
Alle sikkerhedsingeniører, jeg taler med, står over for den samme udfordring: Standard pneumatiske sikkerhedssystemer giver ofte ikke tilstrækkelig beskyttelse i højrisikoapplikationer. Du har sikkert oplevet angsten for nærved-ulykker, frustrationen over produktionsforsinkelser på grund af generende udløsninger eller endnu værre - ødelæggelsen ved en egentlig sikkerhedshændelse på trods af, at du har "kompatible" systemer på plads. Disse mangler gør medarbejderne sårbare, og virksomhederne udsættes for et betydeligt ansvar.
Det mest effektive pneumatiske sikkerhedssystem kombinerer hurtigt reagerende nødsituationer Stopventiler (under 50 ms), korrekt designet SIL-klassificeret1 sikkerhedskredsløb med redundans og validerede låsemekanismer med dobbelt tryk. Denne omfattende tilgang reducerer typisk risikoen for alvorlige skader med 96-99% sammenlignet med basale systemer, der fokuserer på overholdelse af reglerne.
I sidste måned arbejdede jeg med et produktionsanlæg i Ontario, som havde oplevet en alvorlig skade, da deres standard pneumatiske sikkerhedssystem ikke kunne forhindre en uventet bevægelse under vedligeholdelse. Efter at have implementeret vores omfattende sikkerhedstilgang har de ikke kun elimineret sikkerhedshændelser, men har faktisk øget produktiviteten med 14% på grund af reduceret nedetid fra generende bevægelser og forbedrede adgangsprocedurer til vedligeholdelse.
Indholdsfortegnelse
- Standarder for responstid for nødstopventiler
- Specifikationer for design af sikkerhedskredsløb på SIL-niveau
- Valideringsproces for låsemekanisme med dobbelt tryk
- Konklusion
- Ofte stillede spørgsmål om pneumatiske sikkerhedssystemer
Hvilken reaktionstid skal nødstopventiler faktisk have for at forhindre skader?
Mange sikkerhedsingeniører vælger nødstopventiler primært ud fra flowkapacitet og pris og overser den kritiske faktor reaktionstid. Denne forglemmelse kan få katastrofale konsekvenser, når millisekunder gør forskellen mellem en nærved-ulykke og en alvorlig skade.
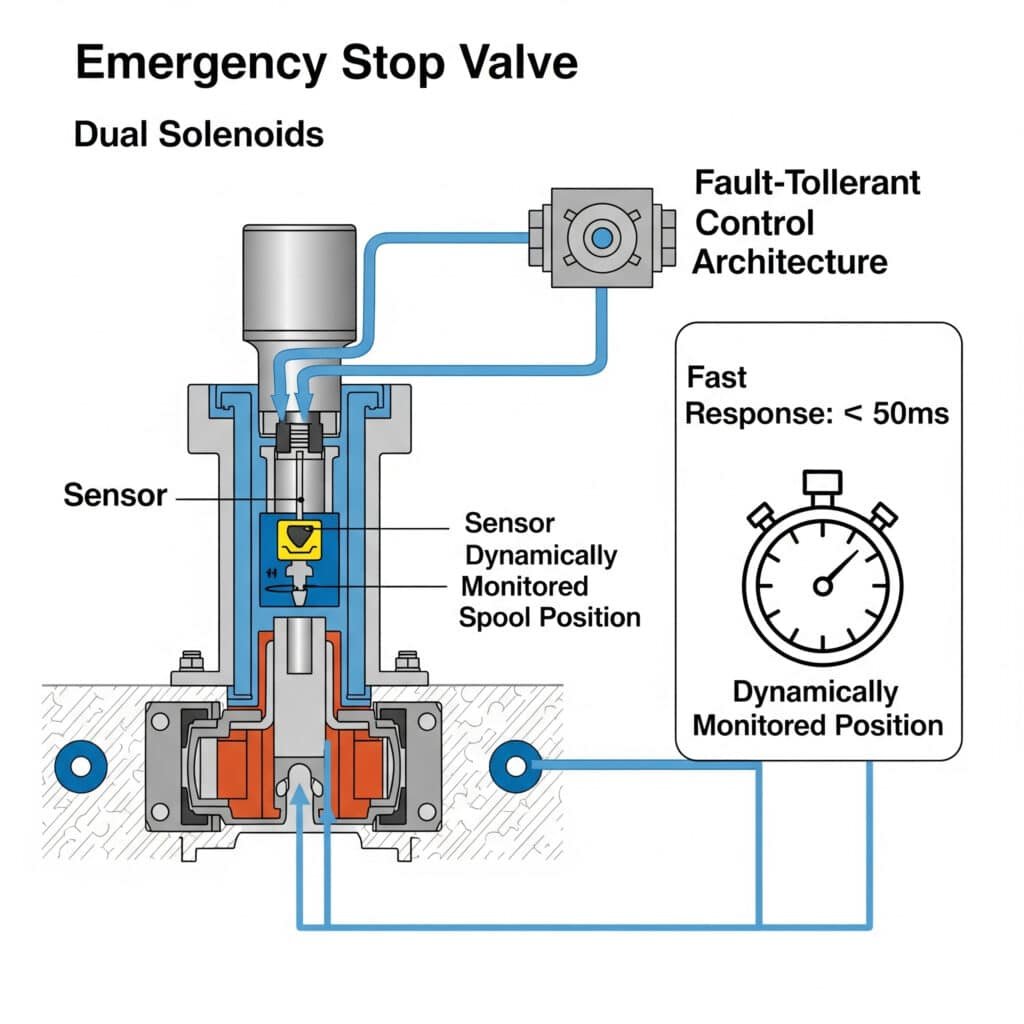
Effektive nødstopventiler til pneumatiske systemer skal opnå fuld lukning inden for 15-50 ms afhængigt af applikationens risikoniveau, opretholde ensartet ydeevne i hele deres levetid og omfatte overvågningsfunktioner til at opdage nedbrydning. De mest pålidelige designs indeholder dobbelte magnetventiler med dynamisk overvågede spolepositioner og fejltolerant kontrolarkitektur.
Omfattende standarder for responstid for nødstopventiler
Efter at have analyseret hundredvis af pneumatiske sikkerhedshændelser og gennemført omfattende test har jeg udviklet disse applikationsspecifikke standarder for responstid:
| Risikokategori | Nødvendig responstid | Ventilteknologi | Krav til overvågning | Testfrekvens | Typiske anvendelser |
|---|---|---|---|---|---|
| Ekstrem risiko | 10-15 ms | Dynamisk overvåget, dobbelt magnetventil | Kontinuerlig cyklusovervågning, fejlregistrering | Månedligt | Højhastighedspresser, robotiserede arbejdsceller, automatiseret skæring |
| Høj risiko | 15-30 ms | Dynamisk overvåget, dobbelt magnetventil | Positionsfeedback, fejlregistrering | Kvartalsvis | Materialehåndteringsudstyr, automatiseret montage, emballeringsmaskiner |
| Middel risiko | 30-50 ms | Statisk overvåget, dobbelt magnetventil | Feedback om position | Halvårligt | Transportørsystemer, simpel automatisering, materialeforarbejdning |
| Lav risiko | 50-100 ms | Enkelt magnetventil med fjederretur | Grundlæggende positionsfeedback | Hvert år | Ikke-farlige anvendelser, enkelt værktøj, hjælpesystemer |
Metode til måling og validering af responstid
Følg denne omfattende testprotokol for at validere nødstopventilens ydeevne korrekt:
Fase 1: Indledende karakterisering af responstid
Fastlæg baseline-ydelse gennem grundig testning:
Elektrisk signal til indledende bevægelse
Mål forsinkelsen mellem den elektriske frakobling og den første registrerbare ventilbevægelse:
- Brug højhastighedsdataindsamling (minimum 1kHz sampling)
- Test ved minimal, nominel og maksimal forsyningsspænding
- Gentag målingerne ved minimum, nominelt og maksimalt driftstryk
- Udfør mindst 10 cyklusser for at etablere statistisk validitet
- Beregn gennemsnitlige og maksimale svartiderMåling af fuld rejsetid
Bestem den tid, det tager at lukke ventilen helt:
- Brug flowsensorer til at registrere fuldstændigt flowstop
- Mål trykfaldskurver nedstrøms for ventilen
- Beregn effektiv lukketid baseret på flowreduktion
- Test under forskellige flowforhold (25%, 50%, 75%, 100% af det nominelle flow)
- Dokumentér det værst tænkelige reaktionsscenarieValidering af systemrespons
Evaluer den komplette sikkerhedsfunktions ydeevne:
- Mål tiden fra udløsende hændelse til ophør af farlig bevægelse
- Inkluder alle systemkomponenter (sensorer, controllere, ventiler, aktuatorer)
- Test under realistiske belastningsforhold
- Dokumentér den samlede sikkerhedsfunktions responstid
- Sammenlign med beregnede krav til sikkerhedsafstand
Fase 2: Miljø- og tilstandstest
Kontrollér ydeevnen i hele driftsområdet:
Analyse af temperatureffekt
Test responstid over hele temperaturområdet:
- Ydeevne ved koldstart (mindste nominelle temperatur)
- Drift ved høj temperatur (maksimal nominel temperatur)
- Scenarier for dynamiske temperaturændringer
- Effekter af termisk cykling på responsens konsistensTest af forsyningsvariation
Evaluer ydeevnen under ikke-ideelle forsyningsforhold:
- Reduceret forsyningstryk (minimum specificeret -10%)
- Forhøjet forsyningstryk (maksimalt specificeret +10%)
- Trykudsving under drift
- Forurenet indblæsningsluft (indfør kontrolleret forurening)
- Spændingsudsving (±10% af nominel)Vurdering af udholdenhedspræstation
Kontroller, at svaret er konsistent på lang sigt:
- Indledende måling af responstid
- Accelereret livscyklus (minimum 100.000 cyklusser)
- Periodisk måling af responstid under cykling
- Endelig verifikation af svartid
- Statistisk analyse af responstidsdrift
Fase 3: Test af fejltilstand
Evaluer ydeevnen under forudsigelige fejlforhold:
Test af scenarier med delvise fejl
Vurder respons under komponentnedbrydning:
- Simuleret nedbrydning af solenoid (reduceret effekt)
- Delvis mekanisk obstruktion
- Øget friktion gennem kontrolleret forurening
- Reduceret fjederkraft (hvor det er relevant)
- Simulering af sensorfejlAnalyse af fælles fejlårsager
Test modstandsdygtighed over for systemiske fejl:
- Forstyrrelser i strømforsyningen
- Afbrydelser i trykforsyningen
- Ekstreme miljøforhold
- Test af EMC/EMI-forstyrrelser
- Test af vibrationer og stød
Casestudie: Opgradering af sikkerheden i metalstempling
En metalstempelfabrik i Pennsylvania oplevede en nærved-hændelse, da deres pneumatiske pressesikkerhedssystem ikke reagerede hurtigt nok i en nødstopssituation. Deres eksisterende ventil havde en målt reaktionstid på 85 ms, hvilket gjorde det muligt for pressen at fortsætte bevægelsen i 38 mm, efter at lysgardinet var blevet udløst.
Vi gennemførte en omfattende sikkerhedsvurdering:
Indledende systemanalyse
- Pressens lukkehastighed: 450 mm/sekund
- Eksisterende ventils responstid: 85 ms
- Systemets samlede responstid: 115 ms
- Bevægelse efter registrering: 51,75 mm
- Nødvendig sikker stopydelse: <10 mm bevægelse
Implementering af løsning
Vi har anbefalet og implementeret disse forbedringer:
| Komponent | Original specifikation | Opgraderet specifikation | Forbedring af præstationer |
|---|---|---|---|
| Nødstop-ventil | Enkelt magnetventil, 85 ms respons | Dobbeltovervåget magnetventil, 12 ms respons | 85.9% hurtigere respons |
| Kontrolarkitektur | Grundlæggende relæ-logik | Sikkerheds-PLC med diagnostik | Forbedret overvågning og redundans |
| Installationsposition | Fjernbetjening fra aktuator | Direkte montering på cylinder | Reduceret forsinkelse af pneumatisk transmission |
| Udstødningskapacitet | Standard lyddæmper | Hurtig udstødning med højt flow | 3,2x hurtigere trykaflastning |
| Overvågningssystem | Ingen | Dynamisk overvågning af ventilposition | Registrering af fejl i realtid |
Valideringsresultater
Efter implementeringen opnåede systemet:
- Ventilens responstid: 12 ms (85,9% forbedring)
- Samlet systemresponstid: 28 ms (75,7% forbedring)
- Bevægelse efter detektion: 12,6 mm (75,7%-forbedring)
- Systemet er nu i overensstemmelse med ISO 138552 Krav til sikkerhedsafstand
- Yderligere fordel: 22% reduktion i uønskede udfald på grund af forbedret diagnostik
Bedste praksis for implementering
For optimal ydelse af nødstopventilen:
Kriterier for valg af ventil
Fokuser på disse kritiske specifikationer:
- Verificeret dokumentation for svartid (ikke kun katalogkrav)
- B10d-værdi3 eller MTTFd-klassificering, der passer til det krævede præstationsniveau
- Mulighed for dynamisk overvågning af ventilposition
- Fejltolerance, der passer til risikoniveauet
- Flowkapacitet med tilstrækkelig sikkerhedsmargin (minimum 20%)
Retningslinjer for installation
Optimer installationen for at få den hurtigste respons:
- Placer ventilerne så tæt som muligt på aktuatorerne
- Dimensionér forsyningsledninger til minimalt trykfald
- Maksimerer udstødningskapaciteten med minimal begrænsning
- Implementer hurtige udstødningsventiler til store cylindre
- Sørg for, at elektriske forbindelser opfylder den krævede responstid
Vedligeholdelses- og testprotokol
Etablering af streng løbende validering:
- Dokumentér baseline-responstid ved idriftsættelse
- Implementer regelmæssige responstidstest med risikopassende intervaller
- Fastsæt maksimal acceptabel forringelse af svartiden (typisk 20%)
- Skab klare kriterier for udskiftning eller renovering af ventiler
- Vedligehold testoptegnelser til dokumentation af overholdelse
Hvordan designer man pneumatiske sikkerhedskredsløb, der rent faktisk opnår deres SIL-klassificering?
Mange pneumatiske sikkerhedskredsløb har SIL-klassificeringer på papiret, men leverer ikke den samme ydelse i den virkelige verden på grund af designfejl, forkert komponentvalg eller utilstrækkelig validering.
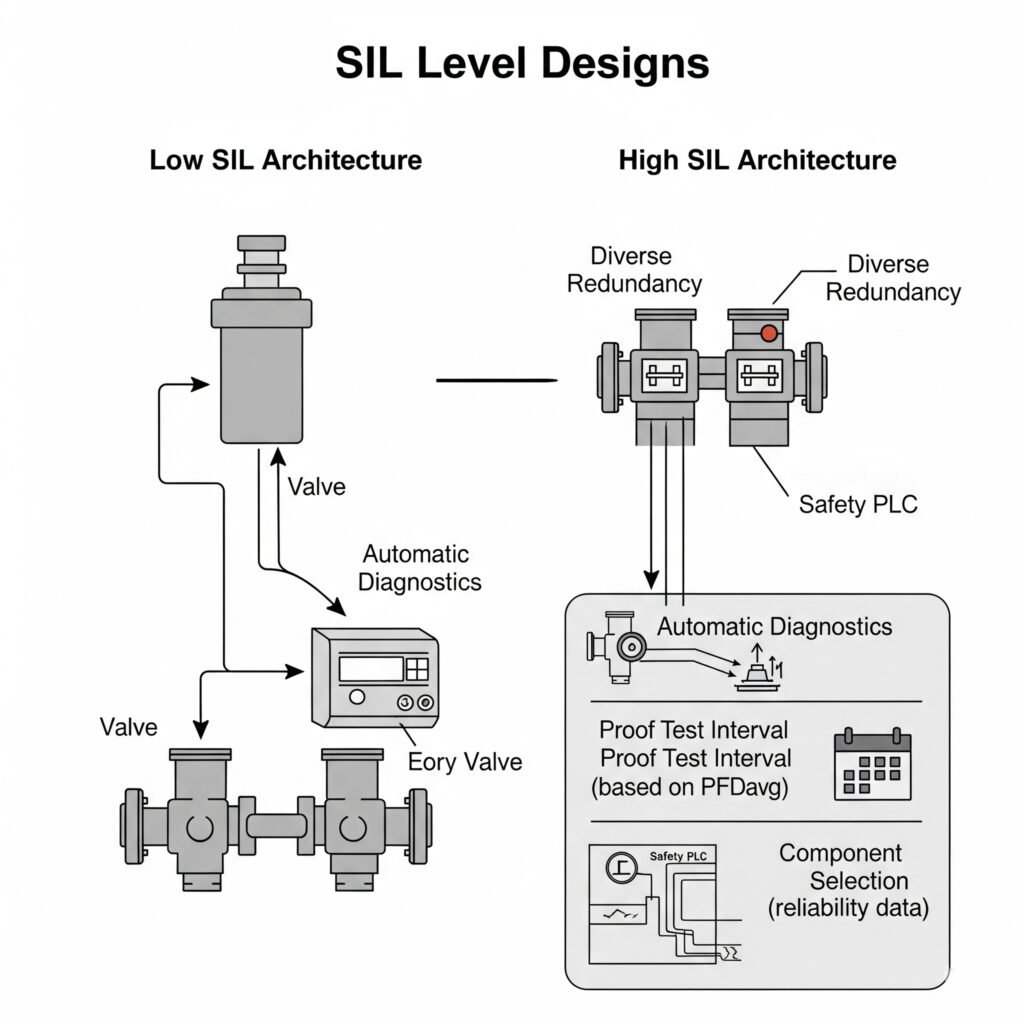
Effektive SIL-klassificerede pneumatiske sikkerhedskredsløb kræver systematisk komponentvalg baseret på pålidelighedsdata, arkitektur, der matcher det krævede SIL-niveau, omfattende fejltilstandsanalyse og validerede prøvetestprocedurer. De mest pålidelige designs indeholder forskellig redundans, automatisk diagnostik og definerede proof test-intervaller baseret på beregnede PFDavg4 værdier.
Omfattende SIL-designramme for pneumatiske sikkerhedskredsløb
Efter at have implementeret hundredvis af SIL-klassificerede pneumatiske sikkerhedssystemer har jeg udviklet denne strukturerede designtilgang:
| SIL-niveau | Påkrævet PFDavg | Typisk arkitektur | Diagnostisk dækning | Proof-testinterval | Krav til komponenter |
|---|---|---|---|---|---|
| SIL 1 | 10-¹ til 10-² | 1oo1 med diagnostik | >60% | 1-3 år | Grundlæggende pålidelighedsdata, moderat MTTF |
| SIL 2 | 10-² til 10-³ | 1oo2 eller 2oo3 | >90% | 6 måneder - 1 år | Certificerede komponenter, høj MTTF, fejldata |
| SIL 3 | 10-³ til 10-⁴ | 2oo3 eller bedre | >99% | 1-6 måneder | SIL 3-certificeret, omfattende fejldata, forskellige teknologier |
| SIL 4 | 10-⁴ til 10-⁵ | Flere forskellige redundanser | >99,9% | <1 måned | Specialiserede komponenter, afprøvet i lignende applikationer |
Struktureret SIL-designmetode til pneumatiske systemer
Følg denne omfattende metode for at designe SIL-klassificerede pneumatiske sikkerhedskredsløb korrekt:
Fase 1: Definition af sikkerhedsfunktioner
Begynd med en præcis definition af sikkerhedskravene:
Specifikation af funktionelle krav
Dokumenter nøjagtigt, hvad sikkerhedsfunktionen skal udføre:
- Specifikke farer, der afhjælpes
- Nødvendig responstid
- Definition af sikker tilstand
- Dækkede driftstilstande
- Krav til manuel nulstilling
- Integration med andre sikkerhedsfunktionerBestemmelse af SIL-mål
Fastlæg det nødvendige sikkerhedsintegritetsniveau:
- Udfør risikovurdering i henhold til IEC 61508/62061 eller ISO 13849
- Bestem den nødvendige risikoreduktion
- Beregn mål for fejlsandsynlighed
- Tildel passende SIL-mål
- Dokumenter begrundelse for SIL-valgDefinition af præstationskriterier
Fastsæt målbare præstationskrav:
- Maksimal tilladt sandsynlighed for farlige fejl
- Nødvendig diagnostisk dækning
- Minimum fejltolerance for hardware
- Systematiske krav til kapaciteter
- Miljømæssige forhold
- Missionstid og proof test-intervaller
Fase 2: Arkitekturdesign
Udvikle en systemarkitektur, der kan opnå den nødvendige SIL:
Nedbrydning af delsystemer
Opdel sikkerhedsfunktionen i håndterbare elementer:
- Input-enheder (f.eks. nødstop, trykafbrydere)
- Logikløsere (sikkerhedsrelæer, sikkerheds-PLC'er)
- Afsluttende elementer (ventiler, låsemekanismer)
- Grænseflader mellem undersystemer
- Overvågnings- og diagnosticeringselementerUdvikling af redundansstrategi
Design passende redundans baseret på SIL-krav:
- Komponentredundans (parallel- eller seriearrangementer)
- Forskellige teknologier til at forhindre fejl med fælles årsag
- Afstemningsordninger (1oo1, 1oo2, 2oo2, 2oo3 osv.)
- Uafhængighed mellem redundante kanaler
- Afhjælpning af almindelige årsager til fejlDesign af diagnostiske systemer
Udvikle omfattende diagnostik, der passer til SIL:
- Automatiske diagnostiske tests og frekvens
- Funktioner til fejlfinding
- Beregning af diagnostisk dækning
- Reaktion på opdagede fejl
- Diagnostiske indikatorer og grænseflader
Fase 3: Valg af komponenter
Vælg komponenter, der understøtter den nødvendige SIL:
Indsamling af pålidelighedsdata
Indsaml omfattende information om pålidelighed:
- Data om fejlrate (farlig opdaget, farlig uopdaget)
- B10d-værdier for pneumatiske komponenter
- SFF-værdier (Safe Failure Fraction)
- Tidligere driftserfaring
- Producentens pålidelighedsdata
- Komponentens SIL-certificeringsniveauEvaluering og udvælgelse af komponenter
Vurder komponenter i forhold til SIL-krav:
- Bekræft certificering af SIL-kapacitet
- Evaluer systematisk kapacitet
- Tjek miljømæssig egnethed
- Bekræft diagnostiske evner
- Bekræft kompatibilitet med arkitekturen
- Vurder modtagelighed for fejl med fælles årsagAnalyse af fejltilstand
Gennemfør en detaljeret vurdering af fejltilstande:
- FMEDA (Failure Modes, Effects and Diagnostic Analysis)
- Identifikation af alle relevante fejltilstande
- Klassificering af fejl (sikre, farlige, opdagede, uopdagede)
- Analyse af almindelige årsager til fejl
- Slidmekanismer og missionens levetid
Fase 4: Verifikation og validering
Bekræft, at designet opfylder SIL-kravene:
Kvantitativ analyse
Beregn målinger af sikkerhedspræstationer:
- PFDavg (Gennemsnitlig sandsynlighed for fejl efter behov)
- HFT (hardwarefejltolerance)
- SFF (sikker fejlfraktion)
- Diagnostisk dækning i procent
- Fælles årsag til fejlbidrag
- Verifikation af samlet SIL-opnåelseUdvikling af proof-testprocedure
Opret omfattende testprotokoller:
- Detaljerede testtrin for hver komponent
- Nødvendigt testudstyr og opsætning
- Kriterier for bestået/ikke bestået
- Bestemmelse af testfrekvens
- Krav til dokumentation
- Test af delvist slagtilfælde, hvor det er relevantOprettelse af dokumentationspakke
Udarbejdelse af komplet sikkerhedsdokumentation:
- Specifikation af sikkerhedskrav
- Designberegninger og analyser
- Datablade og certifikater for komponenter
- Procedurer for prøvetest
- Krav til vedligeholdelse
- Procedurer for kontrol af ændringer
Casestudie: Sikkerhedssystem til kemisk forarbejdning
Et kemisk forarbejdningsanlæg i Texas havde brug for at implementere et SIL 2-klassificeret pneumatisk sikkerhedssystem til deres reaktornødstopfunktion. Sikkerhedsfunktionen skulle sikre pålidelig trykaflastning af pneumatiske aktuatorer, der styrer kritiske procesventiler, inden for 2 sekunder efter en nødsituation.
Vi designede et omfattende SIL 2 pneumatisk sikkerhedskredsløb:
Definition af sikkerhedsfunktion
- Funktion: Nødaflastning af pneumatiske ventilaktuatorer
- Sikker tilstand: Alle procesventiler i fejlsikker position
- Reaktionstid: <2 sekunder til fuldstændig trykaflastning
- SIL-mål: SIL 2 (PFDavg mellem 10-² og 10-³)
- Driftstid: 15 år med periodisk testning
Arkitekturdesign og valg af komponenter
| Delsystem | Arkitektur | Udvalgte komponenter | Data om pålidelighed | Diagnostisk dækning |
|---|---|---|---|---|
| Input-enheder | 1oo2 | Dobbelte tryktransmittere med sammenligning | λDU = 2,3×10-⁷/time hver | 92% |
| Logisk løser | 1oo2D | Sikkerheds-PLC med pneumatiske udgangsmoduler | λDU = 5,1×10-⁸/time | 99% |
| De sidste elementer | 1oo2 | Dobbelt overvågede sikkerhedsudstødningsventiler | B10d = 2,5×10⁶ cyklusser | 95% |
| Pneumatisk forsyning | Serie-redundans | Dobbelte trykregulatorer med overvågning | λDU = 3,4×10-⁷/time hver | 85% |
Verifikationsresultater
- Beregnet PFDavg: 8,7×10-³ (inden for SIL 2-området)
- Tolerance over for hardwarefejl: HFT = 1 (opfylder SIL 2-krav)
- Sikker fejlfraktion: SFF = 94% (overskrider SIL 2 minimum)
- Fælles årsagsfaktor: β = 2% (med forskelligt komponentvalg)
- Proof Test Interval: 6 måneder (baseret på PFDavg-beregning)
- Systematisk kapacitet: SC 2 (alle komponenter med SC 2 eller højere)
Resultater af implementering
Efter implementering og validering:
- Systemet har bestået tredjeparts SIL-verifikation
- Prøvetest bekræftede den beregnede ydeevne
- Delvis slagtilfælde-test implementeret til månedlig validering
- Fuldt dokumenterede og validerede testprocedurer
- Vedligeholdelsespersonalet er fuldt uddannet i drift og test af systemet
- Systemet har udført 12 vellykkede nødnedlukninger i løbet af 3 år
Bedste praksis for implementering
For en vellykket implementering af SIL-klassificerede pneumatiske sikkerhedskredsløb:
Krav til designdokumentation
Oprethold omfattende designoptegnelser:
- Specifikation af sikkerhedskrav med klart SIL-mål
- Blokdiagrammer for pålidelighed med arkitekturdetaljer
- Begrundelse for valg af komponenter og datablade
- Beregning af fejlrate og antagelser
- Analyse af almindelige årsager til fejl
- Endelige SIL-verifikationsberegninger
Almindelige faldgruber at undgå
Vær opmærksom på disse hyppige designfejl:
- Utilstrækkelig hardwarefejltolerance til SIL-niveau
- Utilstrækkelig diagnostisk dækning for arkitektur
- Overser almindelige årsager til fejl
- Uhensigtsmæssige proof test-intervaller
- Mangler systematisk vurdering af kapacitet
- Utilstrækkelig hensyntagen til miljøforhold
- Utilstrækkelig dokumentation til SIL-verifikation
Vedligeholdelse og håndtering af forandringer
Etabler strenge løbende processer:
- Dokumenterede prøvetestprocedurer med klare kriterier for bestået/ikke bestået
- Strenge politikker for udskiftning af komponenter (like-for-like)
- Ændringshåndteringsproces for eventuelle ændringer
- System til sporing og analyse af fejl
- Periodisk revalidering af SIL-beregninger
- Træningsprogram for vedligeholdelsespersonale
Hvordan validerer man låsemekanismer med dobbelt tryk for at sikre, at de rent faktisk virker?
Låsemekanismer med dobbelt tryk er kritiske sikkerhedsanordninger, der forhindrer uventet bevægelse i pneumatiske systemer, men mange implementeres uden ordentlig validering, hvilket skaber en falsk følelse af sikkerhed.
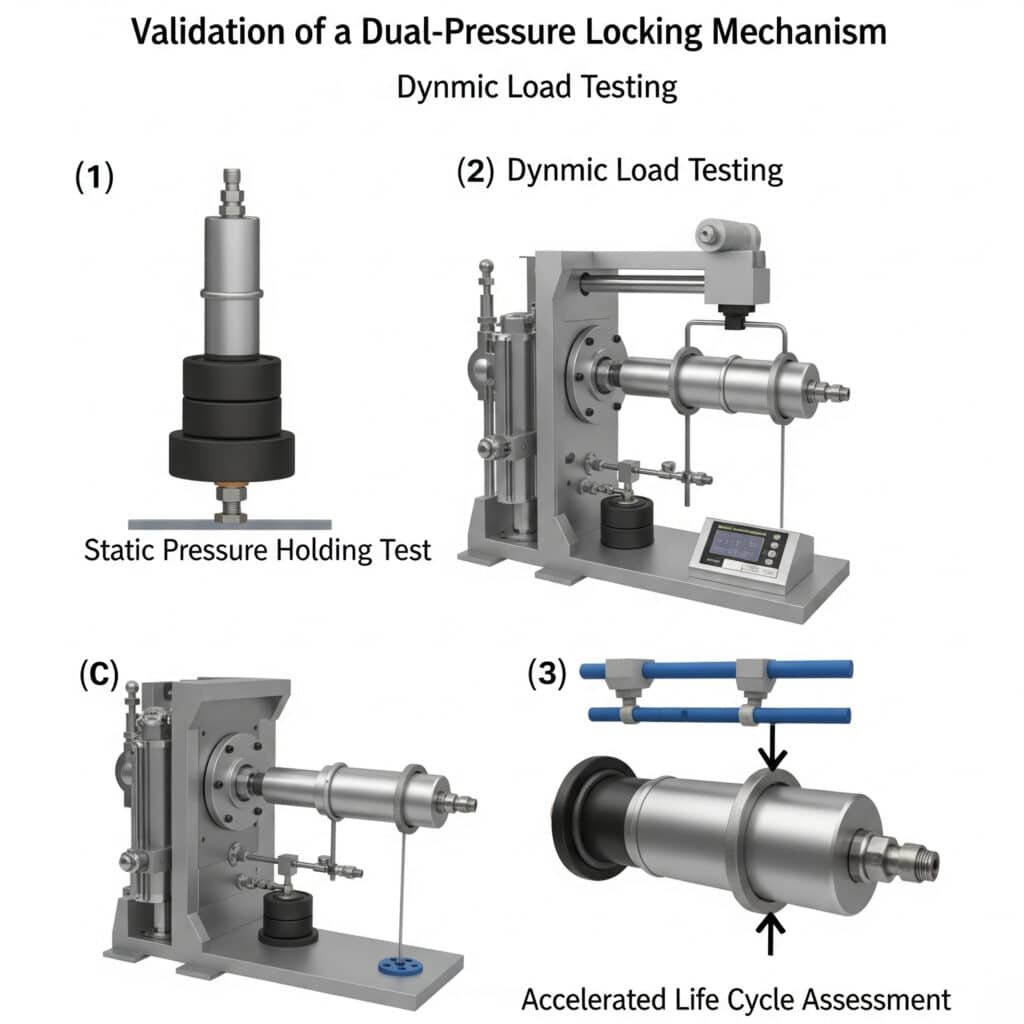
Effektiv validering af låsemekanismer med dobbelt tryk kræver omfattende test under alle forudsigelige driftsforhold, analyse af fejltilstande og periodisk verifikation af ydeevnen. De mest pålidelige valideringsprocesser kombinerer statiske trykholdeprøver, dynamiske belastningsprøver og accelereret livscyklusvurdering for at sikre ensartet ydeevne i hele enhedens levetid.
Omfattende ramme for validering af låsemekanisme med dobbelt tryk
Efter at have implementeret og valideret hundredvis af låsesystemer med dobbelt tryk har jeg udviklet denne strukturerede valideringsmetode:
| Valideringsfase | Testmetoder | Kriterier for accept | Krav til dokumentation | Valideringsfrekvens |
|---|---|---|---|---|
| Validering af design | FEA-analyse5, test af prototype, analyse af fejltilstand | Ingen bevægelse under 150%'s nominelle belastning, fejlsikker adfærd | Designberegninger, testrapporter, FMEA-dokumentation | En gang i løbet af designfasen |
| Validering af produktion | Belastningstest, cyklustest, måling af svartid | 100% låseindgreb, ensartet ydelse | Testcertifikater, præstationsdata, sporbarhedsregistre | Hver produktionsbatch |
| Validering af installation | In-situ belastningstest, timing-verifikation, integrationstest | Korrekt funktion i den faktiske anvendelse | Installationscheckliste, testresultater, idriftsættelsesrapport | Hver installation |
| Periodisk validering | Visuel inspektion, funktionstest, delvis belastningstest | Opretholdt ydeevne inden for 10% af den oprindelige specifikation | Inspektionsjournaler, testresultater, trendanalyse | Baseret på risikovurdering (typisk 3-12 måneder) |
Struktureret valideringsproces for låsemekanisme med dobbelt tryk
Følg denne omfattende proces for at validere låsemekanismer med dobbelt tryk korrekt:
Fase 1: Validering af design
Bekræft det grundlæggende designkoncept:
Mekanisk designanalyse
Vurdere de grundlæggende mekaniske principper:
- Beregning af kraftbalancen under alle forhold
- Stressanalyse af kritiske komponenter
- Analyse af toleranceopbygning
- Verifikation af materialevalg
- Modstandsdygtighed over for korrosion og miljøAnalyse af fejltilstande og effekter
Gennemfør en omfattende FMEA:
- Identificer alle potentielle fejltilstande
- Vurder fejlvirkninger og kritikalitet
- Bestem detektionsmetoder
- Beregn risikoprioritetsnumre (RPN)
- Udvikl strategier til afhjælpning af højrisikofejlTest af prototypens ydeevne
Bekræft designets ydeevne gennem test:
- Verifikation af statisk holdekapacitet
- Test af dynamisk engagement
- Måling af responstid
- Test af miljømæssige forhold
- Accelereret livscyklustest
Fase 2: Produktionsvalidering
Sikre ensartet produktionskvalitet:
Protokol for inspektion af komponenter
Bekræft specifikationer for kritiske komponenter:
- Dimensionel verifikation af låseelementer
- Bekræftelse af materialecertificering
- Inspektion af overfladefinish
- Verifikation af varmebehandling, hvor det er relevant
- Ikke-destruktiv testning af kritiske komponenterTest til verifikation af samling
Bekræft korrekt montering og justering:
- Korrekt justering af låseelementer
- Korrekt forspænding på fjedre og mekaniske elementer
- Passende drejningsmoment på fastgørelseselementer
- Korrekt tætning af pneumatiske kredsløb
- Korrekt justering af alle variable elementerTest af funktionel ydeevne
Kontrollér funktionen før installation:
- Kontrol af låsens indgreb
- Måling af holdekraft
- Tidspunkt for engagement/frafald
- Lækagetest af pneumatiske kredsløb
- Cyklisk test (mindst 1.000 cyklusser)
Fase 3: Validering af installationen
Bekræft ydeevnen i den faktiske applikation:
Tjekliste til verifikation af installation
Bekræft korrekte installationsbetingelser:
- Justering af montering og stabilitet
- Pneumatisk forsyningskvalitet og tryk
- Kontrolsignalets integritet
- Miljøbeskyttelse
- Tilgængelighed til inspektion og vedligeholdelseIntegreret systemtest
Kontrollér ydeevnen i hele systemet:
- Interaktion med kontrolsystem
- Reaktion på nødstop-signaler
- Ydeevne under faktiske belastningsforhold
- Kompatibilitet med driftscyklus
- Integration med overvågningssystemerApplikationsspecifik belastningstest
Valider ydeevnen under faktiske forhold:
- Statisk belastningstest ved maksimal anvendelsesbelastning
- Dynamisk belastningstest under normal drift
- Vibrationsmodstand under driftsforhold
- Temperaturcykling, hvis relevant
- Test af eksponering for forurenende stoffer, hvis relevant
Fase 4: Periodisk validering
Sikre løbende præstationsintegritet:
Protokol for visuel inspektion
Udvikl omfattende visuelle kontroller:
- Ekstern skade eller korrosion
- Væskelækage eller forurening
- Løse fastgørelseselementer eller forbindelser
- Justering og monteringsintegritet
- Slidindikatorer, hvor det er relevantProcedure for funktionstest
Skab ikke-invasiv verifikation af ydeevne:
- Kontrol af låsens indgreb
- Holder mod reduceret testbelastning
- Måling af timing
- Test af lækage
- Respons på styresignalOmfattende periodisk recertificering
Fastlæg større valideringsintervaller:
- Fuldstændig adskillelse og inspektion
- Udskiftning af komponenter baseret på tilstand
- Fuld belastningstest efter genmontering
- Opdatering af dokumentation og recertificering
- Vurdering og forlængelse af levetid
Casestudie: Automatiseret materialehåndteringssystem
Et distributionscenter i Illinois oplevede en alvorlig sikkerhedshændelse, da en låsemekanisme med dobbelt tryk på et overliggende materialehåndteringssystem svigtede, hvilket fik en last til at falde uventet ned. Undersøgelsen viste, at låsemekanismen aldrig var blevet valideret ordentligt efter installationen og havde udviklet intern slitage, som ikke var blevet opdaget.
Vi har udviklet et omfattende valideringsprogram:
Indledende vurderingsresultater
- Låsedesign: Modsatrettet stempeldesign med dobbelt tryk
- Driftstryk: 6,5 bar nominelt
- Belastningskapacitet: Klassificeret til 1.500 kg, i drift med 1.200 kg
- Fejltilstand: Nedbrydning af intern tætning, der forårsager trykfald
- Valideringsstatus: Kun indledende fabrikstest, ingen periodisk validering
Implementering af valideringsprogram
Vi implementerede denne flerfasede valideringsmetode:
| Valideringselement | Testmetode | Resultater | Korrigerende handlinger |
|---|---|---|---|
| Gennemgang af design | Teknisk analyse, FEA-modellering | Designmargin tilstrækkelig, men overvågning utilstrækkelig | Tilføjet trykovervågning, modificeret tætningsdesign |
| Analyse af fejltilstand | Omfattende FMEA | Identificerede 3 kritiske fejltilstande uden opdagelse | Implementeret overvågning for hver kritisk fejltilstand |
| Statisk belastningstest | Trinvis belastning af 150% med nominel kapacitet | Alle enheder bestod efter designændringer | Etableret som årligt testkrav |
| Dynamisk ydeevne | Cyklisk test med belastning | 2 enheder viste langsommere engagement end angivet | Ombyggede enheder med forbedrede komponenter |
| Overvågningssystem | Kontinuerlig trykovervågning med alarm | Det lykkedes at finde simulerede lækager | Integreret med anlæggets sikkerhedssystem |
| Periodisk validering | Udviklet 3-lags inspektionsprogram | Etableret baseline performance data | Skabte dokumentation og træningsprogram |
Resultater af valideringsprogrammet
Efter implementering af det omfattende valideringsprogram:
- 100% af låsemekanismer opfylder eller overgår nu specifikationerne
- Automatiseret overvågning giver løbende validering
- Månedligt inspektionsprogram fanger problemer tidligt
- Årlig belastningstest bekræfter fortsat ydeevne
- Ingen sikkerhedshændelser på 30 måneder siden implementeringen
- Ekstra fordel: 35% reduktion i akut vedligeholdelse
Bedste praksis for implementering
Til effektiv validering af låsemekanismen med dobbelt tryk:
Krav til dokumentation
Oprethold omfattende valideringsregistre:
- Designvalideringsrapporter og -beregninger
- Certifikater for produktionstest
- Tjeklister til validering af installationen
- Registreringer af periodiske inspektioner
- Undersøgelser af fejl og korrigerende handlinger
- Ændringshistorik og revalideringsresultater
Testudstyr og kalibrering
Sørg for måleintegritet:
- Belastningstestudstyr med gyldig kalibrering
- Trykmåleudstyr med passende nøjagtighed
- Tidsmålingssystemer til validering af respons
- Mulighed for miljøsimulering, hvor det er nødvendigt
- Automatiseret dataindsamling for ensartethed
Ledelse af valideringsprogram
Etablering af robuste styringsprocesser:
- Klar ansvarsfordeling for valideringsaktiviteter
- Kompetencekrav til valideringspersonale
- Ledelsens gennemgang af valideringsresultater
- Proces for korrigerende handlinger ved mislykkede valideringer
- Løbende forbedring af valideringsmetoder
- Ændringshåndtering for opdateringer af valideringsprogrammet
Konklusion
Implementering af virkelig effektive pneumatiske sikkerhedssystemer kræver en omfattende tilgang, der går ud over grundlæggende overholdelse. Ved at fokusere på de tre diskuterede kritiske elementer - hurtigt reagerende nødstopventiler, korrekt designede SIL-klassificerede sikkerhedskredsløb og validerede låsemekanismer med dobbelt tryk - kan organisationer dramatisk reducere risikoen for alvorlige skader, samtidig med at de ofte forbedrer driftseffektiviteten.
De mest succesfulde sikkerhedsimplementeringer behandler validering som en løbende proces snarere end en engangsbegivenhed. Ved at etablere robuste testprotokoller, vedligeholde omfattende dokumentation og løbende overvåge ydeevnen kan du sikre, at dine pneumatiske sikkerhedssystemer giver pålidelig beskyttelse i hele deres levetid.
Ofte stillede spørgsmål om pneumatiske sikkerhedssystemer
Hvor ofte skal nødstopventiler testes for at sikre, at de opretholder deres responstid?
Nødstopventiler skal testes med intervaller, der bestemmes af deres risikokategori og anvendelse. Højrisikoapplikationer kræver månedlig testning, mellemrisikoapplikationer kvartalsvis testning og lavrisikoapplikationer halvårlig eller årlig testning. Testen skal omfatte både måling af responstid og verifikation af fuld funktionalitet. Derudover skal enhver ventil, der viser en forringelse af responstiden på mere end 20% i forhold til den oprindelige specifikation, straks udskiftes eller renoveres, uanset den regelmæssige testplan.
Hvad er den mest almindelige årsag til, at pneumatiske sikkerhedskredsløb ikke opnår deres udpegede SIL-klassificering i virkelige applikationer?
Den mest almindelige årsag til, at pneumatiske sikkerhedskredsløb ikke opnår deres angivne SIL-klassificering, er utilstrækkelig hensyntagen til fejl med fælles årsag (CCF'er). Mens designere ofte fokuserer på komponenternes pålidelighed og redundansarkitektur, undervurderer de ofte virkningen af faktorer, der kan påvirke flere komponenter samtidigt, f.eks. forurenet luftforsyning, spændingsudsving, ekstreme miljøforhold eller vedligeholdelsesfejl. Korrekt CCF-analyse og -begrænsning kan forbedre SIL-ydelsen med en faktor 3-5 i typiske pneumatiske sikkerhedsapplikationer.
Kan låsemekanismer med dobbelt tryk eftermonteres på eksisterende pneumatiske systemer, eller kræver de et helt nyt systemdesign?
Låsemekanismer med dobbelt tryk kan med succes eftermonteres på de fleste eksisterende pneumatiske systemer uden fuldstændig ombygning, selvom den specifikke implementering afhænger af systemarkitekturen. For cylinderbaserede systemer kan eksterne låseanordninger tilføjes med minimale ændringer. For mere komplekse systemer kan modulære sikkerhedsblokke integreres i eksisterende ventilmanifolder. Det vigtigste krav er korrekt validering efter installationen, da eftermonterede systemer ofte har andre ydeevneegenskaber end oprindeligt designede systemer. Typisk opnår eftermonterede låsemekanismer 90-95% af ydeevnen for integrerede designs, når de er korrekt implementeret.
Hvad er forholdet mellem responstid og sikkerhedsafstand i pneumatiske sikkerhedssystemer?
Forholdet mellem responstid og sikkerhedsafstand følger formlen S = (K × T) + C, hvor S er den minimale sikkerhedsafstand, K er tilnærmelseshastigheden (typisk 1600-2000 mm/s for hånd-/armbevægelser), T er den samlede systemresponstid (inklusive detektion, signalbehandling og ventilrespons), og C er en ekstra afstand baseret på indtrængningspotentialet. For pneumatiske systemer giver hver 10 ms reduktion i ventilens reaktionstid typisk en reduktion i sikkerhedsafstanden på 16-20 mm. Dette forhold gør hurtigt reagerende ventiler særligt værdifulde i applikationer med begrænset plads, hvor det er upraktisk at opnå store sikkerhedsafstande.
Hvordan påvirker miljøfaktorer ydeevnen i pneumatiske sikkerhedssystemer?
Miljøfaktorer har stor indflydelse på det pneumatiske sikkerhedssystems ydeevne, og temperaturen har den mest markante effekt. Lave temperaturer (under 5 °C) kan øge responstiden med 15-30% på grund af øget luftviskositet og tætningsstivhed. Høje temperaturer (over 40 °C) kan reducere tætningernes effektivitet og fremskynde nedbrydningen af komponenterne. Fugtighed påvirker luftkvaliteten og kan føre vand ind i systemet, hvilket potentielt kan forårsage korrosion eller fryseproblemer. Forurening fra industrielle miljøer kan tilstoppe små åbninger og påvirke ventilens bevægelse. Vibrationer kan løsne forbindelser og forårsage for tidlig slitage af komponenter. Omfattende validering bør omfatte test i hele det miljøområde, der forventes i applikationen.
Hvilken dokumentation er nødvendig for at vise, at man overholder sikkerhedsstandarderne for pneumatiske systemer?
Omfattende sikkerhedsdokumentation for pneumatiske systemer bør omfatte:
(1) Risikovurdering, der dokumenterer farer og nødvendig risikoreduktion; (2) Sikkerhedskravspecifikationer, der beskriver præstationskrav og sikkerhedsfunktioner;
(3) Dokumentation for systemdesign, herunder begrundelse for valg af komponenter og arkitekturbeslutninger; (4) Beregningsrapporter, der viser opnåelse af de krævede præstationsniveauer eller SIL; (5) Valideringstestrapporter, der bekræfter systemets ydeevne;
(6) Optegnelser over installationsverifikation; (7) Periodiske inspektions- og testprocedurer;
(8) Krav til vedligeholdelse og optegnelser;
(9) Træningsmaterialer og kompetenceoptegnelser; og
(10) Styring af ændringsprocedurer. Denne dokumentation skal vedligeholdes i hele systemets livscyklus og opdateres, når der foretages ændringer.
-
Giver en detaljeret forklaring på Safety Integrity Level (SIL), et mål for sikkerhedssystemets ydeevne i form af sandsynlighed for fejl ved behov (PFD), som defineret i standarder som IEC 61508. ↩
-
Giver information om den internationale standard ISO 13855, som specificerer parametrene for positionering af sikkerhedsanordninger baseret på hastigheden af menneskelige kropsdele og den samlede stoptid for sikkerhedsfunktionen. ↩
-
Forklarer begrebet B10d, en pålidelighedsmetrik, der repræsenterer antallet af cyklusser, hvor 10% af et udvalg af mekaniske eller pneumatiske komponenter forventes at have svigtet på farlig vis, og som bruges i sikkerhedsberegninger. ↩
-
Beskriver sandsynligheden for fejl ved behov (PFDavg), den gennemsnitlige sandsynlighed for, at et sikkerhedssystem ikke vil udføre sin designede funktion, når der opstår et behov, hvilket er den vigtigste metrik til bestemmelse af et systems SIL. ↩
-
Giver et overblik over Finite Element Analysis (FEA), en computerbaseret metode til at forudsige, hvordan et produkt reagerer på kræfter, vibrationer, varme og andre fysiske effekter i den virkelige verden ved at opdele det i et begrænset antal små elementer. ↩
