

Birçok mühendis erken sızdırmazlık arızası, aşırı hava kaçağı ve tutarsız silindir performansı yaşar ve binlerce dolarlık arıza süresi ve değiştirme maliyetiyle sonuçlanabilecek bu maliyetli sorunların temel nedeninin kötü silindir borusu yüzey kaplaması olduğunun farkında değildir.
Honlanmış bir silindir borusu, aşındırıcı honlama işlemleriyle elde edilen ultra pürüzsüz bir iç yüzey kaplamasına sahip, hassas işlenmiş bir pnömatik silindir kovanıdır ve optimum sızdırmazlık performansı, daha az sürtünme ve daha uzun hizmet ömrü sağlar. çubuksuz si̇li̇ndi̇rler1 ve standart pnömatik silindirler.
Dün, Kuzey Carolina'daki bir tekstil tesisinin bakım şefi olan David ile konuştum; çubuksuz silindir keçeleri beklenen iki yıl dayanmak yerine her altı haftada bir arızalanıyordu ve silindirlerinin keçelerini tahrip eden pürüzlü, taşlanmamış borulara sahip olduğunu keşfetmeden önce, yedek parça ve duruş süresi olarak tesisine $15.000'e mal oluyordu.
İçindekiler
- Honlanmış Silindir Boruları Standart Borulardan Farklı Kılan Nedir?
- Honlama İşlemi Üstün Silindir Performansını Nasıl Yaratır?
- Pnömatik Uygulamalarda Honlanmış Boru Kullanmanın Temel Faydaları Nelerdir?
- Maksimum Performans için Honlanmış Silindir Borularını Nasıl Seçer ve Bakımını Yaparsınız?
Honlanmış Silindir Boruları Standart Borulardan Farklı Kılan Nedir?
Honlanmış silindir boruları, pnömatik silindir uygulamalarında standart işlenmiş borulara kıyasla üstün performans sağlayan hassas tasarlanmış iç yüzeylere sahiptir.
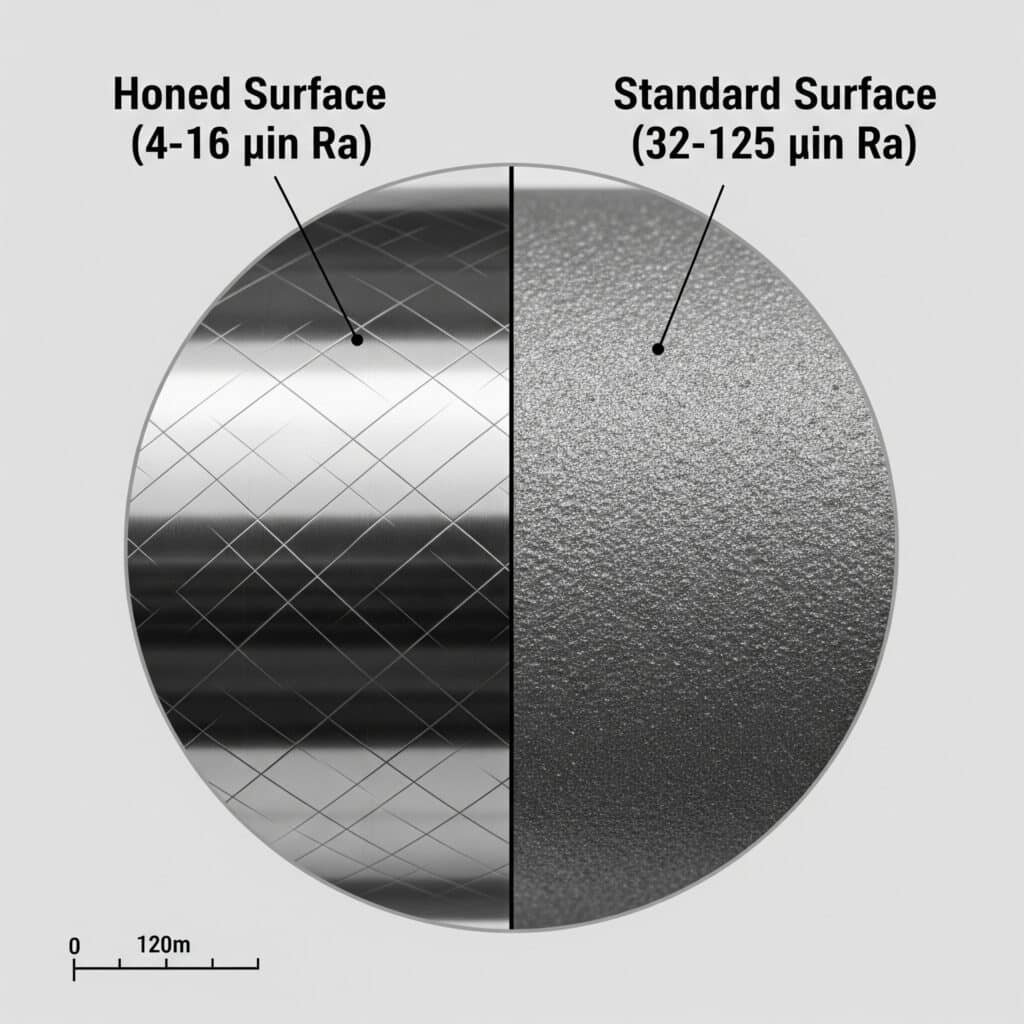
Honlanmış silindir boruları, 32-125 mikroinçlik standart borulara kıyasla 4-16 mikroinçlik Ra değerlerine sahip ayna pürüzsüzlüğünde iç yüzeylere sahiptir ve yağlamayı korurken daha uzun sızdırmazlık ömrü ve rotsuz silindirlerde daha az sürtünme için optimum sızdırmazlık yüzeyleri sağlayan kontrollü çapraz çizik desenlerine sahiptir.
Yüzey Kaplama Özellikleri
Honlanmış silindir borularının iç yüzey kalitesi, optimum performans özellikleri elde etmek için hassas bir şekilde kontrol edilir. Yüzey pürüzlülüğü şu şekilde ölçülür Ra (aritmetik ortalama pürüzlülük)2 değerleri, honlanmış borularda standart işlenmiş borular için 32-125 mikroinç ile karşılaştırıldığında tipik olarak 4-16 mikroinç Ra elde edilir.
Yüzey pürüzsüzlüğündeki bu çarpıcı iyileşme birkaç kritik avantaj sağlar:
- Azaltılmış conta aşınması: Pürüzsüz yüzeyler aşındırıcı teması en aza indirir
- Geliştirilmiş sızdırmazlık: Daha iyi yüzey teması hava sızıntısını azaltır
- Daha düşük sürtünme: Daha pürüzsüz yüzeyler çalışma kuvvetlerini azaltır
- Geliştirilmiş yağlama tutma: Kontrollü yüzey dokusu yağlayıcıları tutar
Boyutsal Doğruluk Avantajları
Honlanmış borular, standart delik işleme operasyonları için ±0,002 inç ile karşılaştırıldığında ±0,0002 inçlik tipik toleranslarla uzunlukları boyunca üstün boyutsal doğruluğu korur.
| Şartname | Standart Tüp | Honlanmış Boru | Performans Etkisi |
|---|---|---|---|
| Yüzey İşlemi (Ra) | 32-125 μin | 4-16 μin | 5-10 kat daha pürüzsüz yüzey |
| Çap Toleransı | ±0.002″ | ±0.0002″ | 10 kat daha iyi doğruluk |
| Doğruluk | 0,005″/ft | 0,001″/ft | 5 kat daha düz delik |
| Yuvarlaklık | 0.003″ | 0.0005″ | 6 kat daha fazla dairesel |
Çapraz Tarama Deseninin Faydaları
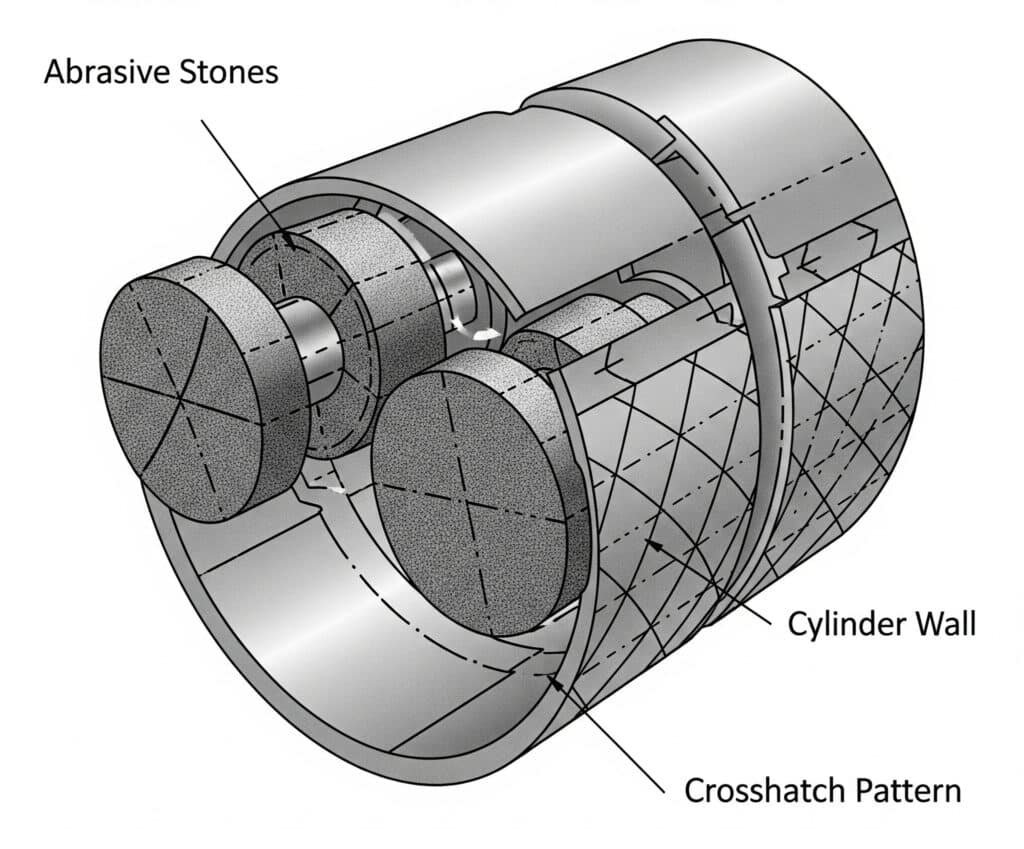
Honlama işlemi silindir duvarı yüzeyinde kontrollü bir çapraz çizik deseni oluşturur. Tipik olarak 45-60 derecelik açılarda olan bu desen birden fazla işleve hizmet eder:
- Yağ tutma: Mikroskobik vadiler yağlama yağını tutar
- Conta desteği: Conta teması için optimum yüzey sağlar
- Aşınma dağılımı: Temas gerilimini eşit olarak dağıtır
- Alıştırma hızlanması: İlk aşınma süresini azaltır
Malzeme Hususları
Honlanmış silindir boruları, farklı uygulamalara uyacak şekilde çeşitli malzemelerde mevcuttur:
Çelik Borular: Genel endüstriyel uygulamalar için en yaygın olanıdır, uygun korozyon koruması ile mükemmel güç ve dayanıklılık sunar.
Paslanmaz Çelik: Kirlenme direncinin kritik olduğu gıda işleme, farmasötik ve korozif ortamlar için idealdir.
Alüminyum: Mobil uygulamalar için hafif seçenek, ancak daha yumuşak malzeme özellikleri nedeniyle dikkatli conta seçimi gerektirir.
Bepto'da, tüm büyük rotsuz silindir markaları için hassas honlanmış borular tedarik ederek müşterilerimizin optimum sızdırmazlık performansı ve daha uzun hizmet ömrü için gereken yüzey kalitesini almasını sağlıyoruz.
Honlama İşlemi Üstün Silindir Performansını Nasıl Yaratır?
Honlama işlemi, pnömatik silindir performansını ve güvenilirliğini önemli ölçüde artıran hassas iç boyutlar ve yüzey kaplamaları elde etmek için kontrollü aşındırıcı eylem kullanır.
Silindir honlama, kontrollü basınç ve ilerleme hızları altında dönen aşındırıcı taşlar kullanarak malzemeyi eşit şekilde kaldırır ve sızdırmazlık performansını optimize eden, sürtünmeyi 40-60% oranında azaltan ve silindir ömrünü standart işlenmiş borulara kıyasla 3-5 kat uzatan belirli çapraz çizik desenlerine sahip ayna pürüzsüzlüğünde yüzeyler oluşturur.
Honlama İşlemi Adımları
Honlama işlemi, optimum sonuçlar elde etmek için dikkatle kontrol edilen çok sayıda adımı içerir:
Adım 1: Kaba Honlama
İlk honlama, kaba aşındırıcı taşlar (tipik olarak 220-400 kum) kullanarak işleme izlerini ve büyük yüzey düzensizliklerini giderir. Bu adım temel boyutsal doğruluğu belirler ve 0,003-0,005 inç malzeme kaldırır.
Adım 2: Honlama İşlemini Bitirin
İnce aşındırıcı taşlar (600-1200 kum) son yüzey finişini ve hassas boyutları oluşturur. Bu adım, çapraz tarama desenini oluştururken yalnızca 0,0005-0,001 inç kaldırır.
Adım 3: Plato Honlama3
Çok ince taşlarla (1500+ kum) son parlatma, yağ tutma vadilerini korurken conta temasını optimize eden plato finisajını oluşturur.
Aşındırıcı Taş Seçimi
Farklı aşındırıcı malzemeler, çeşitli uygulamalar için belirli avantajlar sağlar:
| Taş Tipi | Kum Aralığı | Uygulamalar | Yüzey İşlemi |
|---|---|---|---|
| Alüminyum Oksit | 220-800 | Genel çelik borular | 8-32 μin Ra |
| Silisyum Karbür | 400-1200 | Sert malzemeler | 4-16 μin Ra |
| Elmas | 600-3000 | Hassas son işlem | 2-8 μin Ra |
| CBN (Kübik Bor Nitrür)4 | 800-2000 | Sertleştirilmiş çelikler | 4-12 μin Ra |
Süreç Kontrol Parametreleri
Tutarlı honlama sonuçları elde etmek için birden fazla proses değişkeninin hassas bir şekilde kontrol edilmesi gerekir:
İş Mili Hızı: Tipik olarak 100-400 RPM, malzeme ve istenen finisaj için optimize edilmiştir
Besleme Oranı: Dakikada 10-50 feet, çapraz tarama açısını kontrol etme
Taş Basıncı: 50-200 PSI, malzeme kaldırma oranını belirleme
Honlama Yağı: Soğutma ve yağlama, termal hasarı önleme
Kalite Doğrulama Yöntemleri
Honlanmış borular, spesifikasyonların karşılandığından emin olmak için titiz bir kalite kontrolünden geçer:
Yüzey Finiş Ölçümü: Profilometreler Ra, Rz ve diğer yüzey parametrelerini ölçer
Boyutsal Muayene: Koordinat ölçüm makineleri çap, düzlük ve yuvarlaklığı doğrular
Görsel Denetim: Mikroskobik inceleme çapraz tarama desen kalitesini doğrular
Sızıntı Testi: Basınç testi conta uyumluluğunu doğrular
Gelişmiş Honlama Teknikleri
Modern honlama işlemleri, üstün sonuçlar için gelişmiş teknikler kullanır:
CNC Honlama: Bilgisayar kontrollü makineler tutarlı sonuçlar ve karmaşık geometriler sağlar
Servo Kontrollü Basınç: Otomatik ayarlama optimum taş basıncını korur
Çok Aşamalı İşleme: Sıralı işlemler her bir yüzey karakteristiğini optimize eder
Gerçek Zamanlı İzleme: İşleme sırasında sürekli ölçüm kaliteyi garanti eder
Doğru honlama ile elde edilen hassasiyet dikkat çekicidir - 20 feet'i aşan boru uzunluklarında 0,0001 inç çap toleranslarını koruyabilir ve rotsuz silindirlerin tüm strok uzunluğu boyunca tutarlı sızdırmazlık performansı sağlayabiliriz.
Pnömatik Uygulamalarda Honlanmış Boru Kullanmanın Temel Faydaları Nelerdir?
Honlanmış silindir boruları, pnömatik uygulamalarda doğrudan daha düşük işletme maliyetlerine, daha yüksek güvenilirliğe ve gelişmiş sistem performansına dönüşen önemli performans iyileştirmeleri sağlar.
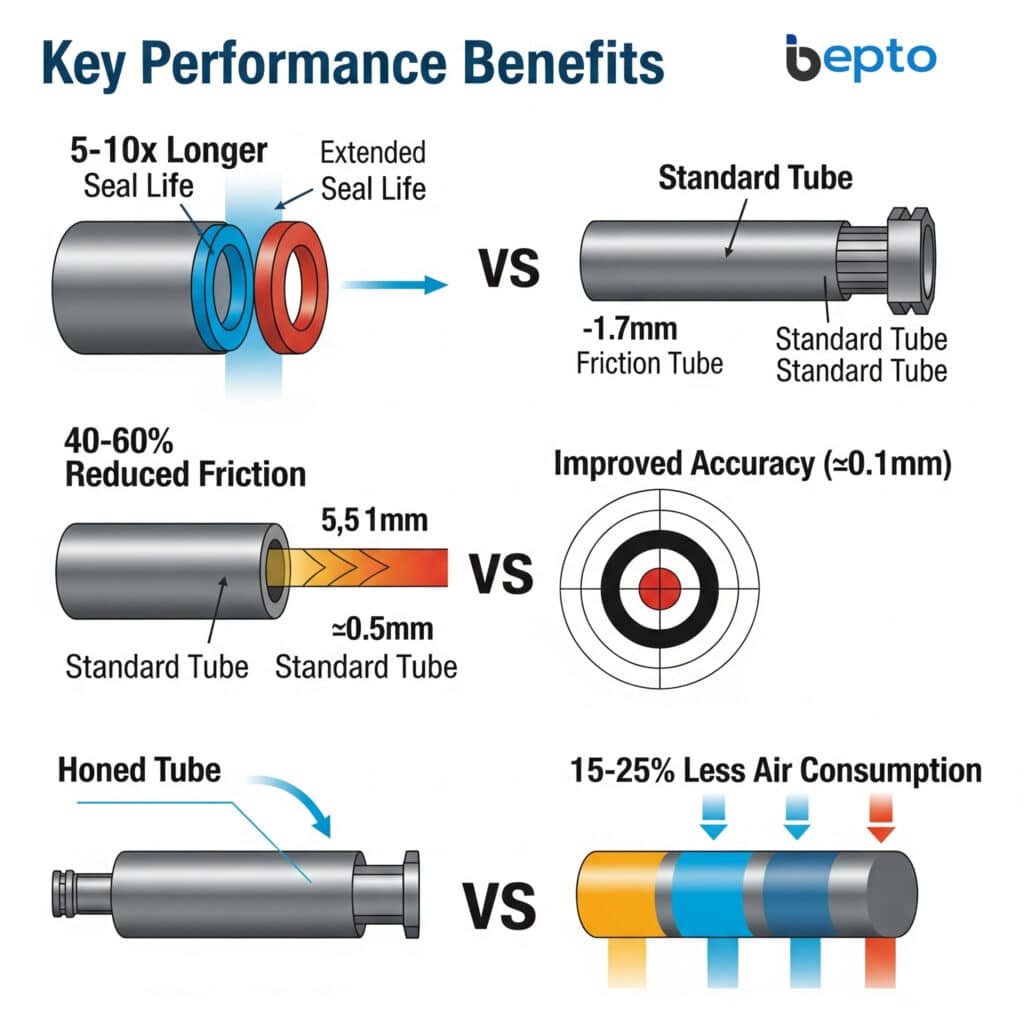
Honlanmış borular 5-10 kat daha uzun sızdırmazlık ömrü sağlar, sürtünmeyi 40-60% azaltır, yapışma-kayma hareketini ortadan kaldırır, konumlandırma hassasiyetini ±0,1 mm'ye kadar iyileştirir ve standart işlenmiş borulara kıyasla hava tüketimini 15-25% azaltır, bu da rotsuz silindir uygulamalarında önemli maliyet tasarrufu ve gelişmiş üretkenlik sağlar.
Uzatılmış Conta Ömrü
Honlanmış boruların pürüzsüz yüzey kalitesi conta aşınmasını önemli ölçüde azaltır ve kaba işlenmiş yüzeylere kıyasla hizmet ömrünü 5-10 kat uzatır. Bu iyileşme şunlardan kaynaklanır:
Azaltılmış Aşındırıcı Yıpranma: Ayna pürüzsüzlüğündeki yüzeyler, pürüzlü borulardaki contaları tahrip eden mikroskobik kesme işlemini ortadan kaldırır.
Optimal Conta Teması: Tutarlı yüzey kalitesi, conta temas alanı boyunca eşit basınç dağılımı sağlar.
Geliştirilmiş Isı Dağılımı: Pürüzsüz yüzeyler, conta bozulmasını hızlandıran sürtünme ısınmasını azaltır.
Daha İyi Yağlama Tutuşu: Kontrollü çapraz çizik desenleri, contaları koruyan yağlama filmlerini tutar.
Performans Karşılaştırma Verileri
| Performans Metriği | Standart Tüp | Honlanmış Boru | İyileştirme Faktörü |
|---|---|---|---|
| Fok Yaşamı | 6-12 ay | 3-5 yıl | 5-10 kat daha uzun |
| Sürtünme Katsayısı | 0.15-0.25 | 0.05-0.10 | 50-60% azaltma |
| Hava Kaçak Oranı | 2-5 SCFH | 0,1-0,5 SCFH | 90% azaltma |
| Konumlandırma Doğruluğu | ±2-5mm | ±0.1-0.5mm | 10 kat iyileştirme |
| Alıştırma Dönemi | 500-1000 döngü | 50-100 döngü | 90% azaltma |
Sürtünme Azaltma Faydaları
Honlanmış yüzeyler sürtünmeyi 40-60% kadar azaltarak çok sayıda operasyonel avantaj sağlar:
Düşük Çalışma Basınçları: Azaltılmış sürtünme, daha düşük sistem basınçlarında çalışmaya izin vererek enerji tasarrufu sağlar ve bileşen stresini azaltır.
Daha Yumuşak Hareket: Ortadan kaldırılması sopa-kayma5 davranışı, hassas uygulamalar için gerekli olan tutarlı, pürüzsüz silindir hareketi sağlar.
Daha Hızlı Döngü Süreleri: Azaltılmış sürtünme, hassasiyetten ödün vermeden veya aşınmayı artırmadan daha yüksek çalışma hızları sağlar.
Enerji Tasarrufu: Daha düşük sürtünme, doğrudan daha az basınçlı hava tüketimi anlamına gelir ve tipik olarak 15-25% tasarruf sağlar.
Geliştirilmiş Sistem Güvenilirliği
Honlanmış boruların üstün performans özellikleri genel sistem güvenilirliğine katkıda bulunur:
Tutarlı Performans: Düzgün yüzey kalitesi, hizmet ömrü boyunca öngörülebilir çalışma sağlar.
Azaltılmış Bakım: Daha uzun conta ömrü ve daha az aşınma, bakım gereksinimlerini ve buna bağlı duruş sürelerini en aza indirir.
Daha İyi Kirlenme Direnci: Pürüzsüz yüzeylerin temizlenmesi daha kolaydır ve kirleticileri hapsetme olasılığı daha düşüktür.
Sıcaklık Kararlılığı: Azaltılmış sürtünmeli ısıtma, sıcaklık aralıklarında performans tutarlılığını artırır.
Ekonomik Faydalar Analizi
Honlanmış borulara yapılan yatırım, çeşitli maliyet tasarrufları sayesinde genellikle 6-18 ay içinde kendini amorti eder:
Azaltılmış Conta Değiştirme Maliyetleri: 5-10 kat daha uzun ömürlü contalar sayesinde yedek parça maliyetleri önemli ölçüde düşer.
Azalan Kesinti Süresi: Daha az conta arızası, daha az üretim kesintisi ve ilgili maliyetler anlamına gelir.
Daha Düşük Enerji Tüketimi: Azaltılmış sürtünme ve hava kaçağı, basınçlı hava sistemi işletme maliyetlerini azaltır.
Uzatılmış Ekipman Ömrü: Tüm sistem bileşenlerinde daha az aşınma, genel ekipman hizmet ömrünü uzatır.
Bir Alman gıda işleme tesisinde paketleme hattını yöneten Maria, honlanmış boru yükseltmemizle ilgili deneyimini paylaştı: "Çubuksuz silindirlerimizde Bepto'nun honlanmış borularına geçtikten sonra, conta değiştirme sıklığımız aylıktan iki yılda bire düştü. Honlanmış borulara yaptığımız $3.500'lük yatırım, parça ve arıza süresi maliyetlerinde yıllık $18.000'in üzerinde tasarruf sağladı, ayrıca konumlandırma doğruluğumuz o kadar arttı ki paketleme hatalarımızın 95%'sini ortadan kaldırdık."
Maksimum Performans için Honlanmış Silindir Borularını Nasıl Seçer ve Bakımını Yaparsınız?
Honlanmış silindir borularının doğru seçimi ve bakımı, pnömatik sistem uygulamalarınız için optimum performans, maksimum hizmet ömrü ve en iyi yatırım getirisini sağlar.
Honlanmış boru seçimi, yüzey kalitesi spesifikasyonlarını (4-16 μin Ra), malzeme uyumluluğunu, boyutsal doğruluk gereksinimlerini ve çevresel koşulları uygulamanızla eşleştirmeyi gerektirirken, bakım, maksimum performans ve hizmet ömrü elde etmek için uygun yağlama, kirlenme kontrolü, düzenli inceleme ve üretici yönergelerine uymayı içerir.
Seçim Kriterleri Analizi
Doğru honlanmış boruyu seçmek, uygulamanıza özgü birçok faktörün dikkatle değerlendirilmesini gerektirir:
Yüzey İşlem Gereksinimleri: Ra değerini conta özellikleriniz ve performans ihtiyaçlarınızla eşleştirin. Genel endüstriyel uygulamalar tipik olarak 8-16 μin Ra kullanırken, hassas uygulamalar 4-8 μin Ra gerektirebilir.
Malzeme Seçimi: Boru malzemesini çalışma ortamına, basınç gereksinimlerine ve sistem sıvıları ve contalarıyla uyumluluğa göre seçin.
Boyutsal Özellikler: Uygun delik çapı, duvar kalınlığı ve uzunluk özelliklerinin silindir tasarım gereksinimlerinizle eşleştiğinden emin olun.
Çevresel Hususlar: Malzeme seçimini ve yüzey işlemlerini etkileyebilecek sıcaklık aralığını, korozif maruziyeti ve kirlenme seviyelerini göz önünde bulundurun.
Uygulamaya Özel Seçim Kılavuzu
| Uygulama Türü | Tavsiye Edilen Ra | Malzeme Seçimi | Özel Hususlar |
|---|---|---|---|
| Genel Endüstriyel | 8-16 μin | Karbon Çelik | Standart honlama yeterli |
| Gıda İşleme | 4-8 μin | Paslanmaz Çelik | FDA uyumlu malzemeler |
| Yüksek Hassasiyet | 4-6 μin | Çelik/Paslanmaz | Sıkı boyut toleransları |
| Dış Mekan/Deniz | 8-12 μin | Paslanmaz Çelik | Korozyon direnci kritik |
| Yüksek Sıcaklık | 6-12 μin | Özel Alaşımlar | Isıya dayanıklı malzemeler |
Doğru Kurulum Uygulamaları
Honlanmış borulardan optimum performans elde etmek için doğru montaj çok önemlidir:
Kullanım Önlemleri: Yüzey hasarını önlemek için nakliye ve montaj sırasında koruyucu kılıflar kullanın. Küçük çizikler bile conta performansını tehlikeye atabilir.
Temizlik Gereklilikleri: Montajdan önce uygun çözücüler ve tüy bırakmayan bezler kullanarak boruları iyice temizleyin. Herhangi bir kirlenme erken sızdırmazlık arızasına neden olabilir.
Hizalama Doğrulaması: Honlanmış yüzeye zarar verebilecek bağlanma ve düzensiz aşınma modellerini önlemek için montaj sırasında doğru hizalamayı sağlayın.
Conta Uyumluluğu: Contaların honlanmış yüzey kaplamasıyla uyumlu olduğunu ve optimum temas basıncı için uygun şekilde boyutlandırıldığını doğrulayın.
En İyi Bakım Uygulamaları
Doğru bakım, honlanmış boruların faydalarını en üst düzeye çıkarır:
Yağlama Yönetimi: Önerilen oranlarda uygun pnömatik yağlayıcılar kullanın. Aşırı yağlama kirleticileri çekebilir, az yağlama ise aşınmayı artırır.
Filtrasyon Sistemleri: Kirlenmenin honlanmış yüzeylere ulaşmasını önlemek için uygun hava filtrelemesini sağlayın. Tipik gereklilikler, birleştirme özelliğine sahip 5 mikron filtrelemedir.
Düzenli Denetim: Büyük sorunlara yol açmadan önce olası sorunları tespit etmek için planlı bakım sırasında görsel denetimler gerçekleştirin.
Performans İzleme: Bakım programlarını optimize etmek için çevrim sayılarını, conta değiştirme sıklığını ve performans parametrelerini takip edin.
Sık Karşılaşılan Sorunların Giderilmesi
Optimum performansı korumak için yaygın sorunları ele alın:
| Problem | Semptomlar | Muhtemel Neden | Çözüm |
|---|---|---|---|
| Erken conta aşınması | Sık conta değişimi | Kirlenme veya yanlış hizalama | Filtrasyonu iyileştirin, hizalamayı kontrol edin |
| Aşırı sürtünme | Yüksek çalışma basıncı | Yüzey hasarı veya zayıf yağlama | Yüzeyi kontrol edin, yağlamayı ayarlayın |
| Hava kaçağı | Basınç kaybı, yavaş çalışma | Conta hasarı veya yanlış montaj | Contaları değiştirin, kurulumu doğrulayın |
| Tutarsız hareket | Sarsıntılı veya düzensiz hareket | Yüzey kirliliği | Sistemi temizleyin ve yeniden yağlayın |
Kalite Doğrulama Yöntemleri
Doğru doğrulama ile honlanmış borularınızın spesifikasyonları karşıladığından emin olun:
Yüzey İşlem Testi: Ra değerlerinin spesifikasyonları karşıladığını doğrulamak için kalibre edilmiş profilometreler kullanın.
Boyutsal Muayene: Delik çapı, düzlük ve yuvarlaklık gibi kritik boyutları ölçün.
Görsel Denetim: Uygun büyütme kullanarak çapraz desen kalitesini ve yüzey durumunu inceleyin.
Performans Testi: Conta uyumluluğunu ve sürtünme özelliklerini doğrulamak için operasyonel testler yapın.
Değiştirme ve Yükseltme Hususları
Boru değişimi ve sistem yükseltmeleri için plan yapın:
Hizmet Ömrü Göstergeleri: Artan sürtünme, hava tüketimi veya konumlandırma hataları gibi performans düşüş göstergelerini izleyin.
Yükseltme Fırsatları: Sistem performansını iyileştirmek için planlı bakım sırasında daha yüksek kaliteli honlanmış borulara geçmeyi düşünün.
Uyumluluk Doğrulaması: Değiştirilen boruların mevcut contalar ve sistem bileşenleri ile uyumluluğunu sağlayın.
Dokümantasyon: Optimum bakım planlaması için boru özelliklerinin, montaj tarihlerinin ve performans geçmişinin kayıtlarını tutun.
Bepto'da, honlanmış boru seçimi ve uygulaması için kapsamlı destek sağlıyoruz. Mühendislik ekibimiz, özel gereksinimlerinizi analiz eder ve pnömatik sistem optimizasyonundaki kapsamlı deneyimimizle desteklenen çubuksuz silindir uygulamalarınızda performansı ve hizmet ömrünü en üst düzeye çıkarmak için en uygun boru özelliklerini önerir.
Sonuç
Honlanmış silindir boruları, conta ömrünü önemli ölçüde artıran, sürtünmeyi azaltan ve genel pnömatik sistem performansını artıran üstün yüzey kalitesi ve boyutsal doğruluk sağlar, bu da onları güvenilir rotsuz silindir çalışması ve uygun maliyetli bakım için gerekli kılar.
Honlanmış Silindir Borular Hakkında SSS
S: Honlanmış ve standart işlenmiş silindir boruları arasındaki fark nedir?
Honlanmış borular, standart borulara (32-125 μin Ra) kıyasla kontrollü çapraz çizik desenlerine sahip ayna pürüzsüzlüğünde iç yüzeylere (4-16 μin Ra) sahiptir ve 5-10 kat daha uzun sızdırmazlık ömrü, 40-60% sürtünme azaltımı ve pnömatik uygulamalarda önemli ölçüde daha iyi sızdırmazlık performansı sağlar.
S: Honlanmış silindir boruları standart borulara kıyasla ne kadara mal olur?
Honlanmış borular tipik olarak başlangıçta standart işlenmiş borulardan 30-50% daha pahalıya mal olur, ancak yatırım, çoğu endüstriyel uygulamada uzatılmış sızdırmazlık ömrü, azaltılmış bakım maliyetleri ve iyileştirilmiş enerji verimliliği ile 6-18 ay içinde kendini amorti eder.
S: Mevcut silindirlerimi honlanmış borularla güçlendirebilir miyim?
Evet, mevcut silindirler genellikle honlanmış borularla güçlendirilebilir, ancak boyutsal uyumluluğu doğrulamanız ve optimum performans avantajlarını elde etmek için contaları honlanmış yüzey kaplamaları için tasarlanmış olanlarla değiştirmeniz gerekebilir.
S: Honlanmış silindir boruları ne tür bakım gerektirir?
Honlanmış borular, hizmet ömürleri boyunca üstün performans özelliklerini korumak için uygun yağlama, temiz filtrelenmiş hava (5 mikron filtreleme önerilir), yüzey hasarı için düzenli görsel inceleme ve kirlenmeye karşı koruma gerektirir.
S: Honlanmış silindir boruları standart borulara kıyasla ne kadar uzun ömürlüdür?
Honlanmış borular, daha az aşınma, daha iyi sızdırmazlık uyumluluğu ve üstün yüzey dayanıklılığı nedeniyle standart borulara göre tipik olarak 3-5 kat daha uzun hizmet ömrü sağlar ve standart borular için 1-2 yıla kıyasla uygun şekilde bakımı yapılan pnömatik sistemlerde genellikle 5-10 yıl dayanır.
-
Endüstriyel otomasyonda rotsuz pnömatik silindirlerin tasarımını, türlerini ve operasyonel avantajlarını keşfedin. ↩
-
Bir yüzeyin dokusunu veya pürüzsüzlüğünü ölçmek ve belirlemek için kullanılan önemli bir parametre olan Ra (Pürüzlülük ortalaması) hakkında bilgi edinin. ↩
-
Plato honlama işlemini ve mükemmel yağlama tutma özelliğine sahip üstün bir rulman yüzeyini nasıl oluşturduğunu keşfedin. ↩
-
Sert metallerin hassas taşlanması ve finisajı için kullanılan süper aşındırıcı bir malzeme olan Kübik Bor Nitrürün (CBN) özelliklerini anlayın. ↩
-
İki nesne birbiri üzerinde kayarken meydana gelebilen bir tür kendiliğinden sarsıntı hareketi olan çubuk-kayma fenomeni hakkında bilgi edinin. ↩
