

Всеки инженер по безопасността, с когото се консултирам, се сблъсква с едно и също предизвикателство: стандартните пневматични системи за безопасност често не успяват да осигурят адекватна защита при високорискови приложения. Вероятно сте изпитвали безпокойството от почти всички инциденти, разочарованието от забавяне на производството поради неудобни изключвания или още по-лошо - опустошението от действителен инцидент, свързан с безопасността, въпреки наличието на "съвместими" системи. Тези недостатъци правят работниците уязвими, а компаниите - изложени на значителна отговорност.
Най-ефективната пневматична система за безопасност съчетава бързо реагираща аварийна спирателни вентили (под 50 ms), правилно проектирани SIL-rated1 вериги за безопасност с резервиране и валидирани механизми за заключване под двойно налягане. Този цялостен подход обикновено намалява риска от сериозни наранявания с 96-99% в сравнение с основните системи, фокусирани върху съответствието.
Миналия месец работих с производствено предприятие в Онтарио, в което е имало сериозно нараняване, когато стандартната пневматична система за безопасност не е успяла да предотврати неочаквано движение по време на поддръжка. След като приложиха нашия цялостен подход за безопасност, те не само елиминираха инцидентите, свързани с безопасността, но всъщност увеличиха производителността със 14% поради намаленото време за престой от неприятни пътувания и подобрените процедури за достъп до поддръжка.
Съдържание
- Стандарти за време за реакция на клапана за аварийно спиране
- Спецификации за проектиране на вериги за безопасност на ниво SIL
- Процес на валидиране на механизма за заключване с двойно налягане
- Заключение
- Често задавани въпроси относно пневматичните системи за безопасност
Какво време за реакция всъщност е необходимо на аварийните спирателни клапани, за да се предотвратят наранявания?
Много инженери по безопасността избират аварийни спирателни вентили главно въз основа на капацитета на потока и цената, като пренебрегват критичния фактор на времето за реакция. Този пропуск може да има катастрофални последици, когато милисекундите са от значение за разликата между близкия инцидент и сериозното нараняване.
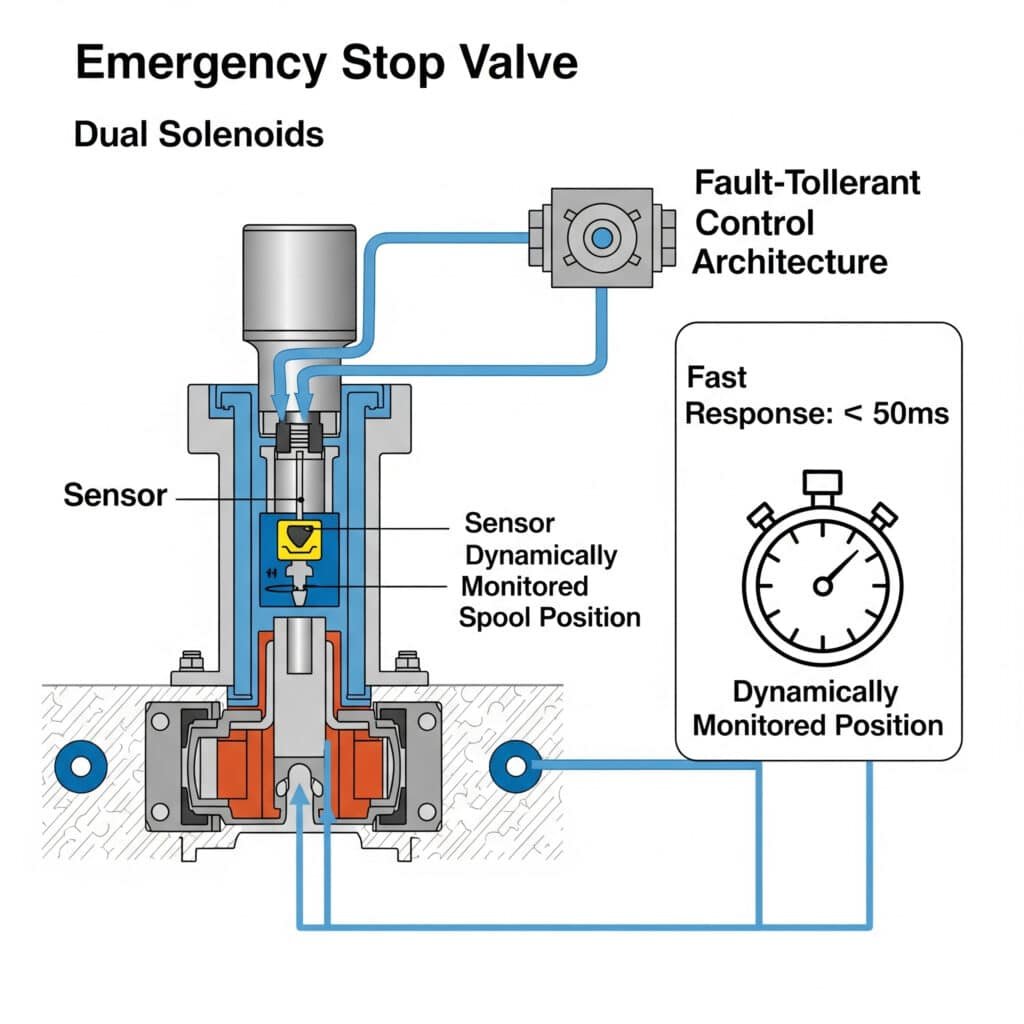
Ефективните клапани за аварийно спиране за пневматични системи трябва да постигат пълно затваряне в рамките на 15-50 ms в зависимост от нивото на риска на приложението, да поддържат постоянна ефективност през целия си експлоатационен живот и да включват възможности за наблюдение за откриване на влошаване. Най-надеждните конструкции включват двойни соленоиди с динамично наблюдавани позиции на шпулата и архитектура за управление, устойчива на грешки.
Изчерпателни стандарти за време за реакция за аварийни спирателни вентили
След като анализирах стотици инциденти, свързани с пневматичната безопасност, и проведох обширни тестове, разработих тези специфични за приложението стандарти за време за реакция:
| Категория на риска | Изисквано време за реакция | Технология на клапаните | Изисквания за мониторинг | Честота на тестване | Типични приложения |
|---|---|---|---|---|---|
| Екстремен риск | 10-15 ms | Динамично наблюдение, двоен соленоид | Непрекъснат мониторинг на цикъла, откриване на неизправности | Месечно | Високоскоростни преси, роботизирани работни клетки, автоматизирано рязане |
| Висок риск | 15-30 ms | Динамично наблюдение, двоен соленоид | Обратна връзка за позицията, откриване на неизправности | Тримесечно | Оборудване за обработка на материали, автоматизирано сглобяване, опаковъчни машини |
| Среден риск | 30-50 ms | Статичен мониторинг, двоен соленоид | Обратна връзка за позицията | Полугодишно | Конвейерни системи, проста автоматизация, обработка на материали |
| Нисък риск | 50-100 ms | Единичен соленоид с пружинно връщане | Основна обратна връзка за позицията | Ежегодно | Неопасни приложения, прости инструменти, спомагателни системи |
Методология за измерване и валидиране на времето за реакция
За да валидирате правилно работата на клапана за аварийно спиране, следвайте този изчерпателен протокол за изпитване:
Етап 1: Първоначално характеризиране на времето за реакция
Установяване на базовата производителност чрез стриктно тестване:
Електрически сигнал за първоначално движение
Измерване на закъснението между електрическото изключване и първото забележимо движение на клапана:
- Използване на високоскоростно събиране на данни (минимум 1kHz дискретизация)
- Тест при минимално, номинално и максимално захранващо напрежение
- Повторете измерванията при минимално, номинално и максимално работно налягане
- Извършване на минимум 10 цикъла за установяване на статистическа валидност
- Изчисляване на средното и максималното време за реакцияИзмерване на времето за пътуване
Определете времето, необходимо за пълното затваряне на клапана:
- Използване на сензори за поток за откриване на пълно спиране на потока
- Измерване на кривите на разпадане на налягането след клапана
- Изчисляване на ефективното време за затваряне въз основа на намаляването на потока
- Изпитване при различни условия на потока (25%, 50%, 75%, 100% от номиналния поток)
- Документиране на най-лошия сценарий за реакцияУтвърждаване на отговора на системата
Оценка на цялостното изпълнение на функцията за безопасност:
- Измерване на времето от задействащото събитие до прекратяване на опасното движение
- Включете всички компоненти на системата (сензори, контролери, клапани, задвижващи механизми).
- Изпитване при реалистични условия на натоварване
- Документиране на времето за реакция на функцията за обща безопасност
- Сравняване с изчислените изисквания за безопасно разстояние
Етап 2: Изпитване на околната среда и състоянието
Проверете ефективността на работа в цялата работна среда:
Анализ на ефекта на температурата
Изпитване на времето за реакция в пълния температурен диапазон:
- Производителност при студен старт (минимална номинална температура)
- Работа при висока температура (максимална номинална температура)
- Сценарии за динамично изменение на температурата
- Ефекти от термичното циклиране върху последователността на отговораТестване на отклоненията в доставките
Оценяване на ефективността при неидеални условия на доставка:
- Намалено захранващо налягане (минимално посочено -10%)
- Повишено налягане на подаване (максимално посочено +10%)
- Колебания на налягането по време на работа
- Замърсен подаван въздух (въведете контролирано замърсяване)
- Колебания на напрежението (±10% от номиналното)Оценка на производителността за издръжливост
Проверка на дългосрочната последователност на отговора:
- Първоначално измерване на времето за реакция
- Ускорен живот на цикъла (минимум 100 000 цикъла)
- Периодично измерване на времето за реакция по време на цикъл
- Проверка на крайното време за отговор
- Статистически анализ на отклонението на времето за реакция
Фаза 3: Изпитване на режима на отказ
Оценяване на работата при предвидими условия на повреда:
Изпитване на сценарий на частична повреда
Оценка на реакцията по време на разграждането на компонента:
- Симулирана деградация на соленоида (намалена мощност)
- Частична механична обструкция
- Повишено триене чрез контролирано замърсяване
- Намалена сила на пружината (когато е приложимо)
- Симулация на повреда на сензорАнализ на общите причини за отказ
Тестване на устойчивостта срещу системни сривове:
- Смущения в захранването
- Прекъсвания на подаването на налягане
- Екстремни условия на околната среда
- Изпитване на смущения на електромагнитната съвместимост/EMI
- Изпитване на вибрации и удари
Проучване на случай: Подобряване на безопасността на операциите по щамповане на метали
Предприятие за щамповане на метали в Пенсилвания преживява инцидент, при който системата за безопасност на пневматичната преса не успява да реагира достатъчно бързо при аварийно спиране. Съществуващият вентил е имал измерено време за реакция от 85 ms, което е позволило на пресата да продължи движението си в продължение на 38 mm след задействането на светлинната завеса.
Извършихме цялостна оценка на безопасността:
Първоначален анализ на системата
- Скорост на затваряне на пресата: 450 мм/секунда
- Време за реакция на съществуващия клапан: 85 ms
- Общо време за реакция на системата: 115 ms
- Движение след откриване: 51,75 мм
- Изисквана ефективност при безопасно спиране: <10 mm движение
Изпълнение на решението
Ние препоръчахме и приложихме тези подобрения:
| Компонент | Оригинална спецификация | Обновена спецификация | Подобряване на ефективността |
|---|---|---|---|
| Авариен спирателен вентил | Единичен соленоид, 85 ms реакция | Двойно наблюдаван соленоид, 12 ms реакция | 85.9% по-бърза реакция |
| Архитектура за управление | Основна релейна логика | Защитен PLC с диагностика | Засилено наблюдение и резервиране |
| Позиция на инсталиране | Отдалечено от задвижването | Директен монтаж към цилиндъра | Намалено забавяне на пневматичното предаване |
| Капацитет на изпускателната система | Стандартен шумозаглушител | Високопоточна бърза изпускателна система | 3,2 пъти по-бързо освобождаване на налягането |
| Система за наблюдение | Няма | Динамично следене на положението на клапана | Откриване на неизправности в реално време |
Резултати от валидирането
След внедряването системата постигна:
- Време за реакция на клапана: 12 ms (подобрение с 85,9%)
- Общо време за реакция на системата: 28 ms (подобрение от 75,7%)
- Движение след откриване: 12,6 мм (75,7% подобрение)
- Системата вече е съвместима с ISO 138552 изисквания за безопасно разстояние
- Допълнителна полза: 22% намаляване на неприятните изключвания поради подобрена диагностика
Най-добри практики за прилагане
За оптимална работа на аварийния спирателен вентил:
Критерии за избор на клапани
Съсредоточете се върху тези важни спецификации:
- Проверена документация за времето за реакция (а не само твърдения по каталог)
- Стойност B10d3 или оценка на MTTFd, подходяща за изискваното ниво на изпълнение
- Възможност за динамично наблюдение на позицията на клапана
- Толерантност към неизправности, съответстваща на нивото на риска
- Капацитет на потока с достатъчен запас от безопасност (минимум 20%)
Насоки за инсталиране
Оптимизирайте инсталацията за най-бърза реакция:
- Позиционирайте клапаните възможно най-близо до задвижванията
- Оразмеряване на захранващите линии за минимален спад на налягането
- Увеличете максимално капацитета на изпускателната система с минимални ограничения
- Внедряване на бързи изпускателни клапани за големи цилиндри
- Уверете се, че електрическите връзки отговарят на необходимото време за реакция
Протокол за поддръжка и тестване
Въвеждане на стриктно текущо валидиране:
- Документиране на базовото време за реакция при въвеждане в експлоатация
- Извършване на редовни тестове на времето за реакция на подходящи за риска интервали.
- Установяване на максимално приемливо влошаване на времето за реакция (обикновено 20%)
- Създаване на ясни критерии за подмяна или възстановяване на клапани
- Поддържане на записи от изпитвания за документация за съответствие
Как се проектират пневматични вериги за безопасност, които действително постигат своята SIL оценка?
Много пневматични вериги за безопасност имат SIL рейтинги на хартия, но не успяват да осигурят тази ефективност в реални условия поради пропуски в проектирането, неправилен избор на компоненти или неадекватно валидиране.
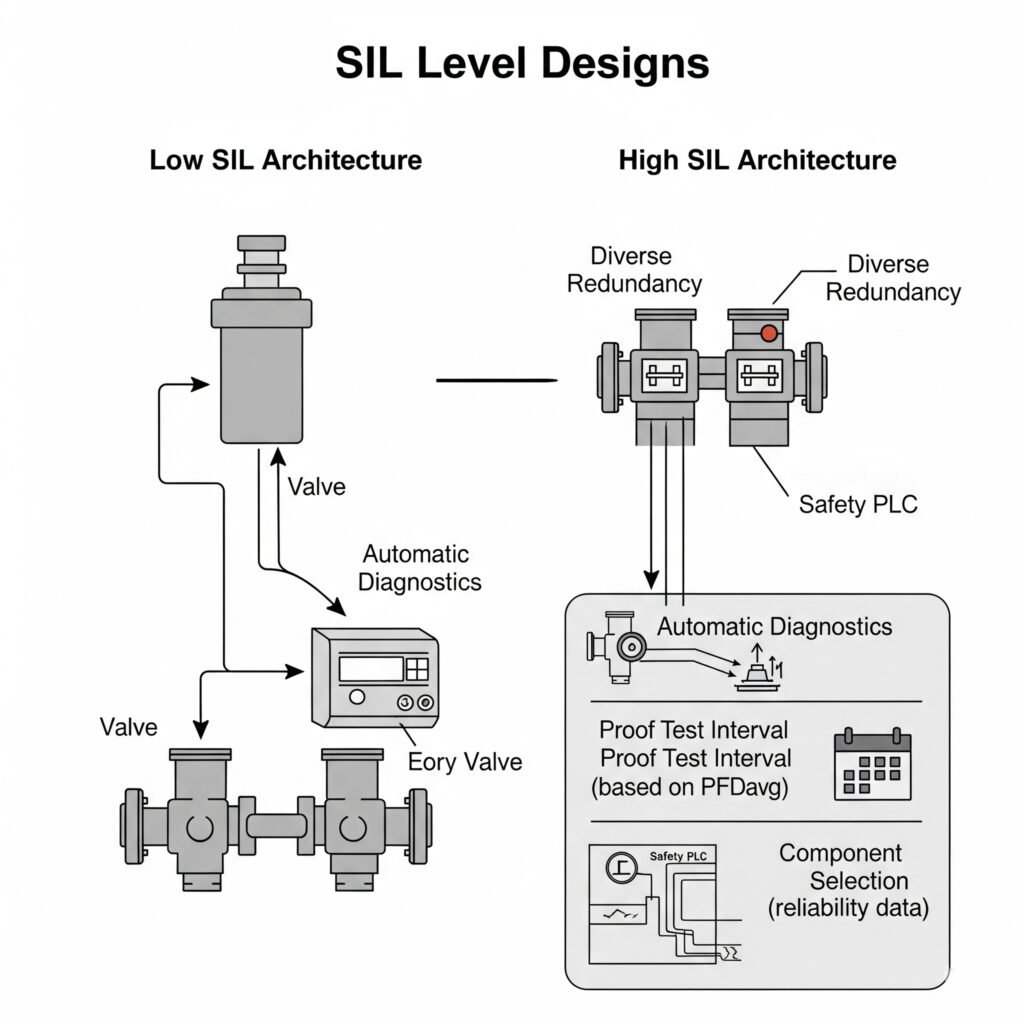
Ефективните пневматични вериги за безопасност с ниво SIL изискват систематичен избор на компоненти въз основа на данни за надеждност, архитектура, която съответства на необходимото ниво SIL, цялостен анализ на режимите на отказ и валидирани процедури за изпитване на доказателствата. Най-надеждните проекти включват разнообразни резерви, автоматична диагностика и определени интервали за изпитване на надеждност въз основа на изчислени PFDavg4 стойности.
Цялостна рамка за проектиране на SIL за пневматични вериги за безопасност
След като внедрих стотици пневматични системи за безопасност с оценка SIL, разработих този структуриран подход за проектиране:
| Ниво SIL | Необходим PFDavg | Типична архитектура | Диагностично покритие | Интервал на изпитването за доказване | Изисквания към компонентите |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ до 10-² | 1oo1 с диагностика | >60% | 1-3 години | Основни данни за надеждност, умерена MTTF |
| SIL 2 | 10-² към 10-³ | 1oo2 или 2oo3 | >90% | 6 месеца - 1 година | Сертифицирани компоненти, висок MTTF, данни за откази |
| SIL 3 | 10-³ до 10-⁴ | 2oo3 или по-добро | >99% | 1-6 месеца | Сертифициран по SIL 3, изчерпателни данни за повредите, разнообразни технологии |
| SIL 4 | 10-⁴ до 10-⁵ | Множество разнообразни съкращения | >99.9% | <1 месец | Специализирани компоненти, доказани в подобни приложения |
Структурирана методология за проектиране на SIL за пневматични системи
За да проектирате правилно пневматични вериги за безопасност с ниво на SIL, следвайте тази цялостна методология:
Фаза 1: Определяне на функцията за безопасност
Започнете с точно определяне на изискванията за безопасност:
Спецификация на функционалните изисквания
Документирайте какво точно трябва да постигне функцията за безопасност:
- Специфични опасности, които се смекчават
- Изисквано време за реакция
- Определение за безопасно състояние
- Обхванати режими на работа
- Изисквания за ръчно нулиране
- Интеграция с други функции за безопасностОпределяне на SIL Target
Определяне на необходимото ниво на интегритет на безопасността:
- Извършване на оценка на риска съгласно IEC 61508/62061 или ISO 13849
- Определяне на необходимото намаляване на риска
- Изчисляване на целевата вероятност за отказ
- Присвояване на подходяща цел на SIL
- Документиране на обосновката за избор на SILОпределяне на критериите за изпълнение
Определяне на измерими изисквания за изпълнение:
- Максимално допустима вероятност за опасна повреда
- Задължително диагностично покритие
- Минимална устойчивост на хардуерни грешки
- Системни изисквания за способности
- Условия на околната среда
- Време за изпълнение на мисията и интервали на тестовете за проверка
Етап 2: Архитектурен дизайн
Разработване на системна архитектура, която може да постигне необходимата SIL:
Декомпозиция на подсистемата
Разделете функцията за безопасност на управляеми елементи:
- Входни устройства (напр. аварийни спирания, превключватели за налягане)
- Логически решения (релета за безопасност, PLC за безопасност)
- Крайни елементи (клапани, заключващи механизми)
- Интерфейси между подсистемите
- Елементи за наблюдение и диагностикаРазработване на стратегия за съкращения
Проектиране на подходящи съкращения въз основа на изискванията на SIL:
- Излишък на компоненти (паралелно или последователно разположение)
- Разнообразни технологии за предотвратяване на повреди с обща причина
- Режим на гласуване (1oo1, 1oo2, 2oo2, 2oo3 и т.н.)
- Независимост между излишните канали
- Смекчаване на последиците от неизправности по обща причинаПроектиране на диагностична система
Разработване на цялостна диагностика, подходяща за SIL:
- Автоматични диагностични тестове и честота
- Възможности за откриване на неизправности
- Изчисляване на диагностичния обхват
- Реакция при открити неизправности
- Диагностични индикатори и интерфейси
Етап 3: Избор на компоненти
Изберете компоненти, които поддържат необходимата SIL:
Събиране на данни за надеждността
Съберете изчерпателна информация за надеждността:
- Данни за честотата на отказите (открити опасни, неоткрити опасни)
- Стойности B10d за пневматични компоненти
- Стойности на SFF (Safe Failure Fraction)
- Предишен оперативен опит
- Данни за надеждността на производителя
- Ниво на сертификация на компонента SILОценка и избор на компоненти
Оценка на компонентите спрямо изискванията на SIL:
- Проверка на сертифицирането на възможностите на SIL
- Оценка на системния капацитет
- Проверка на пригодността за околната среда
- Потвърждаване на диагностичните възможности
- Проверка на съвместимостта с архитектурата
- Оценка на податливостта към повреди, причинени от общи причиниАнализ на режима на отказ
Извършване на подробна оценка на режима на отказ:
- FMEDA (Анализ на начините на отказ, ефектите и диагностиката)
- Идентифициране на всички съответни режими на неизправност
- Класификация на отказите (безопасни, опасни, открити, неоткрити)
- Анализ на общите причини за отказ
- Механизми за износване и срок на експлоатация
Етап 4: Проверка и валидиране
Потвърдете, че проектът отговаря на изискванията на SIL:
Количествен анализ
Изчисляване на показателите за безопасност:
- PFDavg (средна вероятност за повреда при поискване)
- HFT (хардуерна толерантност към грешки)
- SFF (безопасна фракция на отказите)
- Процент на диагностично покритие
- Принос на общата причина за повреда
- Проверка на цялостното постижение на SILРазработване на процедура за изпитване за доказателство
Създаване на изчерпателни протоколи за тестване:
- Подробни стъпки за изпитване за всеки компонент
- Необходимо оборудване за изпитване и настройка
- Критерии за преминаване/непреминаване
- Определяне на честотата на изпитване
- Изисквания за документация
- Изпитване на частичен удар, когато е приложимоСъздаване на пакет с документация
Изготвяне на пълна документация за безопасност:
- Спецификация на изискванията за безопасност
- Проектни изчисления и анализ
- Информационни листове и сертификати на компонентите
- Процедури за изпитване на доказване
- Изисквания за поддръжка
- Процедури за контрол на измененията
Проучване на случай: Система за безопасност на химическата обработка
Предприятие за химическа преработка в Тексас трябваше да внедри пневматична система за безопасност с клас SIL 2 за функцията за аварийно изключване на реактора. Функцията за безопасност трябваше да осигури надеждно обезвъздушаване на пневматичните задвижвания, управляващи критични технологични клапани, в рамките на 2 секунди от аварийното състояние.
Разработихме цялостна верига за пневматична безопасност SIL 2:
Определение на функцията за безопасност
- Функция: Аварийно обезвъздушаване на пневматични задвижвания на клапани
- Безопасно състояние: Всички технологични вентили са в безопасно положение
- Време за реакция: <2 секунди до пълното обезвъздушаване
- цел SIL: SIL 2 (PFDavg между 10-² и 10-³)
- Време на експлоатация: 15 години с периодично тестване
Дизайн на архитектурата и избор на компоненти
| Подсистема | Архитектура | Избрани компоненти | Данни за надеждността | Диагностично покритие |
|---|---|---|---|---|
| Входни устройства | 1oo2 | Двойни трансмитери за налягане със сравнение | λDU = 2,3×10-⁷/час всеки | 92% |
| Логически решевател | 1oo2D | Защитен PLC с пневматични изходни модули | λDU = 5,1×10-⁸/час | 99% |
| Финални елементи | 1oo2 | Двойно контролирани предпазни изпускателни клапани | B10d = 2,5×10⁶ цикъла | 95% |
| Пневматични доставки | Излишък на серия | Двойни регулатори на налягането с мониторинг | λDU = 3,4×10-⁷/час всеки | 85% |
Резултати от проверката
- Изчислено PFDavg: 8,7×10-³ (в рамките на SIL 2)
- Толерантност към хардуерни неизправности: HFT = 1 (отговаря на изискванията на SIL 2)
- Безопасна фракция на отказ: SFF = 94% (надхвърля минимума SIL 2)
- Фактор на общата причина: β = 2% (с разнообразен избор на компоненти)
- Интервал на тестовете за проверка: 6 месеца (на базата на изчислението на PFDavg)
- Системни способности: SC 2 (всички компоненти с SC 2 или по-висока)
Резултати от изпълнението
След внедряване и валидиране:
- Системата успешно преминава проверката SIL на трета страна
- Доказателственото изпитване потвърждава изчислената производителност
- Въведено е частично тестване на инсулта за месечно валидиране
- Документирани и валидирани процедури за изпитване на пълна изпитателност
- Персоналът по поддръжката е напълно обучен за работа и тестване на системата
- Системата е извършила 12 успешни аварийни изключвания в продължение на 3 години
Най-добри практики за прилагане
За успешно внедряване на пневматични вериги за безопасност с ниво SIL:
Изисквания към документацията за проектиране
Поддържане на изчерпателна документация за проектирането:
- Спецификация на изискванията за безопасност с ясна цел за SIL
- Блок-схеми за надеждност с подробности за архитектурата
- Обосновка на избора на компоненти и информационни листове
- Изчисления и допускания за степента на отказите
- Анализ на общите причини за отказ
- Окончателни изчисления за проверка на SIL
Често срещани капани, които трябва да избягвате
Обърнете внимание на тези често срещани грешки при проектирането:
- Недостатъчна толерантност на хардуера към грешки за ниво SIL
- Недостатъчно диагностично покритие за архитектурата
- Пренебрегване на общите причини за неуспехите
- Неподходящи интервали на изпитване за проверка
- Липса на систематична оценка на способностите
- Неадекватно отчитане на състоянието на околната среда
- Недостатъчна документация за проверка на SIL
Поддръжка и управление на промените
Създаване на строги текущи процеси:
- Документирани процедури за тестване с ясни критерии за преминаване/непреминаване
- Стриктни политики за замяна на компоненти (сходни)
- Процес на управление на промените за всички модификации
- Система за проследяване и анализ на откази
- Периодично потвърждаване на изчисленията на SIL
- Програма за обучение на персонала по поддръжката
Как да валидирате заключващите механизми с двойно налягане, за да сте сигурни, че те наистина работят?
Блокиращите механизми с двойно налягане са критични предпазни устройства, които предотвратяват неочаквано движение в пневматичните системи, но много от тях се прилагат без подходящо валидиране, което създава фалшиво чувство за сигурност.
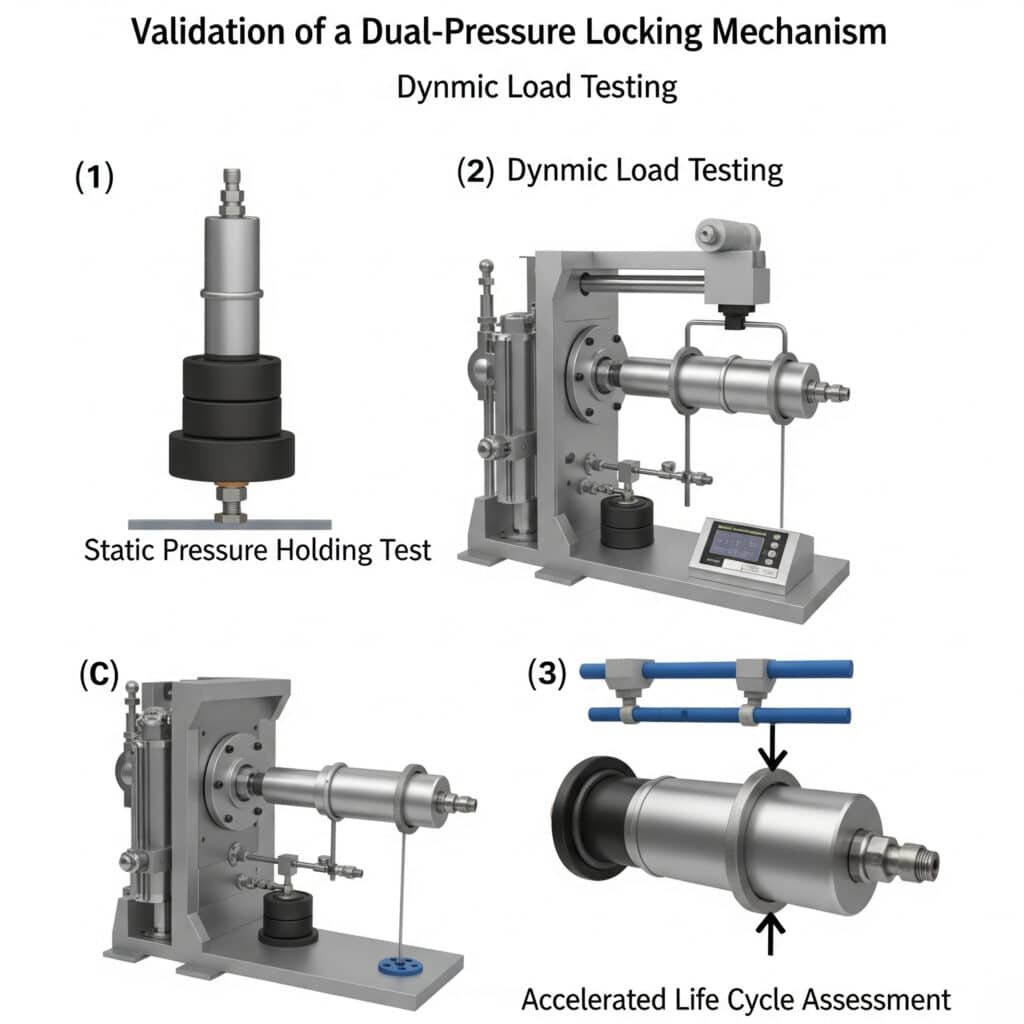
Ефективното валидиране на заключващите механизми с двойно налягане изисква цялостно изпитване при всички предвидими условия на работа, анализ на режимите на отказ и периодична проверка на работата. Най-надеждните процеси на валидиране съчетават статични тестове за задържане под налягане, динамични тестове за натоварване и ускорена оценка на жизнения цикъл, за да се гарантира постоянна работа през целия експлоатационен живот на устройството.
Цялостна рамка за валидиране на механизма за заключване под двойно налягане
След като внедрих и валидирах стотици заключващи системи с двойно налягане, разработих този структуриран подход за валидиране:
| Фаза на валидиране | Методи за изпитване | Критерии за приемане | Изисквания към документацията | Честота на валидиране |
|---|---|---|---|---|
| Утвърждаване на дизайна | FEA анализ5, изпитване на прототипи, анализ на начина на отказ | Нулево движение при номинално натоварване 150%, поведение, което не позволява да се откаже. | Проектни изчисления, протоколи от изпитвания, документация за FMEA | Веднъж по време на фазата на проектиране |
| Валидиране на производството | Тестване на натоварването, тестване на цикъла, измерване на времето за реакция | 100% заключване, постоянна работа | Сертификати за изпитване, данни за експлоатационните характеристики, записи за проследимост | Всяка производствена партида |
| Утвърждаване на инсталацията | Тестване на натоварване на място, проверка на времето, тестване на интеграцията | Правилно функциониране при реално приложение | Контролен списък за инсталиране, резултати от изпитвания, доклад за въвеждане в експлоатация | Всяка инсталация |
| Периодично валидиране | Визуална проверка, функционално изпитване, частично изпитване на натоварване | Поддържана производителност в рамките на 10% от първоначалната спецификация | Записи от инспекции, резултати от тестове, анализ на тенденциите | Въз основа на оценка на риска (обикновено 3-12 месеца) |
Структуриран процес на валидиране на механизма за заключване под двойно налягане
За да валидирате правилно заключващите механизми с двойно налягане, следвайте този цялостен процес:
Фаза 1: Утвърждаване на дизайна
Проверка на основната концепция на дизайна:
Анализ на механичния дизайн
Оценяване на основните механични принципи:
- Изчисления на баланса на силите при всякакви условия
- Анализ на напрежението на критични компоненти
- Анализ на подреждането на допустимите отклонения
- Проверка на избора на материал
- Устойчивост на корозия и околна средаАнализ на режимите и ефектите от откази
Извършване на цялостна FMEA:
- Идентифициране на всички потенциални начини на отказ
- Оценка на последиците от неизправността и критичността
- Определяне на методите за откриване
- Изчисляване на номера на приоритет на риска (RPN)
- Разработване на стратегии за смекчаване на последиците от високорискови повредиТестване на производителността на прототипа
Проверка на ефективността на проекта чрез изпитване:
- Проверка на статичния капацитет на задържане
- Динамично тестване на ангажираността
- Измерване на времето за реакция
- Изпитване на състоянието на околната среда
- Ускорено изпитване на жизнения цикъл
Етап 2: Утвърждаване на производството
Осигуряване на постоянно качество на производството:
Протокол за проверка на компонента
Проверете спецификациите на критичните компоненти:
- Проверка на размерите на заключващите елементи
- Потвърждение за сертифициране на материала
- Проверка на повърхностното покритие
- Проверка на термичната обработка, когато е приложимо
- Безразрушителен контрол за критични компонентиИзпитване за проверка на монтажа
Потвърдете правилното сглобяване и регулиране:
- Правилно подравняване на заключващите елементи
- Правилно предварително натоварване на пружините и механичните елементи
- Подходящ въртящ момент на скрепителните елементи
- Правилно уплътняване на пневматичните вериги
- Правилно регулиране на всички променливи елементиФункционално изпитване на производителността
Проверете работата преди монтажа:
- Проверка на задействането на заключването
- Измерване на силата на задържане
- Време за ангажиране/отказ от ангажиране
- Изпитване на течове от пневматични вериги
- Циклично изпитване (минимум 1000 цикъла)
Етап 3: Утвърждаване на инсталацията
Проверете производителността в реалното приложение:
Контролен списък за проверка на инсталацията
Потвърдете правилните условия за монтаж:
- Подравняване и стабилност на монтажа
- Качество и налягане на пневматичното захранване
- Интегритет на контролния сигнал
- Опазване на околната среда
- Достъпност за проверка и поддръжкаТестване на интегрирана система
Проверка на работата на цялата система:
- Взаимодействие със системата за управление
- Реакция на сигнали за аварийно спиране
- Работа при реални условия на натоварване
- Съвместимост с работния цикъл
- Интеграция със системи за наблюдениеТестване на натоварването за конкретни приложения
Валидиране на работата в реални условия:
- Статичен тест за задържане на натоварването при максимално натоварване на приложението
- Динамично изпитване на натоварването при нормална работа
- Устойчивост на вибрации при работни условия
- Температурно циклиране, ако е приложимо
- Изпитване за експозиция на замърсители, ако е приложимо
Фаза 4: Периодично валидиране
Осигуряване на постоянна цялост на изпълнението:
Протокол за визуална проверка
Разработване на цялостни визуални проверки:
- Външни повреди или корозия
- Изтичане или замърсяване на течности
- Разхлабени крепежни елементи или връзки
- Изравняване и цялост на монтажа
- Индикатори за износване, когато е приложимоПроцедура за функционално изпитване
Създаване на неинвазивна проверка на производителността:
- Проверка на задействането на заключването
- Задържане при намалено тестово натоварване
- Измерване на времето
- Изпитване за течове
- Реакция на управляващия сигналИзчерпателно периодично пресертифициране
Определете основните интервали на валидиране:
- Пълно разглобяване и проверка
- Подмяна на компоненти в зависимост от състоянието
- Изпитване за пълно натоварване след повторното сглобяване
- Актуализиране на документацията и повторно сертифициране
- Оценка и удължаване на експлоатационния живот
Проучване на случай: Автоматизирана система за обработка на материали
В дистрибуторски център в Илинойс е възникнал сериозен инцидент, свързан с безопасността, когато блокиращият механизъм с двойно налягане на системата за пренасяне на материали отгоре е отказал, което е довело до неочаквано падане на товара. Разследването разкрива, че заключващият механизъм никога не е бил надлежно валидиран след инсталирането му и е имал вътрешно износване, което не е било открито.
Разработихме цялостна програма за валидиране:
Констатации от първоначалната оценка
- Конструкция на заключване: Конструкция с противоположно бутало с двойно налягане
- Работно налягане: 6,5 бара номинално
- Капацитет на натоварване: Номинална за 1 500 kg, работна с 1 200 kg
- Режим на неизправност: Разрушаване на вътрешното уплътнение, което води до намаляване на налягането
- Статус на валидиране: Само първоначално фабрично изпитване, без периодично валидиране
Изпълнение на програмата за валидиране
Приложихме този многофазен подход за валидиране:
| Елемент за валидиране | Методология за изпитване | Резултати | Коригиращи действия |
|---|---|---|---|
| Преглед на дизайна | Инженерен анализ, FEA моделиране | Подходяща граница на проектиране, но недостатъчен мониторинг | Добавен мониторинг на налягането, модифициран дизайн на уплътнението |
| Анализ на режима на отказ | Изчерпателна FMEA | Идентифицирани 3 критични режима на неизправност без откриване | Въведено наблюдение за всеки критичен режим на отказ |
| Изпитване на статично натоварване | Прилагане на увеличен товар към 150% от номиналния капацитет | Всички единици са преминали след промени в дизайна | Установено като изискване за годишно изпитване |
| Динамично представяне | Циклично изпитване с натоварване | 2 единици показаха по-бавно от определеното ангажиране | Възстановени устройства с подобрени компоненти |
| Система за наблюдение | Непрекъснато наблюдение на налягането с аларма | Успешно откриване на симулирани течове | Интегрирана със системата за безопасност на обекта |
| Периодично валидиране | Разработена тристепенна програма за инспекции | Установени базови данни за изпълнението | Създаване на документация и програма за обучение |
Резултати от програмата за валидиране
След прилагане на цялостната програма за валидиране:
- 100% от заключващите механизми вече отговарят или надхвърлят спецификациите
- Автоматизираният мониторинг осигурява непрекъснато валидиране
- Програма за месечни инспекции за ранно откриване на проблеми
- Годишните тестове за натоварване потвърждават постоянната ефективност
- Нула инциденти, свързани с безопасността, за 30 месеца от въвеждането
- Допълнително предимство: намаляване на спешната поддръжка с 35%
Най-добри практики за прилагане
За ефективно валидиране на заключващия механизъм с двойно налягане:
Изисквания към документацията
Поддържане на изчерпателни записи за валидиране:
- Доклади и изчисления за валидиране на проекта
- Сертификати за производствени изпитвания
- Контролни списъци за валидиране на инсталацията
- Записи от периодични проверки
- Разследване на грешки и коригиращи действия
- История на модификациите и резултати от повторното валидиране
Оборудване за изпитване и калибриране
Гарантиране на целостта на измерването:
- Оборудване за изпитване на натоварването с валидно калибриране
- Устройства за измерване на налягането с подходяща точност
- Системи за измерване на времето за валидиране на реакциите
- Възможности за симулация на околната среда, когато е необходимо
- Автоматизирано събиране на данни за постигане на последователност
Управление на програмата за валидиране
Създаване на стабилни процеси на управление:
- Ясно разпределение на отговорностите за дейностите по валидиране
- Изисквания за компетентност на персонала по валидиране
- Преглед на резултатите от валидирането от страна на ръководството
- Процес на коригиращи действия при неуспешни валидирания
- Непрекъснато подобряване на методите за валидиране
- Управление на промените за актуализации на програмата за валидиране
Заключение
Внедряването на наистина ефективни пневматични системи за безопасност изисква цялостен подход, който надхвърля основното съответствие. Като се съсредоточат върху трите обсъдени критични елемента - бързо реагиращи аварийни спирателни клапани, правилно проектирани вериги за безопасност с клас SIL и валидирани механизми за блокиране при двойно налягане - организациите могат значително да намалят риска от сериозни наранявания, като често подобряват оперативната ефективност.
Най-успешните внедрявания на системи за безопасност разглеждат валидирането като непрекъснат процес, а не като еднократно събитие. Чрез създаване на надеждни протоколи за изпитване, поддържане на изчерпателна документация и непрекъснато наблюдение на ефективността можете да гарантирате, че вашите пневматични системи за безопасност осигуряват надеждна защита през целия си експлоатационен живот.
Често задавани въпроси относно пневматичните системи за безопасност
Колко често трябва да се тестват аварийните спирателни вентили, за да се гарантира, че те запазват своето време за реакция?
Аварийните спирателни вентили трябва да се изпитват на интервали, определени от тяхната категория на риск и приложение. Приложенията с висок риск изискват месечно изпитване, приложенията със среден риск - тримесечно изпитване, а приложенията с нисък риск - полугодишно или годишно изпитване. Тестването трябва да включва както измерване на времето за реакция, така и проверка на пълната функционалност. Освен това всеки вентил, при който се наблюдава влошаване на времето за реакция с повече от 20% спрямо първоначалната му спецификация, трябва незабавно да бъде заменен или ремонтиран, независимо от редовния график за изпитване.
Коя е най-честата причина пневматичните вериги за безопасност да не постигнат определената им SIL степен в реални приложения?
Най-честата причина, поради която пневматичните вериги за безопасност не успяват да постигнат определената им SIL оценка, е неадекватното отчитане на общите причини за отказ (CCF). Въпреки че проектантите често се фокусират върху надеждността на компонентите и архитектурата на резервиране, те често подценяват въздействието на фактори, които могат да засегнат едновременно няколко компонента, като например замърсено подаване на въздух, колебания на напрежението, екстремни условия на околната среда или грешки при поддръжката. Правилният анализ на CCF и смекчаването им могат да подобрят ефективността на SIL от 3 до 5 пъти в типични пневматични приложения за безопасност.
Могат ли механизмите за заключване с двойно налягане да се монтират допълнително към съществуващи пневматични системи или изискват цялостно препроектиране на системата?
Механизмите за заключване с двойно налягане могат успешно да бъдат монтирани в повечето съществуващи пневматични системи без цялостно препроектиране, въпреки че конкретното изпълнение зависи от архитектурата на системата. При системите, базирани на цилиндри, външните заключващи устройства могат да се добавят с минимални промени. За по-сложни системи модулните предпазни блокове могат да бъдат интегрирани в съществуващите вентилни колектори. Ключовото изискване е правилното валидиране след инсталирането, тъй като модернизираните системи често имат различни експлоатационни характеристики от първоначално проектираните системи. Обикновено при правилно изпълнение допълнително монтираните заключващи механизми постигат 90-95% от характеристиките на интегрираните конструкции.
Каква е връзката между времето за реакция и разстоянието на безопасност при пневматичните системи за безопасност?
Връзката между времето за реакция и безопасното разстояние следва формулата S = (K × T) + C, където S е минималното безопасно разстояние, K е скоростта на приближаване (обикновено 1600-2000 mm/s за движения на ръка/ръка), T е общото време за реакция на системата (включително откриване, обработка на сигнала и реакция на клапана), а C е допълнително разстояние, основано на потенциала за проникване. При пневматичните системи всяко намаляване на времето за реакция на клапана с 10 ms обикновено позволява намаляване на разстоянието на безопасност с 16-20 mm. Тази зависимост прави клапаните с бърза реакция особено ценни в приложения с ограничено пространство, където постигането на големи разстояния на безопасност е непрактично.
Как факторите на околната среда влияят върху работата на пневматичните системи за безопасност?
Факторите на околната среда оказват значително влияние върху работата на пневматичните системи за безопасност, като температурата има най-силно изразено въздействие. Ниските температури (под 5°C) могат да увеличат времето за реакция с 15-30% поради повишения вискозитет на въздуха и твърдостта на уплътнението. Високите температури (над 40°C) могат да намалят ефективността на уплътнението и да ускорят разрушаването на компонента. Влажността влияе върху качеството на въздуха и може да доведе до появата на вода в системата, което може да доведе до проблеми с корозията или замръзването. Замърсяването от промишлена среда може да запуши малки отвори и да повлияе на движението на клапана. Вибрациите могат да разхлабят връзките и да причинят преждевременно износване на компонентите. Цялостното валидиране трябва да включва тестване в пълния диапазон на околната среда, който се очаква в приложението.
Каква документация се изисква, за да се докаже съответствие със стандартите за безопасност за пневматични системи?
Цялостната документация за безопасност на пневматичните системи трябва да включва:
(1) Оценка на риска, документираща опасностите и необходимото намаляване на риска; (2) Спецификации на изискванията за безопасност, подробно описващи изискванията за изпълнение и функциите за безопасност;
(3) Документация за проектиране на системата, включително обосновка на избора на компоненти и решения за архитектурата; (4) Доклади за изчисленията, доказващи постигането на изискваните нива на ефективност или SIL; (5) Доклади за тестовете за валидиране, потвърждаващи ефективността на системата;
(6) Записи за проверка на инсталацията; (7) Процедури за периодична проверка и изпитване;
(8) Изисквания за поддръжка и записи;
(9) Материали за обучение и записи за компетентност; и
(10) Управление на процедурите за промяна. Тази документация трябва да се поддържа през целия жизнен цикъл на системата и да се актуализира при извършване на промени.
-
Предлага подробно обяснение на нивото на интегритет на безопасността (SIL) - мярка за ефективността на системата за безопасност по отношение на вероятността за отказ при поискване (PFD), както е определено в стандарти като IEC 61508. ↩
-
Предоставя информация за международния стандарт ISO 13855, който определя параметрите за позициониране на предпазни устройства въз основа на скоростта на частите на човешкото тяло и общото време за спиране на функцията за безопасност. ↩
-
Обяснява концепцията за B10d, показател за надеждност, представляващ броя на циклите, при които се очаква 10% от извадка от механични или пневматични компоненти да се повредят опасно, използван при изчисленията за безопасност. ↩
-
Описва вероятността за отказ при поискване (PFDavg), средната вероятност системата за безопасност да не изпълни проектираната си функция при възникване на поискване, което е ключов показател за определяне на SIL на системата. ↩
-
Предоставя общ преглед на анализа на крайните елементи (FEA) - компютъризиран метод за прогнозиране на реакцията на даден продукт на реални сили, вибрации, топлина и други физически въздействия чрез разделянето му на краен брой малки елементи. ↩
