

Vai kādreiz esat novērojuši, ka jūsu ražošanas izmaksas strauji pieaug neparedzētas iekārtas atteices dēļ? Man ir gadījies. Bieži vien vaininieks slēpjas neredzamajā virsmas mijiedarbības pasaulē. Kad jūsu pneimatiskajās sistēmās saskaras divas virsmas, berze kļūst par jūsu lielāko ienaidnieku vai lielāko sabiedroto.
Triboloģija1- zinātne par berzi, nodilumu un eļļošanu - tieši ietekmē pneimatisko sistēmu veiktspēju, ietekmējot energoefektivitāti, sastāvdaļu kalpošanas ilgumu un darbības uzticamību. Izprotot šos pamatprincipus, var samazināt tehniskās apkopes izmaksas līdz pat 30% un paildzināt iekārtu kalpošanas laiku par vairākiem gadiem.
Pagājušajā mēnesī es apmeklēju kādu ražotni Bostonā, kur bezstieņa cilindri salūza ik pēc dažām nedēļām. Tehniskās apkopes komanda bija neizpratnē, līdz mēs pārbaudījām triboloģiskos faktorus. Līdz šī raksta beigām jūs sapratīsiet, kā pielietot triboloģijas pamatus, lai atrisinātu līdzīgas problēmas savās sistēmās.
Satura rādītājs
- Kulona berzes pārbaude: Kā pārbaudīt šo likumu reālos lietojumos?
- Virsmas raupjuma pakāpes: Kādi standarti ir svarīgi pneimatiskajiem komponentiem?
- Robežu eļļošana: Kāpēc šis mehānisms ir kritiski svarīgs pneimatiskajām sistēmām?
- Secinājums
- Biežāk uzdotie jautājumi par triboloģiju pneimatiskajās sistēmās
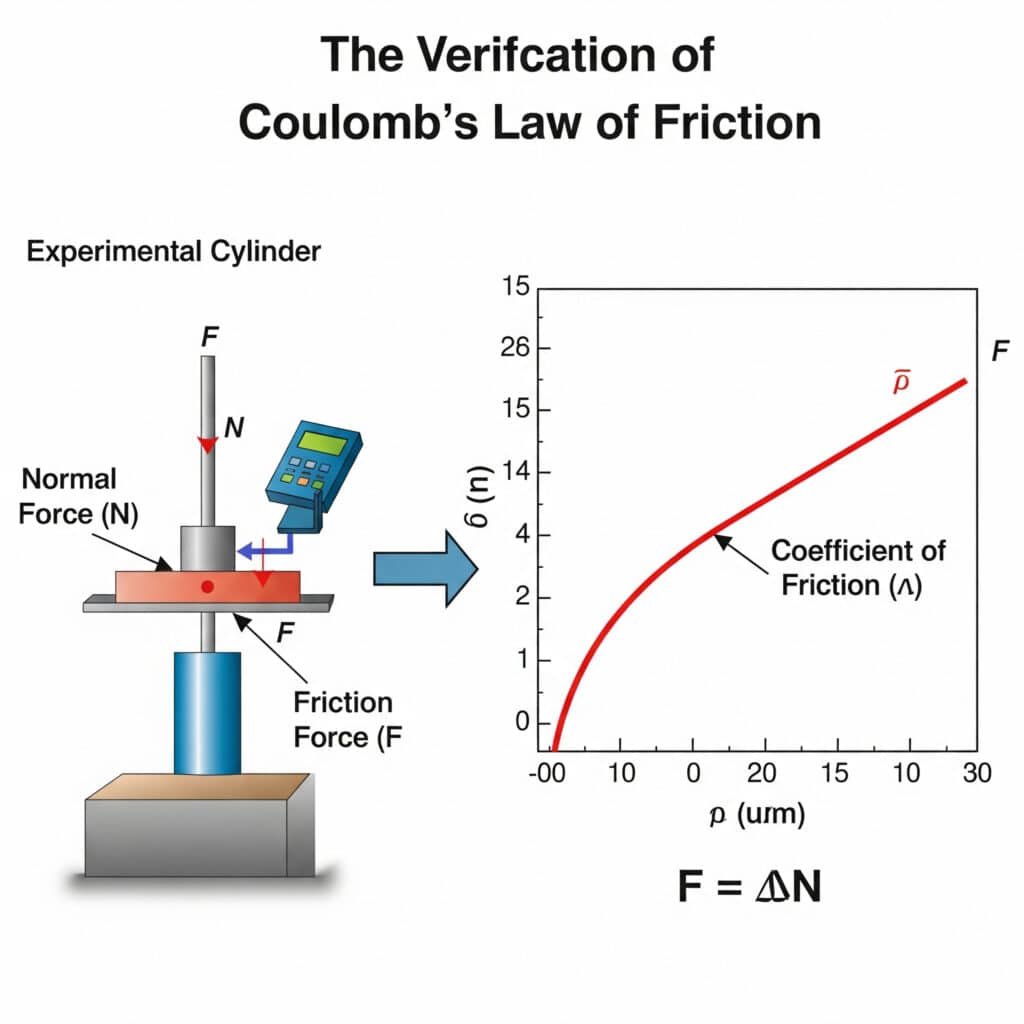
Kulona berzes pārbaude: Kā pārbaudīt šo likumu reālos lietojumos?
Mūsdienu berzes analīzes pamatā ir Kulona likums, bet kā mēs varam pārbaudīt tā piemērojamību reālās pneimatiskās sistēmās? Šim jautājumam ir būtiska ietekme uz sastāvdaļu uzvedības prognozēšanu.
Kulona berzes likums2 var pārbaudīt pneimatiskajos lietojumos, veicot kontrolētas slodzes testus, kur berzes spēks (F) ir vienāds ar berzes koeficientu (μ), reizinātu ar normālspēku (N). Šī sakarība saglabājas lineāra, līdz notiek materiāla deformācija vai eļļošanas sabrukums, tāpēc tā ir būtiska, lai prognozētu cilindru bez stieņiem darbību.
Atceros, kā strādāju ar kādu automobiļu detaļu ražotāju Mičiganā, kurš nespēja saprast, kāpēc viņu vadāmie cilindri bez stieņiem darbojās nekonsekventi. Mēs izveidojām vienkāršu Kulona pārbaudes testu un atklājām, ka viņu pieņemtais berzes koeficients bija gandrīz 40%. Šī vienīgā atziņa izmainīja viņu apkopes pieeju.
Praktiskās verifikācijas metodes
Kulona likuma pārbaudei nav nepieciešams sarežģīts aprīkojums - tikai metodiska pieeja:
- Statiskā testēšana: Kustības uzsākšanai nepieciešamā spēka mērīšana
- Dinamiskā testēšana: Pastāvīga ātruma uzturēšanai nepieciešamā spēka mērīšana
- Mainīgas slodzes testēšana: Linearitātes apstiprināšana dažādiem normālspēkiem
Faktori, kas ietekmē berzes koeficienta precizitāti
| Faktors | Ietekme uz berzes koeficientu | Samazināšanas stratēģija |
|---|---|---|
| Virsmas tīrība | Līdz 200% variācija | Standartizēts tīrīšanas protokols |
| Temperatūra | 5-15% izmaiņas uz 10°C | Temperatūras kontrolēta testēšana |
| Mitrums | 3-8% variācija nehermētiskās sistēmās | Vides kontrole testēšanas laikā |
| Iedarbināšanas periods | Līdz 30% samazinājums pēc sākotnējās lietošanas | Komponentu sagatavošana pirms testēšanas |
| Materiālu savienošana pārī | Fundamentālais determinants | Precīzu materiālu specifikāciju dokumentēšana |
Biežāk sastopamie maldīgie priekšstati par berzes testēšanu
Pārbaudot Koulona likumu pneimatiskajās sistēmās, var rasties vairākas kļūdas:
Pieņēmums par nemainīgu berzes koeficientu
Daudzi inženieri pieņem, ka berzes koeficients ir nemainīgs visos apstākļos. Patiesībā tas mainās atkarībā no:
- Ātrums: Statiskais koeficients atšķiras no dinamiskā koeficienta
- Temperatūra: Lielākā daļa materiālu uzrāda no temperatūras atkarīgu berzi
- Kontakta laiks: Paplašināts kontakts var palielināt statisko berzi
- Virsmas stāvoklis: Nodilums laika gaitā maina berzes īpašības
Stick-Slip fenomenu ignorēšana
Pāreja starp statisko un dinamisko berzi bieži vien rada kustību, ko sauc par stick-slip3:
- Sastāvdaļa ir stacionāra (piemēro statisko berzi).
- Spēks palielinās, līdz sākas kustība
- Berze pēkšņi samazinās līdz dinamiskajam līmenim
- Komponents paātrina
- Spēks samazinās, komponents palēninās
- Cikla atkārtojumi
Šis fenomens ir īpaši svarīgs pneimatiskajiem cilindriem bez stieņiem, kas darbojas ar maziem apgriezieniem.
Virsmas raupjuma pakāpes: Kādi standarti ir svarīgi pneimatiskajiem komponentiem?
Virsmas raupjums būtiski ietekmē pneimatisko komponentu veiktspēju, bet uz kuriem mērījumu standartiem jums vajadzētu koncentrēties? Atbilde atšķiras atkarībā no pielietojuma un komponenta tipa.
Pneimatisko komponentu virsmas raupjuma pakāpes parasti ir no Ra 0,1 līdz 1,6 μm4, jo kritiskajām blīvējuma virsmām nepieciešama gludāka apdare (0,1-0,4 μm), bet gultņu virsmām nepieciešami specifiski nelīdzenuma profili (0,4-0,8 μm), lai noturētu smērvielu, vienlaikus samazinot berzi un nodilumu.
Problēmu novēršanas vizītes laikā kādā pārtikas pārstrādes uzņēmumā Viskonsīnā atklāju, ka cilindru bez stieņiem neveiksmju cēlonis ir nepareizas virsmas specifikācijas. Tehniskās apkopes komanda bija nomainījusi blīves ar standarta sastāvdaļām, bet virsmas raupjuma neatbilstība izraisīja paātrinātu nodilumu. Izpratne par raupjuma standartiem būtu novērsusi šo dārgo kļūdu.
Kritiskie virsmas raupjuma parametri
Lai gan parasti tiek norādīts Ra (vidējais raupjums), citi parametri sniedz būtisku informāciju:
- Rz (maksimālais augstums): Starpība starp augstāko virsotni un zemāko ieleju
- Rsk (Skewness): Norāda, vai profilam ir vairāk virsotņu vai ieleju.
- Rku (kurtoze): Apraksta profila asumu
- Rp (maksimālais maksimālais augstums): Svarīgi sākotnējam kontaktam un ieskriešanai
Virsmas raupjuma prasības pēc komponenta tipa
| Sastāvdaļa | Ieteicamais Ra diapazons (μm) | Kritiskais parametrs | Iemesls |
|---|---|---|---|
| Cilindra urbums | 0.1-0.4 | Rsk (vēlams negatīvs) | Blīvējuma kalpošanas laiks, noplūdes novēršana |
| Virzuļa stienis | 0.2-0.6 | Rz (kontrolēta) | Blīvju nodilums, eļļošanas saglabāšana |
| Nesošās virsmas | 0.4-0.8 | Rku (platykurtic priekšroka) | Smērvielu noturība, nodilumizturība |
| Vārstu sēdekļi | 0.05-0.2 | Rp (minimizēts) | Blīvēšanas efektivitāte, noplūžu novēršana |
| Ārējās virsmas | 0.8-1.6 | Ra (konsekventi) | Izturība pret koroziju, izskats |
Mērīšanas metodes un to pielietojums
Dažādas mērījumu metodes sniedz atšķirīgu ieskatu virsmas īpašībās:
Saziņas metodes
- Stylus profilometri: Ra mērījumu standarts, bet var sabojāt jutīgas virsmas.
- Portatīvie raupjuma testeri: Ērts lietošanai uz lauka, bet mazāk precīzs
Bezkontakta metodes
- Optiskā profilometrija: Lieliski piemērots mīkstiem materiāliem vai gataviem komponentiem
- Lāzera skenēšana: Nodrošina augstas izšķirtspējas 3D virsmas kartes
- Atomārā spēka mikroskopija: Kritisko virsmu nanomēroga analīzei
Virsmas raupjuma attīstība komponenta kalpošanas laikā
Virsmas raupjums nav statisks - tas mainās komponenta dzīves cikla laikā:
- Ražošanas posms: Sākotnējā apstrādātā vai slīpētā apdare
- Iedarbināšanas periods: Augšdaļas nolietojas, samazinās raupjums.
- Stabila stāvokļa darbība: Stabilizēts raupjuma profils
- Nodiluma paātrinājums: Pieaugošais raupjums signalizē par tuvojošos bojājumu
Šo izmaiņu uzraudzība var sniegt agrīnu brīdinājumu par komponentu bojājumiem, jo īpaši kritiskos pneimatisko cilindru lietojumos bez stieņiem.
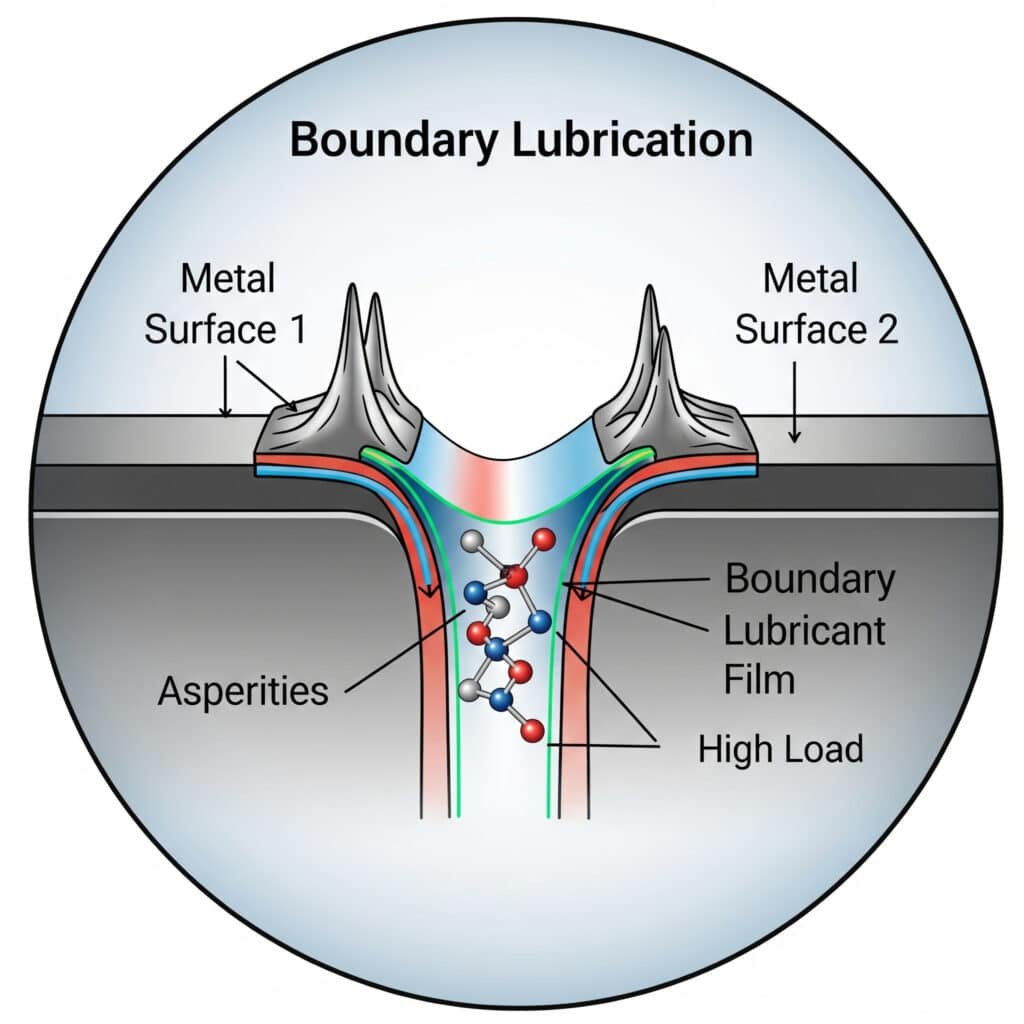
Robežu eļļošana: Kāpēc šis mehānisms ir kritiski svarīgs pneimatiskajām sistēmām?
Robežveida eļļošana ir plānā robeža starp pieņemamu ekspluatāciju un katastrofālu bojājumu pneimatiskajās sistēmās. Izpratne par šo mehānismu ir būtiska pareizai apkopei un projektēšanai.
Robežveida eļļošana notiek, kad lielas slodzes vai maza ātruma apstākļos divas virsmas atdala molekulāri plāna smērvielas kārtiņa. Šis režīms ir ļoti svarīgs pneimatiskajās sistēmās, jo tas aizsargā komponentus palaišanas, zema ātruma darbības un augstas slodzes scenārijos, kad nav iespējams saglabāt pilnīgu šķidruma plēves eļļošanu.
Nesen konsultējos ar kādu iepakojuma iekārtu ražotāju Kalifornijā, kura magnētiskajiem cilindriem bez stieņiem bija radušies priekšlaicīgi blīvējuma bojājumi. Viņu inženieri bija izvēlējušies smērvielu, pamatojoties tikai uz viskozitāti, neņemot vērā robežsvārstību eļļošanas īpašības. Pārejot uz smērvielu ar augstākā līmeņa robežpiedevām, blīvējuma kalpošanas laiks palielinājās trīs reizes.
Četri eļļošanas režīmi
Lai izprastu robežsmērēšanas nozīmi, tā ir jāskata kontekstā:
- Robežu eļļošana: Virsmas asperijas tiešā kontaktā, aizsargātas tikai ar molekulārām plēvēm
- Jaukta eļļošana: Daļēja šķidruma plēve ar nelielu asperitātes kontaktu
- Elastohidrodinamiskā eļļošana: Plāna šķidruma plēve ar virsmas deformāciju
- Hidrodinamiskā eļļošana: Pilnīga atdalīšana ar šķidruma plēvi
Robežu eļļošanas mehānismi
Kā tieši robežsmērēšana aizsargā virsmas? Kopā darbojas vairāki mehānismi:
Adsorbcija
Smērvielas polārās molekulas piestiprinās pie metāla virsmām, veidojot aizsargslāni:
- Polārā "galviņa" savienojas ar metāla virsmu.
- Nepolārā "aste" stiepjas uz āru.
- Šīs izlīdzinātās molekulas ir noturīgas pret iekļūšanu
- Var veidoties vairāki slāņi uzlabotai aizsardzībai
Ķīmiskā reakcija
Dažas piedevas reaģē ar virsmām, veidojot aizsargkomponentus:
- ZDDP (cinka dialkilditiofosfāts)[^5]: Veido fosfāta aizsargstiklu
- Sēra savienojumi: Dzelzs sulfīda aizsargslāņu veidošana
- Taukskābes: Reaģē, veidojot uz virsmām metāliskas ziepes.
Smērvielu izvēle robežstāvokļiem
Pneimatiskajiem komponentiem, piemēram, cilindriem bez stieņiem, kas bieži darbojas robežstāvokļos:
| Piedevas tips | Funkcija | Labākais pieteikums |
|---|---|---|
| Pret nodilumu (AW) | Veido aizsargplēves pie mērenām slodzēm | Vispārējās pneimatikas sastāvdaļas |
| Ekstrēms spiediens (EP) | Veido upurējošus virsmas slāņus pie lielām slodzēm. | Lietojumprogrammas, kas paredzētas lieljaudas darbiem |
| Berzes modifikatori | Samazina pielipšanu robežstāvokļos | Precīzās pozicionēšanas sistēmas |
| Cietās smērvielas (PTFE, grafīts) | Nodrošina fizisku atdalīšanu, ja šķidruma plēve neiztur | Lietojumprogrammas ar lielu slodzi un mazu ātrumu |
Robežveida eļļošanas optimizācija pneimatiskajās sistēmās
Lai maksimāli pagarinātu komponentu kalpošanas laiku, uzlabojot eļļošanu robežās:
- Virsmas sagatavošana: Kontrolēts raupjums rada smērvielu rezervuārus.
- Piedevu izvēle: Piedevu atbilstība materiālu pāriem un ekspluatācijas apstākļiem.
- Pāreļļošanas intervāli: Biežāk nekā ar pilnas plēves eļļošanu.
- Piesārņojuma kontrole: Daļiņas izjauc robežplēves spēcīgāk nekā šķidruma plēves
- Temperatūras pārvaldība: Robežu piedevu efektivitāte ir atkarīga no temperatūras
Secinājums
Lai optimizētu pneimatisko sistēmu veiktspēju, ir būtiski izprast triboloģijas pamatus - Klouna berzes pārbaudi, virsmas raupjuma standartus un robežsmērēšanas mehānismus. Piemērojot šos principus, jūs varat ievērojami samazināt tehniskās apkopes izmaksas, pagarināt sastāvdaļu kalpošanas laiku un uzlabot darbības uzticamību.
Biežāk uzdotie jautājumi par triboloģiju pneimatiskajās sistēmās
Kas ir triboloģija un kāpēc tā ir svarīga pneimatiskajām sistēmām?
Triboloģija ir zinātne par savstarpēji mijiedarbojošām virsmām relatīvā kustībā, tostarp berzi, nodilumu un eļļošanu. Pneimatiskajās sistēmās triboloģiskie faktori tieši ietekmē energoefektivitāti, sastāvdaļu kalpošanas ilgumu un darbības uzticamību. Pareiza triboloģiskā pārvaldība var samazināt enerģijas patēriņu par 10-15% un pagarināt komponentu kalpošanas laiku 2-3 reizes.
Kā virsmas raupjums ietekmē blīvējuma kalpošanas laiku cilindros bez stieņiem?
Virsmas raupjums ietekmē blīvējuma kalpošanas laiku, izmantojot vairākus mehānismus: pārāk gluda virsma nepietiekami saglabā smērvielu, bet pārāk raupja virsma izraisa paātrinātu blīvējuma nodilumu. Optimāls virsmas raupjums (parasti Ra 0,1-0,4 μm) rada mikroskopiskas ielejas, kas darbojas kā smērvielas rezervuāri, vienlaikus saglabājot pietiekami gludu profilu, lai novērstu blīvējuma bojājumus.
Kāda ir atšķirība starp robežsmērēšanu un hidrodinamisko eļļošanu?
Robežveida eļļošana notiek tad, ja virsmas atdala tikai smalkas smērvielu piedevu plēves, tomēr joprojām notiek kontakts ar asperijām. Hidrodinamiskajai eļļošanai raksturīga pilnīga virsmu atdalīšana ar šķidruma plēvi. Pneimatiskie komponenti palaišanas un zema ātruma darbības laikā parasti darbojas robežsmērēšanas vai jauktā eļļošanas režīmā.
Kā es varu pārbaudīt, vai Kulona berzes likums attiecas uz manu konkrēto lietojumu?
Veiciet vienkāršu testu, izmērot berzes spēku pie dažādām normālām slodzēm, saglabājot nemainīgu ātrumu un temperatūru. Uzzīmējiet rezultātus - ja sakarība ir lineāra (berzes spēks = berzes koeficients × normālspēks), tad ir spēkā Kulona likums. Novirzes no linearitātes norāda uz to, ka nozīmīgi ir citi faktori, piemēram, adhēzija vai materiāla deformācija.
Kādas smērvielu īpašības ir vissvarīgākās pneimatikas komponentiem?
Pneimatisko komponentu, jo īpaši cilindru bez stieņiem, galvenās smērvielas īpašības ir šādas: atbilstoša viskozitāte darba temperatūras diapazonam, spēcīgas robežsmērvielas, saderība ar blīvējuma materiāliem, izturība pret ūdeni un oksidēšanos, kā arī laba saķere ar metāla virsmām. Sintētiskās smērvielas šajos lietojumos bieži vien ir labākas par minerāleļļām.
-
Sniedz visaptverošu pārskatu par triboloģiju - starpdisciplināru zinātni, kas pēta berzi, nodilumu, eļļošanu un savstarpēji mijiedarbojošos virsmu konstrukciju relatīvā kustībā. ↩
-
Sniedz detalizētu skaidrojumu par Kulona sausās berzes likumiem, kas ir fundamentāli modeļi, kurus izmanto, lai aproksimētu statiskās un kinētiskās berzes spēkus. ↩
-
Paskaidro "stick-slip" berzes dinamiku - spontānu, strauju kustību, kas var rasties, diviem objektiem slīdot vienam virs otra, un kas ir ļoti svarīga, lai izprastu mazu ātrumu nestabilitātes. ↩
-
Sniegta tehniskā definīcija Ra, kas ir profila augstuma noviržu no vidējās līnijas absolūto vērtību vidējā aritmētiskā vērtība, kas ir visplašāk izmantotais virsmas apstrādes parametrs. ↩
