedno pouzdro zajišťuje primární vyrovnání, zatímco ostatní nabízejí plovoucí podpěru s malou vůlí; (2) použití samovyrovnávacích pouzder s kulovými vnějšími povrchy, které se mohou přizpůsobit mírným nesouosostem; (3) zajištění přesného vyrovnání během instalace pomocí laserových měřicích systémů; a (4) použití materiálů s odpovídajícími koeficienty tepelné roztažnosti pro všechny konstrukční součásti, aby se zabránilo vázání způsobenému teplotou.
Jaký je příplatek za zakázkové válce ve srovnání se standardními modely?
Příplatek za zakázkové lahve se výrazně liší v závislosti na stupni přizpůsobení, ale obvykle se pohybuje v rozmezí 2-10× vyšší než u standardních modelů. Jednoduché úpravy, jako je speciální montáž nebo konfigurace portů, mohou k základní ceně přidat 30-50%. Mírné úpravy na míru včetně nestandardních zdvihů nebo specializovaných těsnění obvykle zdvojnásobí cenu. Vysoce specializované konstrukce s vlastními vodicími lištami, schopností pracovat při extrémních teplotách nebo s extra dlouhými výztuhami zdvihu mohou stát 5-10× více než standardní modely. Tuto přirážku je však třeba porovnat s náklady na snahu přizpůsobit standardní komponenty nevhodným aplikacím, což často vede k častým výměnám a odstávkám systému.
Jak testujete a ověřujete vlastní návrhy válců před výrobou?
Vlastní konstrukce lahví se ověřují prostřednictvím několikastupňového procesu: (1) počítačové simulace pomocí metody konečných prvků (FEA) k ověření strukturální integrity a identifikaci potenciálních koncentrací napětí; (2) testování prototypů v kontrolovaných podmínkách, často se zrychleným testováním životnosti při 1,5-2× vyšším tlaku a počtu cyklů, než je konstrukční hodnota; (3) testování v komoře pro extrémní teploty; (4) provozní zkoušky s přístroji, které měří parametry, jako jsou vnitřní teploty, třecí síly a stabilita seřízení; a (5) destruktivní testování prototypů k ověření bezpečnostních rezerv. U kritických aplikací lze před konečným schválením výroby zhotovit vlastní zkušební přípravky, které simulují přesné podmínky aplikace.
-
Poskytuje podrobný výklad pětiosého CNC obrábění, což je pokročilý výrobní proces, který umožňuje řezání dílů v pěti různých osách současně, což umožňuje vytvářet velmi složité geometrie. ↩
-
Vysvětluje principy elektroerozivního obrábění (EDM), netradičního obráběcího procesu, který využívá elektricky nabitý drát k extrémně přesnému řezání vodivých materiálů. ↩
-
Nabízí komplexní informace o polyether ether ketonu (PEEK), vysoce výkonném technickém termoplastu známém pro své vynikající mechanické vlastnosti a odolnost vůči extrémním teplotám a drsným chemikáliím. ↩
-
Popisuje modul pružnosti (známý také jako Youngův modul), základní vlastnost materiálu, která měří tuhost materiálu a jeho odolnost proti pružné deformaci při namáhání. ↩
-
Poskytuje jasné vysvětlení plošného momentu setrvačnosti, geometrické vlastnosti průřezu, která vyjadřuje rozložení jeho bodů vzhledem k libovolné ose, což je rozhodující pro výpočet průhybu nosníku. ↩
