

Mulți ingineri se confruntă cu defectarea prematură a garniturilor de etanșare, scurgeri excesive de aer și performanțe inconsecvente ale cilindrilor, fără să știe că finisarea necorespunzătoare a suprafeței tuburilor cilindrilor este cauza principală a acestor probleme costisitoare, care pot duce la costuri de mii de dolari în timpii morți și costuri de înlocuire.
Un tub de cilindru honuit este un cilindru pneumatic prelucrat cu precizie, cu o suprafață internă ultra netedă obținută prin procese abrazive de honuire, oferind o performanță optimă a etanșării, o frecare redusă și o durată de viață extinsă în cilindri fără tijă1 și cilindri pneumatici standard.
Ieri, am vorbit cu David, un supervizor de întreținere de la o fabrică de textile din Carolina de Nord, ale cărui garnituri ale cilindrilor fără tijă cedau la fiecare șase săptămâni, în loc să reziste doi ani, ceea ce a costat fabrica $15.000 în piese de schimb și timpi de inactivitate, înainte de a descoperi că cilindrii săi aveau tuburi rugoase, neșlefuite, care distrugeau garniturile.
Tabla de conținut
- Ce diferențiază tuburile cilindrice honuite de tuburile standard?
- Cum creează procesul de honuire performanțe superioare ale cilindrilor?
- Care sunt principalele beneficii ale utilizării tuburilor rectificate în aplicații pneumatice?
- Cum selectați și întrețineți tuburile cilindrilor rectificate pentru performanțe maxime?
Ce diferențiază tuburile cilindrice honuite de tuburile standard?
Tuburile rectificate pentru cilindri prezintă suprafețe interne prelucrate cu precizie care oferă performanțe superioare în comparație cu tuburile prelucrate standard în aplicații cu cilindri pneumatici.
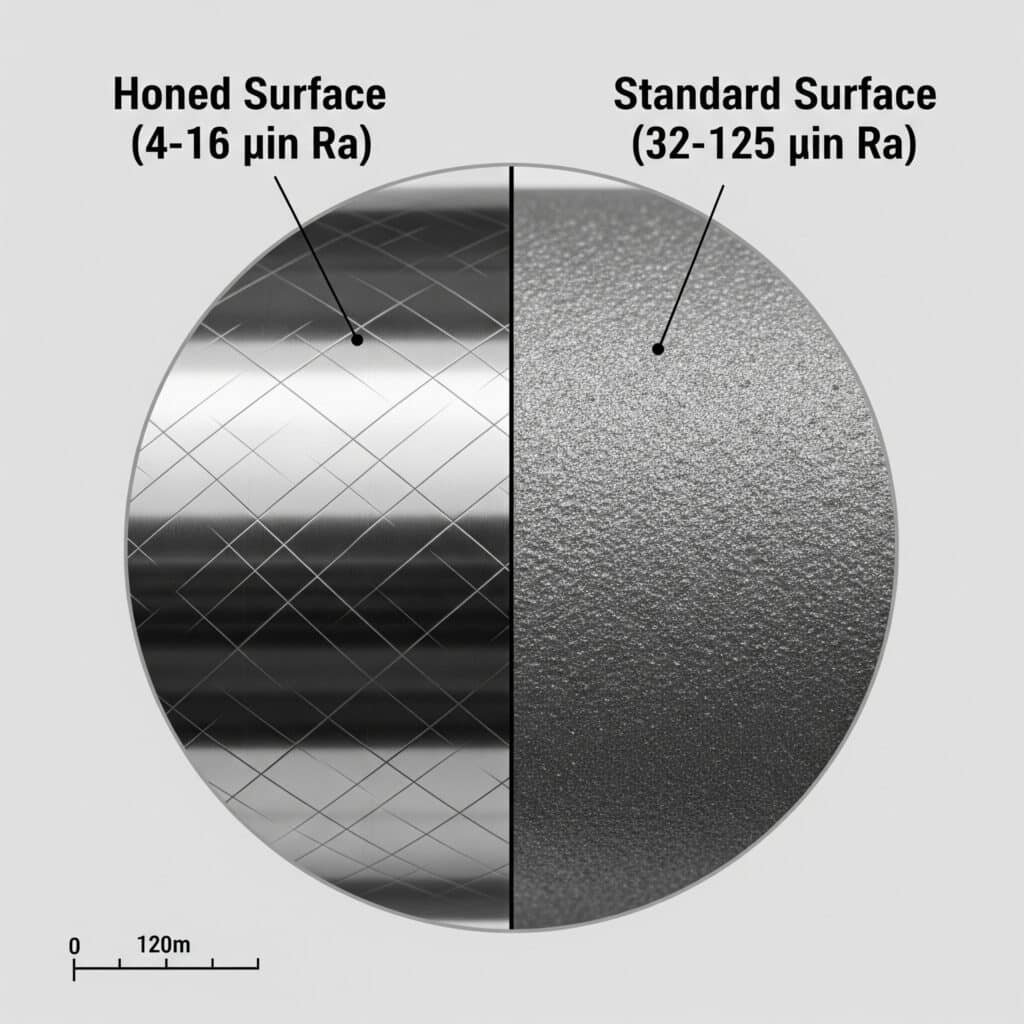
Tuburile de cilindru rectificate au suprafețe interne netede ca oglinda, cu valori Ra de 4-16 microinch, comparativ cu tuburile standard de 32-125 microinch, cu modele controlate de hașuri încrucișate care rețin lubrifierea, oferind în același timp suprafețe optime de etanșare pentru o durată de viață extinsă a etanșării și o frecare redusă în cilindrii fără tijă.
Specificații privind finisarea suprafeței
Finisajul suprafeței interne a tuburilor cilindrului honuite este controlat cu precizie pentru a obține caracteristici optime de performanță. Rugozitatea suprafeței este măsurată în Ra (rugozitatea medie aritmetică)2 cu tuburi rectificate care ating de obicei 4-16 microinch Ra comparativ cu 32-125 microinch pentru tuburile prelucrate standard.
Această îmbunătățire dramatică a netezimii suprafeței oferă mai multe avantaje esențiale:
- Uzură redusă a garniturii: Suprafețele netede minimizează contactul abraziv
- Etanșare îmbunătățită: Un contact mai bun cu suprafața reduce scurgerile de aer
- Frecare redusă: Suprafețele mai netede reduc forțele de acționare
- Reținere îmbunătățită a lubrifierii: Textura controlată a suprafeței reține lubrifianții
Avantajele acurateței dimensionale
Tuburile șlefuite mențin o precizie dimensională superioară pe toată lungimea lor, cu toleranțe tipice de ± 0,0002 inci, comparativ cu ± 0,002 inci pentru operațiunile standard de alezare.
| Specificații | Tub standard | Tub honuit | Impactul asupra performanței |
|---|---|---|---|
| Finisaj de suprafață (Ra) | 32-125 μin | 4-16 μin | Suprafață de 5-10 ori mai netedă |
| Toleranța diametrului | ±0.002″ | ±0.0002″ | Precizie de 10 ori mai bună |
| Rectitudine | 0,005″/ft | 0,001″/ft | Alezaj 5x mai drept |
| Rotunjime | 0.003″ | 0.0005″ | De 6 ori mai circular |
Beneficiile modelului Crosshatch
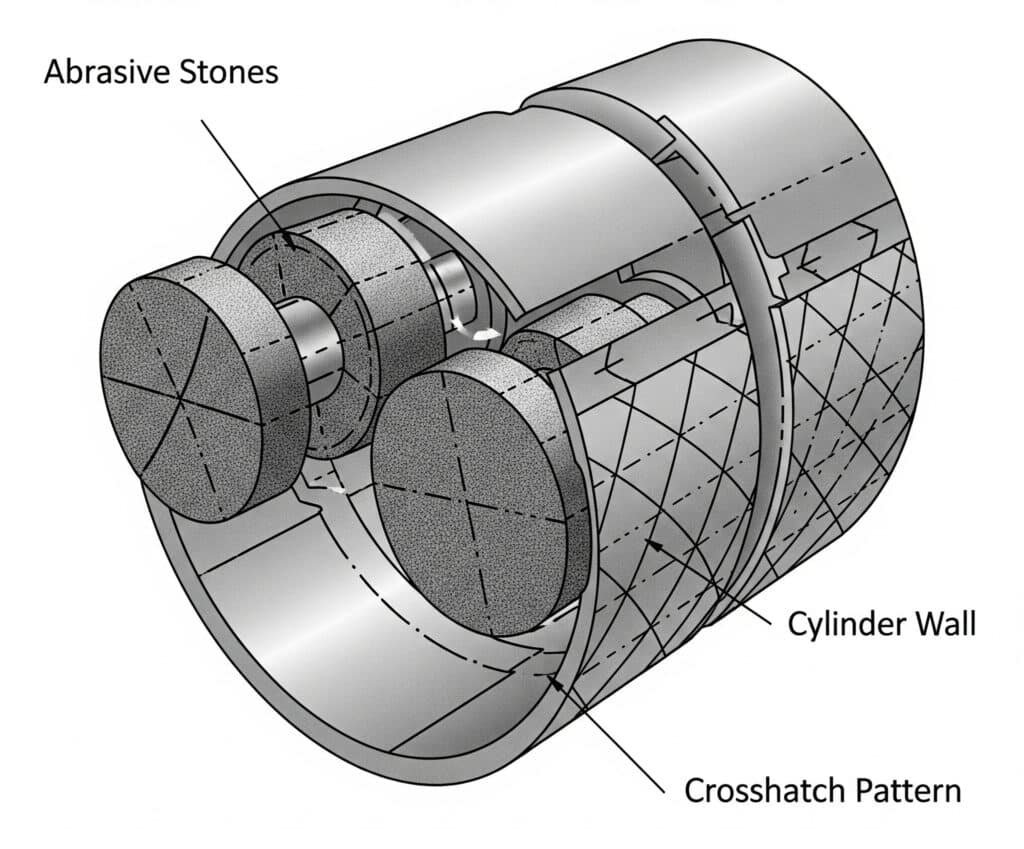
Procesul de honuire creează un model controlat de hașurare pe suprafața peretelui cilindrului. Acest model, de obicei la unghiuri de 45-60 de grade, îndeplinește mai multe funcții:
- Retenția uleiului: Văile microscopice rețin uleiul lubrifiant
- Suport de etanșare: Oferă o suprafață optimă pentru contactul cu garnitura
- Distribuția uzurii: Distribuie uniform tensiunea de contact
- Accelerația de rodaj: Reduce perioada inițială de uzură
Considerații materiale
Tuburile cilindrice rectificate sunt disponibile în diferite materiale pentru a se potrivi diferitelor aplicații:
Tuburi de oțel: Cele mai comune pentru aplicații industriale generale, oferind rezistență și durabilitate excelente cu protecție adecvată împotriva coroziunii.
Oțel inoxidabil: Ideal pentru procesarea alimentelor, produse farmaceutice și medii corozive în care rezistența la contaminare este esențială.
Aluminiu: Opțiune ușoară pentru aplicații mobile, deși necesită o selecție atentă a garniturilor datorită proprietăților mai moi ale materialului.
La Bepto, furnizăm tuburi rectificate cu precizie pentru toate mărcile majore de cilindri fără tijă, asigurând clienților noștri calitatea suprafeței necesare pentru o performanță optimă a etanșării și o durată de viață extinsă.
Cum creează procesul de honuire performanțe superioare ale cilindrilor?
Procesul de honuire utilizează o acțiune abrazivă controlată pentru a obține dimensiuni interne precise și finisaje de suprafață care îmbunătățesc dramatic performanța și fiabilitatea cilindrilor pneumatici.
Honuirea cilindrilor utilizează pietre abrazive rotative sub presiune și viteze de avans controlate pentru a îndepărta materialul în mod uniform, creând suprafețe netede ca oglinda cu modele transversale specifice care optimizează performanța etanșării, reduc frecarea cu 40-60% și prelungesc durata de viață a cilindrilor de 3-5 ori comparativ cu tuburile prelucrate standard.
Etapele procesului de honuire
Procesul de honuire implică mai multe etape atent controlate pentru a obține rezultate optime:
Pasul 1: Șlefuirea brută
Șlefuirea inițială îndepărtează urmele de prelucrare și neregularitățile majore ale suprafeței folosind pietre abrazive grosiere (de obicei, granulație 220-400). Această etapă stabilește precizia dimensională de bază și îndepărtează 0,003-0,005 inci de material.
Etapa 2: Finisarea șlefuirii
Pietrele abrazive fine (granulație 600-1200) creează finisajul final al suprafeței și dimensiunile precise. Această etapă îndepărtează doar 0,0005-0,001 inci, stabilind în același timp modelul de hașurare.
Pasul 3: Șlefuirea platoului3
Șlefuirea finală cu pietre foarte fine (1500+ grit) creează finisajul platou care optimizează contactul cu garnitura, menținând în același timp văile de retenție a uleiului.
Selectarea pietrei abrazive
Diferitele materiale abrazive oferă avantaje specifice pentru diverse aplicații:
| Tip piatră | Gama de granulație | Aplicații | Finisaj de suprafață |
|---|---|---|---|
| Oxid de aluminiu | 220-800 | Țevi din oțel în general | 8-32 μin Ra |
| Carbură de siliciu | 400-1200 | Materiale dure | 4-16 μin Ra |
| Diamant | 600-3000 | Finisare de precizie | 2-8 μin Ra |
| CBN (nitrură cubică de bor)4 | 800-2000 | Oțeluri călite | 4-12 μin Ra |
Parametrii de control al procesului
Obținerea unor rezultate de honuire constante necesită un control precis al mai multor variabile de proces:
Viteza axului: Tipic 100-400 RPM, optimizat pentru material și finisajul dorit
Rata de alimentare: 10-50 picioare pe minut, controlând unghiul transversal
Presiunea pietrei: 50-200 PSI, determinarea ratei de îndepărtare a materialului
Ulei de honuire: Răcire și lubrifiere, prevenirea daunelor termice
Metode de verificare a calității
Tuburile rectificate sunt supuse unui control riguros al calității pentru a se asigura respectarea specificațiilor:
Măsurarea finisajului suprafeței: Profilometrele măsoară Ra, Rz și alți parametri de suprafață
Inspecție dimensională: Mașinile de măsurat în coordonate verifică diametrul, rectitudinea și rotunjimea
Inspecție vizuală: Examinarea microscopică confirmă calitatea modelului crosshatch
Testarea scurgerilor: Testarea la presiune verifică compatibilitatea etanșării
Tehnici avansate de honuire
Operațiunile moderne de honuire utilizează tehnici avansate pentru rezultate superioare:
Honuire CNC: Mașinile controlate de calculator asigură rezultate constante și geometrii complexe
Presiune servo-controlată: Reglarea automată menține presiunea optimă a pietrei
Procesare în mai multe etape: Operațiile secvențiale optimizează fiecare caracteristică a suprafeței
Monitorizare în timp real: Măsurarea continuă în timpul procesării asigură calitatea
Precizia obținută prin honuirea corespunzătoare este remarcabilă - putem menține toleranțe ale diametrului de 0,0001 inci pe tuburi cu lungimi de peste 6 metri, asigurând performanțe de etanșare constante pe întreaga lungime a cursei cilindrilor fără tijă.
Care sunt principalele beneficii ale utilizării tuburilor rectificate în aplicații pneumatice?
Tuburile rectificate ale cilindrilor oferă îmbunătățiri semnificative ale performanțelor care se traduc direct în costuri de operare reduse, fiabilitate crescută și performanțe sporite ale sistemului în aplicații pneumatice.
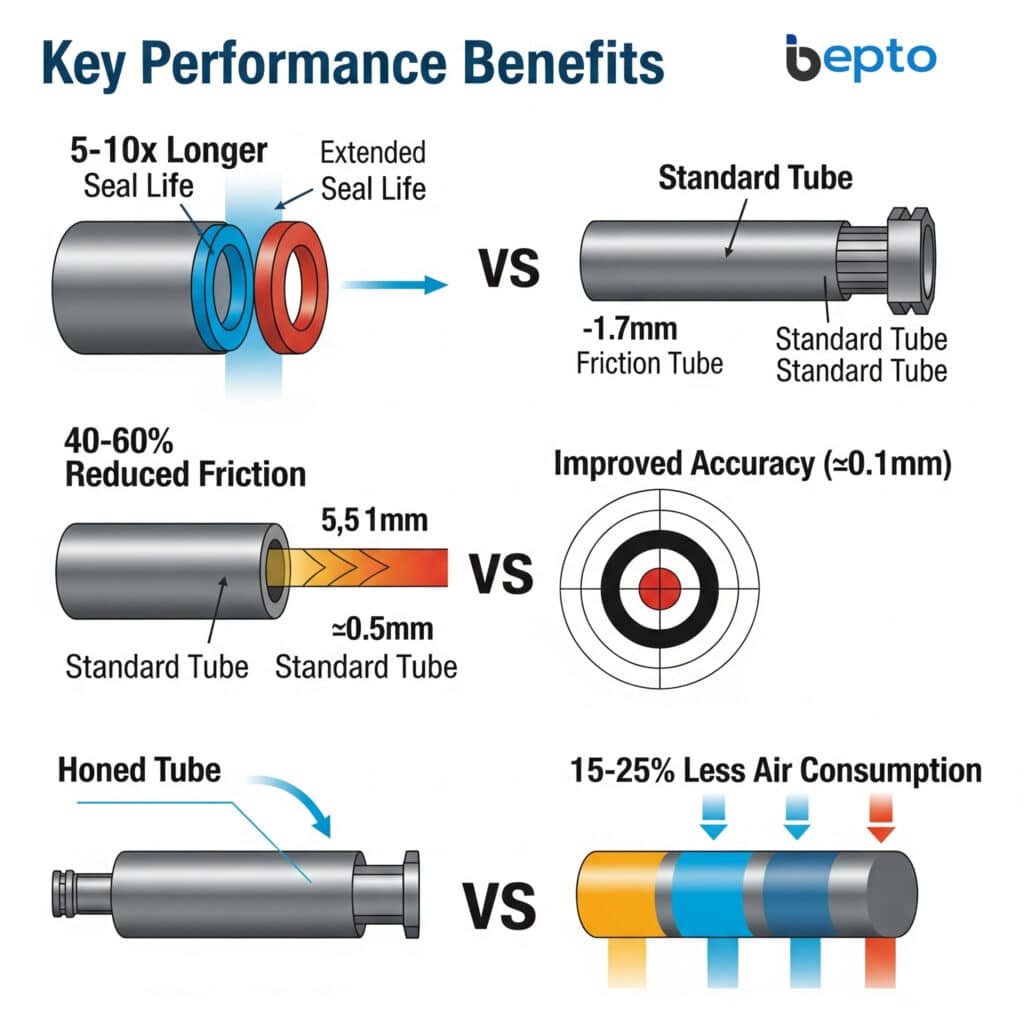
Tuburile rectificate oferă o durată de viață a garniturii de 5-10 ori mai mare, reduc frecarea cu 40-60%, elimină mișcarea stick-slip, îmbunătățesc precizia poziționării la ±0,1 mm și reduc consumul de aer cu 15-25% comparativ cu tuburile prelucrate standard, rezultând economii substanțiale de costuri și o productivitate îmbunătățită în aplicațiile cilindrilor fără tijă.
Durata de viață extinsă a garniturii
Finisajul neted al suprafeței tuburilor honuite reduce drastic uzura garniturilor, prelungind durata de viață de 5-10 ori comparativ cu suprafețele prelucrate rugoase. Această îmbunătățire rezultă din:
Uzură abrazivă redusă: Suprafețele netede ca oglinda elimină acțiunea microscopică de tăiere care distruge garniturile în tuburile rugoase.
Contact optim cu garnitura: Finisarea consecventă a suprafeței asigură o distribuție uniformă a presiunii în zona de contact a garniturii.
Disipare îmbunătățită a căldurii: Suprafețele netede reduc încălzirea prin frecare care accelerează degradarea garniturii.
Retenție mai bună a lubrifierii: Modelele controlate de crestături încrucișate mențin filmele lubrifiante care protejează garniturile.
Date de comparare a performanțelor
| Metrica de performanță | Tub standard | Tub honuit | Factor de îmbunătățire |
|---|---|---|---|
| Durata de viață a garniturii | 6-12 luni | 3-5 ani | 5-10x mai lung |
| Coeficient de frecare | 0.15-0.25 | 0.05-0.10 | 50-60% reducere |
| Rata de scurgere a aerului | 2-5 SCFH | 0,1-0,5 SCFH | Reducere 90% |
| Acuratețea poziționării | ±2-5mm | ±0,1-0,5 mm | Îmbunătățire de 10 ori |
| Perioada de rodaj | 500-1000 cicluri | 50-100 cicluri | Reducere 90% |
Beneficiile reducerii frecării
Suprafețele rectificate reduc frecarea cu 40-60%, oferind multiple avantaje operaționale:
Presiuni de operare mai scăzute: Frecarea redusă permite funcționarea la presiuni mai mici ale sistemului, economisind energie și reducând solicitarea componentelor.
Mișcare mai lină: Eliminarea stick-slip5 asigură o mișcare constantă și lină a cilindrului, esențială pentru aplicațiile de precizie.
Timpuri de ciclu mai rapide: Frecarea redusă permite viteze de lucru mai mari fără a compromite precizia sau a crește uzura.
Economii de energie: Frecarea mai mică se traduce direct prin reducerea consumului de aer comprimat, economisind de obicei 15-25%.
Fiabilitate îmbunătățită a sistemului
Caracteristicile superioare de performanță ale tuburilor honuite contribuie la fiabilitatea generală a sistemului:
Performanță consecventă: Finisarea uniformă a suprafeței asigură o funcționare previzibilă pe întreaga durată de viață.
Întreținere redusă: Durata de viață mai lungă a garniturii și uzura redusă minimizează cerințele de întreținere și timpii morți asociați.
Rezistență mai bună la contaminare: Suprafețele netede sunt mai ușor de curățat și mai puțin susceptibile de a reține contaminanți.
Stabilitatea temperaturii: Încălzirea cu frecare redusă îmbunătățește constanța performanțelor în toate intervalele de temperatură.
Analiza beneficiilor economice
Investiția în tuburi rectificate se amortizează de obicei în 6-18 luni prin diverse economii de costuri:
Reducerea costurilor de înlocuire a garniturilor: Cu garnituri care durează de 5-10 ori mai mult, costurile pieselor de schimb scad dramatic.
Scăderea timpului de inactivitate: Mai puține defecțiuni ale garniturilor înseamnă mai puține întreruperi ale producției și costuri asociate.
Consum redus de energie: Reducerea frecării și a scurgerilor de aer diminuează costurile de operare ale sistemului de aer comprimat.
Prelungirea duratei de viață a echipamentului: Uzura redusă a tuturor componentelor sistemului prelungește durata de viață totală a echipamentului.
Maria, care gestionează o linie de ambalare la o unitate germană de procesare a alimentelor, a împărtășit experiența sa cu actualizarea tuburilor noastre honuite: "După trecerea la tuburile honuite Bepto în cilindrii noștri fără tijă, frecvența de înlocuire a garniturilor noastre a scăzut de la o dată pe lună la o dată la doi ani. Investiția de $3.500 în tuburi rectificate ne-a economisit peste $18.000 anual în costuri cu piesele și timpii morți, în plus, precizia de poziționare s-a îmbunătățit atât de mult încât am eliminat 95% din defectele noastre de ambalare."
Cum selectați și întrețineți tuburile cilindrilor rectificate pentru performanțe maxime?
Selectarea și întreținerea corectă a tuburilor de cilindru rectificate asigură performanțe optime, durată de viață maximă și cel mai bun randament al investiției pentru aplicațiile sistemelor pneumatice.
Selectarea tuburilor rectificate necesită potrivirea specificațiilor de finisare a suprafeței (4-16 μin Ra), compatibilitatea materialelor, cerințele de precizie dimensională și condițiile de mediu pentru aplicația dvs., în timp ce întreținerea implică lubrifierea corespunzătoare, controlul contaminării, inspecția regulată și respectarea ghidurilor producătorului pentru a obține performanțe maxime și durată de viață.
Analiza criteriilor de selecție
Alegerea tubului honuit potrivit necesită luarea în considerare atentă a mai multor factori specifici aplicației dumneavoastră:
Cerințe privind finisarea suprafeței: Adaptați valoarea Ra la specificațiile etanșării și la nevoile de performanță. Aplicațiile industriale generale utilizează de obicei 8-16 μin Ra, în timp ce aplicațiile de precizie pot necesita 4-8 μin Ra.
Selectarea materialului: Alegeți materialul tubului în funcție de mediul de operare, cerințele de presiune și compatibilitatea cu fluidele și garniturile de etanșare ale sistemului.
Specificații dimensionale: Asigurați-vă că specificațiile privind diametrul interior, grosimea peretelui și lungimea corespund cerințelor de proiectare ale cilindrului.
Considerații de mediu: Luați în considerare gama de temperaturi, expunerea la coroziune și nivelurile de contaminare care pot afecta selecția materialelor și tratamentele de suprafață.
Ghid de selecție pentru aplicații specifice
| Tip de aplicație | Recomandat Ra | Alegerea materialului | Considerații speciale |
|---|---|---|---|
| Industrial general | 8-16 μin | Oțel carbon | honuire standard adecvată |
| Prelucrarea alimentelor | 4-8 μin | Oțel inoxidabil | Materiale conforme cu FDA |
| Precizie ridicată | 4-6 μin | Oțel/inoxidabil | Toleranțe dimensionale strânse |
| În aer liber/Marină | 8-12 μin | Oțel inoxidabil | Rezistența la coroziune critică |
| Temperatură ridicată | 6-12 μin | Aliaje speciale | Materiale rezistente la căldură |
Practici adecvate de instalare
Instalarea corectă este esențială pentru obținerea unei performanțe optime de la tuburile honuite:
Precauții de manipulare: Utilizați capace de protecție în timpul transportului și instalării pentru a preveni deteriorarea suprafeței. Chiar și zgârieturile minore pot compromite performanța garniturii.
Cerințe de curățenie: Curățați bine tuburile înainte de instalare folosind solvenți adecvați și cârpe fără scame. Orice contaminare poate cauza defectarea prematură a etanșării.
Verificarea alinierii: Asigurați alinierea corectă în timpul instalării pentru a preveni blocarea și modelele de uzură inegale care pot deteriora suprafața rectificata.
Compatibilitatea garniturilor: Verificați dacă garniturile sunt compatibile cu finisajul suprafeței șlefuite și dimensionate corespunzător pentru o presiune de contact optimă.
Cele mai bune practici de întreținere
Întreținerea corespunzătoare maximizează beneficiile tuburilor honuite:
Managementul lubrifierii: Utilizați lubrifianți pneumatici adecvați la dozele recomandate. Supra-lubrifierea poate atrage contaminanți, în timp ce sub-lubrifierea crește uzura.
Sisteme de filtrare: Mențineți o filtrare adecvată a aerului pentru a preveni contaminarea suprafețelor rectificate. Cerințele tipice sunt o filtrare de 5 microni cu capacitate de coalescență.
Inspecție periodică: Efectuați inspecții vizuale în timpul întreținerii programate pentru a identifica eventualele probleme înainte ca acestea să cauzeze probleme majore.
Monitorizarea performanței: Urmăriți numărul de cicluri, frecvența înlocuirii garniturilor și parametrii de performanță pentru a optimiza programele de întreținere.
Depanarea problemelor comune
Rezolvați problemele comune pentru a menține performanțele optime:
| Problema | Simptome | Cauza probabilă | Soluție |
|---|---|---|---|
| Uzura prematură a garniturii | Înlocuirea frecventă a garniturilor | Contaminare sau aliniere greșită | Îmbunătățirea filtrării, verificarea alinierii |
| Frecare excesivă | Presiune de funcționare ridicată | Deteriorarea suprafeței sau lubrifierea slabă | Inspectați suprafața, reglați lubrifierea |
| Scurgeri de aer | Pierdere de presiune, funcționare lentă | Deteriorarea garniturii sau instalarea necorespunzătoare | Înlocuiți garniturile, verificați instalarea |
| Mișcare inconsecventă | Mișcări sacadate sau neregulate | Contaminarea suprafeței | Curățați și re-lubrifiați sistemul |
Metode de verificare a calității
Asigurați-vă că tuburile rectificate îndeplinesc specificațiile prin verificarea corespunzătoare:
Testarea finisajului suprafeței: Utilizați profilometre calibrate pentru a verifica dacă valorile Ra respectă specificațiile.
Inspecție dimensională: Măsurați dimensiunile critice, inclusiv diametrul alezajului, rectitudinea și rotunjimea.
Inspecție vizuală: Examinați calitatea motivului de hașurare și starea suprafeței folosind mărirea corespunzătoare.
Testarea performanței: Efectuați teste operaționale pentru a verifica compatibilitatea garniturilor și caracteristicile de frecare.
Considerații privind înlocuirea și modernizarea
Planificați înlocuirea tuburilor și modernizarea sistemului:
Indicatori ai duratei de viață: Monitorizați indicatorii de degradare a performanței, cum ar fi creșterea frecării, consumul de aer sau erorile de poziționare.
Oportunități de modernizare: Luați în considerare trecerea la tuburi honuite de calitate superioară în timpul întreținerii programate pentru a îmbunătăți performanța sistemului.
Verificarea compatibilității: Asigurați-vă că tuburile de înlocuire mențin compatibilitatea cu garniturile existente și cu componentele sistemului.
Documentație: Păstrați înregistrările specificațiilor tuburilor, datele de instalare și istoricul performanțelor pentru o planificare optimă a întreținerii.
La Bepto, oferim asistență completă pentru selectarea și aplicarea tuburilor honuite. Echipa noastră de ingineri analizează cerințele dvs. specifice și recomandă specificațiile optime ale tuburilor pentru a maximiza performanța și durata de viață în aplicațiile dvs. de cilindri fără tijă, susținute de experiența noastră vastă în optimizarea sistemelor pneumatice.
Concluzie
Tuburile rectificate ale cilindrilor oferă o finisare superioară a suprafeței și o precizie dimensională care îmbunătățesc dramatic durata de viață a garniturilor, reduc frecarea și îmbunătățesc performanța generală a sistemului pneumatic, făcându-le esențiale pentru funcționarea fiabilă a cilindrilor fără tijă și pentru o întreținere rentabilă.
Întrebări frecvente despre tuburile cilindrice rectificate
Î: Care este diferența dintre tuburile cilindrilor honuite și cele prelucrate standard?
Tuburile șlefuite au suprafețe interne netede ca oglinda (4-16 μin Ra) cu modele controlate de pete încrucișate în comparație cu tuburile standard (32-125 μin Ra), oferind o durată de viață a etanșării de 5-10 ori mai mare, o reducere a frecării de 40-60% și o performanță de etanșare semnificativ mai bună în aplicații pneumatice.
Î: Cât de mult costă tuburile cilindrice honuite în comparație cu tuburile standard?
Tuburile rectificate costă de obicei cu 30-50% mai mult decât tuburile standard prelucrate inițial, dar investiția se amortizează în 6-18 luni prin prelungirea duratei de viață a garniturilor, reducerea costurilor de întreținere și îmbunătățirea eficienței energetice în majoritatea aplicațiilor industriale.
Î: Pot să-mi modernizez cilindrii existenți cu tuburi rectificate?
Da, cilindrii existenți pot fi adesea modernizați cu tuburi rectificate, deși va trebui să verificați compatibilitatea dimensională și poate fi necesar să înlocuiți garniturile cu unele concepute pentru finisaje de suprafață rectificate pentru a obține beneficii optime de performanță.
Î: Ce întreținere necesită tuburile cilindrilor honuite?
Tuburile șlefuite necesită lubrifiere adecvată, aer curat filtrat (se recomandă filtrarea cu 5 microni), inspecție vizuală periodică pentru deteriorarea suprafeței și protecție împotriva contaminării pentru a-și menține caracteristicile superioare de performanță pe întreaga durată de viață.
Î: Cât timp durează tuburile cilindrilor honuite în comparație cu tuburile standard?
Tuburile rectificate oferă de obicei o durată de viață de 3-5 ori mai mare decât tuburile standard datorită uzurii reduse, compatibilității mai bune a garniturilor și durabilității superioare a suprafeței, durând adesea 5-10 ani în sistemele pneumatice întreținute corespunzător față de 1-2 ani pentru tuburile standard.
-
Descoperiți proiectarea, tipurile și avantajele operaționale ale cilindrilor pneumatici fără tijă în automatizarea industrială. ↩
-
Aflați despre Ra (media rugozității), un parametru cheie utilizat pentru a măsura și a specifica textura sau netezimea unei suprafețe. ↩
-
Explorați procesul de honuire pe platou și modul în care acesta creează o suprafață de rulment superioară cu o retenție excelentă a lubrifierii. ↩
-
Înțelegerea proprietăților nitritei cubice de bor (CBN), un material superabraziv utilizat pentru rectificarea și finisarea de precizie a metalelor dure. ↩
-
Aflați despre fenomenul stick-slip, o formă de mișcare bruscă spontană care poate apărea atunci când două obiecte alunecă unul peste celălalt. ↩
