

Produksjonsingeniører står overfor katastrofale produksjonssvikt når tetningsbåndene til stangløse sylindere forringes, noe som fører til trykkluftlekkasje, redusert kraftuttak, inntrengning av forurensning og fullstendig systemsammenbrudd som kan stanse hele produksjonslinjer i flere dager i påvente av erstatningskomponenter.
Den stangløse sylindertetningsbåndteknologien benytter avanserte polymermaterialer, presisjonskonstruerte profiler og magnetiske koblingssystemer1 for å skape lekkasjesikre barrierer som opprettholder et jevnt pneumatisk trykk og samtidig muliggjør jevn lineær bevegelse over hele slaglengden uten tradisjonelle stangtetningsbegrensninger.
I forrige uke hjalp jeg Robert, en seniorvedlikeholdsingeniør ved en bildelerfabrikk i Michigan, med å diagnostisere et mystisk trykkfall i de stangløse sylindrene på samlebåndet. Den skyldige? Slitte tetningsbånd som tillot 30% luftlekkasje, noe som kostet bedriften hans $2 000 kroner daglig i bortkastet trykkluft. 🔧
Innholdsfortegnelse
- Hvordan fungerer egentlig stangløse sylindertetningsbånd?
- Hvilke materialer og designfunksjoner gjør tetningsbånd effektive?
- Hvilke faktorer forårsaker svikt i tetningsbåndet og redusert ytelse?
- Hvordan kan du optimalisere tetningsbåndets ytelse og levetid?
Hvordan fungerer egentlig stangløse sylindertetningsbånd?
Tetningsbåndet er den mest kritiske komponenten i den stangløse sylinderteknologien, og er avgjørende for systemets samlede ytelse og pålitelighet.
Stangløse sylinderforseglingsbånd fungerer ved hjelp av fleksible polymerstrimler som skaper dynamiske tetninger rundt stempelenheten, samtidig som magnetkoblingen slipper gjennom, slik at trykkseparasjonen mellom kamrene opprettholdes, samtidig som det muliggjør toveis lineær bevegelse uten utvendig stanggjennomføring.
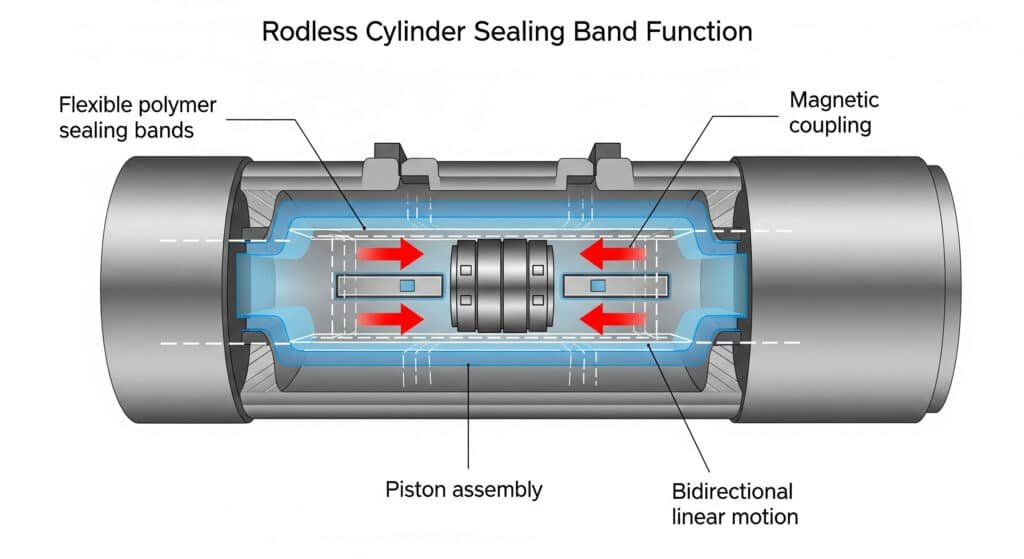
Grunnleggende driftsprinsipper
Integrering av magnetisk kobling
Tetningsbåndet fungerer i harmoni med det magnetiske koblingssystemet:
- Innvendig magnetenhet beveger seg innenfor det forseglede sylinderhullet
- Vogn med utvendig magnet følger den innvendige monteringen gjennom magnetisk tiltrekning
- Forseglingsbånd bøyer seg rundt de innvendige magnetene samtidig som trykkintegriteten opprettholdes
- Kontinuerlig tetning forhindrer luftlekkasje gjennom hele slaglengden
- Dynamisk fleksibilitet gir rom for magnetbevegelser uten at det går ut over tetningens effektivitet
Styring av trykkdifferanse
| Driftsparameter | Standard utvalg | Kritisk terskel |
|---|---|---|
| Arbeidstrykk | 1-10 bar | Maksimalt 16 bar |
| Temperaturområde | -20 °C til +80 °C | Varierer etter materiale |
| Slaghastighet | 0,1-2,0 m/s | Avhenger av bruksområde |
| Syklusfrekvens | Opp til 10 Hz | Begrenset av varmeoppbygging |
Tetningsbåndet må tåle konstante trykkforskjeller samtidig som det bøyes tusenvis av ganger per dag. Våre Bepto-tetningsbånd er konstruert for å håndtere 2 millioner sykluser ved fullt arbeidstrykk, noe som er betydelig bedre enn OEM-standardspesifikasjonene.
Detaljer om tetningsmekanismen
Dynamisk tetningsdannelse
Forseglingsprosessen involverer flere kontaktpunkter:
- Primær tetningskontakt mellom båndet og sylinderveggen
- Grensesnitt for sekundær tetning rundt stempelenheten
- Fleksibel deformasjonssone som gir plass til magnetpassasje
- Gjenopprettingsregion hvor båndet går tilbake til sin opprinnelige form
- Kontinuerlig trykkbarriere opprettholdes gjennom hele syklusen
Hvilke materialer og designfunksjoner gjør tetningsbånd effektive?
Avansert materialvitenskap og presisjonsteknikk er avgjørende for tetningsbåndets ytelse under krevende industrielle forhold.
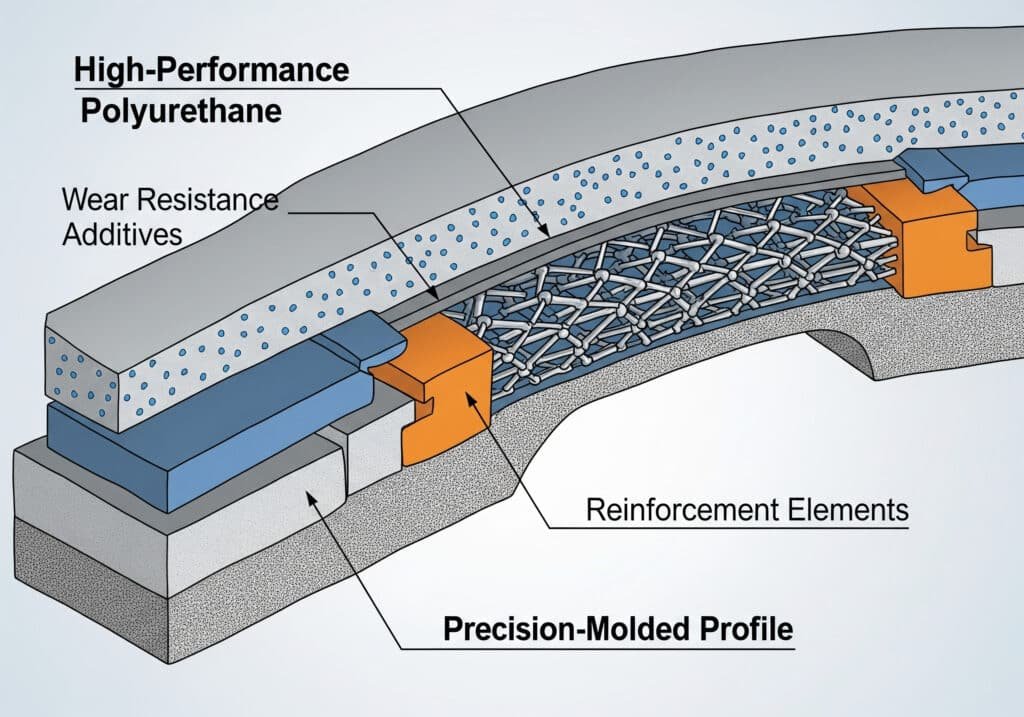
Effektive tetningsbånd bruker høyytelses polyuretanforbindelser2, spesialiserte tilsetningsstoffer for slitestyrke, presisjonsstøpte profiler med optimalisert kontaktgeometri og forsterkningselementer som gir holdbarhet og samtidig opprettholder fleksibiliteten i millioner av driftssykluser.
Fordeling av materialteknologi
Analyse av polymersammensetning
Moderne tetningsbånd bruker sofistikerte materialformuleringer:
- Matrise av basispolymer - Typisk polyuretan for optimal fleksibilitet
- Tilsetningsstoffer for slitestyrke - Carbon black eller silikaforsterkning
- Temperaturstabilisatorer - Forhindrer nedbrytning under ekstreme forhold
- Anti-ekstruderingsforbindelser - Beholder formen under høyt trykk
- Smøreevneforbedrende midler - Reduserer friksjon og varmeutvikling
Optimalisering av designfunksjoner
| Designelement | Standard konfigurasjon | Bepto Enhancement |
|---|---|---|
| Tverrsnittsprofil | Grunnleggende rektangulær | Optimalisert buet geometri |
| Fordeling av kontakttrykk | Uniform | Soner med variabelt trykk |
| Materialets hardhet | Enkelt durometer | Konstruksjon med to durometer |
| Forsterkning | Ingen | Innebygde stofflag |
| Overflatebehandling | Standard | Egenutviklet belegg |
Krav til presisjon i produksjonen
Kritiske dimensjonstoleranser
Effektiviteten til tetningsbåndet er avhengig av ekstremt tette produksjonstoleranser:
- Variasjon i bredde må være innenfor ±0,05 mm over hele lengden
- Jevn tykkelse krever ±0,02 mm konsistens
- Variasjon i hardhet kan ikke overstige ±2 Strand A3 poeng
- Overflatebehandling må oppnå Ra 0,8 μm eller bedre
- Homogenitet i materialet sikrer konsistente ytelsesegenskaper
Jeg jobbet nylig med Jennifer, som leder et emballasjefirma i Oregon, for å løse problemet med gjentatte tetningssvikt i de stangløse sylindrene hennes. Etter å ha analysert applikasjonskravene hennes, leverte vi Bepto tetningsbånd med vår forbedrede design med dobbelt durometer, noe som resulterte i 300% lengre levetid og eliminerte hennes månedlige utskiftingssykluser. 🎯
Hvilke faktorer forårsaker svikt i tetningsbåndet og redusert ytelse?
Forståelse av feilmekanismer muliggjør proaktive vedlikeholdsstrategier og optimalt valg av tetningsbånd for spesifikke bruksområder.
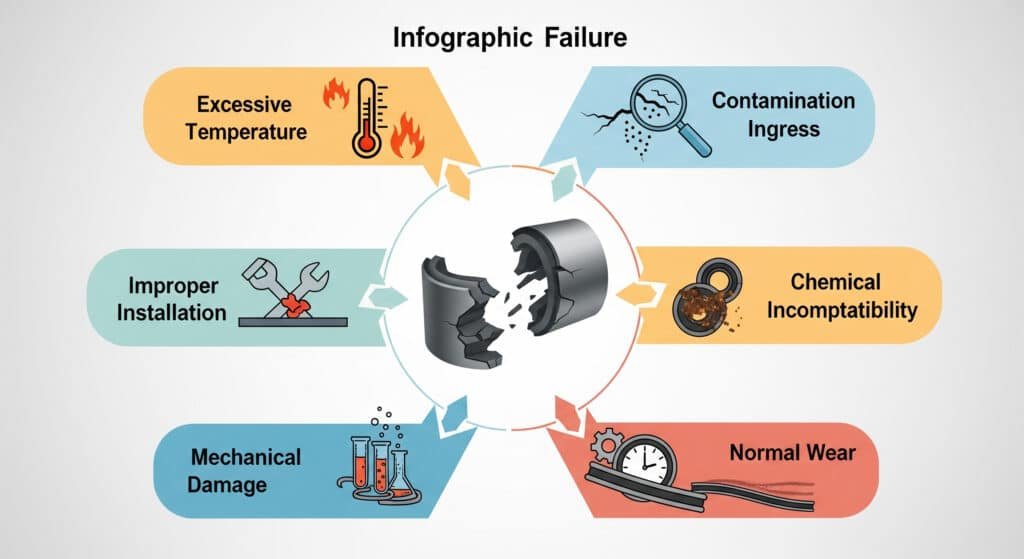
Svikt i tetningsbåndet skyldes vanligvis for høye driftstemperaturer, inntrengning av forurensning, feil installasjonsprosedyrer, kjemisk inkompatibilitet, mekaniske skader som følge av feiljustering og normal slitasjeutvikling som kan forutsies og forebygges ved hjelp av riktig systemdesign og vedlikeholdsprotokoller.
Primære feilmekanismer
Mønstre for termisk nedbrytning
Varme er den vanligste årsaken til at tetningsbåndet svikter for tidlig:
- Overdreven friksjon fra feiljustering eller forurensning
- Høyfrekvent sykling genererer varmeoppbygging
- Eksponering for omgivelsestemperatur utenfor materielle grenser
- Kjemiske reaksjoner akselereres av høye temperaturer
- Påkjenning ved termisk sykling fra temperatursvingninger
Analyse av forurensningspåvirkning
| Type forurensning | Skademekanisme | Strategi for forebygging |
|---|---|---|
| Metallpartikler | Abrasiv slitasje | Forbedret filtrering |
| Kjemiske damper | Hevelse i materialet | Kompatible materialer |
| Fuktinntrengning | Nedbrytning ved hydrolyse4 | Miljømessig forsegling |
| Oljeforurensning | Bløtgjøring/svelling | Valg av materiale |
| Akkumulering av støv | Friksjonsøkning | Regelmessig rengjøring |
Forutseende feilindikatorer
Tidlige advarselstegn
Erfarne ingeniører kan identifisere forestående svikt i tetningsbåndet gjennom:
- Gradvis trykktap under statisk holding
- Økt luftforbruk under normal drift
- Uregelmessige bevegelsesmønstre eller stick-slip-atferd5
- Synlige slitasjemerker på sylinderrøret
- Inkonsekvent ytelse mellom syklusene
Hvordan kan du optimalisere tetningsbåndets ytelse og levetid?
For å maksimere levetiden til tetningsbåndet kreves det systematisk oppmerksomhet på installasjons-, drifts- og vedlikeholdspraksis.
Optimalisering av tetningsbåndets ytelse innebærer riktig materialvalg i forhold til driftsforholdene, nøyaktige installasjonsprosedyrer, tiltak for å forebygge forurensning, regelmessige inspeksjonsprotokoller og proaktiv utskiftingsplanlegging basert på syklustelling og ytelsesovervåking i stedet for reaktiv feilrespons.
Beste praksis for installasjon
Kritiske installasjonstrinn
Riktig montering har direkte innvirkning på tetningsbåndets levetid:
- Klargjøring av sylinder - Rengjør alle overflater grundig
- Verifisering av innretting - Sikrer perfekt retthet i boringen
- Posisjonering av båndet - Følg produsentens retningslinjer for orientering
- Justering av strammingen - Påfør spesifisert forspenning uten å overstrekke
- Systemtesting - Kontroller lekkasjeraten før full drift
Strategier for ytelsesoptimalisering
| Optimaliseringsområde | Standard praksis | Bepto Anbefaling |
|---|---|---|
| Driftstrykk | Maksimal nominell | 80% av maksimal klassifisering |
| Syklusfrekvens | Etter behov | Optimaliserte driftssykluser |
| Temperaturkontroll | Drift i omgivelsene | Aktiv kjøling ved behov |
| Forurensningskontroll | Grunnleggende filtrering | Filtrering i flere trinn |
| Vedlikeholdsplan | Feilbasert | Forutseende overvåking |
Bepto Advantage innen tetningsteknologi
Vår tekniske overlegenhet
Hos Bepto har vi investert mye i utvikling av tetningsbåndteknologi:
- Avanserte materialformuleringer testet i 5 millioner sykluser
- Presisjonsproduksjon med automatisert kvalitetskontroll
- Applikasjonsspesifikke design optimalisert for ulike bransjer
- Teknisk støtte fra erfarne pneumatikkingeniører
- Kostnadseffektive løsninger gir 40% besparelser i forhold til OEM-deler
Våre tetningsbånd overgår konsekvent OEM-spesifikasjonene og gir samtidig betydelige kostnadsbesparelser. Vi har et omfattende lager for umiddelbar levering, slik at produksjonslinjene dine aldri trenger å vente på kritiske tetningskomponenter. 🚀
Konklusjon
Stangløs sylindertetningsbåndteknologi representerer en sofistikert teknisk løsning som krever dyp forståelse av materialer, designprinsipper og applikasjonskrav for å oppnå optimal ytelse og lang levetid i krevende industrimiljøer.
Vanlige spørsmål om stangløs sylindertetningsbåndteknologi
Spørsmål: Hvor ofte bør tetningsbånd for stangløse sylindere skiftes ut?
Intervaller for utskifting av tetningsbånd avhenger av driftsforhold, men varierer vanligvis fra 1-3 år eller 2-5 millioner sykluser, med proaktiv utskifting anbefalt ved 80% av forventet levetid for å forhindre uventede feil.
Spørsmål: Kan forskjellige tetningsbåndmaterialer brukes i samme sylinder?
Materialkompatibilitet er avgjørende for riktig tetningsytelse, og blanding av ulike blandinger kan føre til ujevne slitasjemønstre, så bruk alltid identiske tetningsbåndmaterialer i hele sylinderenheten.
Spørsmål: Hva er tegnene på at tetningsbåndene må skiftes ut umiddelbart?
Indikatorer for umiddelbar utskifting inkluderer synlig luftlekkasje, trykkfall som overstiger 5% under statisk hold, uregelmessig sylinderbevegelse, økt trykkluftforbruk eller synlige skader på tetningsbåndets overflate.
Spørsmål: Hvordan er Bepto tetningsbånd sammenlignet med originaldeler fra produsenten?
Bepto tetningsbånd gir tilsvarende eller bedre ytelse enn OEM-deler, samtidig som de gir 30-40% kostnadsbesparelser, raskere leveringstider og forbedret holdbarhet gjennom våre avanserte materialformuleringer og presise produksjonsprosesser.
Spørsmål: Hvilke installasjonsverktøy kreves for utskifting av tetningsbånd?
Installasjon av tetningsbånd krever grunnleggende håndverktøy, et rent arbeidsmiljø, riktig justeringsutstyr, momentspesifikasjoner for monteringsbolter og trykklufttestutstyr for å verifisere riktig installasjon og lekkasjefri drift.
-
Lær om de grunnleggende prinsippene for hvordan magnetiske koblinger overfører kraft uten fysisk kontakt. ↩
-
Utforsk materialegenskapene til polyuretanelastomerer, inkludert deres fleksibilitet og holdbarhet. ↩
-
Forstå Shore A-hardhetsskalaen og hvordan den brukes til å måle durometeret til myke polymerer og elastomerer. ↩
-
Oppdag den kjemiske hydrolyseprosessen og hvordan den fører til nedbrytning av polymermaterialer som polyuretan. ↩
-
Se nærmere på årsakene til og virkningene av stick-slip-fenomenet, et vanlig problem i systemer med glidende friksjon. ↩
