
Kæmper du med at retfærdiggøre yderligere investeringer i dine pneumatiske systemer, mens du står over for et stigende pres for at reducere driftsomkostningerne? Mange vedligeholdelses- og teknikchefer er fanget mellem budgetbegrænsninger og forventninger til ydeevne og er usikre på, hvordan de skal demonstrere de økonomiske fordele ved systemoptimering.
Strategisk ROI1 forbedring for stangløs cylinder systemer kombinerer synergioptimering af flere cylindre, systematisk detektering af luftlækager og datadrevet modellering af reservedelslager - hvilket giver typiske tilbagebetalingsperioder på 3-8 måneder, samtidig med at driftsomkostningerne reduceres med 15-30% og systemets pålidelighed forbedres med 25-40%.
Jeg arbejdede for nylig med en producent af emballageudstyr, som implementerede disse strategier i deres pneumatiske systemer og opnåede en bemærkelsesværdig ROI på 267% inden for det første år, hvilket forvandlede deres pneumatiske systemer fra en vedligeholdelsesbyrde til en konkurrencefordel. Deres erfaring er ikke unik - disse resultater kan opnås i stort set alle industrielle applikationer, når de rigtige forbedringsstrategier implementeres korrekt.
Indholdsfortegnelse
- Hvordan kan flercylindret synergioptimering maksimere dit systems effektivitet?
- Hvilke teknikker til detektering af luftlækager giver den hurtigste ROI?
- Hvilken model for reservedelslager vil minimere dine omkostninger til nedetid?
- Konklusion
- Ofte stillede spørgsmål om forbedring af ROI for stangløse cylindre
Hvordan kan flercylindret synergioptimering maksimere dit systems effektivitet?
Optimering af synergi mellem flere cylindre er en af de mest oversete muligheder for betydelige effektivitetsforbedringer i pneumatiske systemer.
Effektiv synergioptimering med flere cylindre kombinerer strategisk drosling, koordineret bevægelsesprofilering og udnyttelse af trykkaskade - hvilket typisk reducerer luftforbruget med 20-35%, mens cyklustiderne forbedres med 10-15% og komponenternes levetid forlænges med 30-50%.
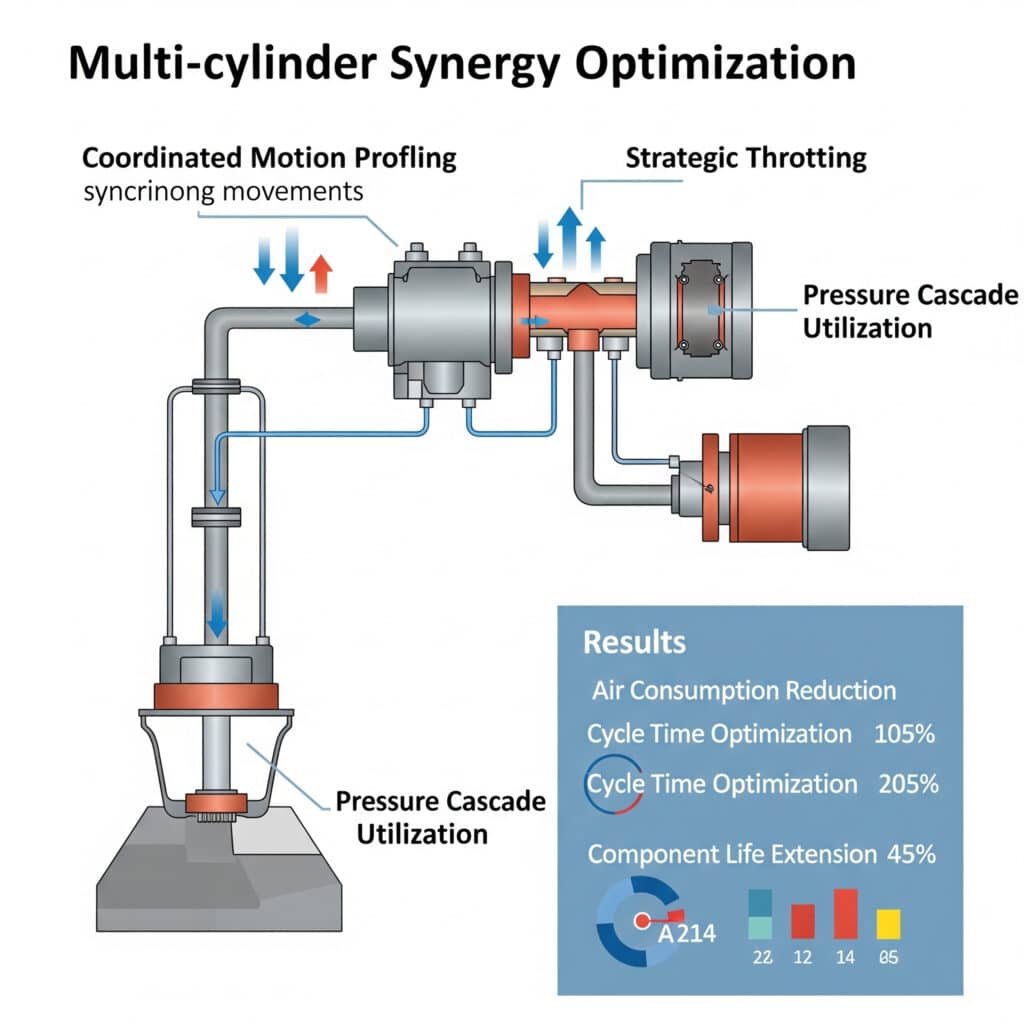
Efter at have implementeret optimeringsstrategier på tværs af forskellige brancher har jeg fundet ud af, at de fleste organisationer fokuserer på den enkelte cylinders ydeevne, mens de overser de betydelige fordele ved optimering på systemniveau. Nøglen er at se flere cylindre som et integreret system i stedet for isolerede komponenter.
Omfattende ramme for optimering af synergi
En korrekt implementeret tilgang til synergioptimering omfatter disse vigtige elementer:
1. Implementering af strategisk neddrosling
Koordineret neddrosling på tværs af flere cylindre giver betydelige fordele:
| Strategi for neddrosling | Påvirkning af luftforbruget | Påvirkning af ydeevne | Implementeringens kompleksitet |
|---|---|---|---|
| Optimering af individuelle cylindre | 10-15% reduktion | Minimal ændring | Lav |
| Koordinering af sekventielle bevægelser | 15-25% reduktion | 5-10% forbedring | Medium |
| Implementering af trykkaskade | 20-30% reduktion | 10-15% forbedring | Mellemhøj |
| Dynamisk tryktilpasning | 25-35% reduktion | 15-20% forbedring | Høj |
Overvejelser om implementering:
- Analyser krav til bevægelsessekvenser
- Identificer gensidig afhængighed mellem cylindre
- Bestem kritiske vs. ikke-kritiske bevægelser
- Fastsæt minimumskrav til tryk for hver bevægelse
2. Koordineret udvikling af bevægelsesprofiler
Optimerede bevægelsesprofiler maksimerer effektiviteten på tværs af flere cylindre:
Teknikker til optimering af sekvenser
- Overlappende, ikke modstridende bevægelser
- Opdeling af operationer med højt forbrug
- Minimering af opholdstider mellem bevægelser
- Optimering af accelerations- og decelerationsprofilerStrategier for belastningsbalancering
- Fordeling af det maksimale luftforbrug
- Udligning af trykbehov
- Afbalancering af arbejdsbyrde på tværs af cylindre
- Minimering af tryksvingningerOptimering af cyklustid
- Identificering af kritiske operationer
- Effektivisering af ikke-værdiskabende bevægelser
- Implementering af parallelle operationer, hvor det er muligt
- Optimering af overgangstiming
3. Tryk-kaskade2 Udnyttelse
Udnyttelse af trykforskelle på tværs af systemet forbedrer effektiviteten:
Design af systemer med flere tryk
- Implementering af differentierede trykniveauer
- Tilpasning af tryk til faktiske krav
- Brug af strategier til nedtrapning af tryk
- Genvinding af udstødningsenergi, hvor det er muligtUdnyttelse af sekventielt tryk
- Brug af udstødningsluft til sekundære operationer
- Implementering af luftgenbrugsteknikker
- Kaskaderende tryk fra høje til lave krav
- Optimering af ventil- og regulatorplaceringDynamisk trykkontrol
- Implementering af adaptiv trykregulering
- Brug af elektroniske trykregulatorer
- Udvikling af applikationsspecifikke trykprofiler
- Integrering af feedback-baseret justering
Implementeringsmetode
Følg denne strukturerede fremgangsmåde for at implementere effektiv synergioptimering med flere cylindre:
Trin 1: Systemanalyse og kortlægning
Begynd med en omfattende systemforståelse:
Dokumentation af bevægelsessekvenser
- Opret detaljerede operationssekvensdiagrammer
- Dokumentér krav til timing
- Identificer afhængigheder mellem bevægelser
- Kortlæg nuværende luftforbrugsmønstreAnalyse af trykbehov
- Mål det faktiske trykbehov for hver operation
- Identificer operationer med for højt tryk
- Dokumentér krav til minimumstryk
- Analyser tryksvingningerIdentifikation af begrænsninger
- Bestem kritiske krav til timing
- Identificer fysiske interferenszoner
- Dokumentér sikkerhedsovervejelser
- Fastsæt krav til ydeevne
Trin 2: Udvikling af optimeringsstrategi
Lav en skræddersyet optimeringsplan:
Design af strategi for neddrosling
- Bestem optimale gasspjældsindstillinger
- Vælg passende droslingskomponenter
- Tilgang til designimplementering
- Udvikl justeringsprocedurerRedesign af bevægelsesprofil
- Skab optimerede sekvensdiagrammer
- Udvikl koordinerede bevægelsesprofiler
- Timing af designovergange
- Fastlæg kontrolparametreRekonfiguration af tryksystem
- Implementering af designtrykszone
- Udvikl en kaskadetilgang til pres
- Vælg kontrolkomponenter
- Opret implementeringsspecifikationer
Trin 3: Implementering og validering
Udfør optimeringsplanen med korrekt validering:
Trinvis implementering
- Implementer ændringer i logisk rækkefølge
- Test individuelle optimeringer
- Integrer systemændringer gradvist
- Dokumentér præstationerne på hvert trinMåling af præstationer
- Overvåg luftforbruget
- Mål cyklustider
- Dokumenter trykprofiler
- Spor systemets pålidelighedKontinuerlig forbedring
- Analyser præstationsdata
- Lav trinvise justeringer
- Dokumenter optimeringsresultater
- Implementer de indhøstede erfaringer
Anvendelse i den virkelige verden: Samlebånd til biler
Et af mine mest vellykkede optimeringsprojekter med flere cylindre var for et samlebånd i bilindustrien med 24 stangløse cylindre, der arbejdede i en koordineret rækkefølge. Deres udfordringer omfattede:
- Høje energiomkostninger på grund af for højt luftforbrug
- Inkonsekvente cyklustider påvirker produktionen
- Tryksvingninger skaber problemer med pålideligheden
- Begrænset budget til opgradering af komponenter
Vi implementerede en omfattende optimeringsstrategi:
Systemanalyse
- Kortlagt komplet operationssekvens
- Målte faktiske trykbehov
- Dokumenterede mønstre for luftforbrug
- Identificerede optimeringsmulighederImplementering af strategisk neddrosling
- Installeret præcisions-flowkontrol
- Implementeret differentieret neddrosling
- Optimerede hastigheder for ud- og tilbagetrækning
- Afbalancerede bevægelsesprofilerOptimering af tryksystem
- Oprettede tre trykzoner (6 bar, 5 bar, 4 bar)
- Implementeret sekventiel trykudnyttelse
- Installerede elektroniske trykregulatorer
- Udviklede applikationsspecifikke trykprofiler
Resultaterne overgik forventningerne:
| Metrisk | Før optimering | Efter optimering | Forbedring |
|---|---|---|---|
| Luftforbrug | 1.240 liter/cykel | 820 liter/cykel | 34% reduktion |
| Cyklustid | 18,5 sekunder | 16,2 sekunder | 12.4% forbedring |
| Trykudsving | ±0,8 bar | ±0,3 bar | 62.5%-reduktion |
| Cylinderfejl | 37 pr. år | 14 pr. år | 62% reduktion |
| Årlige energiomkostninger | $68,400 | $45,200 | $23,200 besparelser |
Den vigtigste indsigt var at erkende, at cylindre, der fungerer i rækkefølge, skaber både begrænsninger og muligheder. Ved at se holistisk på systemet var vi i stand til at udnytte disse interaktioner til at skabe betydelige forbedringer uden større komponentudskiftninger. Optimeringen gav en tilbagebetalingstid på 3,2 måneder med en minimal kapitalinvestering.
Hvilke teknikker til detektering af luftlækager giver den hurtigste ROI?
Luftlækage i pneumatiske systemer er en af de mest vedvarende og kostbare ineffektiviteter, men giver også et af de hurtigste afkast på investeringen, når den løses korrekt.
Effektiv detektion af luftlækager kombinerer systematisk ultralydsinspektion, trykfaldstest og flowbaseret overvågning - og identificerer typisk lækager, der spilder 20-35% af trykluftproduktionen, samtidig med at der opnås ROI inden for 2-4 måneder gennem enkle reparationer og målrettet udskiftning af komponenter.

Efter at have implementeret lækagesporingsprogrammer i flere brancher har jeg fundet ud af, at de fleste organisationer bliver chokerede over at opdage omfanget af deres luftlækager, når der anvendes systematiske sporingsmetoder. Nøglen er at implementere et omfattende, løbende sporingsprogram i stedet for reaktive, lejlighedsvise inspektioner.
Omfattende ramme for opdagelse af lækager
Et effektivt lækagesøgningsprogram indeholder disse vigtige komponenter:
1. Ultralydsinspektion3 Metodologi
Ultralydsdetektering er den mest alsidige og effektive metode:
Valg og opsætning af udstyr
- Valg af passende ultralydsdetektorer
- Konfiguration af frekvensfølsomhed
- Brug af passende redskaber og tilbehør
- Kalibrering til specifikke miljøerSystematiske inspektionsprocedurer
- Udvikling af standardiserede scanningsmønstre
- Oprettelse af zonebaserede inspektionsruter
- Etablering af konsistente afstands- og vinkelteknikker
- Implementering af støjisoleringsmetoderKlassificering og dokumentation af lækager
- Udvikling af system til klassificering af sværhedsgrad
- Oprettelse af standardiseret dokumentation
- Implementering af digitale optagelsesmetoder
- Etablering af procedurer for sporing af tendenser
2. Implementering af test af trykfald
Test af trykfald giver kvantitativ måling af lækage:
Tilgang til systemsegmentering
- Opdeling af systemet i testbare sektioner
- Installation af passende afspærringsventiler
- Oprettelse af tryktestpunkter
- Udvikling af testprocedurer sektion for sektionMåle- og analyseteknikker
- Etablering af baseline for trykfald
- Implementering af standardiserede testvarigheder
- Beregning af volumetriske lækagerater
- Sammenligning med acceptable grænseværdierMetoder til prioritering og sporing
- Rangordning af sektioner efter lækagens alvorlighed
- Sporing af forbedringer over tid
- Fastsættelse af mål for reduktion
- Implementering af verifikationstest
3. Flow-baserede overvågningssystemer
Kontinuerlig overvågning giver løbende lækagesporing:
Strategi for installation af flowmålere
- Valg af passende teknologi til flowmåling
- Bestemmelse af optimal målerplacering
- Implementering af bypass-funktioner
- Etablering af måleparametreAnalyse af basisforbruget
- Måling af forbrug i og uden for produktionen
- Etablering af normale flowmønstre
- Identificering af unormalt forbrug
- Udvikling af trendanalyserAlarm- og reaktionssystem
- Indstilling af tærskelbaserede alarmer
- Implementering af automatiserede notifikationer
- Udvikling af reaktionsprocedurer
- Oprettelse af eskaleringsprotokoller
Implementeringsmetode
Følg denne strukturerede tilgang for at implementere effektiv lækagesøgning:
Trin 1: Indledende vurdering og planlægning
Begynd med en omfattende forståelse af den aktuelle situation:
Baseline-måling
- Mål den samlede trykluftproduktion
- Dokumentér nuværende energiomkostninger
- Estimer den aktuelle lækageprocent
- Beregn potentielle besparelserKortlægning af systemet
- Opret omfattende systemdiagrammer
- Dokumentér komponenternes placering
- Identificer højrisikoområder
- Etablering af inspektionszonerProgramudvikling
- Vælg passende detektionsmetoder
- Udvikle inspektionsskemaer
- Opret dokumentationsskabeloner
- Etablering af reparationsprotokoller
Trin 2: Implementering af detektion
Udfør detektionsprogrammet systematisk:
Udførelse af ultralydsinspektion
- Gennemfør inspektioner zone for zone
- Dokumenter alle identificerede lækager
- Klassificer efter sværhedsgrad og type
- Lav en prioriteret liste over reparationerImplementering af tryktest
- Udfør test sektion for sektion
- Beregn lækagerater
- Identificer de dårligst fungerende sektioner
- Dokumenter resultater og anbefalingerOvervågning af systemets udrulning
- Installer udstyr til flowmåling
- Konfigurer overvågningsparametre
- Etablering af baseline-mønstre
- Implementer alarmtærskler
Trin 3: Reparation og verifikation
Håndter identificeret lækage systematisk:
Prioriteret udførelse af reparationer
- Løs lækager med størst effekt først
- Implementer standardiserede reparationsmetoder
- Dokumenter alle reparationer
- Spor reparationsomkostningerVerifikationstest
- Test igen efter reparationer
- Forbedring af dokumenter
- Beregn den faktiske besparelse
- Opdater systemets baselineBæredygtighed i programmet
- Implementer regelmæssig inspektionsplan
- Træn personale i detektionsmetoder
- Opret løbende rapportering
- Fejr og offentliggør resultater
Anvendelse i den virkelige verden: Anlæg til forarbejdning af fødevarer
En af mine mest vellykkede implementeringer af lækagesporing var for et stort fødevareforarbejdningsanlæg med omfattende pneumatiske systemer. Deres udfordringer omfattede:
- Høje energiomkostninger fra trykluftproduktion
- Inkonsekvent tryk påvirker produktionsudstyret
- Begrænsede vedligeholdelsesressourcer
- Udfordrende sanitære krav
Vi har implementeret et omfattende detektionsprogram:
Indledende vurdering
- Målt baseline-forbrug: 1.250 CFM i gennemsnit
- Dokumenteret forbrug uden for produktion: 480 CFM
- Beregnet estimeret lækage: 38% af produktionen
- Forventede potentielle besparelser: $94,500 årligtImplementering af detektionsprogram
- Implementeret ultralydsdetektion på tværs af alle zoner
- Implementeret ugentlig test af trykfald uden for arbejdstid
- Installerede flowmålere på hoveddistributionslinjer
- Oprettet digitalt dokumentationssystemSystematisk reparationsprogram
- Prioriterede reparationer efter lækagevolumen
- Implementerede standardiserede reparationsprocedurer
- Oprettede ugentlig reparationsplan
- Sporede og verificerede resultater
Resultaterne var bemærkelsesværdige:
| Metrisk | Før programmet | Efter 3 måneder | Efter 6 måneder |
|---|---|---|---|
| Samlet luftforbrug | 1.250 CFM | 980 CFM | 840 CFM |
| Forbrug uden for produktionen | 480 CFM | 210 CFM | 70 CFM |
| Lækage i procent | 38% | 21% | 8% |
| Månedlige energiomkostninger | $21,600 | $16,900 | $14,500 |
| Årlige besparelser | – | $56,400 | $85,200 |
Den vigtigste indsigt var erkendelsen af, at lækagesøgning skal være et løbende program snarere end en engangsbegivenhed. Ved at implementere systematiske procedurer og skabe ansvarlighed for resultaterne var anlægget i stand til at opnå og opretholde en enestående ydeevne. Programmet gav fuld ROI på bare 2,7 måneder med minimal kapitalinvestering ud over detekteringsudstyr.
Hvilken model for reservedelslager vil minimere dine omkostninger til nedetid?
Optimering af reservedelslageret til stangløse cylindre er et af de mest udfordrende aspekter ved styring af pneumatiske systemer, da det kræver en nøje balance mellem lageromkostninger og risiko for nedetid.
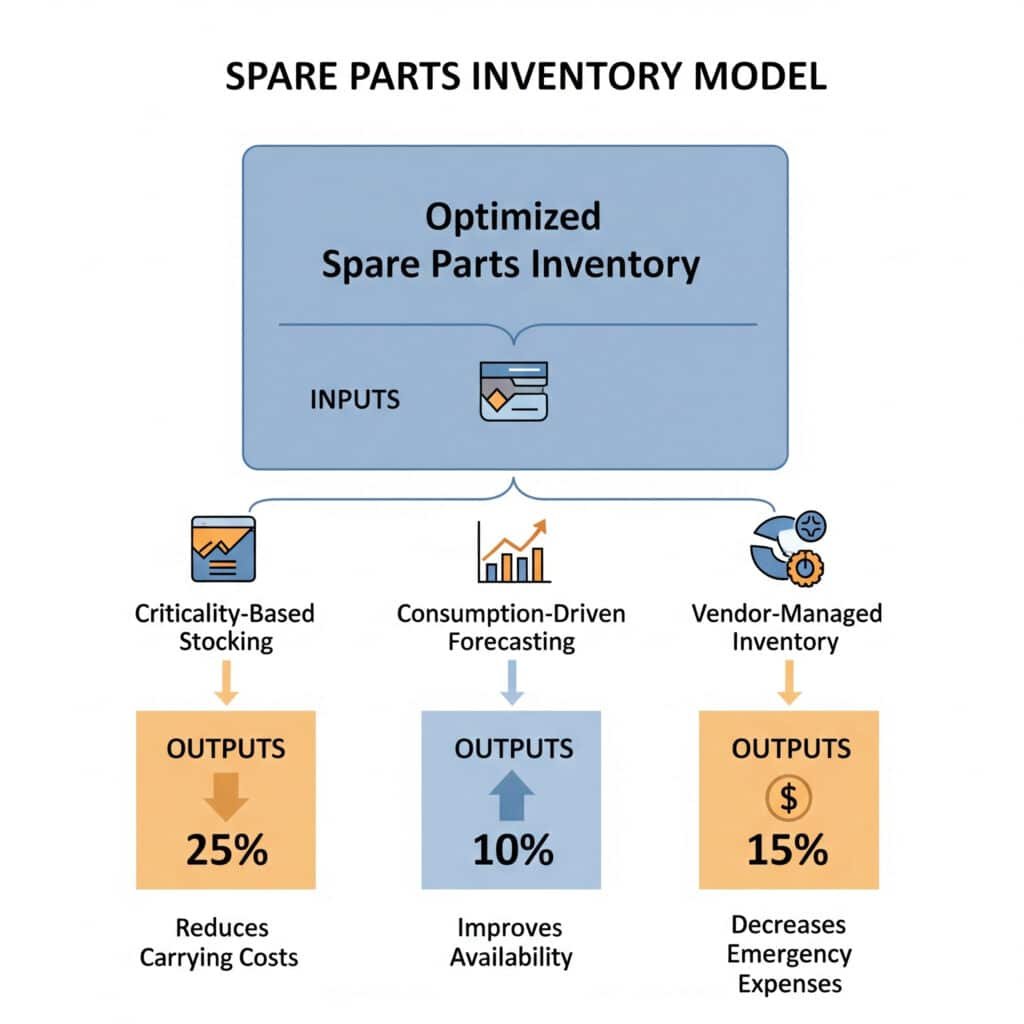
Effektiv optimering af reservedelslageret kombinerer kritisk lagerbeholdning, forbrugsdrevne prognoser og leverandørstyrede lagertilgange - hvilket typisk reducerer lageromkostningerne med 25-40%, samtidig med at reservedelstilgængeligheden forbedres med 15-25%, og udgifterne til nødindkøb reduceres med 60-80%.
Efter at have udviklet lagerstrategier for pneumatiske systemer på tværs af flere brancher har jeg fundet ud af, at de fleste organisationer kæmper for at finde den rette balance mellem overlager og risiko for nedetid. Nøglen er at implementere en datadrevet model, der tilpasser lagerniveauerne til de faktiske risiko- og forbrugsmønstre.
Omfattende ramme for lageroptimering
En effektiv model for reservedelslager indeholder disse vigtige komponenter:
1. Kritikalitetsbaseret klassifikationssystem4
Strategisk delklassificering driver passende lagerbeslutninger:
Vurdering af komponenternes kritikalitet
- Evaluering af produktionens effekt
- Analyse af redundans
- Vurdering af konsekvenserne af fejl
- Krav til restitutionstidUdvikling af klassifikationsmatrix
- Oprettelse af multifaktor-klassifikationssystem
- Etablering af lagerpolitik efter klasse
- Definition af mål for serviceniveau
- Implementering af gennemgangsfrekvenserTilpasning af lagerstrategi
- Tilpasning af lagerniveauer til kritikalitet
- Etablering af sikkerhedslager efter klasse
- Definition af tærskler for fremskyndelse
- Oprettelse af eskaleringsprocedurer
2. Forbrugsdrevet prognosemodel
Datadrevne prognoser forbedrer lagerets nøjagtighed:
Analyse af forbrugsmønstre
- Evaluering af historisk brug
- Identifikation af tendenser
- Vurdering af sæsonudsving
- Sammenhæng med produktionUdvikling af forudsigelige modeller
- Statistiske forudsigelsesmetoder
- Pålidelighedsbaserede forbrugsmodeller
- Integration af vedligeholdelsesplan
- Tilpasning af produktionsplanDynamiske justeringsmekanismer
- Sporing af prognosens nøjagtighed
- Undtagelsesbaseret justering
- Kontinuerlig forbedring af modellen
- Håndtering af afvigelser
3. Leverandøradministreret lagerbeholdning5 Integration
Strategiske leverandørpartnerskaber optimerer lagerstyringen:
Udvikling af leverandørpartnerskaber
- Identifikation af VMI-kompatible leverandører
- Etablering af forventninger til performance
- Udvikling af protokoller for informationsdeling
- Skabe modeller til gensidig fordelImplementering af konsignationsprogram
- Fastlæggelse af kandidater til forsendelser
- Fastlæggelse af ejerskabsgrænser
- Udvikling af brugsrapportering
- Oprettelse af betalingsudløserePerformance Management System
- Etablering af KPI-rammeværk
- Implementering af regelmæssige anmeldelser
- Oprettelse af mekanismer til løbende forbedringer
- Udvikling af procedurer for problemløsning
Implementeringsmetode
For at implementere effektiv lageroptimering skal du følge denne strukturerede tilgang:
Trin 1: Vurdering af den nuværende tilstand
Begynd med en omfattende forståelse af den eksisterende beholdning:
Analyse af lagerbeholdning
- Katalogiser nuværende lagerbeholdning
- Dokumentets brugshistorik
- Analyser omsætningshastigheder
- Identificer overskydende og forældede varerVurdering af kritikalitet
- Vurder komponenternes betydning
- Dokumentér konsekvenser af fejl
- Vurder leveringstider
- Bestem kravene til genopretningAnalyse af omkostningsstruktur
- Beregn transportomkostninger
- Dokumenter udgifter til nødindkøb
- Kvantificer omkostninger til nedetid
- Etablering af baseline-målinger
Trin 2: Modeludvikling og implementering
Opret og implementer optimeringsmodellen:
Implementering af klassifikationssystem
- Udvikle klassifikationskriterier
- Tildel dele til passende kategorier
- Fastlæg politikker for lagerbeholdning efter klasse
- Opret ledelsesprocedurerUdvikling af prognosesystemer
- Vælg passende prognosemetoder
- Implementer procedurer for dataindsamling
- Udvikle prognosemodeller
- Opret gennemgangs- og justeringsprocesserIntegration af leverandører
- Identificer strategiske leverandørpartnere
- Udvikle VMI-aftaler
- Implementer informationsdeling
- Etablering af præstationsmålinger
Trin 3: Overvågning og løbende forbedring
Sørg for løbende optimering:
Sporing af præstationer
- Overvåg de vigtigste præstationsindikatorer
- Spor serviceniveauer
- Dokumentér omkostningsforbedringer
- Analyser undtagelseshændelserRegelmæssig gennemgangsproces
- Gennemfør planlagte gennemgange
- Juster klassificeringen efter behov
- Forbedre prognosemodellerne
- Optimer leverandørernes præstationerKontinuerlig forbedring
- Identificer forbedringsmuligheder
- Implementer procesforbedringer
- Dokumentér bedste praksis
- Del succeshistorier
Anvendelse i den virkelige verden: Produktionsanlæg
Et af mine mest vellykkede lageroptimeringsprojekter var for en produktionsvirksomhed med omfattende pneumatiske systemer. Deres udfordringer omfattede:
- Overdrevne omkostninger til lagerføring
- Hyppige udsættelser af kritiske komponenter
- Høje udgifter til nødindkøb
- Begrænset lagerplads
Vi implementerede en omfattende optimeringsmetode:
Kritikalitetsbaseret klassificering
- Evaluerede 840 pneumatiske komponenter
- Skabte et klassifikationssystem med fire niveauer
- Etablerede mål for serviceniveau efter klasse
- Udviklet lagerpolitikker for hver kategoriForbrugsdrevne prognoser
- Analyserede 24 måneders brugshistorik
- Udviklet statistiske prognosemodeller
- Integrerede vedligeholdelsesplaner
- Implementeret rapportering af undtagelserUdvikling af leverandørpartnerskaber
- Etableret VMI-program med nøgleleverandører
- Implementeret konsignation for varer af høj værdi
- Oprettede ugentlig brugsrapportering
- Udviklede præstationsmålinger
Resultaterne forvandlede deres lagerstyring:
| Metrisk | Før optimering | Efter optimering | Forbedring |
|---|---|---|---|
| Beholdningsværdi | $387,000 | $241,000 | 38% reduktion |
| Serviceniveau | 92.3% | 98.7% | 6.4% forbedring |
| Nødsituationer | 47 pr. år | 8 pr. år | 83% reduktion |
| Årlige transportomkostninger | $96,750 | $60,250 | $36.500 besparelser |
| Nedetid på grund af reservedele | 87 timer/år | 12 timer/år | 86% reduktion |
Den vigtigste indsigt var erkendelsen af, at ikke alle dele fortjener den samme tilgang til lageret. Ved at implementere en flerstrenget strategi baseret på faktisk kritikalitet og forbrugsmønstre kunne fabrikken på samme tid reducere lageromkostningerne og forbedre tilgængeligheden af dele. Optimeringen gav fuld ROI på kun 5,2 måneder, primært gennem reducerede lageromkostninger og mindre nedetid.
Konklusion
Strategisk forbedring af ROI for stangløse cylindersystemer gennem optimering af synergi mellem flere cylindre, systematisk registrering af luftlækage og datadrevet modellering af reservedelslager giver betydelige økonomiske fordele, samtidig med at systemets ydeevne og pålidelighed forbedres. Disse tilgange genererer typisk tilbagebetalingsperioder målt i måneder snarere end år, hvilket gør dem ideelle selv i budgetbegrænsede miljøer.
Den vigtigste indsigt fra min erfaring med at implementere disse strategier på tværs af flere brancher er, at betydelige forbedringer ofte er mulige med minimale kapitalinvesteringer. Ved at fokusere på optimering af eksisterende systemer i stedet for total udskiftning kan organisationer opnå en bemærkelsesværdig ROI og samtidig opbygge interne kompetencer, der giver løbende fordele.
Ofte stillede spørgsmål om forbedring af ROI for stangløse cylindre
Hvad er den typiske ROI-tidsramme for optimeringsprojekter med flere cylindre?
De fleste optimeringsprojekter med flere cylindre giver 3-8 måneders ROI gennem reduceret energiforbrug, forbedret produktivitet og lavere vedligeholdelsesomkostninger.
Hvor meget trykluft går typisk tabt på grund af lækage i industrielle systemer?
Industrielle pneumatiske systemer mister typisk 20-35% trykluft på grund af lækage, hvilket svarer til tusindvis af dollars i spildt energi hvert år.
Hvad er den største fejl, virksomheder begår med deres reservedelslager?
De fleste virksomheder har enten for store lagre af ikke-kritiske dele eller for små lagre af kritiske komponenter og tilpasser ikke lagerstrategien til de faktiske risici og brugsmønstre.
Hvor ofte bør man undersøge for luftlækager?
Gennemfør kvartalsvise ultralydsinspektioner, månedlige trykfaldstest og kontinuerlig flowovervågning for at opnå optimal lækagestyring og vedvarende besparelser.
Hvad er det første skridt i implementeringen af synergioptimering med flere cylindre?
Begynd med en omfattende systemkortlægning og analyse af bevægelsessekvenser for at identificere indbyrdes afhængigheder og optimeringsmuligheder, før du foretager ændringer.
-
Giver en klar definition af Return on Investment (ROI), en vigtig præstationsmåling, der bruges til at evaluere rentabiliteten af en investering, og forklarer, hvordan man beregner den. ↩
-
Forklarer princippet i et trykkaskadesystem, en energibesparende teknik, hvor udblæsningsluften fra en højtryksapplikation bruges til at drive en separat applikation med lavere tryk. ↩
-
Beskriver teknologien bag ultralydsdetektering af lækager, hvor specialiserede sensorer registrerer den højfrekvente lyd, der produceres af turbulent gasstrøm, hvilket giver mulighed for hurtig og præcis lokalisering af lækager. ↩
-
Beskriver begrebet ABC-analyse, en lagerkategoriseringsmetode, der klassificerer varer i A-, B- og C-kategorier baseret på deres værdi og betydning for at bestemme det passende niveau for styring og kontrol. ↩
-
Giver en forklaring på Vendor-Managed Inventory (VMI), en forsyningskædestrategi, hvor leverandøren påtager sig det fulde ansvar for at opretholde en aftalt lagerbeholdning af deres materiale hos køberen. ↩
