

Производствените предприятия губят над $2,3 млн. годишно за прекомерна консумация на въздух поради лош дизайн на уплътненията, като 52% от цилиндрите работят с триене при откъсване 3-5 пъти по-високо от необходимото, а 41% изпитват нестабилно движение от поведение на прилепване и приплъзване1 което намалява точността на позициониране с до 85% и значително увеличава разходите за поддръжка. ⚡
Конструкцията на уплътнението на буталото пряко контролира нивата на триене, като съвременните уплътнения с ниско триене намаляват триенето при откъсване от 15-25% работна сила до само 3-8%, а оптимизираната геометрия на уплътнението, усъвършенстваните материали като Съединения на ПТФЕ2и правилната конструкция на жлебовете свеждат до минимум триенето при работа до 1-3% от силата на системата, което позволява плавно движение, намалена консумация на въздух и удължен живот на цилиндъра, надхвърлящ 10 милиона цикъла.
Вчера помогнах на Маркъс, инженер по поддръжката в завод за прецизно производство в Уисконсин, чиито цилиндри изразходваха 40% повече въздух от очакваното поради уплътнения с високо триене. След като премина към нашата конструкция на уплътненията с ниско триене Bepto, консумацията на въздух спадна с 35%, а точността на позициониране се подобри значително. 🎯
Съдържание
- Каква е разликата между откъсващото се и работещото триене в уплътненията на цилиндрите?
- Как материалите и геометрията на уплътненията влияят върху ефективността на триене?
- Кои конструкции уплътнения осигуряват най-ниско триене за приложения с висока производителност?
- Как да оптимизирате избора на уплътнения, за да намалите до минимум общото триене в системата?
Каква е разликата между откъсващото се и работещото триене в уплътненията на цилиндрите?
Разбирането на фундаменталните разлики между статичното триене при откъсване и динамичното триене при движение позволява на инженерите да избират оптимални конструкции на уплътнения за специфични изисквания за работа.
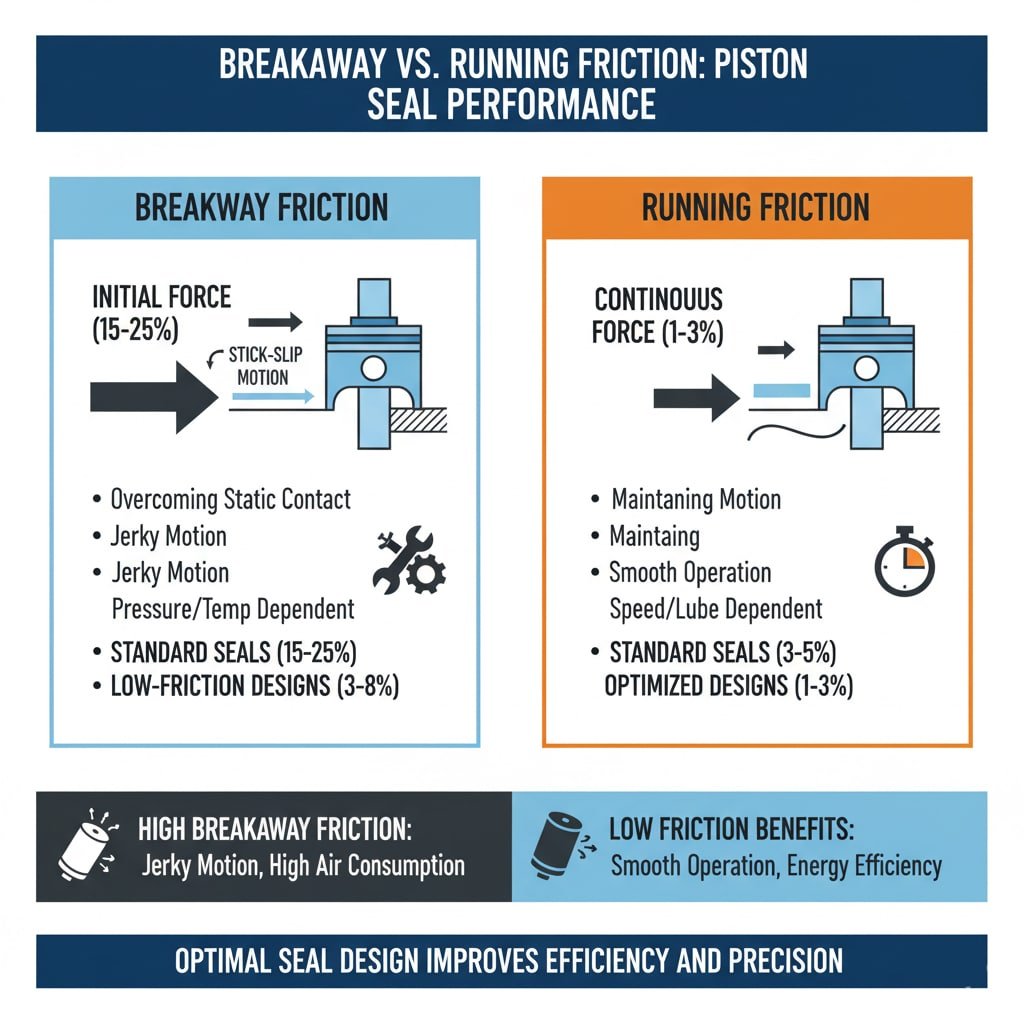
Триенето при откъсване е първоначалната сила, необходима за преодоляване на статичното триене и започване на движението на буталото, обикновено 15-25% от работната сила при стандартни уплътнения, но може да се намали до 3-8% при конструкции с ниско триене, докато работното триене е непрекъснатата сила, необходима за поддържане на движението при 1-3% от системната сила, като съотношението между откъсване и работа определя плавността на движението и енергийната ефективност.
Характеристики на триене при откъсване
Основи на статичното триене:
- Първоначална устойчивост: Сила, необходима за преодоляване на статичния контакт на уплътнението
- Поведение на прилепване и приплъзване: Тръгващо движение от високи сили на откъсване
- Зависимост от налягането: По-високото налягане увеличава триенето при откъсване
- Въздействие на температурата: Студените условия увеличават статичното триене
Типични стойности на прекъсване:
| Тип на уплътнението | Триене при счупване | Обхват на налягането | Въздействие на температурата |
|---|---|---|---|
| Стандартен О-пръстен | 20-25% | 2-8 бара | +50% при 0°C |
| Уплътнение на устните | 15-20% | 2-10 бара | +30% при 0°C |
| Съединение с ниско триене | 5-8% | 2-12 бара | +15% при 0°C |
| Усъвършенстван PTFE | 3-5% | 2-15 бара | +10% при 0°C |
Свойства на триене при движение
Динамично поведение при триене:
- Непрекъснато съпротивление: Сила, необходима по време на движение
- Зависимост от скоростта: Триенето варира в зависимост от скоростта
- Ефекти от смазването: Правилното смазване намалява триенето при движение
- Характеристики на износване: Промени в триенето по време на живота на уплътнението
Сравнение на производителността:
- Стандартни уплътнения: 3-5% текущо триене
- Оптимизирани дизайни: 1-3% текущо триене
- Премиум материали: 0.5-2% текущо триене
- Решения по поръчка: <1% за специални приложения
Въздействие върху производителността на системата
Проблеми с високото триене при откъсване:
- Отривисто движение: Лоша точност на позициониране
- Повишена консумация на въздух: По-високи изисквания за налягане
- Намалена скорост на цикъла: По-бавна работа на системата
- Преждевременно износване: Натоварване на компонентите на системата
Ползи от ниското триене:
- Плавна работа: Възможност за прецизно позициониране
- Енергийна ефективност: Намалена консумация на въздух
- По-бързи цикли: По-високи нива на производство
- Удължен живот: По-малко износване на всички компоненти
Как материалите и геометрията на уплътненията влияят върху ефективността на триене?
Свойствата на материала на уплътнението и геометричните параметри на конструкцията оказват пряко влияние върху характеристиките на триене, което позволява на инженерите да оптимизират работата за конкретни приложения.
Материалите за уплътнения влияят на триенето чрез повърхностната енергия и деформационните характеристики, като съединенията на PTFE осигуряват 60-80% по-ниско триене от стандартната гума, докато геометричните фактори като контактна площ, ъгъл на уплътнението и дизайн на жлеба влияят на триенето чрез контролиране на разпределението на контактното налягане, като оптимизираните комбинации постигат коефициенти на триене3 под 0,05 в сравнение с 0,15-0,25 за стандартните проекти.

Свойства на материала Въздействие
Сравнение на коефициента на триене:
| Тип материал | Статично триене | Динамично триене | Температурен диапазон | Дълготрайност |
|---|---|---|---|---|
| NBR (стандарт) | 0.20-0.25 | 0.15-0.20 | От -20°C до +80°C | Добър |
| Полиуретан | 0.15-0.20 | 0.10-0.15 | -30°C до +90°C | Отличен |
| ПТФЕ съединение | 0.05-0.08 | 0.03-0.05 | -40°C до +200°C | Много добър |
| Усъвършенстван PTFE | 0.03-0.05 | 0.02-0.03 | -50°C до +250°C | Отличен |
Геометрични фактори за проектиране
Оптимизиране на профила на уплътнението:
- Зона за контакт: По-малкият контакт намалява триенето
- Ъгъл на устните: Оптимизираните ъгли намаляват до минимум съпротивлението
- Радиус на ръба: Плавните преходи намаляват турбуленцията
- Прилягане на жлеба: Правилните разстояния предотвратяват деформации
Параметри на дизайна:
| Характеристика на дизайна | Стандартен дизайн | Оптимизиран дизайн | Намаляване на триенето |
|---|---|---|---|
| Ширина на контакта | 2-3 мм | 0,5-1 мм | 40-60% |
| Ъгъл на устните | 45-60° | 15-30° | 30-50% |
| Повърхностно покритие | Ra 1.6μm | Ra 0,4 μm | 20-30% |
| Разстоянието между каналите | Плътно прилягане | Контролиран клирънс | 25-35% |
Усъвършенствани технологии за материали
Съвременни съединения за уплътнения:
- Запълнен PTFE: Армировка от стъклени или въглеродни влакна
- Добавки за ниско триене: Молибденов дисулфид, графит
- Хибридни материали: Съчетаване на множество предимства на полимерите
- Персонализирани формулировки: Адаптирани за специфични приложения
Иновация на печата Bepto
Нашите усъвършенствани конструкции на уплътнения се отличават с:
- Патентовани съединения на PTFE с изключително ниско триене
- Оптимизирани геометрични профили за минимален контакт
- Прецизно производство осигуряване на постоянна производителност
- Специфични за приложението материали за взискателни среди
Кои конструкции уплътнения осигуряват най-ниско триене за приложения с висока производителност?
Съвременните конструкции на уплътненията включват усъвършенствани материали и оптимизирани геометрии за постигане на свръхниско триене за взискателни приложения.
Уплътненията с най-ниско триене съчетават асиметрична геометрия на устните4 с усъвършенствани съединения на PTFE и микротекстурирани повърхности5, като се постига триене при откъсване под 3% и триене при движение под 1%, а специализирани конструкции като разделени уплътнения, конфигурации с пружини и конструкции от различни материали осигуряват още по-ниско триене за критични приложения, изискващи прецизно позициониране и минимална консумация на енергия.
Видове уплътнения с изключително ниско триене
Разширени конфигурации на уплътненията:
| Дизайн на печата | Триене при счупване | Триене при работа | Основни характеристики |
|---|---|---|---|
| Асиметрична устна | 2-4% | 0.8-1.5% | Оптимизирана геометрия на контакта |
| Сплит пръстен | 1-3% | 0.5-1.0% | Намалено контактно налягане |
| Пружиниран | 3-5% | 1.0-2.0% | Постоянна сила на запечатване |
| Многокомпонентни | 1-2% | 0.3-0.8% | Специализирани материали |
Функции с висока производителност
Иновации в дизайна:
- Повърхности с микротекстура: Намаляване на контактната площ с 40-60%
- Асиметрични профили: Оптимизиране на разпределението на налягането
- Вградено смазване: Вградено намаляване на триенето
- Модулна конструкция: Сменяеми компоненти за износване
Подобрения на производителността:
- Обработка на повърхността: Намаляване на коефициента на триене
- Прецизно производство: Премахване на високите точки
- Качествени материали: Последователно представяне
- Строго тестване: Проверени данни за изпълнението
Специфични за приложението решения
Приложения за прецизно позициониране:
- Изключително ниско триене: <1% откъсващо се триене
- Последователно представяне: Минимални промени през целия живот
- Висока разделителна способност: Плавни микроподвизи
- Дълъг живот: >10 милиона цикъла
Високоскоростни приложения:
- Минимално триене при движение: <0,5% при работни скорости
- Температурна стабилност: Запазване на производителността при високи скорости
- Устойчивост на износване: Удължен експлоатационен живот
- Заглушаване на вибрациите: Безпроблемна работа
Разработване на персонализирани печати
В Bepto разработваме уплътнения по поръчка за екстремни изисквания:
- Анализ на приложенията за определяне на оптималния дизайн
- Разработване на прототип с тестване на производителността
- Валидиране на производството осигуряване на последователност на качеството
- Текуща подкрепа за оптимизиране на производителността
Лиза, инженер по проектиране в производител на полупроводниково оборудване в Калифорния, се нуждаеше от изключително прецизно позициониране с минимално триене. Нашият персонализиран дизайн на уплътнението Bepto постигна <1% откъсващо се триене, което позволи на нейното оборудване да отговори на изискванията за позициониране на нанометрично ниво. 🔬
Как да оптимизирате избора на уплътнения, за да намалите до минимум общото триене в системата?
Оптимизирането на избора на уплътнение изисква систематичен анализ на изискванията за приложение, условията на работа и приоритетите на работата, за да се постигне минимално общо триене в системата.
Оптимизацията на общото триене в системата включва анализ на всички източници на триене, включително уплътненията на буталото (общо 40-60%), уплътненията на пръта (20-30%), направляващите елементи (15-25%), и избор на комбинации от уплътнения, които минимизират кумулативното триене, като същевременно поддържат ефективността на уплътнението, като правилната оптимизация намалява общото триене в системата с 50-70% и разхода на въздух с 30-50% в сравнение със стандартните пакети уплътнения.
Анализ на триенето на системата
Разпределение на източниците на триене:
| Компонент | Принос на триенето | Потенциал за оптимизация | Въздействие върху производителността |
|---|---|---|---|
| Уплътнения на буталото | 40-60% | Висока | Плавност на движението |
| Уплътнения на пръта | 20-30% | Среден | Изтичане срещу триене |
| Водещи втулки | 15-25% | Среден | Стабилност на подравняването |
| Вътрешни компоненти | 5-15% | Нисък | Обща ефективност |
Методология за подбор
Процес на оптимизация:
- Определяне на изискванията: Скорост, прецизност, налягане, среда
- Анализирайте условията на натоварване: Сили, налягания, температури
- Преценете възможностите за уплътнение: Материали, конструкции, конфигурации
- Изчислете общото триене: Сумиране на всички източници на триене
- Потвърждаване на ефективността: Изпитване и проверка
Приоритети за изпълнение:
| Тип приложение | Първична загриженост | Фокус върху избора на уплътнение |
|---|---|---|
| Прецизно позициониране | Залепване | Изключително ниско триене при откъсване |
| Високоскоростно колоездене | Ефективност | Минимално триене при движение |
| Услуга при тежки условия | Дълготрайност | Балансирано триене/живот |
| Чувствителни към разходите | Икономика | Оптимизирана производителност/разходи |
Стратегии за намаляване на триенето
Систематичен подход:
- Подобряване на материала на уплътнението: Усъвършенствани съединения
- Оптимизиране на геометрията: Намалени контактни зони
- Обработка на повърхността: Покрития, намаляващи триенето
- Подобряване на смазването: Подобрена доставка на смазочни материали
- Системна интеграция: Координиран избор на компоненти
Валидиране на ефективността
Методи за изпитване:
- Измерване на триенето: Количествена оценка на действителните резултати
- Изпитване на цикъла: Проверка на дългосрочната последователност
- Изпитване на околната среда: Потвърждаване на работата при температура/налягане
- Полево валидиране: Проверка на производителността в реални условия
Услуги за оптимизация на Bepto
Ние предлагаме цялостна оптимизация на триенето:
- Анализ на системата идентифициране на всички източници на триене
- Насоки за избор на уплътнение на базата на доказани методологии
- Разработване на персонализирани печати за екстремни изисквания
- Изпитване на ефективността валидиране на резултатите от оптимизацията
Дейвид, ръководител на проект в компания за оборудване за хранително-вкусовата промишленост в Тексас, се бореше с непостоянната работа на цилиндъра. Нашата оптимизация на системата Bepto намали общото му триене с 65%, като подобри качеството на продукта и намали поддръжката с 40%. 🍕
Заключение
Правилната конструкция на уплътнението на буталото оказва значително влияние върху триенето в системата, като съвременните уплътнения с ниско триене намаляват триенето при откъсване и работа, като същевременно подобряват точността на позициониране, енергийната ефективност и цялостната производителност на системата.
Често задавани въпроси за конструкцията на уплътнението на буталото и триенето
В: Кой е най-ефективният начин за намаляване на триенето при откъсване в съществуващите цилиндри?
Най-ефективният подход е преминаването към уплътнителни материали с ниско триене, като например усъвършенствани съединения на ПТФЕ, които могат да намалят триенето при откъсване с 60-80%. Това често изисква минимални модификации на съществуващите цилиндри, като същевременно осигурява незабавни подобрения на производителността.
В: Как да разбера дали триенето на моя цилиндър е твърде високо за моето приложение?
Признаците за прекомерно триене включват отривисто движение, непоследователно позициониране, по-висока от очакваната консумация на въздух и бавно време на цикъла. Ако силата на откъсване надхвърля 10% от работната сила или имате поведение на прилепване, е необходимо оптимизиране на триенето.
Въпрос: Могат ли уплътненията с ниско триене да поддържат адекватни уплътнителни характеристики?
Да, съвременните уплътнения с ниско триене са проектирани така, че да поддържат отлично уплътнение, като същевременно намаляват триенето. Усъвършенстваните материали и оптимизираните геометрии осигуряват едновременно ниско триене и надеждно уплътняване за милиони цикли, когато са правилно подбрани за приложението.
В: Какъв е типичният период на възвръщаемост на инвестицията за преминаване към уплътнения с ниско триене?
При повечето приложения възвръщаемостта е в рамките на 6-18 месеца благодарение на намаленото потребление на въздух, повишената производителност и по-ниските разходи за поддръжка. Приложенията с висок цикъл на работа често постигат възвръщаемост за 3-6 месеца благодарение на значителните икономии на енергия.
Въпрос: Как се променя триенето на уплътнението по време на експлоатационния живот на цилиндъра?
Добре проектираните уплътнения с ниско триене поддържат постоянна производителност през целия си експлоатационен живот, като триенето обикновено се увеличава само с 10-20%, преди да се наложи подмяна. При лоши конструкции на уплътненията триенето може да се увеличи с 100-200%, което показва необходимост от незабавна подмяна.
-
Научете повече за явлението "приплъзване" и за това как то предизвиква неравномерно движение в механичните системи. ↩
-
Открийте свойствата на съединенията на PTFE и защо те се използват в приложения с ниско триене. ↩
-
Разгледайте понятието "коефициент на триене" и методите, използвани за неговото измерване. ↩
-
Разберете принципите на проектиране на асиметричните уплътнения и как те оптимизират ефективността на уплътняването. ↩
-
Прочетете подробното ръководство за това как повърхностите с микротекстуриране могат значително да намалят триенето. ↩
