

Εισαγωγή
Η αυτοματοποιημένη γραμμή συναρμολόγησης σας χάνει τους στόχους τοποθέτησης κατά 0,5 mm και τα απορριφθέντα εξαρτήματα συσσωρεύονται. 🎯 Έχετε βαθμονομήσει τους αισθητήρες θέσης τρεις φορές, αλλά η ασυνέπεια παραμένει. Ο κρυφός ένοχος δεν είναι το σύστημα ελέγχου σας, αλλά η δυναμική υστέρηση της σφράγισης, ένα φαινόμενο τριβής που δημιουργεί απρόβλεπτα σφάλματα τοποθέτησης και κοστίζει στους κατασκευαστές χιλιάδες ευρώ σε απορρίμματα και επανακατασκευές καθημερινά.
Η δυναμική υστέρηση σφράγισης είναι η καθυστέρηση που προκαλείται από την τριβή μεταξύ της καθορισμένης και της πραγματικής θέσης του κυλίνδρου και οφείλεται σε συμπεριφορά stick-slip1, διακυμάνσεις της δύναμης αποκόλλησης και τριβή που εξαρτάται από την ταχύτητα στα υλικά στεγανοποίησης — αυτή η υστέρηση δημιουργεί σφάλματα τοποθέτησης 0,2-2,0 mm σε τυπικούς πνευματικούς κυλίνδρους, καθιστώντας τον σχεδιασμό στεγανοποίησης, την επιλογή υλικών και τη βελτιστοποίηση της λίπανσης κρίσιμα για εφαρμογές που απαιτούν επαναληψιμότητα καλύτερη από ±0,5 mm σε συστήματα ακριβείας συναρμολόγησης, δοκιμών και μέτρησης.
Τον περασμένο μήνα, συνεργάστηκα με τον Kevin, έναν μηχανικό ελέγχου σε ένα εργοστάσιο συναρμολόγησης ηλεκτρονικών συσκευών στο Ιλινόις, ο οποίος αντιμετώπιζε προβλήματα με την ασυνεπή τοποθέτηση εξαρτημάτων σε μια εφαρμογή pick-and-place. Τα σφάλματα τοποθέτησης κυμαίνονταν από 0,3 έως 0,8 mm, παρά τη χρήση κωδικοποιητών υψηλής ανάλυσης. Αφού αναλύσαμε το σύστημά του, ανακαλύψαμε ότι η αιτία του προβλήματος ήταν η υστέρηση της στεγανοποίησης στους τυπικούς κυλίνδρους του. Η αλλαγή στους κυλίνδρους Bepto χαμηλής τριβής χωρίς ράβδο με βελτιστοποιημένη γεωμετρία στεγανοποίησης μείωσε το σφάλμα τοποθέτησης σε ±0,15 mm, μειώνοντας το ποσοστό απόρριψης κατά 73%. 📊
Πίνακας περιεχομένων
- Τι είναι η υστέρηση της δυναμικής σφράγισης και γιατί επηρεάζει την ακρίβεια της τοποθέτησης;
- Πώς επηρεάζουν τη συμπεριφορά υστέρησης τα διαφορετικά σχέδια και υλικά των στεγανοποιητικών;
- Ποια είναι τα ποσοτικοποιήσιμα αποτελέσματα της υστέρησης των στεγανοποιητικών σε συστήματα ακριβείας τοποθέτησης;
- Ποιες στρατηγικές σχεδιασμού ελαχιστοποιούν την υστέρηση στεγανοποίησης στους κυλίνδρους χωρίς ράβδο;
Τι είναι η υστέρηση της δυναμικής σφράγισης και γιατί επηρεάζει την ακρίβεια της τοποθέτησης;
Η κατανόηση της φυσικής των σφαλμάτων τοποθέτησης που προκαλούνται από την τριβή είναι απαραίτητη για την επίτευξη ακρίβειας στα αυτοματοποιημένα συστήματα. 🔬
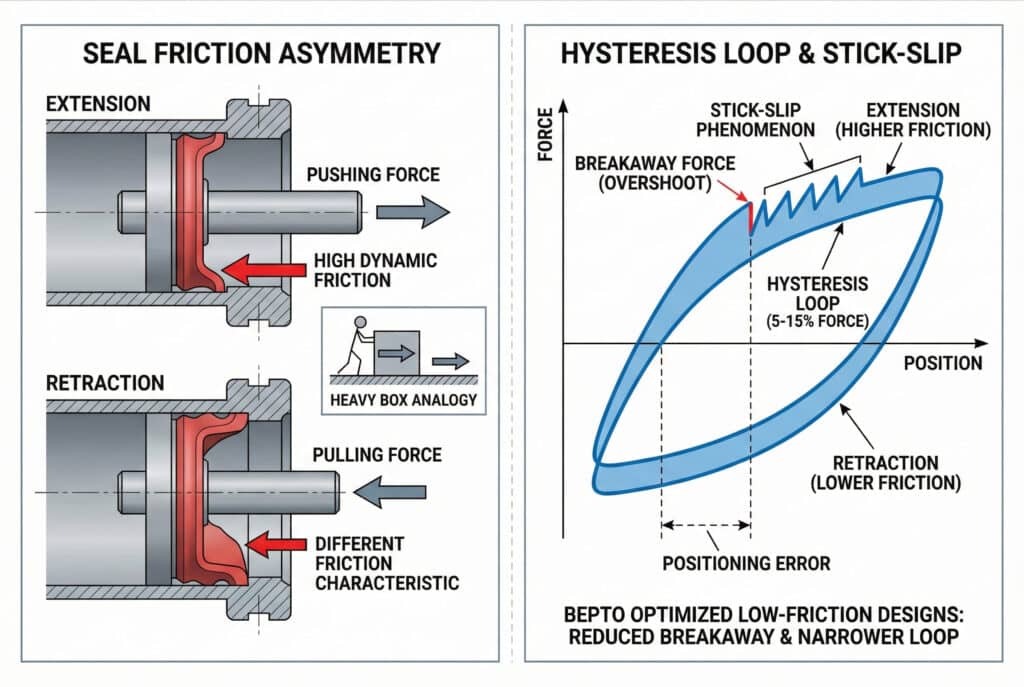
Η υστέρηση της δυναμικής σφράγισης συμβαίνει όταν οι δυνάμεις τριβής ποικίλλουν μη γραμμικά ανάλογα με την ταχύτητα και την κατεύθυνση, δημιουργώντας μια υστέρηση μεταξύ της πίεσης εισόδου και της θέσης εξόδου—το πλάτος του βρόχου υστέρησης (διαφορά μεταξύ των καμπυλών δύναμης-μετατόπισης επέκτασης και σύμπτυξης) μετρά συνήθως 5-15% της συνολικής δύναμης διαδρομής σε τυπικούς κυλίνδρους, προκαλώντας σφάλματα που εξαρτώνται από τη θέση και επιδεινώνουν τα συστήματα κλειστού βρόχου και εμποδίζουν την επίτευξη επαναληψιμότητας κάτω του χιλιοστού χωρίς αλγόριθμους αντιστάθμισης ή σχεδιασμούς στεγανοποίησης χαμηλής τριβής.
Η μηχανική της υστέρησης τριβής των στεγανοποιητικών
Σκεφτείτε την υστέρηση της στεγανοποίησης σαν τη διαφορά μεταξύ του να σπρώχνετε ένα βαρύ κουτί στο πάτωμα και του να το τραβάτε πίσω. Η τριβή δεν είναι η ίδια και στις δύο κατευθύνσεις λόγω των αλληλεπιδράσεων της επιφάνειας, της παραμόρφωσης του υλικού και των κατευθυντικών επιδράσεων. Στις πνευματικές στεγανοποιήσεις, αυτή η ασυμμετρία είναι ακόμη πιο έντονη.
Όταν ένας κύλινδρος εκτείνεται, το χείλος της στεγανοποίησης συμπιέζεται κατά μήκος του κυλίνδρου σε μία κατεύθυνση. Όταν συστέλλεται, η στεγανοποίηση παραμορφώνεται διαφορετικά, δημιουργώντας διαφορετικά χαρακτηριστικά τριβής. Αυτό δημιουργεί έναν βρόχο υστέρησης — μια γραφική αναπαράσταση που δείχνει ότι η δύναμη που απαιτείται για να κινηθεί ο κύλινδρος δεν εξαρτάται μόνο από τη θέση, αλλά και από την κατεύθυνση και το ιστορικό της ταχύτητας.
Φαινόμενο Stick-Slip και δυνάμεις αποκόλλησης
Η πιο προβληματική πτυχή της υστέρησης των στεγανοποιητικών είναι η συμπεριφορά stick-slip. Σε κατάσταση ηρεμίας, τα στεγανοποιητικά αναπτύσσουν τριβή2 αυτό είναι 20-50% υψηλότερο από τη δυναμική τριβή κατά τη διάρκεια της κίνησης. Όταν η πίεση αυξάνεται για να ξεπεράσει αυτή τη δύναμη αποκόλλησης, ο κύλινδρος “πηδά” ξαφνικά προς τα εμπρός, υπερβαίνοντας τη θέση-στόχο.
Αυτό το stick-slip δημιουργεί ένα προφίλ κίνησης σε σχήμα πριονιού αντί για ομαλή κίνηση. Στην ακριβή τοποθέτηση, αυτό εκδηλώνεται ως:
- Υπέρβαση όταν ξεκινά από στάση
- Σταθεροποίηση ταλαντώσεων γύρω από τη θέση-στόχο
- Σφάλματα τοποθέτησης που εξαρτώνται από την κατεύθυνση (διαφορετικές τελικές θέσεις όταν πλησιάζετε από αντίθετες κατευθύνσεις)
Στην Bepto, έχουμε μετρήσει δυνάμεις αποκόλλησης σε τυπικούς κυλίνδρους που κυμαίνονται από 15-35N για έναν κύλινδρο διαμέτρου 40 mm, ενώ οι βελτιστοποιημένοι σχεδιασμοί μας χαμηλής τριβής μειώνουν αυτό το μέγεθος σε 5-12N — μια μείωση 60-70% που βελτιώνει δραματικά τη συνέπεια της τοποθέτησης.
Γιατί τα συστήματα ελέγχου δεν μπορούν να αντισταθμίσουν πλήρως
Πολλοί μηχανικοί υποθέτουν ότι ο έλεγχος θέσης κλειστού βρόχου με ανάδραση μπορεί να εξαλείψει τα φαινόμενα υστέρησης. Αν και η ανάδραση βοηθά, δεν μπορεί να ξεπεράσει εντελώς τους βασικούς φυσικούς νόμους. Το σύστημα ελέγχου εντοπίζει το σφάλμα θέσης και εφαρμόζει διόρθωση, αλλά η υστέρηση δημιουργεί:
Νεκρές ζώνες: Μικρά σφάλματα θέσης που δεν παράγουν αρκετή δύναμη για να ξεπεράσουν την τριβή
Κύκλοι ορίου: Ταλαντώσεις γύρω από τον στόχο καθώς το σύστημα εναλλάξ υπερνικά και απελευθερώνει την τριβή.
Σφάλματα που εξαρτώνται από την ταχύτητα: Διαφορετική ακρίβεια τοποθέτησης σε διαφορετικές ταχύτητες προσέγγισης
Έχω συμβουλεύσει δεκάδες έργα όπου οι μηχανικοί πέρασαν μήνες ρυθμίζοντας ελεγκτές PID, μόνο για να ανακαλύψουν ότι ο βασικός περιορισμός ήταν η υστέρηση τριβής των στεγανοποιητικών, την οποία δεν μπορούσε να εξαλείψει καμία ρύθμιση λογισμικού. Η λύση απαιτεί την αντιμετώπιση της μηχανικής πηγής, δηλαδή των ίδιων των στεγανοποιητικών.
Πώς επηρεάζουν τη συμπεριφορά υστέρησης τα διαφορετικά σχέδια και υλικά των στεγανοποιητικών;
Η γεωμετρία της στεγανοποίησης και οι ιδιότητες του υλικού καθορίζουν ουσιαστικά το μέγεθος της υστέρησης και την απόδοση της τοποθέτησης. ⚙️
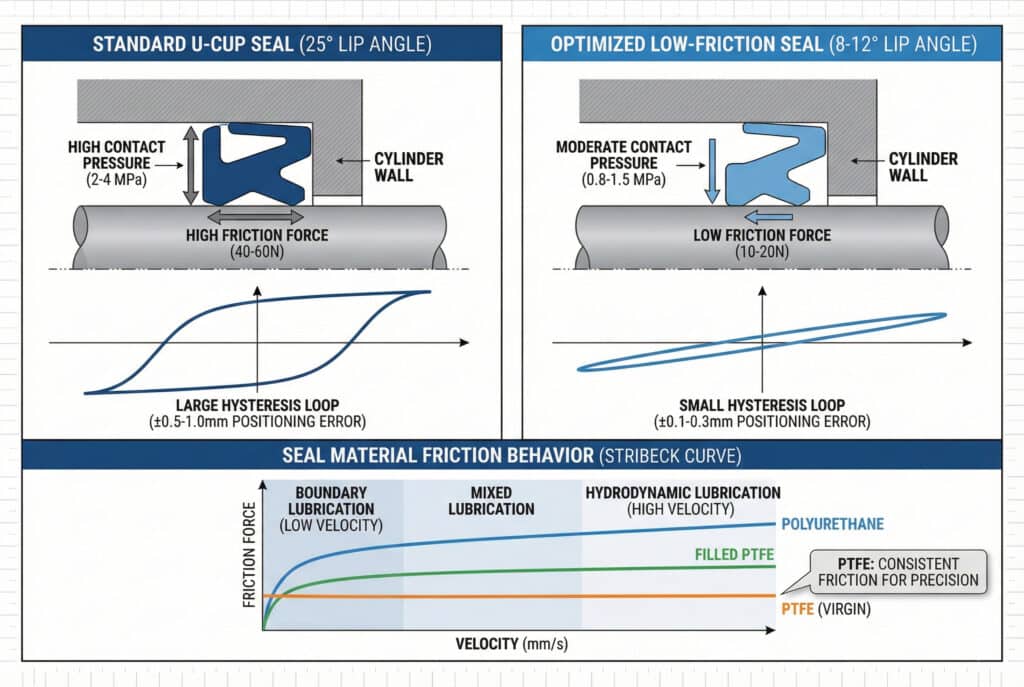
Η υστέρηση της στεγανοποίησης ποικίλλει σημαντικά ανάλογα με τον σχεδιασμό: οι στεγανοποιήσεις τύπου U-cup με έντονες γωνίες χείλους δημιουργούν δύναμη υστέρησης 40-60N σε κυλίνδρους διαμέτρου 50 mm, ενώ οι βελτιστοποιημένοι σχεδιασμοί χαμηλής τριβής με ρηχές γωνίες χείλους και υλικά PTFE μειώνουν την υστέρηση σε 10-20N—η επιλογή υλικού (πολυουρεθάνη έναντι PTFE έναντι καουτσούκ) επηρεάζει τόσο την αναλογία στατικής προς δυναμικής τριβής (1,3-2,0x) όσο και τη συμπεριφορά τριβής που εξαρτάται από την ταχύτητα, με το PTFE να προσφέρει τα πιο σταθερά χαρακτηριστικά τριβής σε όλα τα εύρη ταχύτητας για εφαρμογές ακριβείας.
Γεωμετρία σφραγίδας και κατανομή πίεσης επαφής
Η γωνία του χείλους της τσιμούχας και το πλάτος επαφής καθορίζουν άμεσα τη δύναμη τριβής και το μέγεθος της υστέρησης. Οι παραδοσιακές τσιμούχες U-cup χρησιμοποιούν γωνίες χείλους 15-25° για να εξασφαλίσουν αξιόπιστη στεγανοποίηση, αλλά αυτό δημιουργεί υψηλή πίεση επαφής και τριβή.
Τυπική στεγανοποίηση τύπου U (γωνία χείλους 25°):
- Υψηλή πίεση επαφής (2-4 MPa)
- Εξαιρετική αξιοπιστία στεγανοποίησης
- Υψηλή δύναμη τριβής (40-60N για διάμετρο 50mm)
- Μεγάλος βρόχος υστέρησης (σφάλμα τοποθέτησης ±0,5-1,0 mm)
Σφραγίδα βελτιστοποιημένη για χαμηλή τριβή (γωνία χειλιών 8-12°):
- Μέτρια πίεση επαφής (0,8-1,5 MPa)
- Καλή στεγανοποίηση με κατάλληλο φινίρισμα επιφάνειας
- Χαμηλή δύναμη τριβής (10-20N για διάμετρο 50mm)
- Μικρός βρόχος υστέρησης (σφάλμα τοποθέτησης ±0,1-0,3 mm)
Στην Bepto, έχουμε αναπτύξει ιδιόκτητα προφίλ στεγανοποίησης που εξισορροπούν την αξιοπιστία της στεγανοποίησης με την ελάχιστη τριβή. Οι κύλινδροι χωρίς ράβδο που χρησιμοποιούμε έχουν σχεδιασμό πολλαπλών χειλιών, όπου η κύρια στεγανοποίηση χειρίζεται τον περιορισμό της πίεσης, ενώ τα δευτερεύοντα στοιχεία χαμηλής τριβής ελαχιστοποιούν την υστέρηση.
Επιδράσεις των ιδιοτήτων των υλικών στη συμπεριφορά τριβής
Τα διαφορετικά υλικά στεγανοποίησης παρουσιάζουν πολύ διαφορετικά χαρακτηριστικά τριβής και συμπεριφορά υστέρησης:
| Υλικό σφράγισης | Στατικός/Δυναμικός λόγος τριβής | Ευαισθησία ταχύτητας | Δύναμη υστέρησης (διάμετρος 50 mm) | Καλύτερη εφαρμογή |
|---|---|---|---|---|
| NBR (νιτρίλιο) | 1,8-2,0x | Υψηλή | 45-65N | Χαμηλού κόστους, μη ακρίβειας |
| Πολυουρεθάνη | 1,5-1,8x | Μέτρια | 30-50N | Γενική βιομηχανία |
| PTFE (παρθένο) | 1,2-1,4x | Χαμηλή | 8-15N | Τοποθέτηση ακριβείας |
| Γεμισμένο PTFE | 1,3-1,5x | Χαμηλή | 12-20N | Ισορροπημένη απόδοση |
| PU με γέμιση γραφίτη | 1,4-1,6x | Μέτρια-Χαμηλή | 20-35N | Οικονομική ακρίβεια |
Η μοριακή δομή του PTFE δημιουργεί εξαιρετικά σταθερή τριβή σε όλα τα εύρη ταχύτητας. Σε αντίθεση με τα ελαστομερή που παρουσιάζουν ισχυρή τριβή που εξαρτάται από την ταχύτητα (η τριβή αυξάνεται με την ταχύτητα), το PTFE διατηρεί σχεδόν σταθερή τριβή από 1 mm/s έως 1000 mm/s, κάτι που είναι κρίσιμο για την προβλέψιμη τοποθέτηση.
Η καμπύλη Stribeck και τα καθεστώτα λίπανσης
Η συμπεριφορά τριβής της σφραγίδας ακολουθεί την Καμπύλη Stribeck3, το οποίο περιγράφει τρία καθεστώτα λίπανσης:
Οριακή λίπανση (πολύ χαμηλή ταχύτητα):
- Επαφή μετάλλου με μέταλλο μέσω λιπαντικής μεμβράνης
- Υψηλότερη τριβή
- Κυρίαρχο στις ταχύτητες τοποθέτησης (<10 mm/s)
Μικτή λίπανση (μέτρια ταχύτητα):
- Μερική υποστήριξη μεμβράνης λιπαντικού
- Μεταβατική συμπεριφορά τριβής
- Οι περισσότερες εφαρμογές τοποθέτησης λειτουργούν εδώ
Υδροδυναμική λίπανση (υψηλή ταχύτητα):
- Πλήρης διαχωρισμός της μεμβράνης λιπαντικού
- Χαμηλότερη τριβή
- Σπάνια επιτυγχάνεται σε πνευματικούς κυλίνδρους
Το εύρος του καθεστώτος οριακής λίπανσης καθορίζει την υστέρηση τοποθέτησης. Τα υλικά με καλύτερες ιδιότητες οριακής λίπανσης (PTFE, ενώσεις με γραφίτη) διατηρούν χαμηλότερη τριβή στις ταχύτητες τοποθέτησης, μειώνοντας την υστέρηση.
Επιδράσεις της θερμοκρασίας στην υστέρηση
Η τριβή των στεγανοποιητικών δεν είναι σταθερή σε σχέση με τη θερμοκρασία — μεταβάλλεται σημαντικά καθώς τα συστήματα θερμαίνονται κατά τη λειτουργία. Τα τυπικά στεγανοποιητικά πολυουρεθάνης παρουσιάζουν μείωση της τριβής κατά 30-40% από 20 °C έως 60 °C, δημιουργώντας απόκλιση στη θέση καθώς η θερμοκρασία του συστήματος σταθεροποιείται.
Συνεργάστηκα με τη Sarah, μια μηχανικό εξοπλισμού δοκιμών στο Μίσιγκαν, του οποίου το σύστημα ακριβείας μέτρησης παρουσίαζε διαφορετική ακρίβεια τοποθέτησης το πρωί σε σχέση με το απόγευμα. Οι τυπικές σφραγίδες κυλίνδρων της ήταν ευαίσθητες στη θερμοκρασία, προκαλώντας διακύμανση τοποθέτησης 0,4 mm καθώς το σύστημα ζεσταινόταν. Τις αντικαταστήσαμε με κυλίνδρους Bepto σταθερής θερμοκρασίας που χρησιμοποιούν σφραγίδες PTFE και η σταθερότητα τοποθέτησης βελτιώθηκε σε ±0,12 mm ανεξάρτητα από τη θερμοκρασία λειτουργίας. 🌡️
Ποια είναι τα ποσοτικοποιήσιμα αποτελέσματα της υστέρησης των στεγανοποιητικών σε συστήματα ακριβείας τοποθέτησης;
Η κατανόηση του αριθμητικού αντίκτυπου της υστέρησης σας βοηθά να καθορίσετε την κατάλληλη τεχνολογία κυλίνδρων για τις απαιτήσεις ακρίβειας που έχετε. 📈
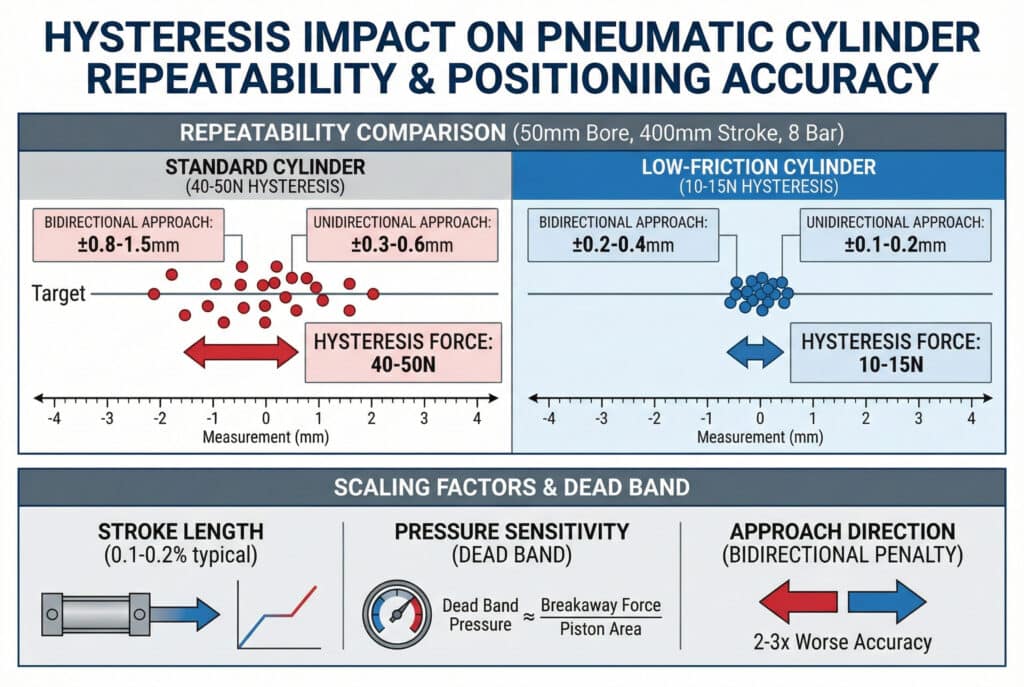
Η υστέρηση της στεγανοποίησης δημιουργεί ποσοτικοποιήσιμα σφάλματα τοποθέτησης: οι τυπικοί κύλινδροι με δύναμη υστέρησης 40-50N παρουσιάζουν επαναληψιμότητα ±0,5-1,2mm σε πίεση 8 bar, ενώ οι σχεδιασμοί χαμηλής τριβής με υστέρηση 10-15N επιτυγχάνουν επαναληψιμότητα ±0,1-0,3mm — αυτά τα σφάλματα κλιμακώνονται ανάλογα με το μήκος της διαδρομής (0,1-0,2% της τυπικής διαδρομής), τις διακυμάνσεις της πίεσης (πίεση ±10% δημιουργεί αλλαγή θέσης ±0,15 mm) και την κατεύθυνση προσέγγισης (η επαναληψιμότητα σε δύο κατευθύνσεις είναι 2-3 φορές χειρότερη από την επαναληψιμότητα σε μία κατεύθυνση), καθιστώντας την υστέρηση τον περιοριστικό παράγοντα σε εφαρμογές που απαιτούν ακρίβεια καλύτερη από ±0,5 mm.
Μέγεθος σφάλματος τοποθέτησης και κλιμάκωση
Η σχέση μεταξύ της δύναμης υστέρησης και του σφάλματος τοποθέτησης ακολουθεί ένα προβλέψιμο μοτίβο. Για μια δεδομένη διάμετρο κυλίνδρου και πίεση λειτουργίας, το σφάλμα τοποθέτησης αυξάνεται περίπου γραμμικά με τη δύναμη υστέρησης:
Σφάλμα θέσης ≈ (δύναμη υστέρησης / πνευματική δύναμη) × μήκος διαδρομής
Για έναν κύλινδρο διαμέτρου 50 mm στα 8 bar (αποτελεσματική δύναμη ≈ 1570 N) με διαδρομή 400 mm:
- 40N υστέρηση: Σφάλμα ≈ (40/1570) × 400 mm = 10,2 mm πιθανό σφάλμα
- Πραγματικό σφάλμα με απόσβεση: ±0,6-1,0 mm (η απόσβεση του συστήματος μειώνει το θεωρητικό μέγιστο)
Αυτό εξηγεί γιατί οι κύλινδροι μεγαλύτερης διαμέτρου συχνά παρουσιάζουν καλύτερη σχετική ακρίβεια τοποθέτησης — η πνευματική δύναμη αυξάνεται με την επιφάνεια της διαμέτρου (D²), ενώ η τριβή της στεγανοποίησης αυξάνεται περίπου με τη διάμετρο (D), δημιουργώντας μια ευνοϊκή σχέση κλιμάκωσης.
Αμφίδρομη έναντι μονοκατευθυντικής επαναληψιμότητας
Μία από τις πιο σημαντικές προδιαγραφές για την ακριβή τοποθέτηση είναι η αμφίδρομη επαναληψιμότητα, δηλαδή η ικανότητα επιστροφής στην ίδια θέση όταν πλησιάζουμε από αντίθετες κατευθύνσεις. Η υστέρηση καθορίζει άμεσα αυτή την προδιαγραφή:
Μονοκατευθυντική επαναληψιμότητα (πάντα προσεγγίζοντας από την ίδια κατεύθυνση):
- Τυπικός κύλινδρος: ±0,3-0,6 mm
- Κύλινδρος χαμηλής τριβής: ±0,1-0,2 mm
- Ακρίβεια Bepto χωρίς ράβδο: ±0,05-0,15 mm
Αμφίδρομη επαναληψιμότητα (πλησιάζοντας από οποιαδήποτε κατεύθυνση):
- Τυπικός κύλινδρος: ±0,8-1,5 mm (2-3 φορές χειρότερος)
- Κύλινδρος χαμηλής τριβής: ±0,2-0,4 mm (2x χειρότερος)
- Ακρίβεια Bepto χωρίς ράβδο: ±0,1-0,25 mm (1,5-2 φορές χειρότερη)
Η αμφίδρομη ποινή προέρχεται άμεσα από την υστέρηση — η θέση εξαρτάται από την κατεύθυνση προσέγγισης λόγω της ασυμμετρίας τριβής. Οι εφαρμογές που απαιτούν αμφίδρομη ακρίβεια πρέπει να καθορίζουν κυλίνδρους με ελάχιστη υστέρηση.
Ευαισθησία στην πίεση και ισορροπία δύναμης
Η ακρίβεια της τοποθέτησης εξαρτάται επίσης από τη σταθερότητα της πίεσης. Η υστέρηση δημιουργεί μια “νεκρή ζώνη” όπου μικρές αλλαγές στην πίεση δεν προκαλούν κίνηση, επειδή δεν ξεπερνούν τη στατική τριβή. Το πλάτος αυτής της νεκρής ζώνης είναι:
Πίεση νεκρής ζώνης ≈ Δύναμη αποκόλλησης / Εμβαδόν εμβόλου
Για έναν κύλινδρο διαμέτρου 50 mm (επιφάνεια ≈ 1963 mm²) με δύναμη αποκόλλησης 25 N:
Νεκρή ζώνη ≈ 25N / 1963mm² = 0,013 MPa = 0,13 bar
Αυτό σημαίνει ότι διακυμάνσεις πίεσης κάτω από 0,13 bar δεν θα προκαλέσουν κίνηση — ο κύλινδρος “κολλάει” στη θέση του. Για ακριβή τοποθέτηση, αυτό δημιουργεί:
- Απαιτήσεις ρύθμισης πίεσης: Απαιτείται ±0,05 bar ή καλύτερη για σταθερή τοποθέτηση
- Περιορισμοί ανάλυσης: Δεν είναι δυνατή η επίτευξη ανάλυσης θέσης καλύτερης από την ισοδύναμη νεκρή ζώνη
- Θέματα χρόνου διευθέτησης: Το σύστημα ταλαντώνεται εντός της νεκρής ζώνης πριν σταθεροποιηθεί.
Απαιτήσεις εφαρμογής στον πραγματικό κόσμο
Διαφορετικές εφαρμογές έχουν διαφορετική ανοχή σε σφάλματα που προκαλούνται από υστέρηση:
Εφαρμογές υψηλής ακρίβειας (απαιτείται ±0,1-0,2 mm):
- Συναρμολόγηση και δοκιμή ηλεκτρονικών συσκευών
- Θέση οπτικών εξαρτημάτων
- Ακριβής μέτρηση και επιθεώρηση
- Λύση: Συστήματα στεγανοποίησης PTFE, σχεδιασμοί χαμηλής τριβής, έλεγχος κλειστού βρόχου
Εφαρμογές μέσης ακρίβειας (±0,3-0,5 mm αποδεκτό):
- Λειτουργίες γενικής συνέλευσης
- Χειρισμός υλικών με αυστηρές ανοχές
- Συσκευασία και επισήμανση
- Λύση: Βελτιστοποιημένες σφραγίδες πολυουρεθάνης, κύλινδροι ποιοτικών προδιαγραφών
Εφαρμογές χαμηλής ακρίβειας (±1,0 mm+ αποδεκτό):
- Χειρισμός χύδην υλικών
- Σφιγκτήρες και εξαρτήματα στερέωσης
- Γενικός αυτοματισμός
- Λύση: Τυπικοί κύλινδροι επαρκείς
Στην Bepto, βοηθάμε τους πελάτες να ταιριάξουν την τεχνολογία των κυλίνδρων με τις πραγματικές τους απαιτήσεις. Η υπερβολική προδιαγραφή κυλίνδρων ακριβείας σπαταλά χρήματα, ενώ η υποδιαγραφή προκαλεί προβλήματα ποιότητας και κόστος επανεπεξεργασίας.
Ποιες στρατηγικές σχεδιασμού ελαχιστοποιούν την υστέρηση στεγανοποίησης στους κυλίνδρους χωρίς ράβδο;
Η επίτευξη ακριβείας στη θέση απαιτεί ολοκληρωμένες σχεδιαστικές προσεγγίσεις που αντιμετωπίζουν την τριβή σε κάθε επίπεδο. 🎯
Η ελαχιστοποίηση της υστέρησης της στεγανοποίησης απαιτεί πολυδιάστατες στρατηγικές σχεδιασμού: βελτιστοποιημένη γεωμετρία χείλους στεγανοποίησης με γωνίες επαφής 8-12°, υλικά PTFE ή γεμισμένου PTFE με αναλογίες στατικής/δυναμικής τριβής κάτω από 1,4x, επιφάνειες κυλίνδρου ακριβείας (Ra 0,2-0,4μm) για την υποστήριξη της οριακής λίπανσης, συνθετικά λιπαντικά με κατάλληλο ιξώδες (ISO VG 32-68) και μηχανικά χαρακτηριστικά σχεδιασμού, όπως καροτσάκια με οδηγό και ρύθμιση προφόρτισης — σε κυλίνδρους χωρίς ράβδο, διαμορφώσεις διπλής στεγανοποίησης με εξισορρόπηση πίεσης που μειώνουν περαιτέρω την καθαρή δύναμη τριβής, διατηρώντας παράλληλα την ακεραιότητα της στεγανοποίησης.

Βελτιστοποιημένη σχεδίαση προφίλ στεγανοποίησης
Στην Bepto, έχουμε επενδύσει σημαντικά στην βελτιστοποίηση του προφίλ των στεγανοποιητικών με τη χρήση ανάλυσης πεπερασμένων στοιχείων και εμπειρικών δοκιμών. Τα προφίλ των στεγανοποιητικών ακριβείας μας περιλαμβάνουν:
Ρηχά χείλη (8-12° έναντι του τυπικού 20-25°):
- Μειώνει την πίεση επαφής κατά 40-60%
- Διατηρεί τη στεγανότητα χάρη στις ακριβείς απαιτήσεις φινιρίσματος της επιφάνειας
- Απαιτεί φινίρισμα βαρελιού Ra 0,3-0,5μm (έναντι Ra 0,8-1,2μm για το πρότυπο)
Διαμορφώσεις πολλαπλών χειλιών:
- Πρωτογενής σφράγιση: Συγκράτηση πίεσης (αποδεκτή μέτρια τριβή)
- Δευτερεύουσα στεγανοποίηση: Σφουγγαρίστρα χαμηλής τριβής (ελάχιστη πίεση επαφής)
- Τριτογενής σφράγιση: Αποκλεισμός μόλυνσης (εξωτερική)
Σχεδιασμοί με εξισορρόπηση πίεσης:
- Αντίθετα χείλη στεγανοποίησης με εξισορρόπηση πίεσης
- Η καθαρή δύναμη τριβής μειώθηκε κατά 30-50%
- Ιδιαίτερα αποτελεσματικό σε κυλίνδρους χωρίς ράβδο με σφράγιση και στις δύο πλευρές
Βελτιστοποίηση επιφάνειας και λίπανσης
Η επιφάνεια του κυλίνδρου επηρεάζει σημαντικά τη λίπανση των ορίων και την υστέρηση. Προδιαγράφουμε ακρίβεια λείανσης για να επιτύχουμε:
Τραχύτητα επιφάνειας: Ra 0,2-0,4μm (έναντι του τυπικού Ra 0,8-1,2μm)
Λείανση πλατώ4: Δημιουργεί μικροδεξαμενές για τη συγκράτηση του λιπαντικού
Κατευθυντικό φινίρισμα: Σημάδια λείανσης ευθυγραμμισμένα με την κατεύθυνση της κίνησης
Σε συνδυασμό με κατάλληλη λίπανση:
Συνθετικά λιπαντικά (το πρότυπο μας στη Bepto):
- Εύρος ιξώδους ISO VG 32-68
- Εξαιρετικές ιδιότητες λίπανσης ορίων
- Σταθερή απόδοση σε όλες τις θερμοκρασίες
- Συμβατό με υλικά στεγανοποίησης
Μέθοδος εφαρμογής:
- Προ-λίπανση όλων των επιφανειών ολίσθησης στο εργοστάσιο
- Θύρες περιοδικής επαναλίπανσης (για κυλίνδρους χωρίς ράβδο μακράς διαδρομής)
- Αυτόματα συστήματα λίπανσης για κρίσιμες εφαρμογές
Χαρακτηριστικά μηχανικού σχεδιασμού
Πέρα από τις ίδιες τις σφραγίδες, ο μηχανικός σχεδιασμός μειώνει τα φαινόμενα υστέρησης:
Συστήματα ακριβείας:
- Γραμμικά ρουλεμάν ή οδηγοί κυλίνδρων
- Ξεχωριστή υποστήριξη φορτίου από την πνευματική δύναμη
- Μειώνει την πλευρική φόρτιση στις τσιμούχες (σημαντικός παράγοντας τριβής)
Ρύθμιση προφόρτισης μεταφοράς:
- Επιτρέπει τη βελτιστοποίηση της συμπίεσης της στεγανοποίησης
- Ισορροπία μεταξύ αξιοπιστίας στεγανοποίησης και τριβής
- Ρυθμιζόμενο στο πεδίο για αντιστάθμιση φθοράς
Ακαμψία συναρμολόγησης:
- Η άκαμπτη τοποθέτηση μειώνει τη σύνδεση που προκαλείται από την παραμόρφωση
- Η σωστή ευθυγράμμιση εξαλείφει τα πλευρικά φορτία
- Κρίσιμο για εφαρμογές μακράς διαδρομής
Πρόσφατα βοήθησα τον Michael, έναν κατασκευαστή μηχανημάτων στο Ουισκόνσιν, να λύσει ένα επίμονο πρόβλημα τοποθέτησης σε μια εφαρμογή κυλίνδρου χωρίς ράβδο με διαδρομή 2 μέτρων. Οι κύλινδροι του παρουσίαζαν απόκλιση τοποθέτησης 2-3 mm λόγω της πρόσφυσης της στεγανοποίησης που προκαλούσε η παραμόρφωση. Ανασχεδιάσαμε το σύστημα στήριξης με ενδιάμεση υποστήριξη και μεταβήκαμε στους κυλίνδρους ακριβείας χωρίς ράβδο Bepto με βελτιστοποιημένους οδηγούς. Το σφάλμα τοποθέτησης μειώθηκε σε ±0,25 mm σε όλη τη διαδρομή, μια βελτίωση 10 φορές μεγαλύτερη. 🔧
Ενσωμάτωση ελέγχου κλειστού βρόχου
Για απόλυτη ακρίβεια, η μηχανική βελτιστοποίηση πρέπει να συνδυάζεται με έξυπνο έλεγχο:
Ανατροφοδότηση θέσης:
- Γραμμικοί κωδικοποιητές (ανάλυση 5-10μm)
- μαγνητοστριχτικοί αισθητήρες5 (ανάλυση 50-100μm)
- Επιτρέπει την αντιστάθμιση των φαινομένων υστέρησης
Αλγόριθμοι αντιστάθμισης τριβής:
- Εκτίμηση τριβής με βάση μοντέλο
- Προσαρμοστική αντιστάθμιση για φθορά και θερμοκρασία
- Μπορεί να μειώσει το σφάλμα τοποθέτησης κατά επιπλέον 40-60%
Προφίλ πίεσης:
- Ρύθμιση πίεσης ανάλογα με την ταχύτητα
- Μειώνει την υπέρβαση και τον χρόνο σταθεροποίησης
- Βελτιστοποιεί την προσέγγιση στην τελική θέση
Στην Bepto, παρέχουμε υποστήριξη μηχανικής εφαρμογών για να βοηθήσουμε τους πελάτες να ενσωματώσουν τους κυλίνδρους χαμηλής τριβής μας στα συστήματα ελέγχου τους. Ο συνδυασμός βελτιστοποιημένου μηχανικού σχεδιασμού και έξυπνου ελέγχου προσφέρει απόδοση τοποθέτησης που πλησιάζει τα ηλεκτρικά σερβοσυστήματα σε ένα κλάσμα του κόστους.
Σχέση κόστους-απόδοσης
Η ακρίβεια έχει το κόστος της, και το κλειδί είναι η προσαρμογή της τεχνολογίας στις απαιτήσεις:
Τυποποιημένος κύλινδρος ($150-250):
- ±0,8-1,5 mm επαναληψιμότητα
- Κατάλληλο για εφαρμογές 70%
- Χαμηλότερο αρχικό κόστος
Κύλινδρος χαμηλής τριβής ($250-400):
- Επαναληψιμότητα ±0,3-0,6 mm
- Καλύτερη σχέση κόστους-απόδοσης
- Η πιο δημοφιλής επιλογή ακριβείας Bepto
Κύλινδρος εξαιρετικής ακρίβειας ($500-800):
- Επαναληψιμότητα ±0,1-0,25 mm
- Σφραγίδες PTFE, οδηγοί ακριβείας, έτοιμοι για ανατροφοδότηση
- Μόνο για κρίσιμες εφαρμογές
Η απόφαση πρέπει να βασίζεται στο συνολικό κόστος ιδιοκτησίας, συμπεριλαμβανομένων των αποβλήτων, των επαναληπτικών εργασιών και του κόστους ποιότητας. Για μια γραμμή παραγωγής που παράγει 10.000 εξαρτήματα ημερησίως, όπου τα σφάλματα τοποθέτησης προκαλούν απόβλητα 2% με $5/εξάρτημα, το κόστος ποιότητας είναι $1.000/ημέρα. Η επιπλέον χρέωση $300 για κυλίνδρους ακριβείας αποσβένεται σε λίγες ώρες, όχι σε μήνες.
Συμπέρασμα
Η δυναμική υστέρηση της στεγανοποίησης είναι ο κρυφός εχθρός της ακρίβειας τοποθέτησης στα πνευματικά συστήματα, δημιουργώντας σφάλματα που προκαλούνται από τριβή και τα οποία δεν μπορούν να εξαλειφθούν πλήρως με κανένα έλεγχο ρύθμισης. Με την κατανόηση των μηχανισμών υστέρησης και την εφαρμογή βελτιστοποιημένων σχεδίων στεγανοποίησης, κατάλληλων υλικών και ολοκληρωμένων μηχανικών λύσεων, η ακρίβεια τοποθέτησης μπορεί να βελτιωθεί 5-10 φορές σε σύγκριση με τους τυπικούς κυλίνδρους. Στην Bepto, οι κύλινδροι χωρίς ράβδο μας ενσωματώνουν δεκαετίες έρευνας για τη βελτιστοποίηση της τριβής, ώστε να προσφέρουν απόδοση ακριβούς τοποθέτησης που ικανοποιεί τις απαιτητικές βιομηχανικές προδιαγραφές, διατηρώντας παράλληλα τα πλεονεκτήματα κόστους και την απλότητα της πνευματικής ενεργοποίησης. 🌟
Συχνές ερωτήσεις σχετικά με τη δυναμική υστέρηση σφράγισης
Ε: Μπορώ να μετρήσω την υστέρηση της στεγανοποίησης στους υπάρχοντες κυλίνδρους μου για να διαγνώσω προβλήματα τοποθέτησης;
Ναι, πραγματοποιήστε μια απλή δοκιμή δύναμης-μετατόπισης, επεκτείνοντας και συστέλλοντας αργά τον κύλινδρο, ενώ μετράτε τη δύναμη και τη θέση, καταγράφοντας τα αποτελέσματα για να απεικονίσετε τον βρόχο υστέρησης. Το πλάτος του βρόχου υποδεικνύει το μέγεθος της υστέρησης. Στη Bepto, συνιστούμε αυτή τη διαγνωστική δοκιμή πριν καθορίσετε τους κυλίνδρους αντικατάστασης, καθώς ποσοτικοποιεί εάν η υστέρηση είναι πραγματικά ο περιοριστικός παράγοντας ή εάν άλλα ζητήματα (αστάθεια πίεσης, προβλήματα συναρμολόγησης) είναι κυρίαρχα.
Ε: Πώς επηρεάζει η φθορά του στεγανοποιητικού την υστέρηση κατά τη διάρκεια ζωής του κυλίνδρου;
Η φθορά των στεγανοποιητικών στοιχείων συνήθως μειώνει αρχικά την υστέρηση (πρώτα 100.000-200.000 κύκλοι) καθώς τα στεγανοποιητικά στοιχεία “σπάζουν” και η πίεση επαφής μειώνεται, και στη συνέχεια η υστέρηση αυξάνεται σταδιακά καθώς η φθορά δημιουργεί ακανόνιστα μοτίβα επαφής και ζημιά στην επιφάνεια. Καλά σχεδιασμένες σφραγίδες, όπως τα προφίλ ακριβείας Bepto, διατηρούν σταθερή υστέρηση για 1-2 εκατομμύρια κύκλους πριν από σημαντική υποβάθμιση, ενώ οι τυπικές σφραγίδες μπορεί να παρουσιάσουν αύξηση υστέρησης 50-100% μετά από 500.000 κύκλους.
Ε: Είναι η πνευματική τοποθέτηση με χαμηλή υστέρηση συγκρίσιμη με τα ηλεκτρικά σερβοσυστήματα;
Για εφαρμογές που απαιτούν επαναληψιμότητα ±0,1-0,3 mm σε μέτριες ταχύτητες (<500 mm/s), οι βελτιστοποιημένοι πνευματικοί κύλινδροι με έλεγχο κλειστού βρόχου μπορούν να ανταγωνιστούν την απόδοση των ηλεκτρικών σερβομηχανισμών με 40-60% χαμηλότερο κόστος συστήματος. Ωστόσο, οι ηλεκτρικοί σερβομηχανισμοί παραμένουν ανώτεροι για εφαρμογές που απαιτούν ακρίβεια 1 m/s) ή πολύπλοκα προφίλ κίνησης. Το κλειδί είναι η προσαρμογή της τεχνολογίας στις πραγματικές απαιτήσεις και όχι η υπερβολική προδιαγραφή ηλεκτρικών σερβομηχανισμών για εφαρμογές όπου αρκούν οι πνευματικοί μηχανισμοί.
Ε: Μπορώ να τοποθετήσω σφραγίδες χαμηλής τριβής στους υπάρχοντες κυλίνδρους μου για να μειώσω την υστέρηση;
Η αντικατάσταση των στεγανοποιητικών μπορεί να βοηθήσει, αλλά περιορίζεται από την υπάρχουσα επιφάνεια του κυλίνδρου και τη γεωμετρία των αυλακώσεων — τα στεγανοποιητικά χαμηλής τριβής απαιτούν επιφάνεια κυλίνδρου Ra 0,3-0,5μm για να λειτουργούν σωστά, ενώ οι τυπικοί κύλινδροι έχουν συνήθως Ra 0,8-1,2μm. Επιπλέον, οι διαστάσεις των αυλακώσεων των στεγανοποιητικών πρέπει να ταιριάζουν με το βελτιστοποιημένο προφίλ των στεγανοποιητικών. Στις περισσότερες περιπτώσεις, η αντικατάσταση ολόκληρου του κυλίνδρου με μια μονάδα ακριβείας, όπως οι κύλινδροι χαμηλής τριβής χωρίς ράβδο Bepto, παρέχει καλύτερη απόδοση και οικονομική αποδοτικότητα σε σύγκριση με την προσπάθεια αναβάθμισης.
Ε: Πώς μπορώ να καθορίσω τις απαιτήσεις υστέρησης κατά την παραγγελία κυλίνδρων ακριβείας;
Καθορίστε την αμφίδρομη επαναληψιμότητα αντί για την “ακρίβεια” — ζητήστε “±0,3 mm αμφίδρομη επαναληψιμότητα σε πλήρη διαδρομή” αντί για ασαφείς όρους όπως “ακρίβεια” ή “χαμηλή τριβή”. Καθορίστε επίσης τις συνθήκες λειτουργίας (πίεση, ταχύτητα, ρυθμός κύκλου, εύρος θερμοκρασίας), καθώς αυτές επηρεάζουν την υστέρηση. Στην Bepto, παρέχουμε πιστοποιημένα δεδομένα δοκιμών που δείχνουν την πραγματική μετρούμενη δύναμη υστέρησης και την επαναληψιμότητα τοποθέτησης για τους κυλίνδρους ακριβείας μας, εξασφαλίζοντας ότι λαμβάνετε τεκμηριωμένη απόδοση που πληροί τις απαιτήσεις της εφαρμογής σας.
-
Μάθετε για τη φυσική που κρύβεται πίσω από το φαινόμενο stick-slip και πώς αυτό συμβάλλει στην αστάθεια που προκαλείται από την τριβή στα μηχανικά συστήματα. ↩
-
Εξερευνήστε τον τεχνικό ορισμό της στατικής τριβής (stiction) και την επίδρασή της στη δύναμη αποκόλλησης που απαιτείται για την πνευματική ενεργοποίηση. ↩
-
Αποκτήστε μια βαθύτερη κατανόηση της καμπύλης Stribeck και του τρόπου με τον οποίο ορίζει τη σχέση μεταξύ τριβής και συστημάτων λίπανσης σε συρόμενες σφραγίδες. ↩
-
Κατανοήστε πώς η διαδικασία λείανσης πλατώ δημιουργεί μικρο-δεξαμενές που βελτιστοποιούν τη συγκράτηση του λιπαντικού και μειώνουν την τριβή της επιφάνειας. ↩
-
Ανακαλύψτε τις αρχές λειτουργίας των μαγνητοσυσταλτικών αισθητήρων και γιατί προτιμώνται για ανατροφοδότηση θέσης υψηλής ανάλυσης σε βιομηχανικά περιβάλλοντα. ↩
