

Paljud insenerid kogevad enneaegset tihendite rikkeid, liigset õhuleket ja ebajärjekindlaid silindrite tööparameetreid, teadmata, et nende kulukate probleemide, mis võivad põhjustada tuhandeid dollareid seisakuid ja asenduskulusid, põhjuseks on kehv silindritoru pinnaviimistlus.
Hoonitud silindritoru on täppistöödeldud pneumosilindri toru, millel on abrasiivse hoonimise abil saavutatud ülisileda sisepinna viimistlus, mis tagab optimaalse tihendusvõime, vähendatud hõõrdumise ja pikendatud kasutusea... vardata silindrid1 ja standardsed pneumosilindrid.
Eile rääkisin Davidiga, Põhja-Carolina tekstiilitööstusettevõtte hooldusjuhiga, kelle vardata silindrite tihendid läksid iga kuue nädala tagant katki, selle asemel et need kestsid oodatud kaks aastat, mis läks tema tehasele maksma $15 000 varuosade ja seisakute eest, enne kui me avastasime, et tema silindritel olid krobelised, lihvimata torud, mis hävitasid tihendid.
Sisukord
- Mille poolest erinevad lihvitud silindritorud standardsetest torudest?
- Kuidas loob lihvimisprotsess silindri suurepärase jõudluse?
- Millised on peamised eelised lihvitud torude kasutamisel pneumaatilistes rakendustes?
- Kuidas valida ja hooldada lihvitud silindritorusid maksimaalse jõudluse saavutamiseks?
Mille poolest erinevad lihvitud silindritorud standardsetest torudest?
Lihvitud silindritorude sisepinnad on täpselt töödeldud, mis tagavad pneumosilindrite rakendustes parema jõudluse võrreldes standardsete töödeldud torudega.
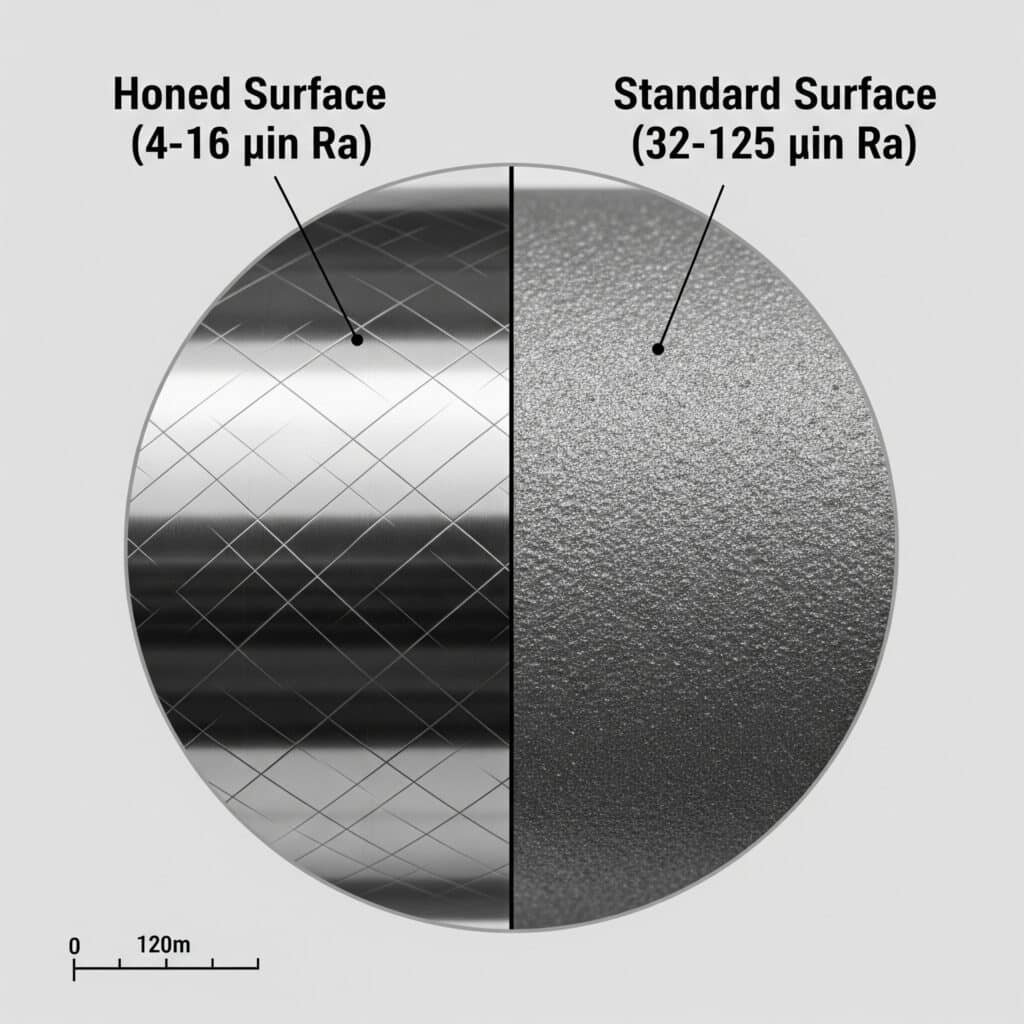
Lihvitud silindritorude sisepinnad on peegelpinnad, mille Ra-väärtus on 4-16 mikrotolli, võrreldes standardtorudega, mille väärtus on 32-125 mikrotolli, ning millel on kontrollitud ristsirgumustrid, mis säilitavad määrimise ja pakuvad optimaalseid tihenduspindu, mis pikendavad tihendite kasutusiga ja vähendavad hõõrdumist varraseta silindrites.
Pinna viimistluse spetsifikatsioonid
Lihvitud silindritorude sisepinna viimistlus on täpselt kontrollitud, et saavutada optimaalsed tööomadused. Pinna karedust mõõdetakse Ra (aritmeetiline keskmine karedus)2 väärtused, kusjuures lihvitud torud saavutavad tavaliselt 4-16 mikrotolli Ra võrreldes 32-125 mikrotolliga standardselt töödeldud torude puhul.
Selline pinna sileduse dramaatiline paranemine annab mitmeid olulisi eeliseid:
- Vähenenud tihendite kulumine: Siledad pinnad vähendavad abrasiivset kokkupuudet
- Parem tihendus: Parem pinnakontakt vähendab õhulekkeid
- Madalam hõõrdumine: Siledamad pinnad vähendavad tööjõudu
- Täiustatud määrimise säilitamine: Kontrollitud pinnatekstuur hoiab määrdeaineid
Mõõtmete täpsuse eelised
Lihvitud torud säilitavad parema mõõtmete täpsuse kogu oma pikkuses, kusjuures tüüpilised tolerantsid on ±0,0002 tolli võrreldes ±0,002 tolliga standardse puurimise puhul.
| Spetsifikatsioon | Standardne toru | Lihvitud toru | Tulemuslikkuse mõju |
|---|---|---|---|
| Pinna viimistlus (Ra) | 32-125 μin | 4-16 μin | 5-10x siledam pind |
| Läbimõõdu tolerantsus | ±0.002″ | ±0.0002″ | 10x parem täpsus |
| Sirgjoonelisus | 0,005″/ft | 0,001″/ft | 5x sirgem puur |
| Ümarus | 0.003″ | 0.0005″ | 6x rohkem ringikujulisi |
Crosshatch mustri eelised
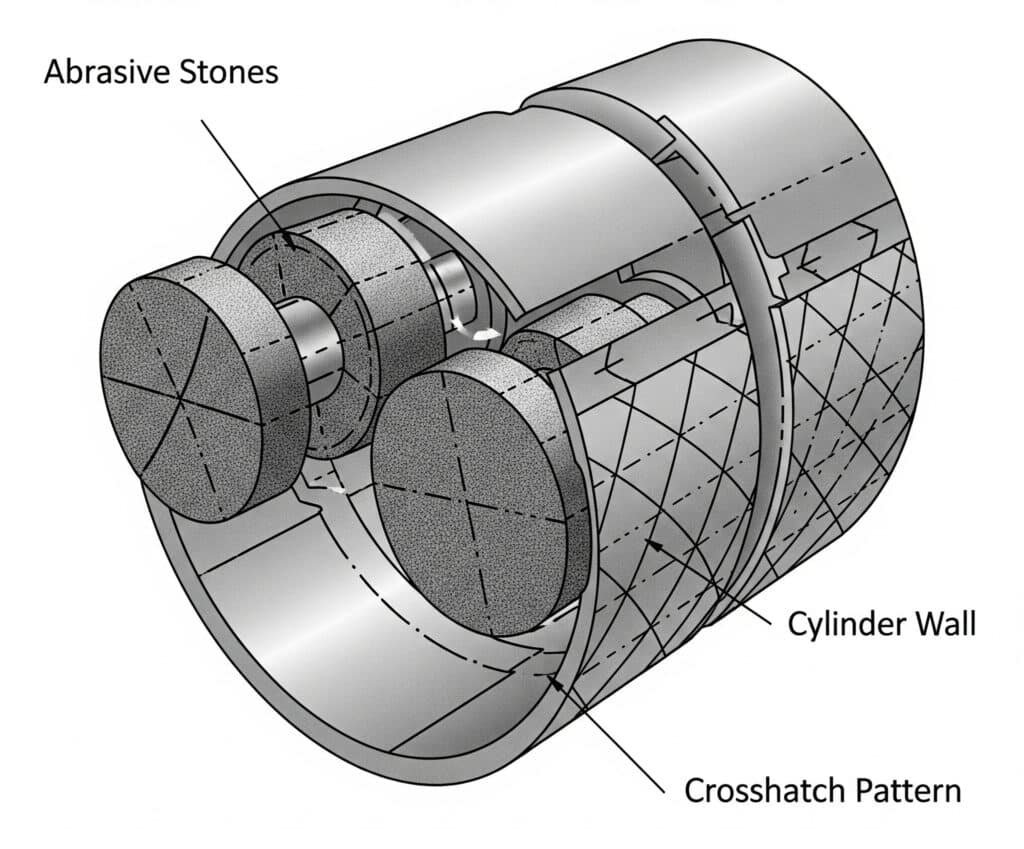
Lihvimisprotsess tekitab silindri seina pinnale kontrollitud ristsirgumustri. Sellel tavaliselt 45-60-kraadise nurga all paikneval mustril on mitu funktsiooni:
- Õli säilitamine: Mikroskoopilised orud sisaldavad määrdeõli
- Tihendi tugi: Annab optimaalse pinna tihendi kokkupuuteks
- Kulumise jaotus: Jaotab kontaktpinge ühtlaselt
- Sisseelamiskiirendus: Vähendab esialgset kulumisperioodi
Materiaalsed kaalutlused
Lihvitud silindritorusid on saadaval erinevatest materjalidest, mis sobivad erinevatele rakendustele:
Terastorud: Kõige tavalisemad üldistes tööstuslikes rakendustes, mis pakuvad suurepärast tugevust ja vastupidavust koos nõuetekohase korrosioonikaitsega.
Roostevaba teras: Ideaalne toiduainete töötlemiseks, farmaatsiatööstuses ja söövitavates keskkondades, kus saastekindlus on kriitilise tähtsusega.
Alumiinium: Kerge valik mobiilsete rakenduste jaoks, kuigi nõuab pehmemate materjaliomaduste tõttu hoolikat tihendite valikut.
Bepto tarnib täppishoonitud torusid kõikidele peamistele varraseta silindrite kaubamärkidele, tagades klientidele optimaalse tihendusvõime ja pikema kasutusaja tagamiseks vajaliku pinnakvaliteedi.
Kuidas loob lihvimisprotsess silindri suurepärase jõudluse?
Hoonimisprotsessis kasutatakse kontrollitud abrasiivset toimet, et saavutada täpsed sisemõõtmed ja pinnaviimistlus, mis parandab oluliselt pneumosilindrite jõudlust ja töökindlust.
Silindrite lihvimisel kasutatakse pöörlevaid abrasiivseid kive kontrollitud rõhu ja etteandmiskiiruse all, et eemaldada materjali ühtlaselt, luues peegelpuhtad pinnad, millel on spetsiifilised ristsirgumustrid, mis optimeerivad tihendite tööd, vähendavad hõõrdumist 40-60% võrra ja pikendavad silindrite kasutusiga 3-5 korda võrreldes standardselt töödeldud torudega.
Lihvimisprotsessi sammud
Optimaalse tulemuse saavutamiseks hõlmab lihvimisprotsess mitu hoolikalt kontrollitud etappi:
1. samm: töötlemata lihvimine
Esialgses lihvimises eemaldatakse töötlemisjäljed ja suuremad pinna ebatasasused, kasutades jämedaid abrasiivkive (tavaliselt 220-400 tera). Selle etapiga saavutatakse põhiline mõõtmete täpsus ja eemaldatakse 0,003-0,005 tolli materjali.
2. samm: viimistlemine lihvimine
Peened abrasiivkivid (600-1200 tera) loovad lõpliku pinnaviimistluse ja täpsed mõõtmed. Selle etapiga eemaldatakse ainult 0,0005-0,001 tolli, samal ajal kui luuakse ristsooniline muster.
3. samm: Plateau lihvimine3
Lõplik lihvimine väga peente kividega (1500+ tera) tekitab plaatoviimistluse, mis optimeerib tihendi kontakti, säilitades samal ajal õli säilitamise orud.
Abrasiivkivi valik
Erinevad abrasiivmaterjalid pakuvad eri rakenduste jaoks konkreetseid eeliseid:
| Kivi tüüp | Kruusa vahemik | Rakendused | Pinna viimistlus |
|---|---|---|---|
| Alumiiniumoksiid | 220-800 | Üldised terastorud | 8-32 μin Ra |
| Ränikarbiid | 400-1200 | Kõvad materjalid | 4-16 μin Ra |
| Diamond | 600-3000 | Täppisviimistlus | 2-8 μin Ra |
| CBN (kuubiline boornitriid)4 | 800-2000 | Karastatud terased | 4-12 μin Ra |
Protsessi kontrolli parameetrid
Järjepidevate lihvimistulemuste saavutamine nõuab mitmete protsessimuutujate täpset kontrollimist:
Spindli kiirus: Tavaliselt 100-400 RPM, optimeeritud vastavalt materjalile ja soovitud viimistlusele.
Söötmise määr: 10-50 jalga minutis, kontrollitav ristlõike nurk
Kivi surve: 50-200 PSI, materjali eemaldamise määra määramine
Lihvimisõli: Jahutamine ja määrimine, termiliste kahjustuste vältimine
Kvaliteedi kontrollimise meetodid
Lihvitud torud läbivad range kvaliteedikontrolli, et tagada spetsifikatsioonide täitmine:
Pinna viimistluse mõõtmine: Profilomeetrid mõõdavad Ra, Rz ja muid pinnaparameetreid.
Mõõtmete kontroll: Koordinaatmõõtemasinad kontrollivad läbimõõtu, sirgjoonelisust ja ümarust.
Visuaalne kontroll: Mikroskoopiline uurimine kinnitab ristsirgumustri kvaliteeti.
Lekke testimine: Rõhukatsed kontrollivad tihendite ühilduvust
Täiustatud lihvimistehnikad
Kaasaegsed lihvimisoperatsioonid kasutavad täiustatud tehnikat, et saavutada suurepäraseid tulemusi:
CNC lihvimine: Arvutiga juhitavad masinad tagavad järjepidevad tulemused ja keerulised geomeetrilised vormid.
Servo-juhitav rõhk: Automaatne reguleerimine säilitab optimaalse kivisurve
Mitmeastmeline töötlemine: Järjestikused operatsioonid optimeerivad iga pinna omadust
Reaalajas jälgimine: Pidev mõõtmine töötlemise ajal tagab kvaliteedi
Nõuetekohase lihvimise abil saavutatud täpsus on märkimisväärne - me suudame säilitada läbimõõdetolerantsi 0,0001 tolli piires üle 20 jala pikkuste torude puhul, tagades ühtlase tihendi toimimise kogu vardata silindrite löögi pikkuse ulatuses.
Millised on peamised eelised lihvitud torude kasutamisel pneumaatilistes rakendustes?
Lihvitud silindritorud tagavad märkimisväärse jõudluse paranemise, mis tähendab otseselt väiksemaid tegevuskulusid, suuremat töökindlust ja paremat süsteemi jõudlust pneumaatilistes rakendustes.
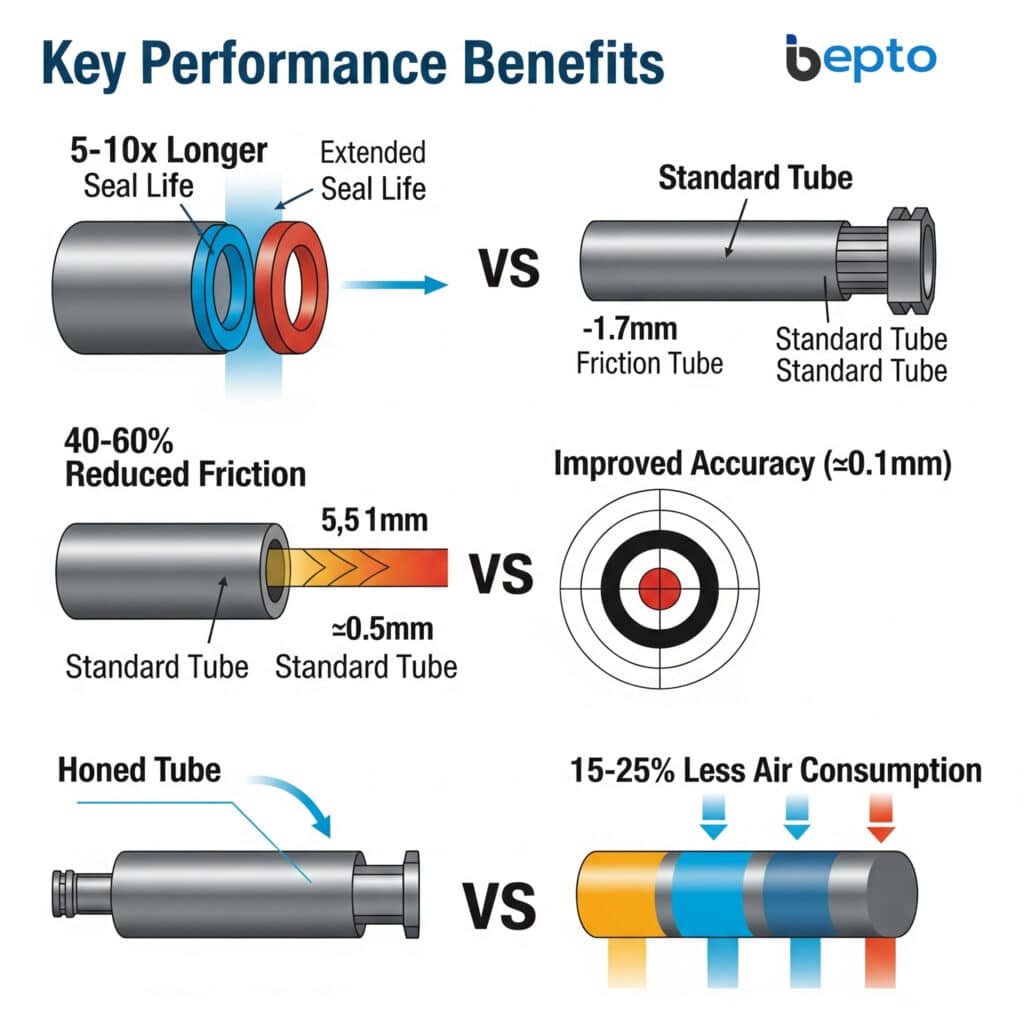
Lihvitud torud tagavad 5-10 korda pikema tööea, vähendavad hõõrdumist 40-60% võrra, kõrvaldavad libiseva liikumise, parandavad positsioneerimistäpsust ±0,1 mm ja vähendavad õhutarbimist 15-25% võrra võrreldes standardselt töödeldud torudega, mille tulemuseks on märkimisväärne kulude kokkuhoid ja suurem tootlikkus varraseta silindri rakendustes.
Pikendatud tihendi eluiga
Lihvitud torude sile pind vähendab oluliselt tihendite kulumist, pikendades nende kasutusiga 5-10 korda võrreldes töötlemata pinnaga. See paranemine tuleneb järgmistest asjaoludest:
Vähendatud abrasiivne kulumine: Peegelsiledad pinnad välistavad mikroskoopilise lõiketegevuse, mis hävitab tihendeid krobelistes torudes.
Optimaalne tihendi kontakt: Ühtlane pinnaviimistlus tagab ühtlase rõhu jaotumise kogu tihendi kokkupuutepinnal.
Parem soojuse hajutamine: Siledad pinnad vähendavad hõõrdekuumust, mis kiirendab tihendi lagunemist.
Parem määrimise säilitamine: Kontrollitud ristsirgumustrid hoiavad tihendeid kaitsvaid määrdekilesid.
Tulemuslikkuse võrdlusandmed
| Tulemuslikkuse mõõdik | Standardne toru | Lihvitud toru | Parandamise tegur |
|---|---|---|---|
| Hülge elu | 6-12 kuud | 3-5 aastat | 5-10x kauem |
| Hõõrdetegur | 0.15-0.25 | 0.05-0.10 | 50-60% vähendamine |
| Õhulekke määr | 2-5 SCFH | 0,1-0,5 SCFH | 90% vähendamine |
| Positsioneerimise täpsus | ±2-5mm | ±0,1-0,5 mm | 10x paranemine |
| Sisseelamisperiood | 500-1000 tsüklit | 50-100 tsüklit | 90% vähendamine |
Hõõrdumise vähendamise eelised
Lihvitud pinnad vähendavad hõõrdumist 40-60% võrra, pakkudes mitmeid tööalaseid eeliseid:
Madalam töörõhk: Vähendatud hõõrdumine võimaldab töötada madalama süsteemirõhu juures, säästes energiat ja vähendades komponentide koormust.
Sujuvam liikumine: Likvideerimine stick-slip5 käitumine tagab ühtlase ja sujuva silindri liikumise, mis on oluline täppisrakenduste jaoks.
Kiiremad tsükliajad: Vähendatud hõõrdumine võimaldab suuremaid töökiirusi, ilma et see kahjustaks täpsust või suurendaks kulumist.
Energia kokkuhoid: Madalam hõõrdumine tähendab otseselt väiksemat suruõhu tarbimist, mis tavaliselt tähendab 15-25% kokkuhoidu.
Parem süsteemi töökindlus
Lihvitud torude paremad jõudlusomadused aitavad kaasa süsteemi üldisele töökindlusele:
Järjepidev jõudlus: Ühtlane pinnaviimistlus tagab prognoositava toimimise kogu kasutusaja jooksul.
Vähendatud hooldus: Pikem tihendite kasutusiga ja väiksem kulumine vähendavad hooldusvajadusi ja sellega seotud seisakuid.
Parem saastekindlus: Siledad pinnad on kergemini puhastatavad ja vähem tõenäoline, et need jäävad saasteainete lõksu.
Temperatuuri stabiilsus: Vähendatud hõõrdekuumutus parandab jõudluse järjepidevust erinevates temperatuurivahemikes.
Majandusliku kasu analüüs
Investeering lihvitud torudesse tasub end tavaliselt 6-18 kuu jooksul erinevate kulude kokkuhoiu kaudu ära:
Vähendatud tihendi asendamise kulud: Kuna tihendid kestavad 5-10 korda kauem, vähenevad varuosade kulud märkimisväärselt.
Vähenenud seisakuaeg: Väiksemad tihendite rikked tähendavad vähem tootmiskatkestusi ja sellega seotud kulusid.
Madalam energiatarbimine: Vähenenud hõõrdumine ja õhuleke vähendavad suruõhusüsteemi tegevuskulusid.
Laiendatud seadmete eluiga: Kõigi süsteemi komponentide vähenenud kulumine pikendab seadmete üldist kasutusiga.
Maria, kes juhib pakendamisliini ühes Saksa toiduainetööstuses, jagas oma kogemusi meie lihvitud torude uuendamisega: "Pärast üleminekut Bepto lihvitud torudele meie vardata balloonides langes meie tihendite vahetamise sagedus igakuiselt kord kahe aasta tagant. $3,500 investeering lihvitud torudesse on säästnud meil aastas üle $18,000 varuosade ja seisakute kulude, lisaks paranes meie positsioneerimistäpsus nii palju, et me kõrvaldasime 95% pakendivead."
Kuidas valida ja hooldada lihvitud silindritorusid maksimaalse jõudluse saavutamiseks?
Lihvitud silindritorude õige valik ja hooldus tagab teie pneumosüsteemide rakenduste optimaalse jõudluse, maksimaalse kasutusaja ja parima investeeringu tasuvuse.
Lihvitud torude valik nõuab pinnaviimistluse spetsifikatsioonide (4-16 μin Ra), materjali ühilduvuse, mõõtmete täpsusnõuete ja keskkonnatingimuste sobitamist teie rakendusega, samas kui hooldus hõlmab nõuetekohast määrimist, saastekontrolli, korrapärast kontrolli ja tootja juhiste järgimist, et saavutada maksimaalne jõudlus ja kasutusiga.
Valikukriteeriumide analüüs
Õige lihvitud toru valimine nõuab teie rakendusele omaste mitmete tegurite hoolikat kaalumist:
Pinna viimistluse nõuded: Sobitage Ra väärtus teie tihendi spetsifikatsioonidele ja jõudlusvajadustele. Üldistes tööstusrakendustes kasutatakse tavaliselt 8-16 μin Ra, samas kui täppisrakendustes võib olla vajalik 4-8 μin Ra.
Materjali valik: Valige torumaterjal vastavalt töökeskkonnale, rõhunõuetele ning ühilduvusele süsteemi vedelike ja tihenditega.
Mõõtmete spetsifikatsioonid: Veenduge, et läbimõõt, seina paksus ja pikkus vastavad teie silindri konstruktsiooninõuetele.
Keskkonnaalased kaalutlused: Võtke arvesse temperatuurivahemikku, korrosiooniga kokkupuudet ja saastatuse taset, mis võivad mõjutada materjali valikut ja pinnatöötlust.
Rakendusspetsiifiline valikujuhend
| Rakenduse tüüp | Soovitatav Ra | Materjali valik | Erilised kaalutlused |
|---|---|---|---|
| Üldine tööstus | 8-16 μin | Süsinikteras | Standardne lihvimine piisav |
| Toiduainete töötlemine | 4-8 μin | Roostevaba teras | FDA nõuetele vastavad materjalid |
| Kõrge täpsus | 4-6 μin | Teras/roostevaba | Ranged mõõtmete tolerantsid |
| Väljas/meresõiduki | 8-12 μin | Roostevaba teras | Korrosioonikindlus kriitiline |
| Kõrge temperatuur | 6-12 μin | Spetsiaalsed sulamid | Kuumakindlad materjalid |
Õiged paigaldustavad
Õige paigaldus on lihvitud torude optimaalse jõudluse saavutamiseks ülioluline:
Ettevaatusabinõud käitlemisel: Kasutage transportimisel ja paigaldamisel kaitsekatteid, et vältida pinnakahjustusi. Isegi väikesed kriimustused võivad kahjustada tihendi toimivust.
Puhtusnõuded: Puhastage torud enne paigaldamist põhjalikult, kasutades sobivaid lahusteid ja nullist vabu lappe. Igasugune saastumine võib põhjustada tihendi enneaegset rikkeid.
Joondamise kontrollimine: Tagage paigaldamise ajal õige joondamine, et vältida sidumist ja ebaühtlast kulumist, mis võib kahjustada lihvitud pinda.
Tihendi ühilduvus: Veenduge, et tihendid sobivad lihvitud pinna viimistlusega ja on optimaalse kontaktrõhu jaoks õigesti dimensioneeritud.
Hoolduse parimad praktikad
Nõuetekohane hooldus maksimeerib lihvitud torude eelised:
Määrimise juhtimine: Kasutage sobivaid pneumaatilisi määrdeaineid soovitatud kogustes. Liigne määrimine võib ligi tõmmata saasteaineid, samas kui vähene määrimine suurendab kulumist.
Filtreerimissüsteemid: Säilitage nõuetekohane õhufiltreerimine, et vältida saaste jõudmist lihvitud pindadele. Tüüpilised nõuded on 5-mikronine filtreerimine koos koalestsentsivõimega.
Regulaarne kontroll: Tehke plaanilise hoolduse käigus visuaalseid kontrolle, et tuvastada võimalikud probleemid enne, kui need põhjustavad suuremaid probleeme.
Tulemuslikkuse järelevalve: Jälgige tsüklite arvu, tihendite vahetamise sagedust ja tööparameetreid, et optimeerida hooldusgraafikuid.
Tüüpiliste probleemide lahendamine
Tegelemine tavaliste probleemidega, et säilitada optimaalne jõudlus:
| Probleem | Sümptomid | Tõenäoline põhjus | Lahendus |
|---|---|---|---|
| Tihendi enneaegne kulumine | Sage tihendi vahetus | Saastumine või valesti seadistamine | Parandada filtreerimist, kontrollida joondamist |
| Liigne hõõrdumine | Kõrge töörõhk | Pinnakahjustus või halb määrimine | Kontrollida pinda, reguleerida määrimist |
| Õhuleke | Rõhukadu, aeglane töö | Tihendi kahjustus või vale paigaldus | Vahetage tihendid välja, kontrollige paigaldust |
| Ebajärjekindel liikumine | Närviline või ebastabiilne liikumine | Pinna saastumine | Puhastage ja määrige süsteem uuesti |
Kvaliteedi kontrollimise meetodid
Veenduge, et teie lihvitud torud vastavad spetsifikatsioonidele nõuetekohase kontrollimisega:
Pinna viimistluse testimine: Kasutage kalibreeritud profiilimõõtjaid, et kontrollida, kas Ra väärtused vastavad spetsifikatsioonidele.
Mõõtmete kontroll: Mõõtke kriitilisi mõõtmeid, sealhulgas ava läbimõõtu, sirgsust ja ümarust.
Visuaalne kontroll: Uurige ristikujundusmustri kvaliteeti ja pinna seisundit, kasutades sobivat suurendust.
Tulemuslikkuse testimine: Teha töökatsed, et kontrollida tihendite ühilduvust ja hõõrdeomadusi.
Asendamine ja uuendamine kaalutlused
Plaani torude väljavahetamiseks ja süsteemi uuendamiseks:
Kasutusaja näitajad: Jälgige jõudluse halvenemise näitajaid, nagu suurenenud hõõrdumine, õhukulu või positsioneerimisvead.
Uuendamisvõimalused: Kaaluge süsteemi jõudluse parandamiseks plaanilise hoolduse käigus kõrgema kvaliteediga lihvitud torude uuendamist.
Ühilduvuse kontrollimine: Tagage, et asendustorud oleksid ühilduvad olemasolevate tihendite ja süsteemi komponentidega.
Dokumentatsioon: Hoidke arvestust torude spetsifikatsioonide, paigalduskuupäevade ja toimivuse ajaloo kohta optimaalse hoolduse planeerimiseks.
Bepto pakub ulatuslikku tuge lihvitud torude valikul ja rakendamisel. Meie inseneride meeskond analüüsib teie konkreetseid nõudeid ja soovitab optimaalseid torude spetsifikatsioone, et maksimeerida jõudlust ja kasutusiga teie vardata silindri rakendustes, mida toetab meie ulatuslik kogemus pneumaatikasüsteemide optimeerimisel.
Kokkuvõte
Lihvitud silindritorud tagavad suurepärase pinnaviimistluse ja mõõtmete täpsuse, mis parandavad oluliselt tihendite kasutusiga, vähendavad hõõrdumist ja suurendavad üldist pneumosüsteemi jõudlust, mistõttu on need olulised usaldusväärse vardata silindri töö ja kulutõhusa hoolduse jaoks.
KKK lihvitud silindritorude kohta
K: Mis vahe on lihvitud ja standardselt töödeldud silindritorude vahel?
Lihvitud torude sisepinnad (4-16 μin Ra) on peegelsiledad ja kontrollitud ristsirgumustriga võrreldes standardtorudega (32-125 μin Ra), mis tagab 5-10 korda pikema tööea, 40-60% hõõrdumise vähenemise ja oluliselt parema tihendusvõime pneumaatilistes rakendustes.
K: Kui palju maksavad lihvitud silindritorud võrreldes tavaliste torudega?
Lihvitud torud maksavad tavaliselt esialgu 30-50% rohkem kui tavalised mehaaniliselt töödeldud torud, kuid investeering tasub end ära 6-18 kuu jooksul tänu pikemale tihendite kasutusajale, väiksematele hoolduskuludele ja paremale energiatõhususele enamikus tööstuslikes rakendustes.
K: Kas ma võin oma olemasolevaid silindreid lihvitud torudega ümber ehitada?
Jah, olemasolevaid silindreid saab sageli tagantjärele lihvitud torudega varustada, kuigi optimaalse jõudluse saavutamiseks tuleb kontrollida mõõtmete ühilduvust ja võib olla vaja asendada tihendid lihvitud pinnale mõeldud tihenditega.
K: Millist hooldust vajavad lihvitud silindritorud?
Lihvitud torud vajavad nõuetekohast määrimist, puhast filtreeritud õhku (soovitatav 5-mikronine filtreerimine), regulaarset visuaalset kontrolli pinnakahjustuste suhtes ja kaitset saastumise eest, et säilitada nende suurepärased tööomadused kogu kasutusaja jooksul.
K: Kui kaua kestavad lihvitud silindritorud võrreldes tavaliste torudega?
Lihvitud torud tagavad tavaliselt 3-5 korda pikema eluea kui standardtorud, mis on tingitud vähenenud kulumisest, paremast tihendite ühilduvusest ja paremast pinna vastupidavusest, mis kestab nõuetekohaselt hooldatud pneumaatikasüsteemides sageli 5-10 aastat võrreldes 1-2 aastaga standardtorude puhul.
-
Avastage tööstusautomaatikas kasutatavate vardata pneumosilindrite konstruktsioon, tüübid ja tööalased eelised. ↩
-
Tutvuge Ra (keskmine karedus), mis on peamine parameeter, mida kasutatakse pinna tekstuuri või sileduse mõõtmiseks ja täpsustamiseks. ↩
-
Tutvuge platoo lihvimise protsessiga ja sellega, kuidas see tekitab suurepärase õlituse säilitamisega suurepärase laagripinna. ↩
-
Mõista kuubilise boornitriidi (CBN), superabrasiivse materjali omadusi, mida kasutatakse kõvade metallide täppislihvimisel ja viimistlemisel. ↩
-
Õppige tundma stick-slip'i nähtust, mis on spontaanse tõmbelise liikumise vorm, mis võib tekkida, kui kaks objekti libisevad üksteise peal. ↩
