

Εισαγωγή
Το πνευματικό σας σύστημα χάνει πίεση, η παραγωγικότητα μειώνεται και τα έξοδα συντήρησης εκτινάσσονται στα ύψη. 💨 Έχετε αντικαταστήσει δύο φορές αυτό το μήνα τις τσιμούχες, αλλά συνεχίζουν να χαλάνε μέσα σε λίγες εβδομάδες. Το πρόβλημα δεν είναι η ποιότητα των τσιμουχών, αλλά η φυσική του κενού εξώθησης, την οποία οι περισσότεροι μηχανικοί παραβλέπουν. Όταν η πίεση ωθεί το υλικό της τσιμούχας σε μικροσκοπικά κενά, η καταστροφική βλάβη είναι αναπόφευκτη.
Τα κενά εξώθησης είναι τα διαστήματα μεταξύ των εξαρτημάτων του κυλίνδρου σύζευξης, όπου η υψηλή πίεση μπορεί να αναγκάσει το υλικό στεγανοποίησης να ρέει και να παραμορφώνεται. Για να αποφευχθεί η αστοχία της στεγανοποίησης, απαιτείται η διατήρηση των διαστάσεων του κενού κάτω από κρίσιμα όρια (συνήθως 0,1-0,3 mm, ανάλογα με την πίεση και τη σκληρότητα της στεγανοποίησης) μέσω ακριβών ανοχών κατεργασίας, σωστής επιλογής δακτυλίου στήριξης και συμβατότητας υλικών, ώστε να αποφευχθεί το σκάλισμα, το σχίσιμο και η προοδευτική υποβάθμιση της στεγανοποίησης.
Πρόσφατα βοήθησα τον Thomas, υπεύθυνο συντήρησης σε ένα εργοστάσιο εμφιάλωσης υψηλής ταχύτητας στο Ουισκόνσιν, να λύσει ένα μυστηριώδες πρόβλημα βλάβης των στεγανοποιητικών. Οι κυλινδρικοί του κύλινδροι λειτουργούσαν στα 12 bar και τα στεγανοποιητικά παρουσίαζαν βλάβη κάθε 3-4 εβδομάδες, παρά τη χρήση στεγανοποιητικών πολυουρεθάνης υψηλής ποιότητας. Όταν μετρήσαμε τα πραγματικά κενά εξώθησης, διαπιστώσαμε ότι τα κενά ήταν 0,45 mm, πολύ πέρα από τα όρια ασφαλείας. Μετά την αναβάθμιση με τους κυλίνδρους Bepto που σχεδιάστηκαν με μέγιστα κενά 0,15 mm και κατάλληλους δακτυλίους στήριξης, η διάρκεια ζωής των στεγανοποιητικών του αυξήθηκε σε 18+ μήνες. 🔍
Πίνακας περιεχομένων
- Τι είναι τα κενά εξώθησης και γιατί προκαλούν αστοχίες στεγανοποίησης;
- Πώς επηρεάζει η πίεση τη συμπεριφορά του υλικού στεγανοποίησης στα κενά εξώθησης;
- Ποιες είναι οι κρίσιμες διαστάσεις διακένου για διαφορετικά εύρη πίεσης;
- Ποια χαρακτηριστικά σχεδιασμού και δακτύλιοι ασφαλείας αποτρέπουν την εξώθηση της στεγανοποίησης σε κυλίνδρους χωρίς ράβδο;
Τι είναι τα κενά εξώθησης και γιατί προκαλούν αστοχίες στεγανοποίησης;
Η κατανόηση της μηχανικής φυσικής που διέπει την εξώθηση των στεγανοποιητικών στοιχείων είναι απαραίτητη για την πρόληψη πρόωρων βλαβών και δαπανηρών διακοπών λειτουργίας. ⚙️
Τα κενά εξώθησης είναι τα ακτινικά ή αξονικά διαστήματα μεταξύ των εξαρτημάτων του κυλίνδρου (έμβολο-κύλινδρος, ράβδος-σφραγίδα) όπου το υλικό στεγανοποίησης υπό πίεση μπορεί να ρέει υπό φορτίο — όταν η πίεση του συστήματος υπερβαίνει την αντοχή της στεγανοποίησης στη παραμόρφωση, το ελαστομερές εξωθείται σε αυτά τα κενά, προκαλώντας μικρές ρωγμές (μικρά σκισίματα στα άκρα της στεγανοποίησης), προοδευτική απώλεια υλικού και τελικά πλήρη αστοχία της στεγανοποίησης λόγω σκισίματος ή απώλειας της στεγανοποιητικής παρεμβολής.
Η μηχανική της εξώθησης σφραγίδων
Σκεφτείτε το υλικό στεγανοποίησης σαν παχύ μέλι υπό πίεση. Σε χαμηλές πιέσεις, η στεγανοποίηση διατηρεί το σχήμα της και παραμένει εντός της αυλάκωσής της. Καθώς η πίεση αυξάνεται, το υλικό υφίσταται τάση που προσπαθεί να το ωθήσει σε οποιονδήποτε διαθέσιμο χώρο. Το διάκενο εξώθησης λειτουργεί σαν άνοιγμα βαλβίδας — μόλις η δύναμη της πίεσης ξεπεράσει την αντοχή του υλικού στεγανοποίησης και την αντίσταση τριβής, η στεγανοποίηση αρχίζει να ρέει στο διάκενο.
Δεν πρόκειται για ξαφνική βλάβη. Είναι μια προοδευτική φθορά που ξεκινά με μικροσκοπική μετατόπιση υλικού στην άκρη της σφραγίδας. Κάθε κύκλος πίεσης ωθεί λίγο περισσότερο υλικό στο κενό. Μετά από εκατοντάδες ή χιλιάδες κύκλους, αυτό δημιουργεί ορατές φθορές — μικρά σκισίματα που μοιάζουν σαν κάποιος να έφαγε μικρές μπουκιές από την άκρη της σφραγίδας.
Γιατί οι τυπικές ανοχές δεν είναι επαρκείς
Πολλοί κατασκευαστές κυλίνδρων εργάζονται με γενικές ανοχές κατεργασίας ±0,2 mm ή ακόμα και ±0,3 mm. Για εφαρμογές χαμηλής πίεσης κάτω των 6 bar, αυτό μπορεί να είναι αποδεκτό. Ωστόσο, στα 10-16 bar —που είναι συνηθισμένα στα σύγχρονα βιομηχανικά πνευματικά συστήματα— αυτές οι ανοχές δημιουργούν κενά εξώθησης που εγγυώνται την αστοχία της στεγανοποίησης.
Στην Bepto, το μάθαμε αυτό μέσα από οδυνηρή εμπειρία στο πεδίο. Στα πρώτα βήματα της εταιρείας μας, κατασκευάζαμε κυλίνδρους σύμφωνα με τις ανοχές των βιομηχανικών προτύπων και δεν μπορούσαμε να καταλάβουμε γιατί οι πελάτες ανέφεραν βλάβες στις σφραγίδες σε υψηλές πιέσεις. Η λεπτομερής ανάλυση των βλαβών αποκάλυψε τον μηχανισμό εξώθησης και επανασχεδιάσαμε πλήρως τις διαδικασίες κατασκευής μας για να διατηρήσουμε πιο αυστηρές ανοχές.
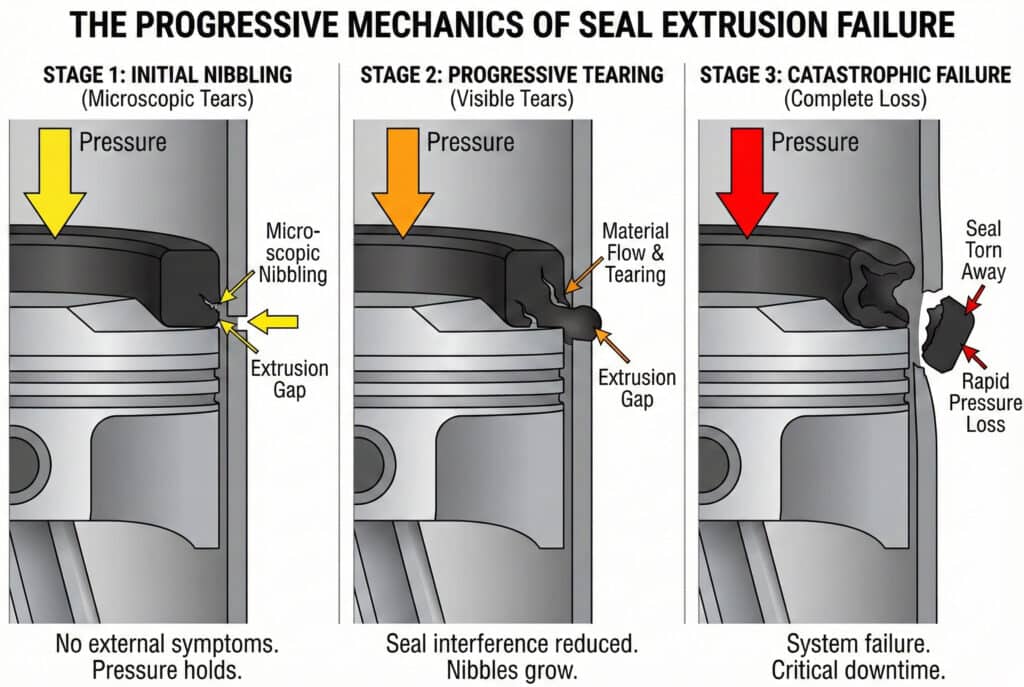
Τα τρία στάδια της αποτυχίας της εξώθησης
Έχω εξετάσει εκατοντάδες χαλασμένες σφραγίδες και η εξέλιξη είναι εξαιρετικά σταθερή:
- Αρχικό τσιμπήματα (πρώτα 10-20% της διάρκειας ζωής της σφραγίδας): Μικροσκοπικές ρωγμές εμφανίζονται στα άκρα της σφραγίδας από την πλευρά της πίεσης.
- Προοδευτική ρήξη (μέση ηλικία 60-70%): Τα μικρά τσιμπήματα εξελίσσονται σε ορατά δάκρυα, η σφραγίδα αρχίζει να χάνει την παρεμβολή
- Καταστροφική αποτυχία (τελικό στάδιο 10-20% της ζωής): Μεγάλα τμήματα αποσπώνται, προκαλώντας ταχεία απώλεια πίεσης.
Το ύπουλο είναι ότι τα στάδια 1 και 2 συχνά δεν παρουσιάζουν εξωτερικά συμπτώματα. Ο κύλινδρος εξακολουθεί να λειτουργεί, η πίεση διατηρείται και όλα φαίνονται εντάξει — μέχρι να φτάσετε στο στάδιο 3 και να αντιμετωπίσετε ξαφνική, πλήρη βλάβη κατά τη διάρκεια μιας κρίσιμης φάσης παραγωγής.
Πώς επηρεάζει η πίεση τη συμπεριφορά του υλικού στεγανοποίησης στα κενά εξώθησης;
Η σχέση μεταξύ πίεσης, ιδιοτήτων υλικού και διαστάσεων διακένου καθορίζει τη διάρκεια ζωής της στεγανοποίησης και την αξιοπιστία του συστήματος. 📈
Η εξώθηση της στεγανοποίησης ακολουθεί ένα μοντέλο παραμόρφωσης που εξαρτάται από την πίεση, όπου η ροή υλικού στα κενά αυξάνεται εκθετικά πάνω από τα κρίσιμα όρια πίεσης — η δύναμη εξώθησης ισούται με την πίεση πολλαπλασιασμένη με την επιφάνεια της στεγανοποίησης, ενώ η αντίσταση εξαρτάται από τη σκληρότητα του υλικού (Shore A σκληρόμετρο1), τη θερμοκρασία και τον συντελεστή τριβής, δημιουργώντας ένα σημείο ισορροπίας όπου τα κενά άνω των 0,2-0,4 mm (ανάλογα με τη σκληρότητα και την πίεση της σφραγίδας) επιτρέπουν την προοδευτική μετατόπιση του υλικού και την αστοχία.
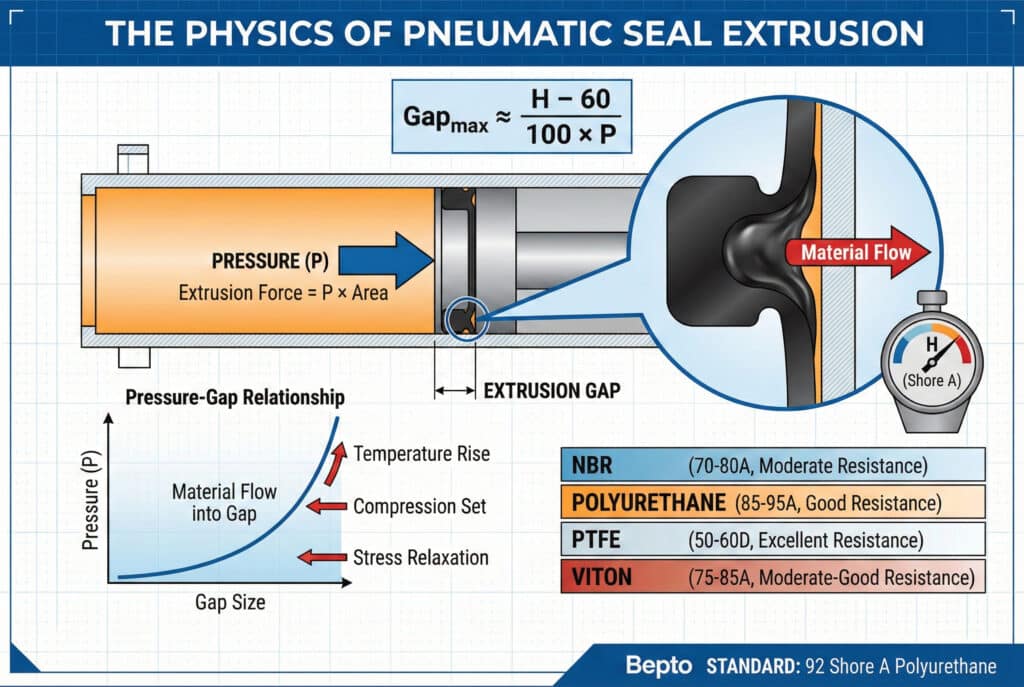
Η σχέση πίεσης-κενό-σκληρότητα
Υπάρχει μια κρίσιμη εξίσωση που διέπει την εξώθηση των στεγανοποιητικών, αν και οι περισσότεροι μηχανικοί δεν την έχουν δει ποτέ. Το μέγιστο ασφαλές διάκενο (σε mm) ισούται περίπου με: Gap_max = (H – 60) / (100 × P) όπου H είναι η σκληρότητα Shore A και P είναι η πίεση σε bar.
Για ένα τυπικό στεγανοποιητικό πολυουρεθάνης 90 Shore A στα 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm — μια απίστευτα μικρή ανοχή! Αυτός είναι ο λόγος για τον οποίο ο σωστός σχεδιασμός του κυλίνδρου είναι τόσο κρίσιμος.
Αλλαγές στις ιδιότητες των υλικών υπό πίεση
Τα υλικά στεγανοποίησης δεν συμπεριφέρονται με τον ίδιο τρόπο σε πίεση 1 bar και 15 bar. Υπό υψηλή πίεση, συμβαίνουν ταυτόχρονα διάφορα πράγματα:
- Σετ συμπίεσης2: Η σφραγίδα συμπιέζεται, μειώνοντας την αποτελεσματική σκληρότητά της.
- Αύξηση της θερμοκρασίας: Η τριβή παράγει θερμότητα, μαλακώνοντας το ελαστομερές.
- Χαλάρωση του στρες: Η παρατεταμένη πίεση προκαλεί αναδιάταξη της μοριακής αλυσίδας.
- Πλαστικοποίηση: Ορισμένα υλικά στεγανοποίησης γίνονται πιο ρευστά υπό συνεχή πίεση.
Αυτοί οι παράγοντες συνδυάζονται και καθιστούν τις σφραγίδες πιο ευαίσθητες στην εξώθηση καθώς αυξάνεται ο χρόνος λειτουργίας. Μια σφραγίδα που αντέχει στην αρχική δοκιμή υψηλής πίεσης μπορεί να παρουσιάσει βλάβη μετά από 100.000 κύκλους λόγω των σωρευτικών αλλαγών στις ιδιότητες του υλικού.
Συγκριτική απόδοση υλικών στεγανοποίησης
| Υλικό σφράγισης | Σκληρότητα Shore A | Μέγιστη πίεση (διάκενο 0,2 mm) | Μέγιστη πίεση (διάκενο 0,3 mm) | Αντοχή στην εξώθηση |
|---|---|---|---|---|
| NBR (νιτρίλιο) | 70-80 | 6-8 bar | 4-5 bar | Μέτρια |
| Πολυουρεθάνη | 85-95 | 10-14 bar | 7-9 bar | Καλή |
| PTFE | 50-60D (Shore D) | 16+ μπαρ | 12-16 bar | Εξαιρετικό |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Μέτρια-Καλή |
Ο πίνακας αυτός δείχνει γιατί στην Bepto προδιαγράφουμε πολυουρεθάνη 92 Shore A για τους κυλίνδρους υψηλής πίεσης χωρίς ράβδο — προσφέρει την καλύτερη ισορροπία μεταξύ στεγανότητας, αντοχής στη φθορά και αντοχής στην εξώθηση για βιομηχανικές πνευματικές εφαρμογές.
Δυναμική έναντι στατικής συμπεριφοράς εξώθησης
Οι στατικές σφραγίδες (όπως τα O-ring των ακραίων καλυμμάτων) υφίστανται συνεχή πίεση και μπορούν να αντέξουν ελαφρώς μεγαλύτερα κενά, καθώς δεν υφίστανται κυκλική καταπόνηση. Οι δυναμικές σφραγίδες (σφραγίδες εμβόλου και ράβδου) υφίστανται επαναλαμβανόμενους κύκλους πίεσης, διακυμάνσεις θερμοκρασίας και τριβή ολίσθησης, τα οποία επιταχύνουν τη φθορά από εξώθηση.
Στους κυλίνδρους χωρίς ράβδο, αυτό είναι ιδιαίτερα κρίσιμο, επειδή ολόκληρο το σύστημα στεγανοποίησης του φορείου είναι δυναμικό. Κάθε διαδρομή υποβάλλει τις στεγανοποιήσεις σε αντιστροφές πίεσης, θέρμανση λόγω τριβής και μηχανική καταπόνηση. Αυτός είναι ο λόγος για τον οποίο ο σχεδιασμός των κυλίνδρων χωρίς ράβδο απαιτεί ακόμη πιο αυστηρό έλεγχο του διακένου εξώθησης από τους τυπικούς κυλίνδρους.
Ποιες είναι οι κρίσιμες διαστάσεις διακένου για διαφορετικά εύρη πίεσης;
Γνωρίζοντας τις ακριβείς διαστάσεις, μπορείτε να επιλέξετε τους κατάλληλους κυλίνδρους και να αποφύγετε πρόωρες βλάβες. 🎯
Τα κρίσιμα μέγιστα κενά εξώθησης ποικίλλουν ανάλογα με το εύρος πίεσης: 0,3-0,4 mm για 6-8 bar, 0,2-0,25 mm για 8-10 bar, 0,15-0,20 mm για 10-12 bar και 0,10-0,15 mm για εφαρμογές 12-16 bar — αυτές οι διαστάσεις πρέπει να διατηρούνται σε ολόκληρη την περίμετρο της σφράγισης, λαμβάνοντας υπόψη τη θερμική διαστολή, τη φθορά και τις ανοχές κατασκευής, απαιτώντας κατεργασία ακριβείας για IT73 ή καλύτερες βαθμίδες ανοχής για πνευματικά συστήματα υψηλής πίεσης.
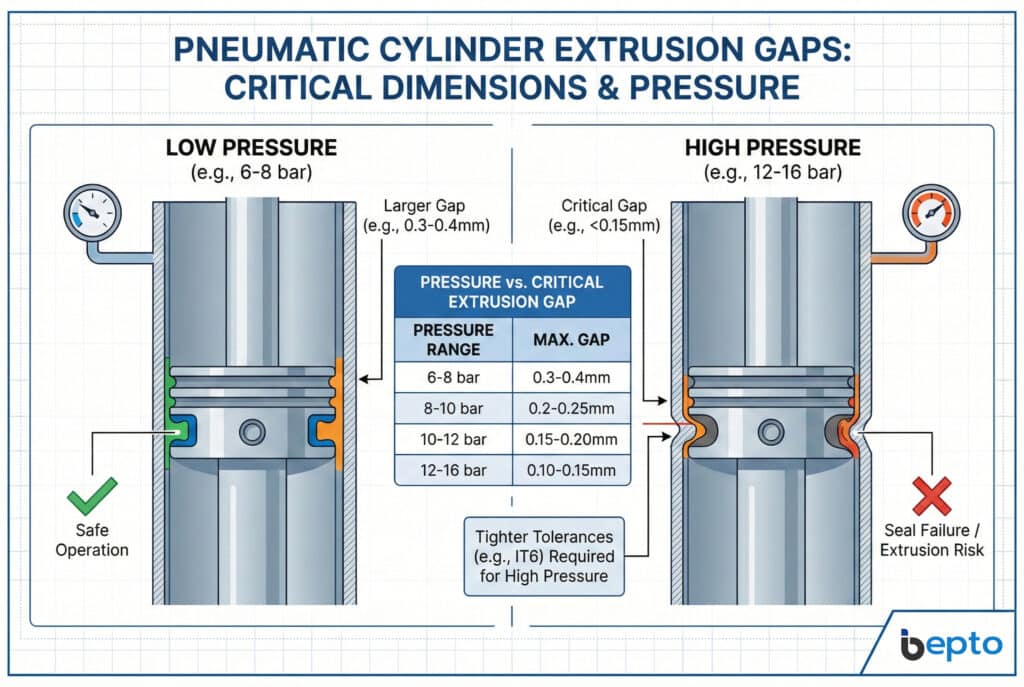
Προδιαγραφές διακένου βάσει πίεσης
Στην Bepto, χρησιμοποιούμε τους ακόλουθους κανόνες σχεδιασμού για τους κυλίνδρους χωρίς ράβδο:
Χαμηλή πίεση (έως 6 bar):
- Μέγιστο ακτινικό διάκενο: 0,35 mm
- Συνιστώμενο: 0,25-0,30 mm
- Βαθμός ανοχής: IT8 (±0,046 mm για διάμετρο 50 mm)
Μεσαία πίεση (6-10 bar):
- Μέγιστο ακτινικό διάκενο: 0,20 mm
- Συνιστώμενο: 0,15-0,18 mm
- Βαθμός ανοχής: IT7 (±0,030 mm για διάμετρο 50 mm)
Υψηλή πίεση (10-16 bar):
- Μέγιστο ακτινικό διάκενο: 0,15 mm
- Συνιστώμενο: 0,10-0,12 mm
- Βαθμός ανοχής: IT6 (±0,019 mm για διάμετρο 50 mm)
Αυτά δεν είναι θεωρητικά νούμερα — προέρχονται από δοκιμές πεδίου σε χιλιάδες εγκαταστάσεις και εκατομμύρια ώρες λειτουργίας.
Λογιστική για θερμική διαστολή
Εδώ είναι ένας παράγοντας που πολλοί μηχανικοί παραβλέπουν: το αλουμίνιο διαστέλλεται κατά περίπου 23 μm ανά μέτρο ανά °C. Σε έναν κύλινδρο χωρίς ράβδο μήκους 1 μέτρου που λειτουργεί σε θερμοκρασίες από 20°C έως 60°C (συνηθισμένες σε βιομηχανικά περιβάλλοντα), ο κύλινδρος διαστέλλεται κατά 0,92 mm σε μήκος και αναλογικά σε διάμετρο.
Για έναν κύλινδρο διαμέτρου 63 mm, αυτό αντιστοιχεί σε αύξηση διαμέτρου περίπου 0,058 mm. Εάν το διάκενο σε κρύα κατάσταση είναι 0,15 mm και δεν λαμβάνετε υπόψη συντελεστής θερμικής διαστολής4, το κενό σε κατάσταση θερμότητας γίνεται 0,208 mm, με πιθανότητα να εισέλθει στη ζώνη αστοχίας σε υψηλή πίεση.
Σχεδιάζουμε τους κυλίνδρους Bepto με γνώμονα τη θερμική αντιστάθμιση, χρησιμοποιώντας συνδυασμούς υλικών και διαστατικές προδιαγραφές που διατηρούν ασφαλή διαστήματα σε όλο το εύρος θερμοκρασιών λειτουργίας.
Πρόοδος φθοράς και αύξηση διακένου
Ακόμη και με τέλειες αρχικές διαστάσεις, η φθορά αυξάνει σταδιακά τα κενά εξώθησης. Στις δοκιμές μας, διαπιστώσαμε ότι:
- Φθορά βαρελιού: 0,01-0,02 mm ανά εκατομμύριο κύκλους (σκληρό ανοδιωμένο αλουμίνιο)
- Φθορά εμβόλου: 0,02-0,03 mm ανά εκατομμύριο κύκλους (αλουμίνιο με επίστρωση)
- Φθορά της φλάντζας: Μείωση ύψους 0,05-0,10 mm ανά εκατομμύριο κύκλους
Αυτό σημαίνει ότι ένας κύλινδρος που ξεκινά με κενά 0,15 mm μπορεί να φτάσει τα 0,20 mm μετά από 500.000 κύκλους. Ο σχεδιασμός με βάση αυτή την εξέλιξη — ξεκινώντας με μικρότερα αρχικά κενά — παρατείνει σημαντικά τη συνολική διάρκεια ζωής της στεγανοποίησης.
Μέθοδοι μέτρησης και επαλήθευσης
Όταν επισκέπτομαι τις εγκαταστάσεις των πελατών για να επιλύσω προβλήματα με τις σφραγίδες, πάντα φέρνω μαζί μου εργαλεία ακριβείας. Δεν μπορείς να διαχειριστείς αυτό που δεν μετράς. Ελέγχουμε τα κενά εξώθησης χρησιμοποιώντας:
- Μετρητές ακίδων για γρήγορους ελέγχους go/no-go
- Μικρόμετρα οπών για ακριβείς εσωτερικές μετρήσεις
- Μηχανές μέτρησης συντεταγμένων (CMM) για πλήρη επαλήθευση της γεωμετρίας
Θυμάμαι που επισκέφθηκα τη Laura, υπεύθυνη ποιότητας σε μια εταιρεία κατασκευής εξοπλισμού αυτοματισμού στο Οντάριο. Ήταν απογοητευμένη από την ασυνέπεια στη διάρκεια ζωής των στεγανοποιητικών σε κυλίνδρους που υποτίθεται ότι ήταν πανομοιότυποι. Όταν μετρήσαμε τα πραγματικά κενά, διαπιστώσαμε διακυμάνσεις από 0,12 mm έως 0,38 mm στην ίδια παρτίδα παραγωγής από τον προηγούμενο προμηθευτή της. Αφού άλλαξε σε κυλίνδρους Bepto με επαληθευμένα κενά 0,15 mm ±0,02 mm, η διάρκεια ζωής των στεγανοποιητικών της έγινε προβλέψιμη και σταθερή. 📏
Ποια χαρακτηριστικά σχεδιασμού και δακτύλιοι ασφαλείας αποτρέπουν την εξώθηση της στεγανοποίησης σε κυλίνδρους χωρίς ράβδο;
Οι κατάλληλες τεχνικές λύσεις συνδυάζουν τον έλεγχο των διαστάσεων με μηχανικά συστήματα στήριξης για τη μεγιστοποίηση της διάρκειας ζωής των στεγανοποιητικών. 🔧
Η πρόληψη της εξώθησης των στεγανοποιητικών απαιτεί ολοκληρωμένες σχεδιαστικές προσεγγίσεις, συμπεριλαμβανομένων αυλακώσεων στεγανοποίησης ακριβείας με βελτιστοποιημένες αναλογίες βάθους και πλάτους, αντι-εξώθηση Δακτύλιοι ασφαλείας5 (PTFE ή ενισχυμένο πολυουρεθάνη) τοποθετημένο στην πλευρά της πίεσης, λοξευμένες άκρες για την αποφυγή ζημιάς στη στεγανοποίηση κατά τη συναρμολόγηση και επιλογή υλικού που ταιριάζει τη σκληρότητα της στεγανοποίησης με την πίεση λειτουργίας — στους κυλίνδρους χωρίς ράβδο, οι διαμορφώσεις διπλής στεγανοποίησης με σχέδια εξισορρόπησης πίεσης μειώνουν περαιτέρω τον κίνδυνο εξώθησης, διατηρώντας παράλληλα χαμηλή τριβή.

Βελτιστοποιημένη γεωμετρία αυλακιού στεγανοποίησης
Η αυλάκωση της στεγανοποίησης δεν είναι απλώς μια ορθογώνια σχισμή — οι διαστάσεις της επηρεάζουν σημαντικά την αντοχή στην εξώθηση. Σχεδιάζουμε τις αυλακώσεις στεγανοποίησης Bepto με βάση τις ακόλουθες αρχές:
Βάθος αυλακιού: 70-80% διατομής σφραγίδας (επιτρέπει ελεγχόμενη συμπίεση)
Πλάτος αυλακιού: 90-95% διατομής στεγανοποίησης (αποτρέπει την υπερβολική συμπίεση)
Ακτίνα γωνίας: 0,2-0,4 mm (αποτρέπει τη συγκέντρωση τάσεων)
Φινίρισμα επιφάνειας: Ra 0,4-0,8 μm (βελτιστοποιεί την τριβή της στεγανοποίησης)
Αυτές οι αναλογίες εξασφαλίζουν ότι η σφραγίδα συμπιέζεται επαρκώς για να δημιουργήσει δύναμη σφράγισης χωρίς να καταπονεί υπερβολικά το υλικό, κάτι που θα επιτάχυνε την εξώθηση.
Επιλογή και τοποθέτηση δακτυλίου ασφαλείας
Οι δακτύλιοι ασφαλείας είναι οι αφανείς ήρωες της στεγανοποίησης υψηλής πίεσης. Αυτοί οι άκαμπτοι ή ημιάκαμπτοι δακτύλιοι βρίσκονται δίπλα στη στεγανοποίηση στην πλευρά της πίεσης, εμποδίζοντας φυσικά το κενό εξώθησης. Σκεφτείτε τους ως ένα φράγμα που εμποδίζει το υλικό στεγανοποίησης να ρέει στο κενό.
Εφεδρικοί δακτύλιοι PTFE (το πρότυπο μας στη Bepto για 10+ μπαρ):
- Σκληρότητα Shore D 50-60 (πολύ πιο σκληρό από τα ελαστομερή)
- Μπορεί να γεφυρώσει κενά έως 0,4 mm στα 16 bar
- Χαμηλός συντελεστής τριβής (0,05-0,10)
- Σταθερή θερμοκρασία έως 200 °C
Ενισχυμένοι δακτύλιοι στήριξης από πολυουρεθάνη (για μέτρια πίεση):
- Σκληρότητα Shore A 95-98
- Αποτελεσματικό για κενά έως 0,3 mm στα 10 bar
- Καλύτερη ελαστικότητα από το PTFE
- Πιο οικονομικό για εφαρμογές μέσης πίεσης
Το κλειδί είναι η τοποθέτηση: ο δακτύλιος στήριξης πρέπει να βρίσκεται στην πλευρά πίεσης της στεγανοποίησης. Έχω δει εγκαταστάσεις όπου οι δακτύλιοι στήριξης είχαν τοποθετηθεί ανάποδα, χωρίς να παρέχουν καμία προστασία — ένα δαπανηρό λάθος που μπορεί εύκολα να αποφευχθεί με την κατάλληλη εκπαίδευση.
Ειδικές προκλήσεις για τους κυλίνδρους χωρίς ράβδο
Οι κύλινδροι χωρίς ράβδο παρουσιάζουν μοναδικές προκλήσεις εξώθησης, επειδή οι σφραγίδες του φορείου πρέπει να διατηρούν την πίεση ενώ ολισθαίνουν κατά μήκος ολόκληρου του κυλίνδρου. Στη Bepto, χρησιμοποιούμε μια διαμόρφωση διπλής σφράγισης:
- Πρωτογενής σφραγίδα: 92 Shore A πολυουρεθάνη U-cup με βελτιστοποιημένη γεωμετρία χείλους
- Δευτερεύουσα σφραγίδα: Δακτύλιος στήριξης PTFE με ελατήριο ενεργοποίησης
- Σφραγίδα υαλοκαθαριστήρα: Αφαιρεί τους ρύπους που θα μπορούσαν να προκαλέσουν ζημιά στην κύρια σφράγιση.
Αυτό το σύστημα τριών στοιχείων παρέχει εφεδρεία: εάν η κύρια σφραγίδα αρχίσει να παρουσιάζει ζημιά εξώθησης, ο εφεδρικός δακτύλιος αποτρέπει την καταστροφική βλάβη, δίνοντάς σας χρόνο να προγραμματίσετε τη συντήρηση αντί να αντιμετωπίσετε έκτακτη διακοπή λειτουργίας.
Συμβατότητα υλικών και χημική αντοχή
Η εξώθηση των στεγανοποιητικών δεν είναι καθαρά μηχανική διαδικασία — η χημική συμβατότητα επηρεάζει τις ιδιότητες των υλικών και την αντίσταση στην εξώθηση. Η έκθεση σε μη συμβατά υγρά ή λιπαντικά μπορεί:
- Δόνηση τη σφράγιση, αυξάνοντας την τριβή και την παραγωγή θερμότητας
- Μαλακώνω το υλικό, μειώνοντας την αντίσταση στην εξώθηση
- Σκληρύνω τη σφράγιση, προκαλώντας ρωγμές και απώλεια στεγανότητας
Στην Bepto καθορίζουμε τα υλικά των σφραγίδων μας με βάση τα συνήθη βιομηχανικά περιβάλλοντα:
- Τυπικός αέρας: Σφραγίδες πολυουρεθάνης (εξαιρετική απόδοση σε όλες τις συνθήκες)
- Αέρας μολυσμένος με πετρέλαιο: Σφραγίδες NBR (ανθεκτικές στο λάδι)
- Εφαρμογές υψηλής θερμοκρασίας: Σφραγίδες Viton (ανθεκτικές στη θερμότητα έως 200 °C)
- Τρόφιμα/φάρμακα: Πολυουρεθάνη ή PTFE σύμφωνο με τις προδιαγραφές της FDA
Προληπτική συντήρηση και παρακολούθηση
Ακόμη και με τέλειο σχεδιασμό, η παρακολούθηση της κατάστασης των στεγανοποιητικών στοιχείων αποτρέπει απρόσμενες βλάβες. Συνιστούμε τις ακόλουθες πρακτικές:
Οπτική επιθεώρηση κάθε 100.000 κύκλους ή 6 μήνες:
- Ελέγξτε για ορατά σημάδια δαγκώματος στα άκρα της σφραγίδας.
- Ελέγξτε για διαρροές λαδιού ή αέρα.
- Επαληθεύστε την ομαλή λειτουργία χωρίς να κολλάει
Παρακολούθηση επιδόσεων:
- Παρακολούθηση χρόνων κύκλου (η αύξηση του χρόνου υποδηλώνει αύξηση της τριβής)
- Παρακολουθήστε την κατανάλωση αέρα (αυξήσεις υποδηλώνουν διαρροή)
- Καταγράψτε τυχόν ασυνήθιστους θορύβους ή δονήσεις.
Προβλεπόμενη αντικατάσταση:
- Αντικαταστήστε τις τσιμούχες στα 70-80% της αναμενόμενης διάρκειας ζωής
- Μην περιμένετε την πλήρη αποτυχία
- Προγραμματίστε αντικαταστάσεις κατά τη διάρκεια προγραμματισμένων διακοπών λειτουργίας
Στην Bepto, παρέχουμε στους πελάτες μας εργαλεία πρόβλεψης της διάρκειας ζωής των στεγανοποιητικών με βάση τις συγκεκριμένες συνθήκες λειτουργίας τους — πίεση, ρυθμό κύκλου, θερμοκρασία και περιβάλλον. Αυτό εξαλείφει τις εικασίες από τον προγραμματισμό της συντήρησης και αποτρέπει τις δαπανηρές βλάβες έκτακτης ανάγκης που διαταράσσουν τα προγράμματα παραγωγής.
Συμπέρασμα
Η φυσική του κενού εξώθησης δεν είναι απλώς μια ακαδημαϊκή θεωρία — είναι η διαφορά μεταξύ αξιόπιστων πνευματικών συστημάτων και δαπανηρών, απογοητευτικών βλαβών στεγανοποίησης. Διατηρώντας τις διαστάσεις του κενού ακριβείας κάτω από τα κρίσιμα όρια, χρησιμοποιώντας κατάλληλους δακτυλίους στήριξης και επιλέγοντας υλικά που ταιριάζουν στις συνθήκες λειτουργίας, μπορείτε να παρατείνετε τη διάρκεια ζωής της στεγανοποίησης κατά 5-10 φορές σε σύγκριση με τα κακώς σχεδιασμένα συστήματα. Στην Bepto, κάθε κύλινδρος χωρίς ράβδο που κατασκευάζουμε ενσωματώνει αυτές τις αρχές πρόληψης εξώθησης, επειδή κατανοούμε ότι η παραγωγή σας δεν μπορεί να αντέξει απροσδόκητους χρόνους διακοπής λειτουργίας. Όταν καθορίζετε τις προδιαγραφές των κυλίνδρων, μην αποδέχεστε αόριστες διαβεβαιώσεις — απαιτήστε διαστατικές προδιαγραφές, μετρήσεις διακένου και λεπτομέρειες του συστήματος στεγανοποίησης που αποδεικνύουν την αντοχή στην εξώθηση. 🛡️
Συχνές ερωτήσεις σχετικά με τα κενά εξώθησης και τις αστοχίες στεγανοποίησης
Ε: Πώς μπορώ να μετρήσω τα κενά εξώθησης σε εγκατεστημένους κυλίνδρους χωρίς αποσυναρμολόγηση;
Η άμεση μέτρηση απαιτεί αποσυναρμολόγηση, αλλά μπορείτε να συμπεράνετε την ύπαρξη υπερβολικών κενών από τα συμπτώματα απόδοσης: ταχεία φθορά των στεγανοποιητικών (κάτω από 100.000 κύκλους), ορατή φθορά στα αφαιρεθέντα στεγανοποιητικά, αύξηση της κατανάλωσης αέρα με την πάροδο του χρόνου και πτώση της πίεσης υπό φορτίο. Για κρίσιμες εφαρμογές, στην Bepto συνιστούμε προγραμματισμένες επιθεωρήσεις κάθε 500.000 κύκλους, κατά τις οποίες τα στεγανοποιητικά εξετάζονται και τα κενά επαληθεύονται με εργαλεία ακριβείας.
Ε: Μπορώ να χρησιμοποιήσω δακτυλίους στήριξης για να αντισταθμίσω τους κυλίνδρους με υπερβολικά κενά εξώθησης;
Οι δακτύλιοι στήριξης βοηθούν, αλλά δεν αποτελούν ολοκληρωμένη λύση για κυλίνδρους με κακό σχεδιασμό — μπορούν να γεφυρώσουν κενά 0,1-0,15 mm πέραν των βέλτιστων διαστάσεων, αλλά κενά που υπερβαίνουν τα 0,4 mm θα προκαλέσουν βλάβες ακόμη και με δακτυλίους στήριξης. Επιπλέον, τα υπερμεγέθη κενά αυξάνουν την τριβή και τη φθορά των ίδιων των δακτυλίων στήριξης. Ο σωστός σχεδιασμός κυλίνδρων με σωστά αρχικά κενά είναι πάντα καλύτερος από την προσπάθεια αντιστάθμισης με δακτυλίους στήριξης.
Ε: Γιατί οι σφραγίδες μου χαλάνε πιο γρήγορα σε υψηλότερες ταχύτητες κύκλου, ακόμη και στην ίδια πίεση;
Οι υψηλότερες ταχύτητες κύκλου παράγουν περισσότερη θερμότητα τριβής, η οποία μαλακώνει τα υλικά στεγανοποίησης και μειώνει την αντίσταση εξώθησης — μια στεγανοποίηση που λειτουργεί στους 90 °C λόγω της τριβής υψηλής ταχύτητας έχει ουσιαστικά 10-15 μονάδες Shore A χαμηλότερη σκληρότητα από το ίδιο υλικό στους 40 °C. Επιπλέον, οι γρήγοροι κύκλοι πίεσης δημιουργούν δυναμικές συγκεντρώσεις τάσεων που επιταχύνουν την έναρξη της διάβρωσης. Για εφαρμογές υψηλής ταχύτητας άνω του 1 μέτρου/δευτερόλεπτο, καθορίστε στεγανοποιήσεις με ένα βαθμό σκληρότητας υψηλότερο και μειώστε τα μέγιστα κενά κατά 0,02-0,03 mm.
Ε: Υπάρχουν υλικά στεγανοποίησης που εξαλείφουν πλήρως τα προβλήματα εξώθησης;
Τα PTFE και τα γεμισμένα PTFE προσφέρουν την υψηλότερη αντοχή στην εξώθηση, λειτουργώντας αξιόπιστα σε 16+ bar με κενά 0,3-0,4 mm, αλλά απαιτούν υψηλότερες δυνάμεις σφράγισης και έχουν περιορισμένη ελαστικότητα σε σύγκριση με το πολυουρεθάνιο ή το καουτσούκ. Για τις περισσότερες πνευματικές εφαρμογές, τα σωστά σχεδιασμένα συστήματα σφράγισης από πολυουρεθάνιο με δακτυλίους στήριξης παρέχουν καλύτερη συνολική απόδοση — χαμηλότερη τριβή, καλύτερη σφράγιση κατά την εκκίνηση και επαρκή αντοχή στην εξώθηση όταν τα κενά ελέγχονται σωστά.
Ε: Πώς καθορίζω τις απαιτήσεις για το διάκενο εξώθησης όταν παραγγέλνω εξατομικευμένους κυλίνδρους;
Ζητήστε ρητές προδιαγραφές διαστάσεων στην παραγγελία σας: “Μέγιστο ακτινικό διάκενο μεταξύ εξωτερικής διαμέτρου εμβόλου και εσωτερικής διαμέτρου κυλίνδρου: 0,15 mm μετρούμενο στους 20 °C” και “Το σύστημα στεγανοποίησης πρέπει να περιλαμβάνει δακτυλίους στήριξης PTFE με ονομαστική πίεση [η πίεση που επιθυμείτε] bar”. Στη Bepto, παρέχουμε εκθέσεις ελέγχου διαστάσεων με κάθε εξατομικευμένο κύλινδρο, στις οποίες αναγράφονται τα πραγματικά μετρούμενα διακένια και οι προδιαγραφές του συστήματος στεγανοποίησης, διασφαλίζοντας ότι θα λάβετε κυλίνδρους σχεδιασμένους για τις συγκεκριμένες απαιτήσεις πίεσης και απόδοσης που έχετε.
-
Μάθετε για την κλίμακα σκληρότητας Shore A που χρησιμοποιείται για τη μέτρηση της αντοχής των ελαστομερών και των καουτσούκ. ↩
-
Κατανοήστε την έννοια της μόνιμης παραμόρφωσης ενός υλικού μετά από τάνυση. ↩
-
Δείτε το σύστημα ISO ορίων και προσαρμογών που ορίζει τυπικές βαθμίδες ανοχής όπως IT7. ↩
-
Διαβάστε για το πώς τα υλικά διαστέλλονται και συστέλλονται με τις αλλαγές της θερμοκρασίας με βάση τις φυσικές τους ιδιότητες. ↩
-
Εξερευνήστε πώς τα δακτυλίδια στήριξης αποτρέπουν την εξώθηση κλείνοντας το κενό μεταξύ των μεταλλικών εξαρτημάτων. ↩
