

Každý inženýr, se kterým jsem mluvil, řeší stejné dilema: potřebujete absolutní důvěru ve své pneumatické komponenty, ale tradiční testování spolehlivosti může projekty zdržet o měsíce. Mezitím se blíží termíny výroby a tlak ze strany vedení, které chce výsledky včera. Tato mezera v ověřování spolehlivosti vytváří obrovské riziko.
Efektivní pneumatický válec ověření spolehlivosti kombinuje zrychlené vibrační zkoušky1 s vhodným výběrem spektra, standardizovanými cykly expozice solné mlze a komplexní analýzou způsobů selhání, která zkrátí měsíce ověřování v reálném prostředí na týdny při zachování statistické spolehlivosti.
V loňském roce jsem konzultoval s výrobcem zdravotnických prostředků ve Švýcarsku, který se potýkal přesně s tímto problémem. Jejich výrobní linka byla připravena, ale nemohli ji spustit, aniž by si ověřili, že jejich pneumatické válce bez tyčí si zachovají přesnost po dobu nejméně 5 let. Pomocí našeho přístupu zrychleného ověřování jsme zkrátili dobu testování, která by trvala 6 měsíců, na pouhé 3 týdny, což jim umožnilo spustit provoz podle plánu a zároveň si zachovat plnou důvěru ve spolehlivost systému.
Obsah
- Výběr vibračního zkušebního spektra
- Srovnání zkušebních cyklů v solné mlze
- Šablona analýzy způsobů a důsledků selhání
- Závěr
- Časté dotazy k ověřování spolehlivosti
Jak vybrat správné vibrační testovací spektrum?
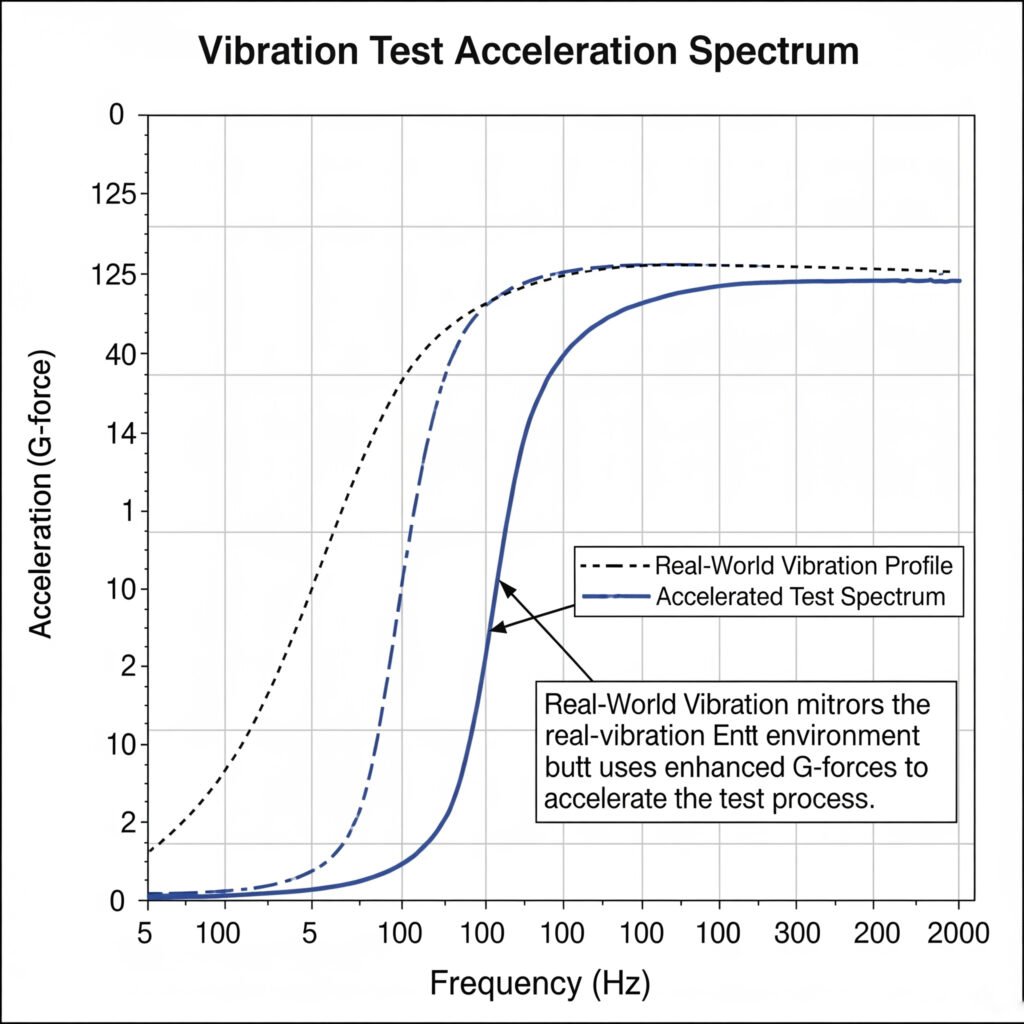
Volba nesprávného spektra vibračních zkoušek je jednou z nejčastějších chyb, se kterými se při ověřování spolehlivosti setkávám. Buď je spektrum příliš agresivní, což způsobuje nereálné poruchy, nebo příliš šetrné, což opomíjí kritické slabiny, které se projeví při reálném použití.
Optimální spektrum zrychlení vibračního testu musí odpovídat specifickému prostředí aplikace a zároveň musí zesilovat síly, aby se testování urychlilo. U pneumatických systémů poskytuje nejpřesnější prediktivní výsledky spektrum, které pokrývá frekvenci 5-2000 Hz s vhodnými násobícími faktory G-síly na základě prostředí instalace.
Porozumění kategoriím vibračních profilů
Po analýze stovek instalací pneumatických systémů jsem rozdělil vibrační prostředí do těchto profilů:
| Kategorie životního prostředí | Frekvenční rozsah | Špičková síla G | Faktor trvání testu |
|---|---|---|---|
| Lehký průmysl | 5-500 Hz | 0.5-2G | 1x |
| Obecná výroba | 5-1000 Hz | 1-5G | 1.5x |
| Těžký průmysl | 5-2000 Hz | 3-10G | 2x |
| Doprava/Mobilní doprava | 5-2000 Hz | 5-20G | 3x |
Metodika výběru spektra
Když pomáhám klientům vybrat správné vibrační spektrum, postupuji podle tohoto třístupňového postupu:
Krok 1: Charakteristika prostředí
Nejprve změřte nebo odhadněte skutečný profil vibrací v prostředí vaší aplikace. Pokud přímé měření není možné, použijte jako výchozí bod průmyslové normy:
- ISO 20816 pro průmyslové stroje
- MIL-STD-810G2 pro dopravní aplikace
- IEC 60068 pro obecná elektronická zařízení
Krok 2: Stanovení faktoru zrychlení
Abychom zkrátili dobu testování, musíme zesílit vibrační síly. Vztah se řídí tímto principem:
Doba testu = (skutečné hodiny života × skutečná síla G²) ÷ (zkušební síla G²).
Chcete-li například simulovat 5 let (43 800 hodin) provozu při 2G za pouhých 168 hodin (1 týden), musíte testovat při:
Síla G = √[(43 800 × 2²) ÷ 168] = přibližně 32,3 %.
Krok 3: Tvarování spektra
Posledním krokem je vytvarování frekvenčního spektra tak, aby odpovídalo vaší aplikaci. To je rozhodující pro bezprutové pneumatické válce, které mají specifické rezonanční frekvence, jež se liší podle konstrukce.
Případová studie: Ověřování balicích zařízení
Nedávno jsem spolupracoval s jedním německým výrobcem balicího zařízení, u něhož se přibližně po 8 měsících v provozu objevily záhadné poruchy jeho válců bez tyčí. Jejich standardní testování problém neidentifikovalo.
Měřením skutečného vibračního profilu jejich zařízení jsme zjistili rezonanční frekvenci 873 Hz, která rozrušovala součástku v konstrukci válce. Vyvinuli jsme vlastní testovací spektrum, které zdůrazňovalo tento frekvenční rozsah, a během 72 hodin zrychleného testování jsme replikovali poruchu. Výrobce upravil svou konstrukci a problém byl vyřešen dříve, než se dotkl dalších zákazníků.
Tipy pro provádění vibračních testů
Chcete-li získat co nejpřesnější výsledky, dodržujte tyto pokyny:
Víceosé testování
Testujte postupně ve všech třech osách, protože k poruchám často dochází v nezjevných směrech. Konkrétně u válců bez tyčí mohou torzní vibrace způsobit poruchy, které by čistě lineární vibrace mohly přehlédnout.
Úvahy o teplotě
Proveďte vibrační zkoušky při okolní i maximální provozní teplotě. Zjistili jsme, že kombinace zvýšené teploty a vibrací může odhalit poruchy 2,3x rychleji než samotné vibrace.
Metody sběru dat
Pomocí těchto měřicích bodů získáte komplexní údaje:
- Zrychlení v montážních bodech
- Posun v polovině rozpětí a v koncových bodech
- Kolísání vnitřního tlaku při vibracích
- Míra úniku před, během a po testování
Jaké zkušební cykly solné mlhy skutečně předpovídají skutečnou korozi?
Zkoušky solnou mlhou jsou často špatně chápány a používány při validaci pneumatických součástí. Mnoho inženýrů se jednoduše řídí standardními dobami trvání zkoušek, aniž by rozuměli tomu, jak odpovídají skutečným podmínkám v terénu.
Nejpředvídatelnější zkušební cykly solné mlhy odpovídají korozním faktorům vašeho konkrétního provozního prostředí. Pro většinu průmyslových pneumatických aplikací poskytuje cyklická zkouška střídáním postřiku 5% NaCl (35 °C) a suchých období výrazně lepší korelaci s reálným výkonem než metody nepřetržitého postřiku.

Korelace mezi počtem hodin testování a výkonem v terénu
Tato srovnávací tabulka ukazuje, jak různé metody zkoušek solnou mlhou odpovídají reálné expozici v různých prostředích:
| Životní prostředí | Kontinuální ASTM B1173 | Cyklická norma ISO 9227 | Modifikovaná norma ASTM G85 |
|---|---|---|---|
| Průmyslové interiéry | 24h = 1 rok | 8h = 1 rok | 12h = 1 rok |
| Venkovní městské | 48h = 1 rok | 16h = 1 rok | 24h = 1 rok |
| Pobřeží | 96h = 1 rok | 32h = 1 rok | 48h = 1 rok |
| Námořní doprava / pobřeží | 200h = 1 rok | 72h = 1 rok | 96h = 1 rok |
Rámec pro výběr testovacího cyklu
Při poskytování poradenství klientům ohledně testování solnou mlhou doporučuji tyto cykly podle typu součásti a použití:
Standardní komponenty (hliník/ocel se základními povrchovými úpravami)
| Aplikace | Zkušební metoda | Podrobnosti o cyklu | Kritéria úspěšnosti |
|---|---|---|---|
| Použití v interiéru | ISO 9227 NSS | 24 h postřik, 24 h sušení × 3 cykly | Žádná červená rez, <5% bílá rez |
| Všeobecný průmysl | ISO 9227 NSS | 48 h postřik, 24 h sucho × 4 cykly | Žádná červená rez, <10% bílá rez |
| Drsné prostředí | ASTM G85 A5 | 1h stříkání, 1h sušení × 120 cyklů | Žádná koroze základních kovů |
Prémiové komponenty (zvýšená ochrana proti korozi)
| Aplikace | Zkušební metoda | Podrobnosti o cyklu | Kritéria úspěšnosti |
|---|---|---|---|
| Použití v interiéru | ISO 9227 NSS | 72 h postřik, 24 h sušení × 3 cykly | Žádná viditelná koroze |
| Všeobecný průmysl | ISO 9227 NSS | 96 h postřik, 24 h sucho × 4 cykly | Žádná červená rez, <5% bílá rez |
| Drsné prostředí | ASTM G85 A5 | 1h stříkání, 1h sušení × 240 cyklů | Žádná viditelná koroze |
Interpretace výsledků testů
Klíčem k hodnotnému testování solnou mlhou je správná interpretace výsledků. Na co se zaměřit:
Vizuální indikátory
- Bílá rez: Časný indikátor na zinkových površích, obecně není funkční.
- Červená/hnědá rez: Koroze základního kovu, indikuje poruchu povlaku
- Blistering: Označuje poruchu přilnavosti nátěru nebo podpovrchovou korozi.
- Creep od Scribe: Opatření na ochranu povlaku na poškozených místech
Posouzení dopadu na výkonnost
Po testování solnou mlhou vždy vyhodnoťte tyto funkční aspekty:
- Integrita těsnění: Měření míry úniku před a po expozici
- Akční síla: Porovnání požadované síly před a po zkoušce
- Povrchová úprava: Vyhodnoťte změny, které by mohly ovlivnit párování komponentů.
- Rozměrová stabilita: Zkontrolujte, zda nedochází k bobtnání nebo deformaci způsobené korozí.
Případová studie: Testování automobilových součástek
U významného dodavatele automobilů docházelo k předčasným korozním poruchám pneumatických součástí vozidel vyvážených do zemí Středního východu. Jejich standardní 96hodinový test solnou mlhou problém neidentifikoval.
Provedli jsme upravený cyklický test, který zahrnoval:
- 4 hodiny solné mlhy (5% NaCl při 35 °C)
- 4 hodiny schnutí při 60 °C s vlhkostí 30%
- 16hodinová expozice vlhkosti při 50 °C s 95% RH
- Opakování po dobu 10 cyklů
Tento test úspěšně identifikoval mechanismus selhání během 7 dnů a odhalil, že kombinace vysoké teploty a soli narušuje specifický materiál těsnění. Po přechodu na vhodnější směs se počet selhání v terénu snížil o 94%.
Jak můžete vytvořit FMEA4 Které skutečně zabraňují selhání v terénu?
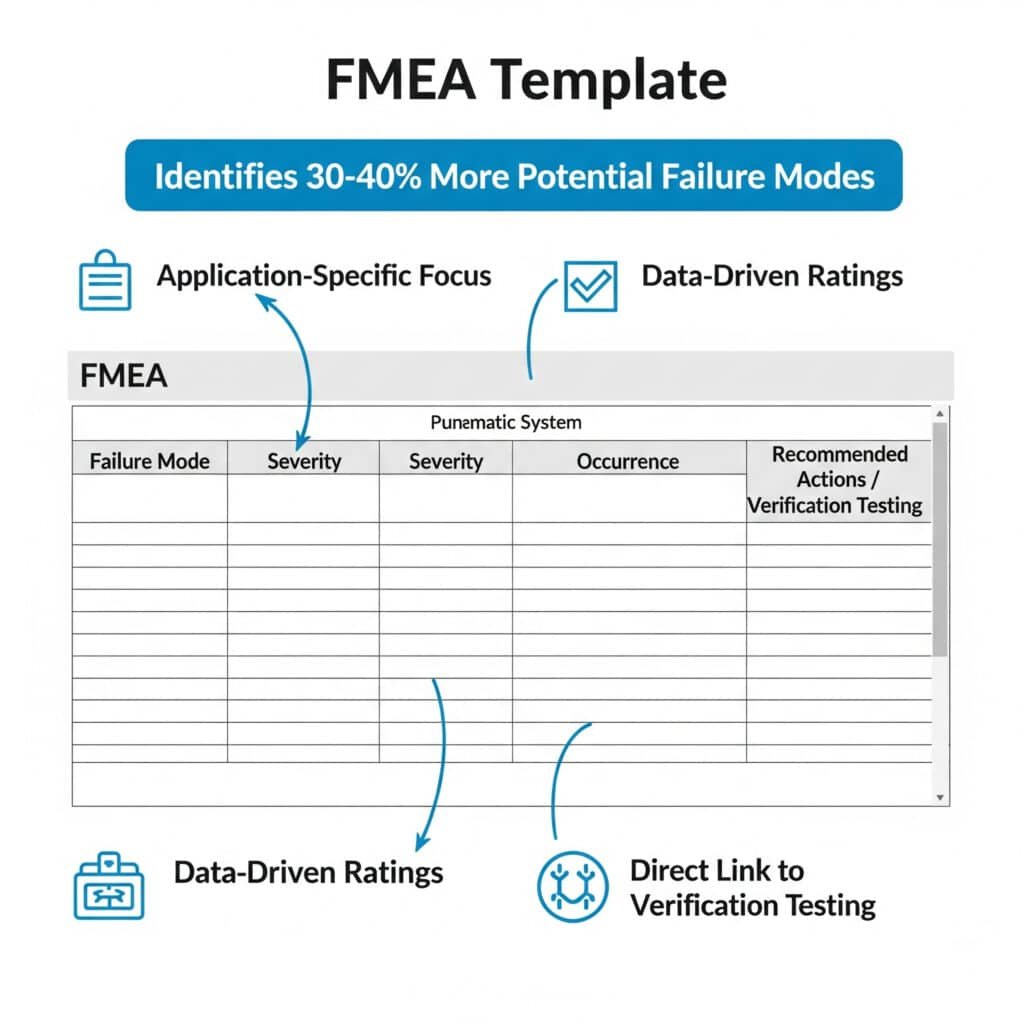
Analýza způsobů a důsledků poruch (FMEA) je často považována spíše za papírování než za účinný nástroj spolehlivosti. Většina analýz FMEA, které jsem si prohlédl, je buď příliš obecná, nebo tak složitá, že je v praxi nepoužitelná.
Efektivní FMEA pro pneumatické systémy se zaměřuje na způsoby poruch specifické pro danou aplikaci, kvantifikuje pravděpodobnost i následky pomocí hodnocení založeného na datech a přímo navazuje na metody ověřovacích zkoušek. Tento přístup obvykle identifikuje 30-40% více potenciálních způsobů poruch než obecné šablony.
Struktura FMEA pro pneumatické komponenty
Nejefektivnější šablona FMEA pro pneumatické systémy obsahuje tyto klíčové prvky:
| Sekce | Účel | Klíčový přínos |
|---|---|---|
| Rozdělení komponent | Identifikuje všechny kritické části | Zajišťuje komplexní analýzu |
| Popis funkce | Definuje zamýšlený výkon | Objasňuje, co se považuje za selhání |
| Způsoby selhání | Vyjmenovává konkrétní způsoby, jak může funkce selhat | Průvodce cíleným testováním |
| Analýza účinků | Popisuje dopad na systém a uživatele | Stanovuje priority kritických problémů |
| Analýza příčin | Identifikuje základní příčiny | řídí preventivní opatření |
| Aktuální ovládací prvky | Dokumenty o stávajících ochranných opatřeních | Zabraňuje duplicitnímu úsilí |
| Číslo priority rizika5 | Kvantifikuje celkové riziko | Zaměřuje zdroje na nejvyšší rizika |
| Doporučená opatření | Specifikuje kroky ke zmírnění dopadů | Vytváří realizovatelný plán |
| Metoda ověřování | Odkazy na konkrétní testy | Zajišťuje správnou validaci |
Vývoj specifických způsobů selhání aplikace
Obecné analýzy FMEA často opomíjejí nejdůležitější způsoby selhání, protože nezohledňují vaši konkrétní aplikaci. Tento přístup doporučuji pro vypracování komplexních způsobů řešení poruch:
Krok 1: Analýza funkce
Rozdělte každou funkci součásti na konkrétní požadavky na výkon:
Funkce pneumatického válce bez tyče zahrnují:
- Zajistit lineární pohyb s určenou silou
- Udržování přesnosti polohy v rámci tolerance
- Udržení tlaku bez úniku
- Pracujte v rámci rychlostních parametrů
- Udržení vyrovnání při zatížení
Krok 2: Mapování faktorů prostředí
U každé funkce zvažte, jak by tyto faktory prostředí mohly způsobit selhání:
| Faktor | Potenciální dopad |
|---|---|
| Teplota | Změny vlastností materiálu, tepelná roztažnost |
| Vlhkost | Koroze, elektrické problémy, změny tření |
| Vibrace | Uvolnění, únava, rezonance |
| Kontaminace | Opotřebení, ucpání, poškození těsnění |
| Změny tlaku | Napětí, deformace, selhání těsnění |
| Frekvence cyklů | Únava, nahromadění tepla, porucha mazání |
Krok 3: Analýza interakcí
Zvažte, jak se součásti vzájemně ovlivňují a jak působí na systém:
- Body rozhraní mezi součástmi
- Cesty přenosu energie
- Závislosti signálů/řízení
- Problémy s kompatibilitou materiálů
Metodika hodnocení rizik
Tradiční výpočet RPN (Risk Priority Number) často nedokáže přesně určit prioritu rizik. Doporučuji tento rozšířený přístup:
Hodnocení závažnosti (1-10)
Na základě těchto kritérií:
1-2: Zanedbatelný dopad, bez znatelného vlivu
3-4: Nepatrný dopad, mírné zhoršení výkonu
5-6: Mírný dopad, omezená funkčnost
7-8: Velký dopad, výrazná ztráta výkonu
9-10: Kritický dopad, bezpečnostní riziko nebo úplné selhání
Hodnocení výskytu (1-10)
Na základě pravděpodobnosti založené na datech:
1: <1 na milion cyklů
2-3: 1-10 na milion cyklů
4-5: 1-10 na 100 000 cyklů
6-7: 1-10 na 10 000 cyklů
8-10: >1 na 1 000 cyklů
Hodnocení detekce (1-10)
Na základě schopnosti ověřování:
1-2: Určitá detekce před dopadem na zákazníka
3-4: Vysoká pravděpodobnost odhalení
5-6: Střední pravděpodobnost odhalení
7-8: Nízká pravděpodobnost detekce
9-10: Nelze zjistit současnými metodami
Propojení FMEA s ověřovacím testováním
Nejcennějším aspektem správné FMEA je vytvoření přímých vazeb na ověřovací testy. Pro každý způsob poruchy uveďte:
- Zkušební metoda: Specifický test, který ověří tento způsob poruchy
- Parametry testu: Přesné požadované podmínky
- Kritéria vyhověl/nevyhověl: Kvantitativní normy přijatelnosti
- Velikost vzorku: Požadavky na statistickou spolehlivost
Případová studie: Zlepšení návrhu na základě FMEA
Dánský výrobce zdravotnického vybavení vyvíjel nové zařízení využívající beztyčové pneumatické válce pro přesné polohování. Jejich původní analýza FMEA byla obecná a opomíjela několik kritických způsobů selhání.
Pomocí našeho procesu FMEA specifického pro danou aplikaci jsme identifikovali potenciální způsob poruchy, kdy vibrace mohou způsobit postupnou nesouosost ložiskového systému válce. To nebylo při jejich standardním testování zachyceno.
Vyvinuli jsme kombinovaný vibrační a cyklický test, který během dvou týdnů simuloval 5 let provozu. Test odhalil postupnou degradaci výkonu, která by byla v lékařské aplikaci nepřijatelná. Úpravou konstrukce ložiska a přidáním sekundárního vyrovnávacího mechanismu byl problém vyřešen ještě před uvedením výrobku na trh.
Závěr
Účinné ověřování spolehlivosti pneumatických systémů vyžaduje promyšleně vybraná spektra vibračních zkoušek, zkušební cykly v solné mlze vhodné pro dané aplikace a komplexní analýzu poruchových stavů. Integrací těchto tří přístupů můžete výrazně zkrátit dobu ověřování a zároveň zvýšit důvěru v dlouhodobou spolehlivost.
Časté dotazy k ověřování spolehlivosti
Jaká je minimální velikost vzorku potřebná pro spolehlivé testování pneumatických součástí?
U pneumatických součástí, jako jsou beztlakové válce, vyžaduje statistická spolehlivost testování nejméně 5 jednotek pro kvalifikační zkoušky a 3 jednotek pro průběžné ověřování kvality. Kritické aplikace mohou vyžadovat větší vzorky 10-30 jednotek pro odhalení méně pravděpodobných způsobů poruch.
Jak určíte vhodný faktor zrychlení pro testování spolehlivosti?
Vhodný faktor zrychlení závisí na testovaných mechanismech poruchy. Pro mechanické opotřebení jsou typické faktory 2-5x. Pro tepelné stárnutí je běžný desetinásobek. Pro vibrační zkoušky lze použít faktory 5-20x. Vyšší faktory představují riziko vyvolání nereálných způsobů poruch.
Mohou výsledky zkoušek solnou mlhou předpovědět skutečnou odolnost proti korozi za několik let?
Zkoušky solnou mlhou poskytují relativní, nikoli absolutní předpovědi odolnosti proti korozi. Korelace mezi zkušebními hodinami a skutečnými roky se výrazně liší podle prostředí. V průmyslovém vnitřním prostředí představuje 24-48 hodin nepřetržitého působení solné mlhy obvykle 1-2 roky expozice.
Jaký je rozdíl mezi DFMEA a PFMEA pro pneumatické komponenty?
FMEA konstrukce (DFMEA) se zaměřuje na vrozené konstrukční nedostatky pneumatických součástí, zatímco FMEA procesu (PFMEA) se zabývá potenciálními poruchami vzniklými během výroby. Obojí je nezbytné - DFMEA zajišťuje robustnost návrhu, zatímco PFMEA zajišťuje konzistentní kvalitu výroby.
Jak často by se měly zkoušky ověřování spolehlivosti během výroby opakovat?
Úplné ověření spolehlivosti by mělo být provedeno během počáteční kvalifikace a vždy, když dojde k významným změnám konstrukce nebo procesu. Zkrácené ověřování (se zaměřením na kritické parametry) by se mělo provádět čtvrtletně se statistickým výběrem vzorků na základě objemu výroby a úrovně rizika.
Jaké faktory prostředí mají největší vliv na spolehlivost beztyčových pneumatických válců?
Nejvýznamnějšími faktory prostředí, které ovlivňují spolehlivost beztyčových pneumatických válců, jsou kolísání teploty (ovlivňující výkonnost těsnění), znečištění částicemi (způsobující zrychlené opotřebení) a vibrace (ovlivňující seřízení ložisek a integritu těsnění). Tyto tři faktory jsou příčinou přibližně 70% předčasných poruch.
-
Vysvětluje principy zrychleného testování životnosti (Accelerated Life Testing, ALT), což je proces testování výrobku, při kterém je výrobek vystaven podmínkám (např. namáhání, deformace, teplota, napětí, míra vibrací), které překračují jeho běžné provozní parametry, aby se určila jeho životnost v kratším čase. ↩
-
Poskytuje přehled o MIL-STD-810, americké vojenské normě, která popisuje environmentální technické aspekty a laboratorní testy se zaměřením na široce používané metody vibračních testů, které simulují reálné podmínky pro zařízení. ↩
-
Podrobnosti o normě ASTM B117, která stanoví standardizovaný postup pro provoz přístroje pro neutrální solnou mlhu, což je běžná a dlouhodobá korozní zkouška používaná k hodnocení relativní korozní odolnosti materiálů a povlaků. ↩
-
Nabízí komplexní vysvětlení analýzy způsobů a důsledků poruch (FMEA), systematického, proaktivního přístupu k identifikaci potenciálních způsobů poruch v konstrukci, procesu nebo výrobku a k posouzení rizika spojeného s těmito poruchami. ↩
-
Popisuje metodu výpočtu čísla priority rizika (RPN) v analýze FMEA, což je kvantitativní pořadí rizika vypočtené vynásobením skóre závažnosti, výskytu a detekce, které se používá k určení priorit nápravných opatření. ↩
