

Introduktion
Din automatiserede samlebånd rammer ikke placeringsmålene med 0,5 mm, og de kasserede dele hober sig op. 🎯 Du har kalibreret positionssensorerne tre gange, men uoverensstemmelsen fortsætter. Den skjulte årsag er ikke dit styresystem – det er dynamisk tætningshysterese, et friktionsfænomen, der skaber uforudsigelige positioneringsfejl, som koster producenterne tusindvis af kroner i skrot og omarbejde hver dag.
Dynamisk tætningshysterese er den friktionsinducerede forsinkelse mellem den kommanderede og den faktiske cylinderposition, der skyldes Stick-slip-opførsel1, variationer i løsrivningskraft og hastighedsafhængig friktion i tætningsmaterialer – denne hysterese skaber positioneringsfejl på 0,2-2,0 mm i standard pneumatiske cylindre, hvilket gør tætningsdesign, materialevalg og smøringoptimering afgørende for applikationer, der kræver en repeterbarhed på bedre end ±0,5 mm i præcisionssamling, test og målesystemer.
Sidste måned arbejdede jeg sammen med Kevin, en kontrolingeniør på en elektronikfabrik i Illinois, der havde problemer med inkonsekvent komponentplacering i en pick-and-place-applikation. Hans positioneringsfejl varierede fra 0,3 til 0,8 mm på trods af brug af højopløselige encodere. Efter at have analyseret hans system fandt vi ud af, at årsagen var hysterese i tætningen i hans standardcylindre. Ved at skifte til vores Bepto-stænger uden stang med lav friktion og optimeret tætningsgeometri reducerede vi hans positioneringsfejl til ±0,15 mm, hvilket reducerede hans fejlprocent med 73%. 📊
Indholdsfortegnelse
- Hvad er dynamisk tætningshysterese, og hvorfor påvirker det positioneringsnøjagtigheden?
- Hvordan påvirker forskellige tætningsdesign og materialer hystereseadfærd?
- Hvad er de kvantificerbare effekter af tætningshysterese på præcisionspositioneringssystemer?
- Hvilke designstrategier minimerer tætningshysterese i stangløse cylindre?
Hvad er dynamisk tætningshysterese, og hvorfor påvirker det positioneringsnøjagtigheden?
Det er afgørende at forstå fysikken bag friktionsinducerede positioneringsfejl for at opnå præcision i automatiserede systemer. 🔬
Dynamisk tætningshysterese opstår, når friktionskræfter varierer ikke-lineært med hastighed og retning, hvilket skaber en forsinkelse mellem indgangstryk og udgangsposition—hysterese-sløjfebredden (forskellen mellem udvidelses- og tilbagetrækningskraft-forskydningskurver) måler typisk 5-15% af den samlede slagkraft i standardcylindre, hvilket forårsager positionsafhængige fejl, der forstærkes i lukkede systemer og forhindrer opnåelse af submillimeter-gentagelsesnøjagtighed uden kompensationsalgoritmer eller tætningsdesign med lav friktion.
Mekanikken bag friktionshysterese i tætninger
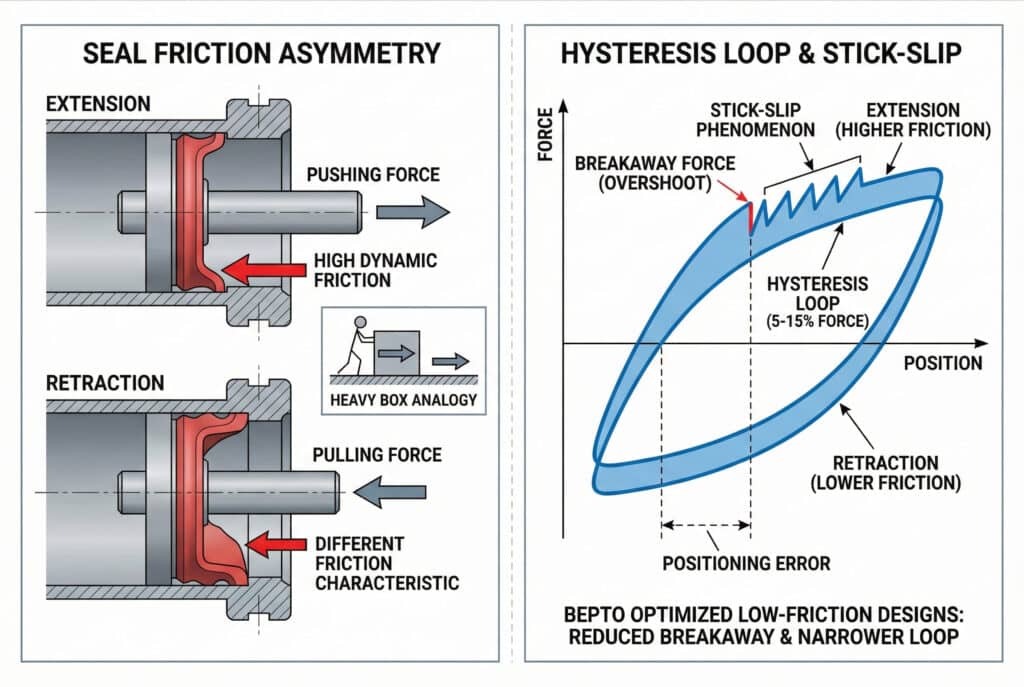
Tænk på tætningshysterese som forskellen mellem at skubbe en tung kasse hen over gulvet og at trække den tilbage. Friktionen er ikke den samme i begge retninger på grund af overfladeinteraktioner, materialedeformation og retningseffekter. I pneumatiske tætninger er denne asymmetri endnu mere udtalt.
Når en cylinder udvides, presses tætningslæben mod cylinderen i én retning. Når den trækkes tilbage, deformeres tætningen på en anden måde, hvilket skaber forskellige friktionsegenskaber. Dette skaber en hysterese-loop – en grafisk repræsentation, der viser, at den krævede kraft til at bevæge cylinderen ikke kun afhænger af positionen, men også af retningen og hastighedshistorikken.
Stick-Slip-fænomenet og løsrivningskræfter
Det mest problematiske aspekt ved pakningshysterese er stick-slip-adfærd. I hvile udvikler pakninger stiction2 Det er 20-50% højere end den dynamiske friktion under bevægelse. Når trykket øges for at overvinde denne startkraft, “springer” cylinderen pludselig fremad og overskrider målpositionen.
Denne stick-slip skaber en savtandsbevægelsesprofil i stedet for en jævn bevægelse. Ved præcisionspositionering manifesterer dette sig som:
- Overskridelse når man starter fra stilstand
- Afvikling af svingninger omkring målpositionen
- Retningsafhængige positioneringsfejl (forskellige slutpositioner, når man nærmer sig fra modsatte retninger)
Hos Bepto har vi målt løsrivningskræfter i standardcylindre på mellem 15 og 35 N for en cylinder med en boring på 40 mm, mens vores optimerede design med lav friktion reducerer dette til 5-12 N – en reduktion på 60-70%, der forbedrer positioneringskonsistensen markant.
Hvorfor kontrolsystemer ikke kan kompensere fuldt ud
Mange ingeniører antager, at lukket positionsregulering med feedback kan eliminere hystereseeffekter. Feedback hjælper, men kan ikke helt overvinde de grundlæggende fysiske love. Reguleringssystemet registrerer positionsfejlen og foretager en korrektion, men hysteresen skaber:
Døde zoner: Små positionsfejl, der ikke genererer tilstrækkelig kraft til at overvinde friktion
Begrænsningscyklusser: Oscillationer omkring målet, når systemet skiftevis overvinder og frigiver friktion
Hastighedsafhængige fejl: Forskellig positioneringsnøjagtighed ved forskellige indflyvningshastigheder
Jeg har været konsulent på snesevis af projekter, hvor ingeniører har brugt måneder på at finjustere PID-regulatorer, kun for at opdage, at den grundlæggende begrænsning var friktionshysterese i tætningerne, som ingen mængde softwarejustering kunne eliminere. Løsningen kræver, at man tager fat på den mekaniske årsag – selve tætningerne.
Hvordan påvirker forskellige tætningsdesign og materialer hystereseadfærd?
Tætningsgeometri og materialegenskaber bestemmer grundlæggende hystereseomfang og positioneringsydelse. ⚙️
Tætningshysterese varierer markant afhængigt af design: U-kop-tætninger med aggressive læbevinkler skaber en hysterese-kraft på 40-60 N i cylindre med en boring på 50 mm, mens optimerede design med lav friktion, flade læbevinkler og PTFE-materialer reducerer hysteresen til 10-20 N—materialevalget (polyurethan vs. PTFE vs. gummi) påvirker både det statiske til dynamiske friktionsforhold (1,3-2,0x) og den hastighedsafhængige friktionsadfærd, hvor PTFE tilbyder de mest konsistente friktionsegenskaber på tværs af hastighedsområder til præcisionspositioneringsapplikationer.
Tætningsgeometri og kontakt trykfordeling
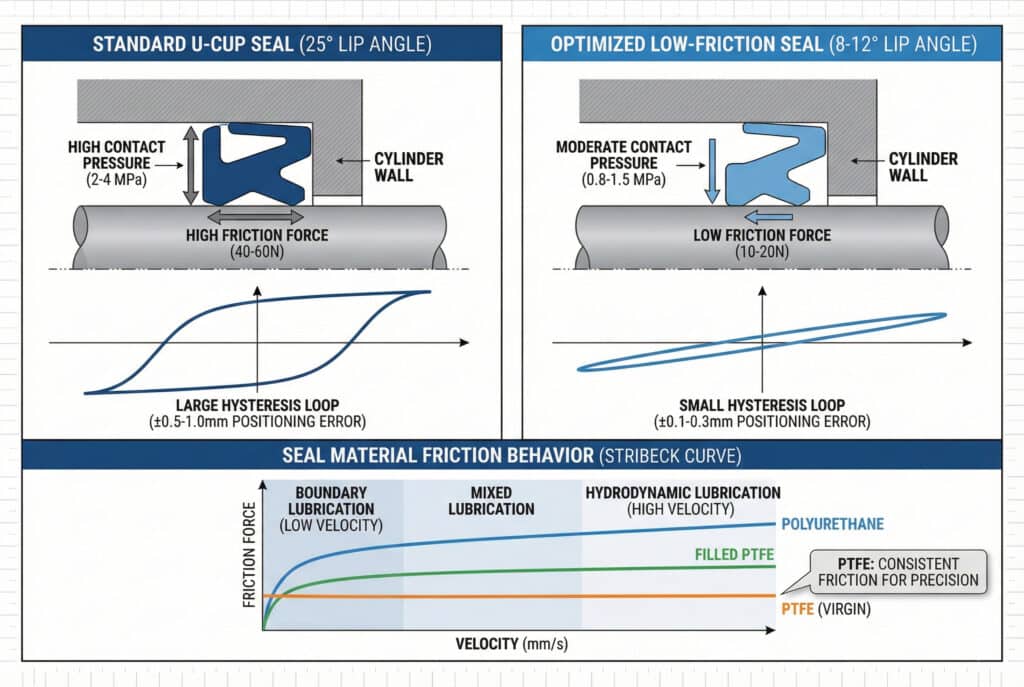
Tætningslæbevinklen og kontaktbredden bestemmer direkte friktionskraften og hystereseomfanget. Traditionelle U-kop-tætninger bruger 15-25° læbevinkler for at sikre pålidelig tætning, men dette skaber højt kontakttryk og friktion.
Standard U-kop-pakning (25° læbevinkel):
- Højt kontakttryk (2-4 MPa)
- Fremragende tætningspålidelighed
- Høj friktionskraft (40-60 N for 50 mm boring)
- Stor hysterese-loop (±0,5-1,0 mm positioneringsfejl)
Optimeret tætning med lav friktion (8-12° læbevinkel):
- Moderat kontakttryk (0,8-1,5 MPa)
- God tætning med korrekt overfladebehandling
- Lav friktionskraft (10-20 N for 50 mm boring)
- Lille hysterese-loop (±0,1-0,3 mm positioneringsfejl)
Hos Bepto har vi udviklet vores egne tætningsprofiler, der balancerer tætningspålidelighed med minimal friktion. Vores stangløse cylindre bruger flerlæbet design, hvor den primære tætning håndterer trykbegrænsning, mens sekundære lavfriktionselementer minimerer hysterese.
Materialegenskabers indvirkning på friktionsadfærd
Forskellige tætningsmaterialer udviser meget forskellige friktionsegenskaber og hystereseadfærd:
| Forseglingsmateriale | Statisk/dynamisk friktionsforhold | Hastighedsfølsomhed | Hysterese-kraft (50 mm boring) | Bedste anvendelse |
|---|---|---|---|---|
| NBR (nitril) | 1,8-2,0x | Høj | 45-65N | Lavpris, ikke-præcision |
| Polyurethan | 1,5-1,8x | Moderat | 30-50 N | Almindelig industri |
| PTFE (jomfru) | 1,2-1,4x | Lav | 8-15N | Præcis positionering |
| Fyldt PTFE | 1,3-1,5x | Lav | 12-20N | Afbalanceret præstation |
| Grafitfyldt PU | 1,4-1,6x | Moderat-lav | 20-35N | Omkostningseffektiv præcision |
PTFE's molekylære struktur skaber en bemærkelsesværdig ensartet friktion på tværs af hastighedsintervaller. I modsætning til elastomerer, der udviser stærk hastighedsafhængig friktion (friktionen øges med hastigheden), opretholder PTFE en næsten konstant friktion fra 1 mm/s til 1000 mm/s – hvilket er afgørende for forudsigelig positionering.
Stribeck-kurven og smøreforhold
Tætningsfriktionsadfærd følger Stribeck-kurven3, som beskriver tre smøreforhold:
Grænsesmøring (meget lav hastighed):
- Metal-til-metal-kontakt gennem smøremiddelfilm
- Højeste friktion
- Dominerende ved positioneringshastigheder (<10 mm/s)
Blandet smøring (moderat hastighed):
- Delvis smøremiddelfilmstøtte
- Overgangsfriktionsadfærd
- De fleste positioneringsapplikationer fungerer her
Hydrodynamisk smøring (høj hastighed):
- Fuldstændig adskillelse af smørefilmen
- Laveste friktion
- Sjældent opnået i pneumatiske cylindre
Bredden af grænsesmøringsregimet bestemmer positioneringshysteresen. Materialer med bedre grænsesmøreegenskaber (PTFE, grafitfyldte forbindelser) opretholder lavere friktion ved positioneringshastigheder, hvilket reducerer hysteresen.
Temperaturens indvirkning på hysterese
Tætningsfriktion er ikke konstant med temperaturen — den ændrer sig markant, når systemerne varmes op under drift. Standard polyuretan-tætninger viser en friktionsreduktion på 30-40% fra 20 °C til 60 °C, hvilket skaber positionsafvigelser, når systemtemperaturen stabiliseres.
Jeg arbejdede sammen med Sarah, en testudstyrsingeniør i Michigan, hvis præcisionsmålesystem viste forskellig positioneringsnøjagtighed om morgenen og om eftermiddagen. Hendes standardcylinderpakninger var temperaturfølsomme, hvilket forårsagede en positioneringsafvigelse på 0,4 mm, når systemet varmede op. Vi udskiftede dem med temperaturstabile Bepto-cylindre med PTFE-pakninger, og hendes positioneringskonsistens blev forbedret til ±0,12 mm uanset driftstemperatur. 🌡️
Hvad er de kvantificerbare effekter af tætningshysterese på præcisionspositioneringssystemer?
At forstå den numeriske betydning af hysterese hjælper dig med at specificere den rette cylinderteknologi til dine præcisionskrav. 📈
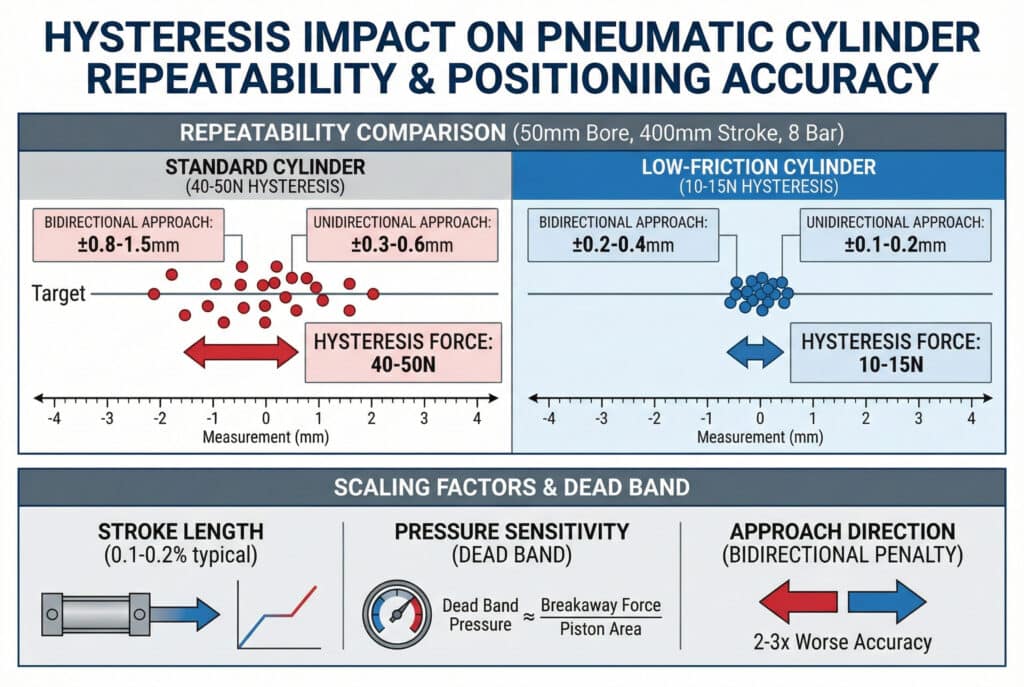
Tætningshysterese skaber kvantificerbare positioneringsfejl: Standardcylindre med 40-50 N hysterese kraft udviser ±0,5-1,2 mm repeterbarhed ved 8 bar tryk, mens design med lav friktion og 10-15 N hysterese opnår ±0,1-0,3 mm repeterbarhed – disse fejl skaleres med slaglængde (typisk 0,1-0,21 TP3T slag), trykvariationer (±10% tryk skaber ±0,15 mm positionsændring) og tilnærmelsesretning (bidirektionel gentagelsesnøjagtighed 2-3 gange dårligere end unidirektionel), hvilket gør hysterese til den begrænsende faktor i applikationer, der kræver en nøjagtighed på bedre end ±0,5 mm.
Positioneringsfejlens størrelse og skalering
Forholdet mellem hysterese-kraft og positioneringsfejl følger et forudsigeligt mønster. For en given cylinderboring og et givet driftstryk skaleres positioneringsfejlen omtrent lineært med hysterese-kraften:
Positionsfejl ≈ (hysterese-kraft / pneumatisk kraft) × slaglængde
For en cylinder med en boring på 50 mm ved 8 bar (effektiv kraft ≈ 1570 N) med et slag på 400 mm:
- 40N hysterese: Fejl ≈ (40/1570) × 400 mm = 10,2 mm potentiel fejl
- Faktisk fejl med dæmpning: ±0,6-1,0 mm (systemdæmpning reducerer det teoretiske maksimum)
Dette forklarer, hvorfor cylindre med større boring ofte har en bedre relativ positioneringsnøjagtighed – den pneumatiske kraft stiger med borearealet (D²), mens tætningsfriktionen stiger omtrent proportionalt med borediameteren (D), hvilket giver et gunstigt skaleringsforhold.
Tovejs vs. envejs repeterbarhed
En af de vigtigste specifikationer for præcisionspositionering er tovejs repeterbarhed – evnen til at vende tilbage til samme position, når man nærmer sig fra modsatte retninger. Hysterese bestemmer direkte denne specifikation:
Ensrettet repeterbarhed (altid fra samme retning):
- Standardcylinder: ±0,3-0,6 mm
- Cylinder med lav friktion: ±0,1-0,2 mm
- Bepto præcisionsstangløs: ±0,05-0,15 mm
Tovejs repeterbarhed (når man nærmer sig fra begge retninger):
- Standardcylinder: ±0,8-1,5 mm (2-3 gange værre)
- Cylinder med lav friktion: ±0,2-0,4 mm (2 gange værre)
- Bepto præcisionsstangløs: ±0,1-0,25 mm (1,5-2 gange dårligere)
Den tovejsstraf kommer direkte fra hysterese – positionen afhænger af tilnærmelsesretningen på grund af friktionsasymmetri. Applikationer, der kræver tovejsnøjagtighed, skal specificere cylindre med minimal hysterese.
Trykfølsomhed og kraftbalance
Positioneringsnøjagtigheden afhænger også af trykstabiliteten. Hysterese skaber et “dødt bånd”, hvor små trykændringer ikke frembringer bevægelse, fordi de ikke overvinder den statiske friktion. Bredden af dette døde bånd er:
Dødt båndtryk ≈ løsrivningskraft / stempelareal
For en cylinder med en boring på 50 mm (areal ≈ 1963 mm²) med en brudkraft på 25 N:
Dødbånd ≈ 25 N / 1963 mm² = 0,013 MPa = 0,13 bar
Det betyder, at trykvariationer under 0,13 bar ikke vil frembringe bevægelse – cylinderen “sidder fast” i sin position. For præcisionspositionering skaber dette:
- Krav til trykregulering: Kræver ±0,05 bar eller bedre for ensartet positionering
- Opløsningsbegrænsninger: Kan ikke opnå en positioneringsopløsning, der er bedre end dødbåndsekvivalenten.
- Afklaring af tidsproblemer: Systemet svinger inden for dødbåndet, inden det stabiliserer sig.
Krav til anvendelse i den virkelige verden
Forskellige applikationer har forskellig tolerance over for hysterese-inducerede fejl:
Anvendelser med høj præcision (±0,1-0,2 mm krævet):
- Elektronikmontering og -test
- Optisk komponentpositionering
- Præcisionsmåling og inspektion
- Løsning: PTFE-tætningssystemer, design med lav friktion, lukket kredsløbsregulering
Anvendelser med middel præcision (±0,3-0,5 mm acceptabelt):
- Generalforsamlingsforretninger
- Materialehåndtering med snævre tolerancer
- Emballering og mærkning
- Løsning: Optimerede polyuretanpakninger, kvalitetsstandardcylindre
Anvendelser med lav præcision (±1,0 mm+ acceptabelt):
- Håndtering af bulkmaterialer
- Fastspænding og fastgørelse
- Generel automatisering
- Løsning: Standardcylindre er tilstrækkelige
Hos Bepto hjælper vi kunderne med at matche cylinderteknologien til deres faktiske behov. Overdimensionering af præcisionscylindre er spild af penge, mens underdimensionering medfører kvalitetsproblemer og omkostninger til omarbejdning.
Hvilke designstrategier minimerer tætningshysterese i stangløse cylindre?
For at opnå præcis positionering kræves der integrerede designmetoder, der tager højde for friktion på alle niveauer. 🎯
Minimering af tætningshysterese kræver multifacetterede designstrategier: optimeret tætningslæpgeometri med kontaktvinkler på 8-12°, PTFE- eller fyldt PTFE-materialer med statiske/dynamiske friktionsforhold under 1,4x, præcisionsslibede cylinderoverflader (Ra 0,2-0,4 μm) til understøttelse af grænsesmøring, syntetiske smøremidler med passende viskositet (ISO VG 32-68) og mekaniske designfunktioner som styrede vogne og forspændingsjustering – i stangløse cylindre konfigurationer med dobbelt tætning med trykudligning reducerer nettofriktionskraften yderligere, samtidig med at tætningens integritet opretholdes.

Optimeret tætningsprofilteknik
Hos Bepto har vi investeret meget i optimering af tætningsprofiler ved hjælp af finite element-analyse og empiriske tests. Vores præcise tætningsprofiler omfatter:
Flade læbevinkler (8-12° mod standard 20-25°):
- Reducerer kontakttrykket med 40-60%
- Opretholder tætningen gennem præcise krav til overfladebehandling
- Kræver Ra 0,3-0,5 μm tøndefinish (mod Ra 0,8-1,2 μm for standard)
Konfigurationer med flere læber:
- Primær tætning: Trykbeholder (moderat friktion acceptabel)
- Sekundær tætning: Lavfriktionsskraber (minimal kontakttryk)
- Tertiær forsegling: Udelukkelse af forurening (ekstern)
Trykudlignede konstruktioner:
- Modstående tætningslæber med trykudligning
- Nettofriktionskraft reduceret med 30-50%
- Særligt effektiv i stangløse cylindre med dobbeltsidet tætning
Overfladebehandling og smøring Optimering
Overfladebehandlingen af cylinderen har afgørende betydning for grænsesmøring og hysterese. Vi specificerer præcisionshoning for at opnå:
Overfladens ruhed: Ra 0,2-0,4 μm (mod standard Ra 0,8-1,2 μm)
Plateau-slibning4: Skaber mikro-reservoirer til fastholdelse af smøremiddel
Retningsbestemt finish: Slibemærker på linje med bevægelsesretningen
Kombineret med passende smøring:
Syntetiske smøremidler (vores standard hos Bepto):
- ISO VG 32-68 viskositetsområde
- Fremragende smøreegenskaber ved grænseflader
- Temperaturstabil ydeevne
- Kompatibel med tætningsmaterialer
Anvendelsesmetode:
- Fabrikssmøres alle glideflader
- Periodiske smøreporte (til langslags stangløse cylindre)
- Automatiske smøresystemer til kritiske anvendelser
Mekaniske designfunktioner
Ud over selve tætningerne reducerer det mekaniske design hystereseeffekter:
Præcisionsstyresystemer:
- Lineære kuglelejer eller rullestyringer
- Adskilt belastningsstøtte fra pneumatisk kraft
- Reducerer sidebelastningen på tætninger (vigtig faktor for friktion)
Justering af vognens forspænding:
- Muliggør optimering af tætningskompression
- Afbalancerer tætningspålidelighed og friktion
- Kan justeres i marken for at kompensere for slitage
Monteringsstivhed:
- Stiv montering reducerer afbøjningsinduceret binding
- Korrekt justering eliminerer sidebelastninger
- Afgørende for applikationer med lang slaglængde
For nylig hjalp jeg Michael, en maskinbygger i Wisconsin, med at løse et vedvarende positioneringsproblem i en 2 meter lang stangløs cylinder. Hans cylindre viste 2-3 mm positioneringsafvigelse på grund af afbøjningsinduceret tætningsbinding. Vi redesignede monteringssystemet med mellemliggende støtte og skiftede til vores Bepto præcisionsstangløse cylindre med optimerede føringer. Hans positioneringsfejl faldt til ±0,25 mm over hele slaglængden – en 10-dobling. 🔧
Integration af lukket kredsløbsregulering
For at opnå ultimativ præcision skal mekanisk optimering kombineres med intelligent styring:
Feedback om position:
- Lineære encodere (5-10 μm opløsning)
- magnetostriktive sensorer5 (50-100 μm opløsning)
- Muliggør kompensation for hystereseeffekter
Algoritmer til friktionskompensation:
- Modelbaseret friktionsestimering
- Adaptiv kompensation for slid og temperatur
- Kan reducere positioneringsfejl med yderligere 40-60%
Trykprofilering:
- Hastighedsafhængig trykjustering
- Reducerer overskridelse og stabiliseringstid
- Optimerer tilgangen til den endelige position
Hos Bepto yder vi applikationsteknisk support for at hjælpe kunderne med at integrere vores lavfriktionscylindre i deres styresystemer. Kombinationen af optimeret mekanisk design og intelligent styring giver en positioneringsydelse, der nærmer sig elektriske servosystemer til en brøkdel af prisen.
Afvejning mellem omkostninger og ydeevne
Præcision har sin pris, og nøglen er at tilpasse teknologien til kravene:
Standard cylinder ($150-250):
- ±0,8-1,5 mm gentagelsesnøjagtighed
- Velegnet til 70%-applikationer
- Laveste startomkostninger
Cylinder med lav friktion ($250-400):
- ±0,3-0,6 mm gentagelsesnøjagtighed
- Bedste balance mellem pris og ydelse
- Vores mest populære Bepto-præcisionsoption
Ultrapræcisionscylinder ($500-800):
- ±0,1-0,25 mm gentagelsesnøjagtighed
- PTFE-tætninger, præcisionsføringer, feedback-klar
- Kun til kritiske anvendelser
Beslutningen bør baseres på de samlede ejeromkostninger, herunder skrot, omarbejdning og kvalitetsomkostninger. For en produktionslinje, der producerer 10.000 dele dagligt, hvor positioneringsfejl forårsager 2% skrot til $5/del, er kvalitetsomkostningerne $1.000/dag. Et tillæg på $300 for præcisionscylindre tjener sig ind på få timer, ikke måneder.
Konklusion
Dynamisk tætningshysterese er den skjulte fjende af præcisionspositionering i pneumatiske systemer, da den skaber friktionsinducerede fejl, som ingen mængde kontroljustering kan eliminere fuldstændigt. Ved at forstå hysterese-mekanismer og implementere optimerede tætningsdesign, passende materialer og integrerede mekaniske løsninger kan positioneringsnøjagtigheden forbedres 5-10 gange i forhold til standardcylindre. Hos Bepto inkorporerer vores stangløse cylindre årtiers forskning i friktionsoptimering for at levere præcisionspositionering, der opfylder krævende industrielle krav, samtidig med at de bevarer omkostningsfordelene og enkelheden ved pneumatisk aktivering. 🌟
Ofte stillede spørgsmål om dynamisk tætningshysterese
Spørgsmål: Kan jeg måle tætningshysterese i mine eksisterende cylindre for at diagnosticere positioneringsproblemer?
Ja – udfør en simpel kraft-forskydningstest ved langsomt at udvide og trække cylinderen tilbage, mens du måler kraft og position, og plot resultaterne for at visualisere hysterese-sløjfen. Sløjfens bredde angiver hysterese-størrelsen. Hos Bepto anbefaler vi denne diagnostiske test, før du specificerer udskiftningscylindre, da den kvantificerer, om hysterese faktisk er din begrænsende faktor, eller om andre problemer (trykustabilitet, monteringsproblemer) er dominerende.
Spørgsmål: Hvordan påvirker slid på tætningen hysteresen i løbet af cylinderens levetid?
Slitage på tætninger reducerer typisk hysteresen i starten (de første 100.000-200.000 cyklusser), når tætningerne “køres ind” og kontakttrykket falder, hvorefter hysteresen gradvist øges, når slitage skaber uregelmæssige kontaktmønstre og overfladeskader. Veldesignede tætninger som vores Bepto-præcisionsprofiler opretholder en stabil hysterese i 1-2 millioner cyklusser, før der sker en betydelig forringelse, mens standardtætninger kan vise en stigning i hysteresen på 50-100% efter 500.000 cyklusser.
Spørgsmål: Er pneumatisk positionering med lav hysterese sammenlignelig med elektriske servosystemer?
Til applikationer, der kræver en gentagelsesnøjagtighed på ±0,1-0,3 mm ved moderate hastigheder (<500 mm/s), kan optimerede pneumatiske cylindre med lukket regulering matche elektriske servos ydeevne til 40-60% lavere systemomkostninger. Elektriske servoer er dog stadig overlegne til applikationer, der kræver en nøjagtighed på 1 m/s) eller komplekse bevægelsesprofiler. Det vigtigste er at matche teknologien til de faktiske krav i stedet for at overdimensionere elektriske servoer til applikationer, hvor pneumatik ville være tilstrækkeligt.
Spørgsmål: Kan jeg eftermontere lavfriktionspakninger i mine eksisterende cylindre for at reducere hysterese?
Udskiftning af tætninger kan hjælpe, men er begrænset af den eksisterende overfladefinish på cylinderen og rillegeometrien – tætninger med lav friktion kræver en cylinderfinish på Ra 0,3-0,5 μm for at fungere korrekt, mens standardcylindre typisk har Ra 0,8-1,2 μm. Derudover skal tætningsrillemålene matche den optimerede tætningsprofil. I de fleste tilfælde giver udskiftning af hele cylinderen med en præcisionsdesignet enhed som vores Bepto-stangløse cylindre med lav friktion bedre ydeevne og omkostningseffektivitet end forsøg på eftermontering.
Spørgsmål: Hvordan angiver jeg hysterese-krav, når jeg bestiller præcisionscylindre?
Angiv tovejs repeterbarhed i stedet for blot “nøjagtighed” – anmod om “±0,3 mm tovejs repeterbarhed over hele slaglængden” i stedet for vage udtryk som “præcision” eller “lav friktion”. Angiv også driftsbetingelser (tryk, hastighed, cyklusfrekvens, temperaturområde), da disse påvirker hysteresen. Hos Bepto leverer vi certificerede testdata, der viser den faktisk målte hysterese-kraft og positioneringsgentagelsesnøjagtighed for vores præcisionscylindre, så du er sikker på at få dokumenteret ydeevne, der opfylder dine anvendelseskrav.
-
Lær om den underliggende fysik bag stick-slip-fænomenet, og hvordan det bidrager til friktionsinduceret ustabilitet i mekaniske systemer. ↩
-
Udforsk den tekniske definition af statisk friktion (stiction) og dens indvirkning på den krævede brydekraft til pneumatisk aktivering. ↩
-
Få en dybere forståelse af Stribeck-kurven og hvordan den definerer forholdet mellem friktion og smøring i glidende tætninger. ↩
-
Forstå, hvordan plateau-honingsprocessen skaber mikroreservoirer, der optimerer smøremiddelretentionen og reducerer overfladefriktionen. ↩
-
Opdag magnetostriktive sensorers funktionsprincipper, og hvorfor de foretrækkes til højopløselig positionsfeedback i industrielle miljøer. ↩
