

Způsobují vaše pneumatické přípravky nesouosost, problémy s kvalitou způsobené vibracemi nebo nadměrnou dobu výměny? Tyto běžné problémy často pramení z nesprávného výběru upínacích přípravků, což vede ke zpoždění výroby, zmetkům v kvalitě a zvýšeným nákladům na údržbu. Výběr správného pneumatického upínače může tyto kritické problémy okamžitě vyřešit.
Ideální pneumatický přípravek musí poskytovat přesnou synchronizaci s více čelistmi, účinné tlumení vibrací a rychlou výměnu kompatibilní se stávajícími systémy. Správný výběr vyžaduje pochopení standardů přesnosti synchronizace, antivibračních dynamických charakteristik a požadavků na kompatibilitu pro rychlou výměnu mechanismů.
Nedávno jsem konzultoval s výrobcem automobilových součástek, který zaznamenával míru zmetkovitosti 4,2% kvůli nesouososti dílů a vadám způsobeným vibracemi. Po zavedení správně specifikovaných pneumatických přípravků s vylepšenou synchronizací a kontrolou vibrací klesla míra zmetkovitosti pod 0,3%, čímž se ušetřilo více než $230 000 ročně na zmetcích a nákladech na přepracování. Dovolte mi, abych se s vámi podělil o poznatky týkající se výběru dokonalého pneumatického přípravku pro vaši aplikaci.
Obsah
- Jak používat standardy přesnosti synchronizace více čelistí pro přesné aplikace
- Dynamická analýza antivibrační konstrukce pro optimální stabilitu
- Průvodce kompatibilitou rychlovýměnných mechanismů pro efektivní výměnu dílů
Jak používat standardy přesnosti synchronizace více čelistí pro přesné aplikace
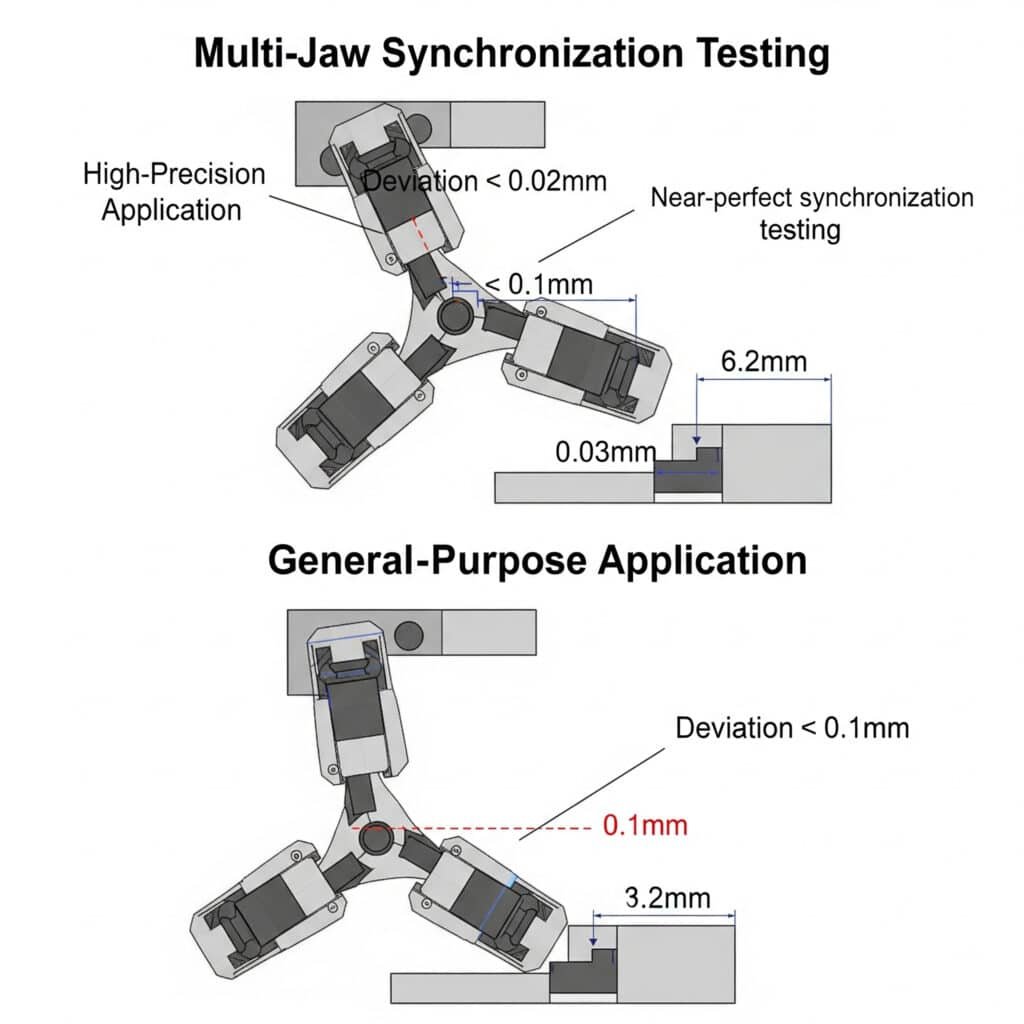
Přesnost synchronizace u pneumatických upínačů s více čelistmi přímo ovlivňuje přesnost polohování dílů a celkovou kvalitu výroby.
Přesnost synchronizace více čelistí označuje maximální polohovou odchylku mezi libovolnými dvěma čelistmi během upínacího cyklu, která se obvykle měří v setinách milimetru. Průmyslové normy definují přijatelné tolerance synchronizace na základě požadavků na přesnost aplikace, přičemž vysoce přesné aplikace vyžadují odchylky pod 0,02 mm, zatímco univerzální aplikace mohou tolerovat až 0,1 mm.
Porozumění standardům přesnosti synchronizace
Synchronizační standardy se liší podle odvětví a požadavků na přesnost aplikace:
| Průmysl | Typ aplikace | Tolerance synchronizace | Standard měření | Frekvence testování |
|---|---|---|---|---|
| Automobilový průmysl | Valné shromáždění | ±0,05-0,1 mm | ISO 230-21 | Čtvrtletně |
| Automobilový průmysl | Přesné komponenty | ±0,02-0,05 mm | ISO 230-2 | Měsíční |
| Letectví a kosmonautika | Obecné součásti | ±0,03-0,05 mm | AS9100D | Měsíční |
| Letectví a kosmonautika | Kritické součásti | ±0,01-0,02 mm | AS9100D | Týdenní |
| Lékařské stránky | Chirurgické nástroje | ±0,01-0,03 mm | ISO 13485 | Týdenní |
| Elektronika | Osazení desek plošných spojů | ±0,02-0,05 mm | IPC-A-610 | Měsíční |
| Obecná výroba | Nekritické díly | ±0,08-0,15 mm | ISO 9001 | Dvakrát ročně |
Standardizované metodiky testování
Existuje několik zavedených metod měření přesnosti synchronizace více čelistí:
Metoda snímače posunutí (v souladu s normou ISO 230-2)
Jedná se o nejběžnější a nejspolehlivější způsob testování:
Nastavení testu
- Namontujte vysoce přesné snímače posunutí (LVDT2 nebo kapacitní) na referenčním zařízení
- Snímače polohy, které se dotýkají každé čelisti ve stejné relativní poloze.
- Připojení senzorů k synchronizovanému systému sběru dat
- Zajištění teplotní stability (20°C ±1°C)Zkušební postup
- Inicializace systému s čelistmi v plně otevřené poloze
- Aktivace upínacího cyklu při standardním provozním tlaku
- Zaznamenávání údajů o poloze všech čelistí po celou dobu pohybu
- Test opakujte minimálně 5krát
- Měření za různých podmínek:
- Standardní provozní tlak
- Minimální specifikovaný tlak (-10%)
- Maximální specifikovaný tlak (+10%)
- S maximálním jmenovitým užitečným zatížením
- Při různých rychlostech (pokud jsou nastavitelné)Analýza dat
- Vypočítejte maximální odchylku mezi libovolnými dvěma čelistmi v každém bodě dráhy.
- Určení maximální chyby synchronizace při plném zdvihu
- Analýza opakovatelnosti ve více testovacích cyklech
- Identifikujte všechny vzorce konzistentního náskoku/zpoždění mezi konkrétními čelistmi
Optický měřicí systém
Pro vysoce přesné aplikace nebo složité pohyby čelistí:
Nastavení a kalibrace
- Připevněte optické terče na každou čelist
- Umístění vysokorychlostních kamer pro snímání všech cílů současně
- Kalibrace systému pro stanovení prostorové referenceProces měření
- Záznam pohybu čelisti při vysoké snímkové frekvenci (500+ fps)
- Zpracování snímků za účelem získání údajů o poloze
- Výpočet 3D polohy každé čelisti v průběhu cykluMetriky analýzy
- Maximální polohová odchylka mezi čelistmi
- Úhlová přesnost synchronizace
- Konzistence trajektorie
Faktory ovlivňující přesnost synchronizace
Synchronizaci vícečelisťových přípravků ovlivňuje několik klíčových faktorů:
Mechanické konstrukční faktory
Typ kinematického mechanismu
- Klínový pohon: Dobrá synchronizace, kompaktní provedení
- Vačkové ovládání: Vynikající synchronizace, složitá konstrukce
- Spojovací systémy: Jednoduchá konstrukce, variabilní synchronizace
- Přímý pohon: Špatná přirozená synchronizace, vyžaduje kompenzaciSystém navádění čelistí
- Lineární ložiska: Vysoká přesnost, citlivá na znečištění
- Holubičí kluzáky: Střední přesnost, dobrá trvanlivost
- Vedení válečků: Dobrá přesnost, vynikající životnost
- Kluzná ložiska: Ložiska: nižší přesnost, jednoduchá konstrukcePřesnost výroby
- Tolerance součástí
- Přesnost montáže
- Stabilita materiálu
Faktory pneumatického systému
Konstrukce rozvodu vzduchu
- Vyvážená konstrukce rozdělovače: Kritické pro rovnoměrné rozložení tlaku
- Stejné délky trubek: Minimalizuje rozdíly v časování
- Vyvážení omezovače průtoku: Vyrovnává mechanické rozdílyOvládání aktivace
- Přesnost regulace tlaku
- Konzistence řízení toku
- Doba odezvy ventiluDynamika systému
- Účinky stlačitelnosti vzduchu
- Dynamické změny tlaku
- Rozdíly v odporu proudění
Techniky kompenzace synchronizace
Pro aplikace vyžadující výjimečnou synchronizaci lze tyto kompenzační techniky použít:
Mechanická kompenzace
- Nastavitelné vazby pro počáteční synchronizaci
- Přesné podložky pro vyrovnání čelistí
- Optimalizace profilu vačkyPneumatická kompenzace
- Individuální ovládání průtoku pro každou čelist
- Sekvenční ventily pro řízený pohyb
- Komory pro vyrovnávání tlakuPokročilé řídicí systémy
- Servopneumatické řízení polohy
- Elektronické sledování synchronizace
- Adaptivní řídicí algoritmy
Případová studie: Zlepšení synchronizace v automobilové aplikaci
Nedávno jsem spolupracoval s dodavatelem automobilového průmyslu první úrovně, který vyrábí hliníkové skříně převodovek. V jejich obráběcích přípravcích docházelo k nekonzistentnímu usazování dílů, což mělo za následek rozměrové odchylky a občasné havárie.
Analýza odhalila:
- Stávající čtyřčelisťový přípravek s chybou synchronizace ±0,08 mm
- Požadavek: maximální odchylka ±0,03 mm
- Výzva: Řešení modernizace bez kompletní výměny svítidel
Zavedením komplexního řešení:
- Modernizace na přesně sladěné komponenty závěsu
- Instalovaný vyvážený pneumatický rozdělovač
- Přidány individuální regulační ventily průtoku s nastavením aretace
- Zavedeno pravidelné ověřování pomocí testování snímačů posunutí
Výsledky byly významné:
- Vylepšená přesnost synchronizace na ±0,025 mm
- Snížení odchylky polohování dílů o 68%
- Eliminace havárií strojů souvisejících s přípravky
- Snížení počtu odmítnutí kvality o 71%
- Návratnost investice dosažena za 7,5 týdne
Dynamická analýza antivibrační konstrukce pro optimální stabilitu
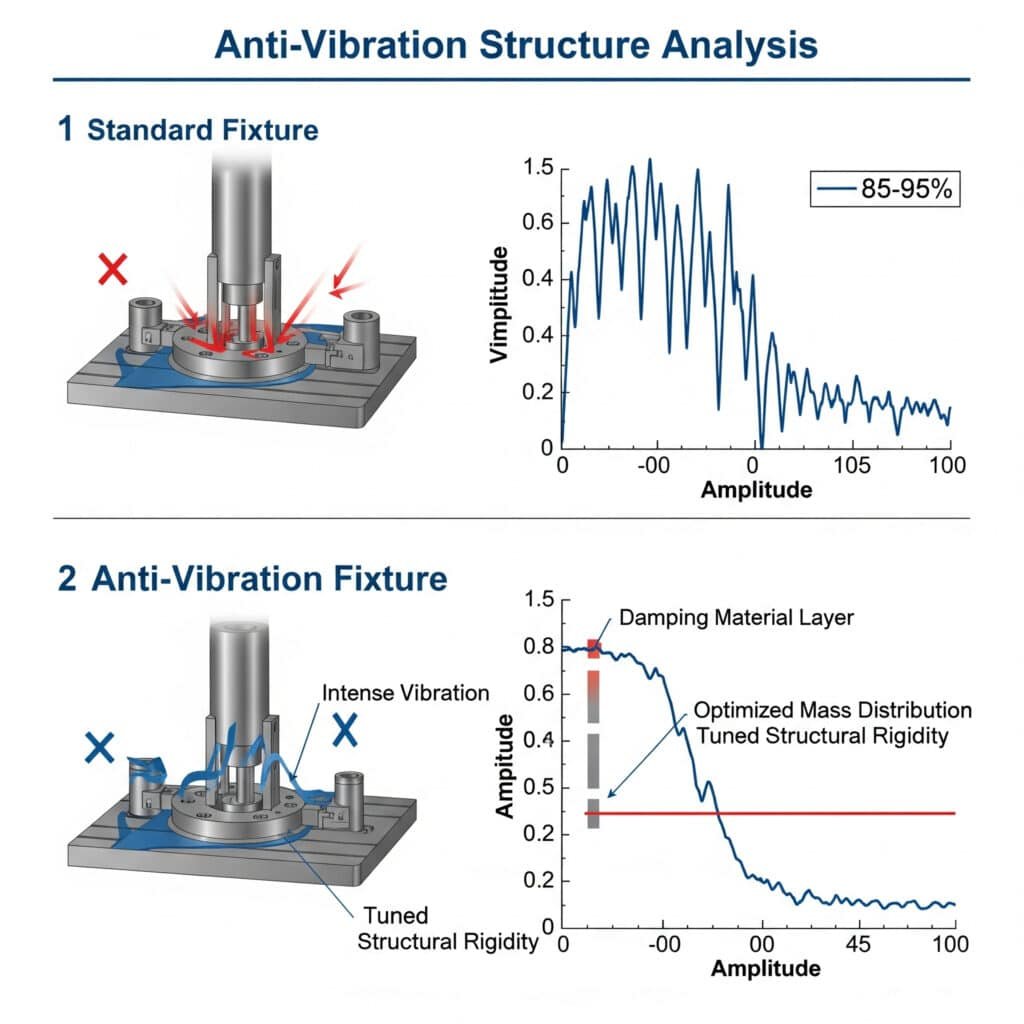
Vibrace pneumatických přípravků mohou významně ovlivnit kvalitu obrábění, životnost nástrojů a efektivitu výroby. Správná antivibrační konstrukce je pro vysoce přesné aplikace kritická.
Antivibrační konstrukce v pneumatických zařízeních využívají cílené tlumicí materiály, optimalizované rozložení hmotnosti a vyladěné dynamické charakteristiky k minimalizaci škodlivých vibrací. Účinné konstrukce snižují amplitudu vibrací o 85-95% na kritických frekvencích při zachování potřebné tuhosti upínacího přípravku, což vede ke zlepšení kvality povrchu, prodloužení životnosti nástroje a zvýšení rozměrové přesnosti.
Porozumění dynamice vibrací upínacích přípravků
Vibrace upínacích přípravků zahrnují složité interakce mezi více součástmi a silami:
Klíčové koncepty vibrací
- Přirozená frekvence: Vlastní frekvence, při které má konstrukce tendenci vibrovat, když je narušena.
- Rezonance: Zesílení vibrací při shodě budicí frekvence s vlastní frekvencí
- Tlumicí poměr: Míra rychlosti rozptylu energie vibrací (vyšší hodnota je lepší).
- Přenosnost: Poměr výstupních a vstupních vibrací
- Modální analýza: Identifikace vibračních režimů a jejich charakteristik
- Funkce frekvenční odezvy: Vztah mezi vstupem a výstupem při různých frekvencích
Kritické parametry vibrací
| Parametr | Význam | Metoda měření | Cílový rozsah |
|---|---|---|---|
| Přirozená frekvence | Určuje rezonanční potenciál | Nárazové zkoušky, modální analýza | >30% nad/pod provozní frekvencí |
| Tlumicí poměr | Schopnost rozptylu energie | Logaritmický dekrement, poloviční výkon | 0,05-0,15 (vyšší hodnota je lepší) |
| Přenositelnost | Účinnost izolace vibrací | Srovnání akcelerometrů | <0,3 při pracovní frekvenci |
| Tuhost | Zatížitelnost a odolnost proti průhybu | Statické zatěžovací zkoušky | Specifické aplikace |
| Dynamická shoda | Posunutí na jednotku síly | Funkce frekvenční odezvy | Minimalizace při řezných frekvencích |
Metodiky dynamické analýzy
Existuje několik zavedených metod analýzy vibračních charakteristik přípravků:
Experimentální modální analýza3
Zlatý standard pro pochopení skutečné dynamiky svítidel:
Nastavení testu
- Namontovat svítidlo ve skutečném provozním stavu
- Instalace akcelerometrů na strategických místech
- K buzení použijte kalibrované rázové kladivo nebo třepačku.
- Připojení k vícekanálovému dynamickému analyzátoru signáluZkušební postup
- Použití nárazového nebo sinusového buzení
- Měření odezvy ve více bodech
- Výpočet funkcí frekvenční odezvy
- Extrakce modálních parametrů (frekvence, tlumení, tvary módů)Metriky analýzy
- Vlastní frekvence a jejich blízkost provozním frekvencím
- Poměry tlumení v kritických režimech
- Tvary módů a potenciální interference s obrobkem
- Frekvenční odezva při typických frekvencích obrábění
Provozní analýza tvaru průhybu
Pro pochopení chování za skutečných provozních podmínek:
Proces měření
- Instalace akcelerometrů napříč přípravkem a obrobkem
- Záznam vibrací během skutečných obráběcích operací
- Použití měření s vazbou na fáziTechniky analýzy
- Animovat tvary průhybu při problémových frekvencích
- Identifikace míst s maximální výchylkou
- Určete fázové vztahy mezi součástmi
- Souvislost s otázkami kvality
Antivibrační konstrukční strategie
Účinná antivibrační zařízení zahrnují více strategií:
Přístupy k návrhu konstrukce
Optimalizace distribuce hmoty
- Zvýšení hmotnosti na kritických místech
- Vyvážení rozložení hmotnosti pro minimální moment
- Použití analýza konečných prvků4 optimalizovatZvýšení tuhosti
- Trojúhelníkové nosné konstrukce
- Strategické žebrování v oblastech s velkým průhybem
- Výběr materiálu pro optimální poměr tuhosti a hmotnostiIntegrace tlumení
- Tlumení omezené vrstvy na strategických místech
- Tlumiče s vyladěnou hmotností pro specifické frekvence
- Viskoelastické materiálové vložky na rozhraních
Výběr materiálu pro regulaci vibrací
| Typ materiálu | Tlumicí schopnost | Tuhost | Hmotnost | Nejlepší aplikace |
|---|---|---|---|---|
| Litina | Vynikající | Velmi dobré | Vysoká | Zařízení pro všeobecné použití |
| Polymerbeton | Vynikající | Dobrý | Vysoká | Přesné obráběcí přípravky |
| Hliník s tlumicími vložkami | Dobrý | Dobrý | Mírná | Lehký, středně přesný |
| Ocel s omezeným tlumením | Velmi dobré | Vynikající | Vysoká | Těžké obrábění |
| Kompozitní materiály | Vynikající | Proměnná | Nízká | Speciální aplikace |
Techniky izolace vibrací
Pro oddělení upevnění od zdrojů vibrací:
Pasivní izolační systémy
- Elastomerové izolátory (přírodní kaučuk, neopren)
- Pneumatické izolátory
- Systémy pružinových tlumičůSystémy aktivní izolace
- Piezoelektrické aktuátory
- Elektromagnetické aktuátory
- Systémy řízení se zpětnou vazbouHybridní systémy
- Kombinovaná pasivní/aktivní řešení
- Možnosti adaptivního ladění
Případová studie: Zlepšení antivibrací při přesném obrábění
Nedávno jsem konzultoval s výrobcem lékařských přístrojů, který vyrábí titanové implantáty. Při vysokorychlostním frézování se potýkali s nekonzistentní kvalitou povrchu a proměnlivou životností nástrojů.
Analýza odhalila:
- Vlastní frekvence upínacího přípravku 220 Hz přesně odpovídá frekvenci vřetena
- Zesilovací faktor 8,5x při rezonanci
- Nedostatečné tlumení (poměr 0,03)
- Nerovnoměrné rozložení vibrací napříč zařízením
Zavedením komplexního řešení:
- Přepracované upevnění s optimalizovaným vzorem žebrování
- Přidání tlumení omezené vrstvy na primární povrchy
- Vestavěný laděný hmotnostní tlumič s cílovou frekvencí 220 Hz
- Instalovaný pneumatický izolační systém
Výsledky byly významné:
- Posun vlastní frekvence na 380 Hz (mimo provozní rozsah)
- Zvýšení tlumicího poměru na 0,12
- Snížení amplitudy vibrací o 91%
- Zlepšená konzistence povrchové úpravy pomocí 78%
- Prodloužená životnost nástroje 2,3x
- Zkrácení doby cyklu o 15% díky vyšším řezným parametrům
Průvodce kompatibilitou rychlovýměnných mechanismů pro efektivní výměnu dílů
Rychlovýměnné mechanismy výrazně zkracují dobu seřizování a zvyšují flexibilitu výroby, ale pouze v případě, že jsou správně přizpůsobeny vašim specifickým požadavkům.
Rychlovýměnné mechanismy v pneumatických přípravcích využívají standardizované systémy rozhraní, které umožňují rychlou výměnu přípravku bez ztráty přesnosti nebo stability. Výběr kompatibilních systémů vyžaduje pochopení standardů připojení, specifikací opakovatelnosti a požadavků na rozhraní, aby byla zajištěna bezproblémová integrace se stávajícím vybavením při zachování požadované přesnosti polohování.

Porozumění typům rychlovýměnných systémů
Existuje několik standardizovaných rychlovýměnných systémů, z nichž každý má odlišné vlastnosti:
Hlavní normy pro rychlou výměnu
| Typ systému | Standardní rozhraní | Přesnost polohování | Kapacita zatížení | Uzamykací mechanismus | Nejlepší aplikace |
|---|---|---|---|---|---|
| Upínání v nulovém bodě5 | AMF/Stark/Schunk | ±0,005 mm | Vysoká | Mechanické/pneumatické | Přesné obrábění |
| Paletové systémy | Systém 3R/Erowa | ±0,002-0,005 mm | Střední | Mechanické/pneumatické | EDM, broušení, frézování |
| Na základě T-drážky | Jergens/Carr Lane | ±0,025 mm | Vysoká | Mechanické | Obecné obrábění |
| Kuličkový zámek | Jergens/Halder | ±0,013 mm | Středně vysoký | Mechanické | Všestranné aplikace |
| Magnetické | Maglock/Eclipse | ±0,013 mm | Střední | Elektromagnetické | Ploché obrobky |
| Pyramida/kužel | VDI/ISO | ±0,010 mm | Vysoká | Mechanické/hydraulické | Těžké obrábění |
Faktory posuzování kompatibility
Při posuzování kompatibility rychlovýměnných systémů zvažte tyto klíčové faktory:
Kompatibilita mechanického rozhraní
Standardy fyzického připojení
- Rozměry montážního vzoru
- Specifikace přijímače/studny
- Požadavky na prověření
- Návrh prvků zarovnáníOdpovídající nosnost
- Statická nosnost
- Dynamická zatížitelnost
- Omezení momentového zatížení
- Požadavky na bezpečnostní faktorKompatibilita s životním prostředím
- Teplotní rozsah
- Expozice chladicímu médiu/kontaminantům
- Požadavky na čisté prostory
- Potřeby mytí
Kompatibilita výkonu
Požadavky na přesnost
- Specifikace opakovatelnosti
- Absolutní přesnost polohování
- Charakteristiky tepelné stability
- Dlouhodobá stabilitaProvozní faktory
- Doba upnutí/odepnutí
- Požadavky na aktivační tlak
- Možnosti monitorování
- Chování při poruše
Komplexní matice kompatibility
Tato matice zajišťuje vzájemnou kompatibilitu mezi hlavními rychlovýměnnými systémy:
| Systém | AMF | Schunk | Stark | Systém 3R | Erowa | Jergens | Carr Lane | Maglock |
|---|---|---|---|---|---|---|---|---|
| AMF | Nativní | Adaptér | Přímý | Adaptér | Ne | Adaptér | Adaptér | Ne |
| Schunk | Adaptér | Nativní | Adaptér | Ne | Ne | Adaptér | Adaptér | Ne |
| Stark | Přímý | Adaptér | Nativní | Ne | Ne | Adaptér | Adaptér | Ne |
| Systém 3R | Adaptér | Ne | Ne | Nativní | Adaptér | Ne | Ne | Ne |
| Erowa | Ne | Ne | Ne | Adaptér | Nativní | Ne | Ne | Ne |
| Jergens | Adaptér | Adaptér | Adaptér | Ne | Ne | Nativní | Přímý | Adaptér |
| Carr Lane | Adaptér | Adaptér | Adaptér | Ne | Ne | Přímý | Nativní | Adaptér |
| Maglock | Ne | Ne | Ne | Ne | Ne | Adaptér | Adaptér | Nativní |
Požadavky na pneumatické rozhraní
Rychlovýměnné systémy vyžadují pro provoz správné pneumatické připojení:
Standardy pneumatického připojení
| Typ systému | Standard připojení | Provozní tlak | Požadavek na průtok | Ovládací rozhraní |
|---|---|---|---|---|
| Nulový bod | M5/G1/8 | 5-6 barů | 20-40 l/min | Ventil 5/2 nebo 5/3 |
| Paleta | M5 | 6-8 barů | 15-25 l/min | Ventil 5/2 |
| Kuličkový zámek | G1/4 | 5-7 barů | 30-50 l/min | Ventil 5/2 |
| Pyramida | G1/4 | 6-8 barů | 40-60 l/min | Ventil 5/2 s posilovačem tlaku |
Strategie implementace pro smíšené systémy
Pro zařízení s více rychlovýměnnými normami:
Hodnocení standardizace
- Inventarizace stávajících systémů
- Vyhodnocení požadavků na výkon
- Určení proveditelnosti migracePřechodové přístupy
- Strategie přímé náhrady
- Integrace založená na adaptérech
- Implementace hybridního systému
- Plán postupné migracePožadavky na dokumentaci
- Specifikace rozhraní
- Požadavky na adaptér
- Specifikace tlaku/průtoku
- Postupy údržby
Případová studie: Integrace systému rychlé výměny
Nedávno jsem spolupracoval se smluvním výrobcem, který vyrábí komponenty pro různá průmyslová odvětví. Potýkali se s příliš dlouhou dobou výměny a nekonzistentním polohováním při přechodu mezi různými produktovými řadami.
Analýza odhalila:
- Tři nekompatibilní rychlovýměnné systémy ve 12 strojích
- Průměrná doba výměny 42 minut
- Problémy s opakovatelností polohování po přechodu na nový systém
- Komplikace s pneumatickým připojením
Zavedením komplexního řešení:
- Standardizovaný upínací systém s nulovým bodem
- Vyvinuté vlastní adaptéry pro starší svítidla
- Vytvořený standardizovaný panel pneumatického rozhraní
- Zavedený systém barevného značení připojení
- Vyvinuté vizuální pracovní pokyny
Výsledky byly působivé:
- Zkrácení průměrné doby výměny na 8,5 minuty
- Vylepšená opakovatelnost polohování na ±0,008 mm
- Odstranění chyb připojení
- Zvýšené využití stroje o 14%
- Návratnost investice dosažena za 4,2 měsíce
Komplexní strategie výběru pneumatických přípravků
Chcete-li vybrat optimální pneumatický přípravek pro jakoukoli aplikaci, postupujte podle tohoto integrovaného přístupu:
Definice požadavků na přesnost
- Určení požadované přesnosti polohování dílů
- Identifikace kritických rozměrů a tolerancí
- Stanovení přijatelných limitů vibrací
- Definice cílových časů přechodu na euroAnalýza provozních podmínek
- Charakterizujte obráběcí síly a vibrace
- Zdokumentujte faktory prostředí
- Mapování pracovních postupů a požadavků na přechod na nový systém
- Identifikace omezení kompatibilityVýběr vhodných technologií
- Výběr synchronizačního mechanismu podle potřeby přesnosti
- Výběr antivibračních prvků na základě dynamické analýzy
- Určení rychlovýměnného systému na základě kompatibilityOvěření výběru
- testování prototypů, pokud je to možné
- Srovnání s průmyslovými standardy
- Výpočet očekávané návratnosti investic a zlepšení výkonu
Integrovaná výběrová matice
| Požadavky na aplikaci | Doporučená synchronizace | Antivibrační přístup | Systém rychlé výměny |
|---|---|---|---|
| Vysoká přesnost, lehké obrábění | S vačkovým pohonem (±0,01-0,02 mm) | Kompozitní konstrukce s vyladěným tlumením | Přesný nulový bod |
| Středně přesné, těžké obrábění | Klínové ovládání (±0,03-0,05 mm) | Litina s omezeným tlumením vrstvy | Kulový zámek nebo pyramida |
| Obecné použití, časté změny | Spojovací systém (±0,05-0,08 mm) | Ocel se strategickým žebrováním | Systém založený na T-drážkách |
| Vysoká rychlost, citlivost na vibrace | Přímý pohon s kompenzací | Systém aktivního tlumení | Přesný paletový systém |
| Velké díly, střední přesnost | Pneumatická synchronizace | Hmotnostní optimalizace a izolace | Těžký nulový bod |
Závěr
Výběr optimálního pneumatického upínače vyžaduje pochopení standardů synchronizace více čelisťových upínačů, antivibračních dynamických charakteristik a požadavků na kompatibilitu s rychlou výměnou. Uplatněním těchto zásad můžete dosáhnout přesného polohování dílů, minimalizovat škodlivé vibrace a zkrátit dobu výměny v jakékoli výrobní aplikaci.
Časté dotazy k výběru pneumatických přípravků
Jak často by se měla synchronizace více čelistí testovat v produkčních prostředích?
Pro obecné výrobní aplikace testujte synchronizaci čtvrtletně. U přesných aplikací (lékařství, letectví) testujte měsíčně. U kritických aplikací s malými tolerancemi (<0,02 mm) provádějte týdenní ověřování. Testujte vždy po jakékoli údržbě, změně tlaku nebo při výskytu problémů s kvalitou. Používejte kalibrované snímače posunutí a výsledky dokumentujte v systému kvality. Zvažte zavedení jednoduchých testů "go/nego" pro každodenní ověřování operátorem mezi formálními měřeními.
Jaké je nákladově nejefektivnější antivibrační řešení pro stávající svítidla?
U stávajících svítidel je obvykle nákladově nejefektivnějším řešením modernizace tlumení omezené vrstvy. Viskoelastické polymerové desky s tenkými kovovými omezujícími vrstvami aplikujte na místa s vysokými vibracemi, která byla identifikována pomocí testování odbočkami nebo modální analýzy. Zaměřte se na oblasti s maximální výchylkou v problematických vibračních režimech. Tento přístup obvykle snižuje vibrace o 50-70% při nízkých nákladech. Pro dosažení vyšší účinnosti zvažte přidání hmoty na strategických místech a zavedení izolačních držáků mezi upínacím zařízením a stolem stroje.
Mohu v jedné výrobní buňce kombinovat různé rychlovýměnné systémy?
Ano, ale vyžaduje to pečlivé plánování a adaptační strategii. Nejprve určete svůj "primární" systém na základě požadavků na přesnost a stávajících investic. Poté použijte specializované adaptéry pro integraci sekundárních systémů. Zdokumentujte vliv stohování adaptérů na přesnost a tuhost, protože každé rozhraní zvyšuje potenciální chybu. Vytvořte jasné vizuální identifikační systémy, abyste zabránili neshodám a standardizovali pneumatická připojení ve všech systémech. Pro dlouhodobou efektivitu vypracujte plán migrace, abyste se při výměně příslušenství standardizovali na jediný systém.
-
Poskytuje přehled normy ISO 230-2, která specifikuje metody zkoušení přesnosti polohování a opakovatelnosti číslicově řízených obráběcích strojů. ↩
-
Vysvětluje princip činnosti lineárního diferenciálního transformátoru (LVDT), typu elektrického transformátoru používaného k měření lineárního posunu s vysokou přesností a spolehlivostí. ↩
-
Popisuje experimentální modální analýzu (EMA), proces stanovení modálních parametrů (vlastních frekvencí, poměrů tlumení a tvarů módů) konstrukce na základě dat z vibračních zkoušek. ↩
-
Nabízí vysvětlení analýzy konečných prvků (FEA), výkonné výpočetní metody pro simulaci reakce výrobku nebo součásti na reálné síly, vibrace, teplo a další fyzikální vlivy ve fázi návrhu. ↩
-
Podrobnosti o principech upínacích systémů s nulovým bodem, což je typ modulární technologie upínání obrobků, která poskytuje vysoce přesnou, opakovatelnou a rychlou metodu polohování a upevňování přípravků nebo obrobků. ↩
