

Introduktion
Dit pneumatiske system mister tryk, produktiviteten falder, og vedligeholdelsesomkostningerne skyder i vejret. 💨 Du har udskiftet pakninger to gange denne måned, men de går i stykker igen inden for få uger. Årsagen er ikke pakningernes kvalitet, men derimod ekstruderingsspalchens fysik, som de fleste ingeniører overser. Når trykket presser pakningsmaterialet ind i mikroskopiske mellemrum, er det kun et spørgsmål om tid, før der opstår en katastrofal fejl.
Ekstruderingsspalter er mellemrummene mellem sammenkoblede cylinderkomponenter, hvor højt tryk kan tvinge tætningsmaterialet til at flyde og deformeres. For at forhindre tætningssvigt skal spaltemålene holdes under kritiske tærskelværdier (typisk 0,1-0,3 mm afhængigt af tryk og tætningshårdhed) gennem præcise bearbejdningstolerancer, korrekt valg af støtteringe og materialekompatibilitet for at forhindre bidning, rivning og gradvis nedbrydning af tætningen.
For nylig hjalp jeg Thomas, en vedligeholdelseschef på en højhastighedsflaskefabrik i Wisconsin, med at løse et mystisk problem med defekte tætninger. Hans stangløse cylindre kørte ved 12 bar, og tætningerne gik i stykker hver 3-4 uge på trods af, at der blev brugt polyuretan-tætninger af høj kvalitet. Da vi målte de faktiske ekstruderingsafstande, fandt vi 0,45 mm mellemrum – langt over de sikre grænser. Efter at have eftermonteret vores Bepto-cylindre, der er konstrueret med maksimale mellemrum på 0,15 mm og passende backup-ringe, blev tætningernes levetid forlænget til over 18 måneder. 🔍
Indholdsfortegnelse
- Hvad er ekstruderingshuller, og hvorfor forårsager de tætningsfejl?
- Hvordan påvirker tryk tætningsmaterialets adfærd i ekstruderingsspalter?
- Hvad er de kritiske spalteafstande for forskellige trykområder?
- Hvilke designfunktioner og backupringe forhindrer tætningsextrudering i stangløse cylindre?
Hvad er ekstruderingshuller, og hvorfor forårsager de tætningsfejl?
Det er vigtigt at forstå den mekaniske fysik bag tætningsekspression for at undgå for tidlige fejl og kostbare driftsstop. ⚙️
Ekstruderingshuller er de radiale eller aksiale mellemrum mellem cylinderkomponenter (stempel til cylinder, stang til pakning), hvor trykpåvirket tætningsmateriale kan strømme under belastning — når systemtrykket overstiger tætningens modstand mod deformation, ekstruderes elastomeren ind i disse huller, hvilket forårsager nibbling (små rifter i tætningskanterne), gradvist materialetab og til sidst fuldstændig tætningssvigt gennem rivning eller tab af tætningsinterferens.
Mekanikken bag forseglingsekspression
Tænk på tætningsmateriale som tyk honning under tryk. Ved lavt tryk bevarer tætningen sin form og forbliver inden for sin rille. Når trykket stiger, udsættes materialet for en belastning, der forsøger at skubbe det ind i ethvert ledigt rum. Ekstruderingsspalten fungerer som en ventilåbning – når trykkraften overvinder tætningens materialestyrke og friktionsmodstand, begynder tætningen at strømme ind i spalten.
Dette er ikke en pludselig fejl. Det er en gradvis forringelse, der starter med mikroskopisk materialeforskydning ved tætningskanten. Hver trykcyklus skubber lidt mere materiale ind i mellemrummet. Over hundreder eller tusinder af cyklusser skaber dette synlige små rifter, der ligner små bid fra tætningskanten.
Hvorfor standardtolerancer ikke er tilstrækkelige
Mange cylinderproducenter arbejder med generelle bearbejdningstolerancer på ±0,2 mm eller endda ±0,3 mm. Til lavtryksanvendelser under 6 bar kan dette være acceptabelt. Men ved 10-16 bar – hvilket er almindeligt i moderne industriel pneumatik – skaber disse tolerancer ekstruderingshuller, der garanterer tætningssvigt.
Hos Bepto lærte vi dette gennem smertefulde erfaringer i praksis. I begyndelsen af vores virksomheds historie fremstillede vi cylindre efter branchestandardtolerancer og kunne ikke forstå, hvorfor kunderne rapporterede om tætningsfejl ved høje tryk. En detaljeret fejlanalyse afslørede ekstruderingsmekanismen, og vi redesignede vores fremstillingsprocesser fuldstændigt for at opretholde mindre tolerancer.
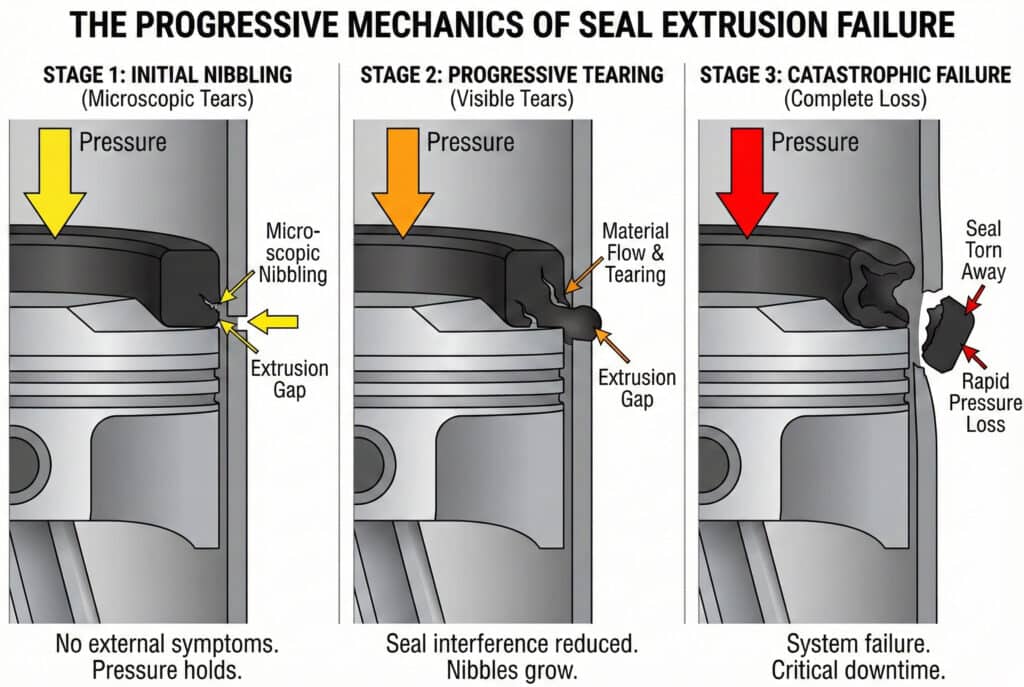
De tre stadier af ekstruderingsfejl
Jeg har undersøgt hundredvis af defekte pakninger, og udviklingen er bemærkelsesværdig ensartet:
- Indledende småbid (første 10-20% af pakningens levetid): Der opstår mikroskopiske revner ved pakningens kanter på tryksiden.
- Progressiv rivning (midten af livet 60-70%): Små rifter udvikler sig til synlige revner, forseglingen begynder at miste sin funktion
- Katastrofale fejl (sidste 10-20% af levetiden): Store dele rives væk, hvilket forårsager hurtigt tryktab.
Det snedige er, at fase 1 og 2 ofte ikke viser nogen ydre symptomer. Cylinderen fungerer stadig, trykket holder, og alt ser ud til at være i orden – indtil du når fase 3 og oplever en pludselig, total svigt under en kritisk produktionskørsel.
Hvordan påvirker tryk tætningsmaterialets adfærd i ekstruderingsspalter?
Forholdet mellem tryk, materialegenskaber og spaltemål bestemmer tætningens levetid og systemets pålidelighed. 📈
Tætningsextrudering følger en trykafhængig deformationsmodel, hvor materialestrømmen ind i mellemrum øges eksponentielt over kritiske tryktærskler — ekstruderingskraften er lig med trykket ganget med tætningsarealet, mens modstanden afhænger af materialets hårdhed (Shore A durometer1), temperatur og friktionskoefficient, hvilket skaber et balancepunkt, hvor mellemrum på over 0,2-0,4 mm (afhængigt af tætningens hårdhed og tryk) muliggør gradvis materialeforskydning og svigt.
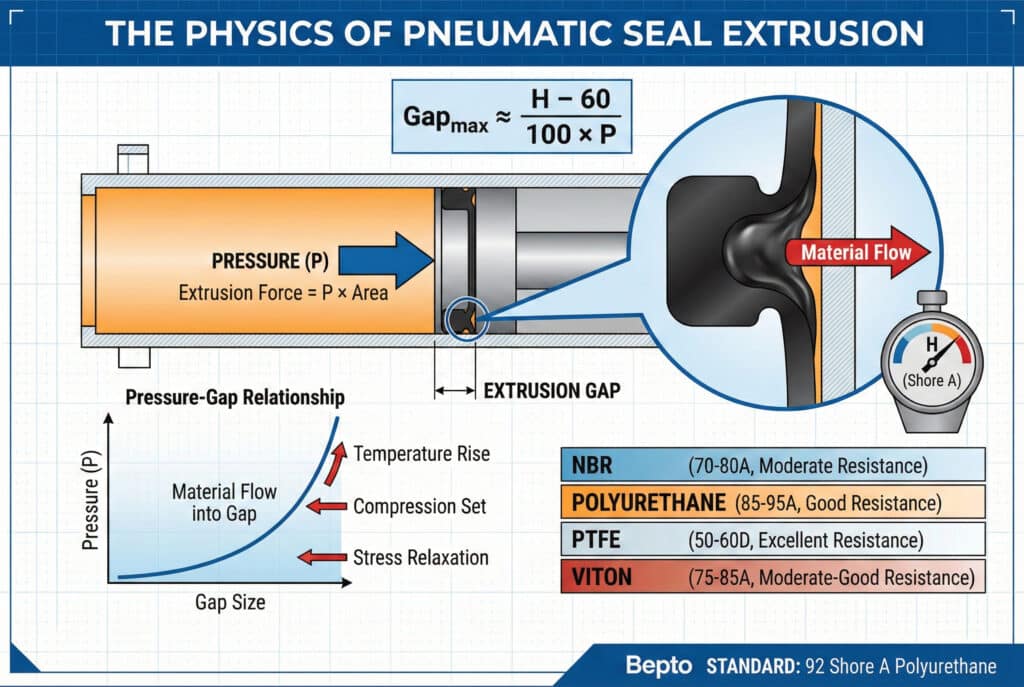
Forholdet mellem tryk, spalte og hårdhed
Der er en vigtig ligning, der styrer tætningsekspression, selvom de fleste ingeniører aldrig ser den. Den maksimale sikre afstand (i mm) svarer omtrent til: Gap_max = (H – 60) / (100 × P) hvor H er Shore A-hårdhed og P er tryk i bar.
For en standard 90 Shore A polyuretanpakning ved 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm – en utrolig snæver tolerance! Derfor er korrekt cylinderkonstruktion så afgørende.
Ændringer i materialers egenskaber under tryk
Tætningsmaterialer opfører sig ikke ens ved 1 bar og 15 bar. Under højt tryk sker der flere ting samtidigt:
- Kompressionssæt2: Tætningen komprimeres, hvilket reducerer dens effektive hårdhed.
- Temperaturstigning: Friktion genererer varme, hvilket blødgør elastomeren.
- Afspænding af stress: Langvarigt tryk forårsager omlejring af molekylære kæder
- Plastificering: Nogle tætningsmaterialer bliver mere flydende under vedvarende tryk.
Disse faktorer gør tilsammen pakninger mere modtagelige for ekstrudering, jo længere driftstiden er. En pakning, der overlever den indledende højtrykstest, kan stadig svigte efter 100.000 cyklusser på grund af kumulative ændringer i materialets egenskaber.
Sammenligning af tætningsmaterialers ydeevne
| Forseglingsmateriale | Shore A-hårdhed | Maks. tryk (0,2 mm afstand) | Maks. tryk (0,3 mm mellemrum) | Ekstruderingsmodstand |
|---|---|---|---|---|
| NBR (nitril) | 70-80 | 6-8 bar | 4-5 bar | Moderat |
| Polyurethan | 85-95 | 10-14 bar | 7-9 bar | God |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bar | Fremragende |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Moderat-god |
Denne tabel viser, hvorfor vi hos Bepto specificerer 92 Shore A polyurethan til vores højtrykscylindre uden stang – det giver den bedste balance mellem tætningsydelse, slidstyrke og ekstruderingsmodstand til industrielle pneumatiske applikationer.
Dynamisk kontra statisk ekstruderingsadfærd
Statiske tætninger (som O-ringe i endekapper) udsættes for konstant tryk og kan tåle lidt større mellemrum, da der ikke er nogen cyklisk belastning. Dynamiske tætninger (stempel- og stangtætninger) udsættes for gentagne trykcyklusser, temperatursvingninger og glidefriktion, som alle fremskynder ekstruderingsskader.
I stangløse cylindre er dette særligt kritisk, fordi hele vognens tætningssystem er dynamisk. Hvert slag udsætter tætningerne for trykomskiftninger, friktionsopvarmning og mekanisk belastning. Derfor kræver stangløse cylindre en endnu strengere kontrol af ekstruderingsspalten end standardcylindre.
Hvad er de kritiske spalteafstande for forskellige trykområder?
Når du kender de nøjagtige dimensionelle krav, kan du specificere cylindre korrekt og undgå for tidlige fejl. 🎯
Kritiske maksimale ekstruderingsafstande varierer afhængigt af trykområdet: 0,3-0,4 mm for 6-8 bar, 0,2-0,25 mm for 8-10 bar, 0,15-0,20 mm for 10-12 bar og 0,10-0,15 mm for 12-16 bar-applikationer – disse dimensioner skal opretholdes over hele tætningens omkreds, under hensyntagen til termisk ekspansion, slid og fremstillingstolerancer, hvilket kræver præcisionsbearbejdning for at IT73 eller bedre tolerancegrader for højtrykspneumatiske systemer.
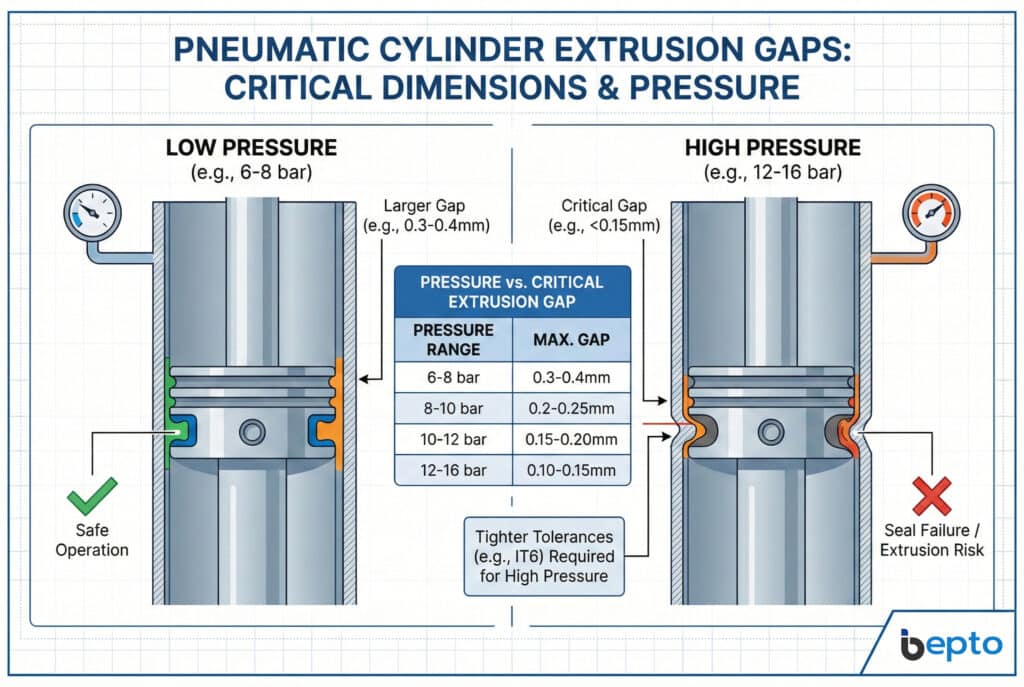
Trykbaserede specifikationer for mellemrum
Hos Bepto bruger vi disse designregler til vores stangløse cylindre:
Lavt tryk (op til 6 bar):
- Maksimal radial afstand: 0,35 mm
- Anbefalet: 0,25-0,30 mm
- Toleranceklasse: IT8 (±0,046 mm for 50 mm diameter)
Mellemtryk (6-10 bar):
- Maksimal radial afstand: 0,20 mm
- Anbefalet: 0,15-0,18 mm
- Toleranceklasse: IT7 (±0,030 mm for 50 mm diameter)
Højt tryk (10-16 bar):
- Maksimal radial afstand: 0,15 mm
- Anbefalet: 0,10-0,12 mm
- Toleranceklasse: IT6 (±0,019 mm for 50 mm diameter)
Dette er ikke teoretiske tal – de er baseret på feltforsøg på tusindvis af installationer og millioner af driftstimer.
Regnskab for termisk ekspansion
Her er en faktor, som mange ingeniører overser: Aluminium udvider sig ca. 23 μm pr. meter pr. °C. I en 1 meter lang stangløs cylinder, der fungerer ved temperaturer mellem 20 °C og 60 °C (almindeligt i industrielle miljøer), udvider cylinderen sig 0,92 mm i længden og proportionalt i diameteren.
For en cylinder med en boring på 63 mm svarer det til en diameterforøgelse på ca. 0,058 mm. Hvis din koldtilstandsafstand er 0,15 mm, og du ikke tager højde for termisk ekspansionskoefficient4, bliver din varmestilstandsgap 0,208 mm, hvilket potentielt kan føre til fejl ved højt tryk.
Vi designer vores Bepto-cylindre med termisk kompensation for øje og bruger materialekombinationer og dimensionsspecifikationer, der opretholder sikre mellemrum over hele driftstemperaturområdet.
Slidudvikling og spaltevækst
Selv med perfekte indledende dimensioner øger slid gradvist ekstruderingsafstanden. I vores test har vi fundet, at:
- Tønde slid: 0,01-0,02 mm pr. million cyklusser (hårdanodiseret aluminium)
- Stempelslid: 0,02-0,03 mm pr. million cyklusser (aluminium med belægning)
- Slid på pakninger: 0,05-0,10 mm højdereduktion pr. million cyklusser
Det betyder, at en cylinder, der starter med 0,15 mm mellemrum, kan nå op på 0,20 mm efter 500.000 cyklusser. Ved at tage højde for denne udvikling i designet – ved at starte med mindre mellemrum – forlænges tætningens samlede levetid betydeligt.
Måle- og verifikationsmetoder
Når jeg besøger kundernes anlæg for at fejlfinde tætningsfejl, har jeg altid præcisionsmåleinstrumenter med. Man kan ikke styre det, man ikke måler. Vi verificerer ekstruderingsafstande ved hjælp af:
- Stiftmålere til hurtige go/no-go-kontroller
- Boremikrometre til præcise interne målinger
- Koordinatmålemaskiner (CMM) til fuldstændig geometri-verifikation
Jeg husker, at jeg besøgte Laura, en kvalitetschef hos en producent af automatiseringsudstyr i Ontario. Hun var frustreret over den uensartede levetid for tætninger på cylindre, der angiveligt var identiske. Da vi målte de faktiske mellemrum, fandt vi variationer fra 0,12 mm til 0,38 mm i samme produktionsbatch fra hendes tidligere leverandør. Efter at have skiftet til Bepto-cylindre med verificerede mellemrum på 0,15 mm ±0,02 mm blev levetiden for hendes tætninger forudsigelig og ensartet. 📏
Hvilke designfunktioner og backupringe forhindrer tætningsextrudering i stangløse cylindre?
Korrekte tekniske løsninger kombinerer dimensionel kontrol med mekaniske støttesystemer for at maksimere tætningens levetid. 🔧
For at forhindre ekstrudering af tætninger kræves der integrerede designløsninger, herunder præcisionsbearbejdede tætningsriller med optimerede dybde- og breddeforhold samt anti-ekstrudering. Ringe til sikkerhedskopiering5 (PTFE eller forstærket polyurethan) placeret på tryksiden, affasede kanter for at forhindre beskadigelse af pakningen under montering og materialevalg, der matcher pakningens hårdhed med driftstrykket – i stangløse cylindre reducerer dobbeltpakningskonfigurationer med trykudlignende design yderligere risikoen for ekstrudering, samtidig med at friktionen holdes lav.

Optimeret tætningsrillegeometri
Tætningsrillen er ikke bare en rektangulær slids – dens dimensioner har afgørende betydning for ekstruderingsmodstanden. Vi designer vores Bepto-tætningsriller ud fra følgende principper:
Rille dybde: 70-80% af tætnings tværsnit (muliggør kontrolleret kompression)
Rillebredde: 90-95% af tætnings tværsnit (forhindrer overkompression)
Hjørneradius: 0,2-0,4 mm (forhindrer spændingskoncentration)
Overfladefinish: Ra 0,4-0,8 μm (optimerer tætningsfriktion)
Disse forhold sikrer, at pakningen komprimeres tilstrækkeligt til at skabe tætningskraft uden at overbelaste materialet, hvilket ville fremskynde ekstrudering.
Valg og placering af backup-ring
Backup-ringe er de ukendte helte inden for højtryksforsegling. Disse stive eller halvstive ringe sidder ved siden af pakningen på tryksiden og blokerer fysisk ekstruderingsspalten. Tænk på dem som en dæmning, der forhindrer pakningsmaterialet i at strømme ind i mellemrummet.
PTFE-støtteringe (vores standard hos Bepto for 10+ bar):
- Shore D-hårdhed 50-60 (meget hårdere end elastomerer)
- Kan bro over mellemrum på op til 0,4 mm ved 16 bar
- Lav friktionskoefficient (0,05-0,10)
- Temperaturstabil op til 200 °C
Forstærkede polyuretan-støtteringe (ved moderat tryk):
- Shore A-hårdhed 95-98
- Effektiv til mellemrum på op til 0,3 mm ved 10 bar
- Bedre elasticitet end PTFE
- Mere økonomisk til mellemtryksanvendelser
Det vigtigste er placeringen: Støtteringen skal være på tryksiden af pakningen. Jeg har set installationer, hvor støtteringe var monteret baglæns, hvilket gav nul beskyttelse – en kostbar fejl, der let kan undgås med den rette uddannelse.
Specifikke udfordringer ved stangløse cylindre
Stangløse cylindre udgør en særlig udfordring i forbindelse med ekstrudering, da vogntætningerne skal opretholde trykket, mens de glider langs hele cylinderlængden. Hos Bepto bruger vi en dobbelt tætningskonfiguration:
- Primær tætning: 92 Shore A polyuretan U-kop med optimeret læbegeometri
- Sekundær forsegling: PTFE-støttering med fjederaktiveringsmekanisme
- Viskerforsegling: Fjerner forurenende stoffer, der kan beskadige den primære tætning
Dette system med tre elementer giver redundans – hvis den primære tætning begynder at vise tegn på ekstruderingsskader, forhindrer backupringen katastrofale fejl, hvilket giver dig tid til at planlægge vedligeholdelse i stedet for at opleve uventede driftsstop.
Materialekompatibilitet og kemisk resistens
Tætningsextrudering er ikke rent mekanisk — kemisk kompatibilitet påvirker materialegenskaber og ekstruderingsmodstand. Udsættelse for uforenelige væsker eller smøremidler kan:
- Swell tætningen, hvilket øger friktionen og varmeudviklingen
- Blødgør materialet, hvilket reducerer ekstruderingsmodstanden
- Hærde tætningen, hvilket forårsager revner og tab af tætning
Hos Bepto specificerer vi vores tætningsmaterialer ud fra almindelige industrielle miljøer:
- Standard luft: Polyuretan-tætninger (fremragende allround-ydeevne)
- Olieforurenet luft: NBR-tætninger (oliebestandige)
- Anvendelser ved høje temperaturer: Viton-pakninger (varmebestandige op til 200 °C)
- Fødevarer/lægemidler: FDA-kompatibel polyurethan eller PTFE
Forebyggende vedligeholdelse og overvågning
Selv med et perfekt design forhindrer overvågning af tætningens tilstand uventede fejl. Vi anbefaler følgende fremgangsmåder:
Visuel inspektion hver 100.000 cykler eller 6 måneder:
- Kontroller for synlige bidmærker ved tætningskanterne.
- Se efter olieudslip eller luftlækager
- Kontroller, at den fungerer problemfrit uden at klæbe fast
Overvågning af ydeevne:
- Spor cyklustider (stigende tid tyder på stigende friktion)
- Overvåg luftforbruget (stigninger indikerer lækage)
- Registrer alle usædvanlige lyde eller vibrationer
Forudsigelig udskiftning:
- Udskift pakninger ved 70-80% af forventet levetid
- Vent ikke på fuldstændig fiasko
- Planlæg udskiftninger under planlagt nedetid
Hos Bepto leverer vi vores kunder værktøjer til forudsigelse af tætningers levetid baseret på deres specifikke driftsforhold – tryk, cyklusfrekvens, temperatur og miljø. Dette fjerner gætteriet fra vedligeholdelsesplanlægningen og forhindrer dyre nødstop, der forstyrrer produktionsplanerne.
Konklusion
Ekstruderingsspaltefysik er ikke kun akademisk teori – det er forskellen mellem pålidelige pneumatiske systemer og dyre, frustrerende tætningsfejl. Ved at opretholde præcise spaltemål under kritiske tærskler, bruge passende backupringe og vælge materialer, der passer til driftsforholdene, kan du forlænge tætningens levetid 5-10 gange i forhold til dårligt designede systemer. Hos Bepto indarbejder vi disse principper for forebyggelse af ekstrudering i alle de stangløse cylindre, vi fremstiller, fordi vi forstår, at din produktion ikke har råd til uventede driftsstop. Når du specificerer cylindre, skal du ikke acceptere vage forsikringer – kræv dimensionsspecifikationer, spaltemålinger og detaljer om tætningssystemet, der beviser ekstruderingsmodstand. 🛡️
Ofte stillede spørgsmål om ekstruderingshuller og tætningsfejl
Spørgsmål: Hvordan kan jeg måle ekstruderingsafstande i monterede cylindre uden at skille dem ad?
Direkte måling kræver adskillelse, men du kan udlede for store mellemrum gennem ydelsessymptomer: hurtig slid på pakninger (under 100.000 cyklusser), synlige bid på fjernede pakninger, stigende luftforbrug over tid og trykfald under belastning. Til kritiske anvendelser anbefaler vi hos Bepto planlagte inspektioner hver 500.000 cyklusser, hvor pakninger undersøges og mellemrum verificeres med præcise måleværktøjer.
Spørgsmål: Kan jeg bruge backupringe til at kompensere for cylindre med for store ekstruderingsspalter?
Backup-ringe hjælper, men er ikke en komplet løsning for dårligt designede cylindre – de kan udligne mellemrum på 0,1-0,15 mm ud over de optimale dimensioner, men mellemrum på over 0,4 mm vil forårsage fejl, selv med backup-ringe. Derudover øger for store mellemrum friktionen og sliddet på selve backup-ringene. Korrekt cylinderdesign med korrekte indledende mellemrum er altid bedre end at forsøge at kompensere med backup-ringe.
Spørgsmål: Hvorfor svigter mine tætninger hurtigere ved højere cykelshastigheder, selv ved samme tryk?
Højere cykelhastigheder genererer mere friktionsvarme, hvilket blødgør tætningsmaterialer og reducerer ekstruderingsmodstanden — en tætning, der fungerer ved 90 °C på grund af højhastighedsfriktion, har effektivt 10-15 Shore A-point lavere hårdhed end det samme materiale ved 40 °C. Derudover skaber hurtige trykcyklusser dynamiske spændingskoncentrationer, der fremskynder nibbling-initiering. Til højhastighedsapplikationer over 1 meter/sekund skal du specificere tætninger med en hårdhedsgrad højere og reducere maksimale mellemrum med 0,02-0,03 mm.
Spørgsmål: Findes der tætningsmaterialer, der fuldstændigt eliminerer problemer med ekstrudering?
PTFE og fyldte PTFE-forbindelser tilbyder den højeste ekstruderingsmodstand og fungerer pålideligt ved 16+ bar med 0,3-0,4 mm mellemrum, men de kræver højere tætningskræfter og har begrænset elasticitet sammenlignet med polyurethan eller gummi. Til de fleste pneumatiske anvendelser giver korrekt designede polyurethan-tætningssystemer med backup-ringe en bedre samlet ydeevne – lavere friktion, bedre tætning ved opstart og tilstrækkelig ekstruderingsmodstand, når mellemrummene kontrolleres korrekt.
Spørgsmål: Hvordan angiver jeg krav til ekstruderingsafstand, når jeg bestiller specialfremstillede cylindre?
Anmod om eksplicitte dimensionsspecifikationer i din indkøbsordre: “Maksimal radial afstand mellem stempelets udvendige diameter og cylinderens indvendige diameter: 0,15 mm målt ved 20 °C” og “Tætningssystemet skal omfatte PTFE-støtteringe, der er klassificeret til [dit tryk] bar.” Hos Bepto leverer vi dimensionsinspektionsrapporter med hver specialfremstillet cylinder, der viser de faktisk målte afstande og tætningssystemspecifikationer, så du er sikker på at modtage cylindre, der er konstrueret til dine specifikke tryk- og ydelseskrav.
-
Lær mere om Shore A-hårdhedsskalaen, der bruges til at måle elastomerers og gummis modstandsdygtighed. ↩
-
Forstå kompressionssæt, den permanente deformation af et materiale efter at være blevet belastet. ↩
-
Se ISO-systemet for grænser og pasninger, der definerer standardtoleranceklasser som IT7. ↩
-
Læs om, hvordan materialer udvider sig og trækker sig sammen ved temperaturændringer baseret på deres fysiske egenskaber. ↩
-
Se, hvordan backupringe forhindrer ekstrudering ved at lukke mellemrummet mellem metalkomponenterne. ↩
