

Kas teie pneumaatilised kinnitusseadmed põhjustavad paigutushäireid, vibratsioonist tingitud kvaliteediprobleeme või liigset ümberlülitamisaega? Need sagedased probleemid tulenevad sageli valesti valitud kinnitustest, mis põhjustavad tootmisviivitusi, kvaliteedihäireid ja suurenenud hoolduskulusid. Õige pneumaatilise kinnituse valimine võib need kriitilised probleemid kohe lahendada.
Ideaalne pneumaatiline kinnitusvahend peab tagama täpse mitme lõuaga sünkroniseerimise, tõhusa vibratsiooni summutamise ja kiire ühilduvuse teie olemasolevate süsteemidega. Nõuetekohane valik eeldab sünkroniseerimise täpsusnormide, vibratsioonivastaste dünaamiliste omaduste ja kiirvahetusmehhanismide ühilduvusnõuete mõistmist.
Hiljuti konsulteerisin ühe autoosade tootjaga, kellel oli 4,2% tagasilükkamise määr, mis tulenes detailide valest paigutusest ja vibratsioonist põhjustatud defektidest. Pärast nõuetekohaselt määratletud pneumaatiliste kinnituste rakendamist koos täiustatud sünkroniseerimise ja vibratsioonikontrolliga langes nende tagasilükkamise määr alla 0,3%, säästes aastas üle $230 000 tonni praagi ja ümbertöötluskulude. Lubage mul jagada, mida olen õppinud teie rakendusele sobiva pneumaatilise kinnituse valimise kohta.
Sisukord
- Kuidas rakendada mitme lõuaga sünkroniseerimise täpsusstandardeid täppisrakenduste jaoks
- Vibratsioonivastase struktuuri dünaamiline analüüs optimaalse stabiilsuse saavutamiseks
- Kiirvahetusmehhanismide ühilduvusjuhend tõhusaks ümberlülitamiseks
Kuidas rakendada mitme lõuaga sünkroniseerimise täpsusstandardeid täppisrakenduste jaoks
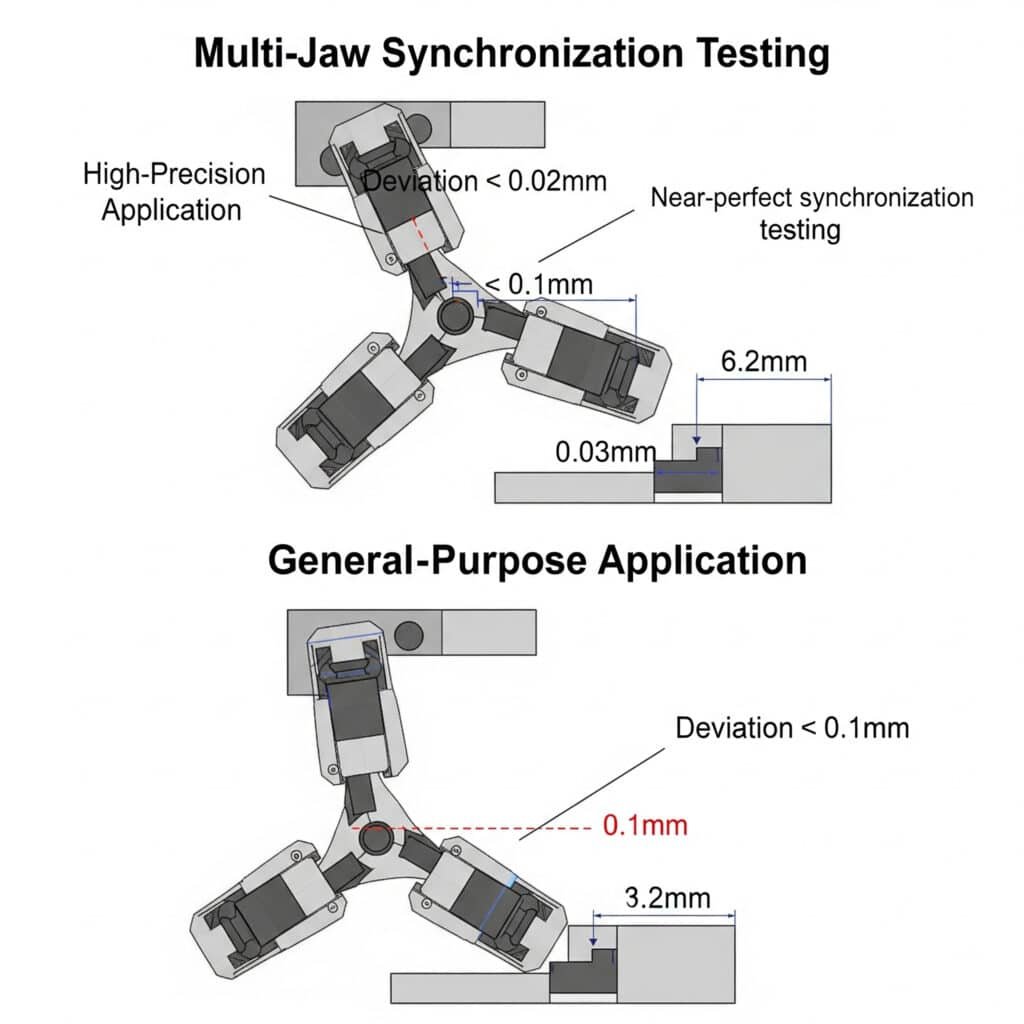
Sünkroniseerimise täpsus mitme lõuaga pneumaatiliste kinnituste puhul mõjutab otseselt detailide positsioneerimise täpsust ja üldist tootmiskvaliteeti.
Mitme lõuaga sünkroniseerimise täpsus viitab maksimaalsele positsioonihälvele mis tahes kahe lõualuu vahel kinnitustsükli ajal, mida tavaliselt mõõdetakse millimeetri sajandikmillimeetrites. Tööstusstandardid määratlevad vastuvõetavad sünkroniseerimistolerantsid, mis põhinevad rakenduse täpsusnõuetel, kusjuures kõrgtäppisrakendustes nõutakse kõrvalekaldeid alla 0,02 mm, samas kui üldotstarbelised rakendused võivad taluda kuni 0,1 mm kõrvalekaldeid.
Sünkroniseerimise täpsuse standardite mõistmine
Sünkroniseerimisstandardid varieeruvad tööstusharude ja rakenduste täpsusnõuete järgi:
| Tööstus | Rakenduse tüüp | Sünkroniseerimise taluvus | Mõõtmisstandard | Testimise sagedus |
|---|---|---|---|---|
| Autotööstus | Üldkoosolek | ±0,05-0,1mm | ISO 230-21 | Kord kvartalis |
| Autotööstus | Täpse komponendid | ±0,02-0,05mm | ISO 230-2 | Igakuiselt |
| Lennundus | Üldised komponendid | ±0,03-0,05mm | AS9100D | Igakuiselt |
| Lennundus | Kriitilised komponendid | ±0,01-0,02mm | AS9100D | Nädalane |
| Meditsiiniline | Kirurgilised instrumendid | ±0,01-0,03mm | ISO 13485 | Nädalane |
| Elektroonika | PCB koostamine | ±0,02-0,05mm | IPC-A-610 | Igakuiselt |
| Üldine tootmine | Mittekriitilised osad | ±0,08-0,15mm | ISO 9001 | Kaks korda aastas |
Standardiseeritud testimismeetodid
Mitme lõualuu sünkroniseerimise täpsuse mõõtmiseks on olemas mitu väljakujunenud meetodit:
nihkeanduri meetod (ISO 230-2 nõuetele vastav)
See on kõige tavalisem ja usaldusväärsem testimisviis:
Katse ülesehitus
- Paigaldage suure täpsusega nihkeandurid (LVDT2 või mahtuvuslik) võrdlusseadmel
- Positsioneerimisandurid, mis puutuvad kokku iga lõualuuga ühesugustes suhtelistes asendites
- Andurite ühendamine sünkroonitud andmekogumissüsteemiga
- Tagada temperatuuri stabiilsus (20°C ±1°C).Katsemenetlus
- Süsteemi initsialiseerimine täielikult avatud asendis olevate lõugadega
- Kinnitamistsükli aktiveerimine standardse töörõhu juures
- Kõigi lõugade asukohaandmete salvestamine kogu liikumise ajal
- Korda testi vähemalt 5 korda
- Mõõtmine erinevates tingimustes:
- Standardne töörõhk
- Minimaalne ettenähtud rõhk (-10%)
- Maksimaalne ettenähtud rõhk (+10%)
- Maksimaalse nimikoormusega
- Erinevatel kiirustel (kui need on reguleeritavad)Andmete analüüs
- Arvutage maksimaalne kõrvalekalle kahe suvalise lõualuu vahel igas liikumispunktis.
- Määrake maksimaalne sünkroniseerimisviga kogu löögi ulatuses
- Analüüsida korratavust mitme katsetsükli jooksul
- Määrake kindlaks kõik järjepidevad juhtimismustrid/viivitusmustrid konkreetsete lõugade vahel.
Optiline mõõtmissüsteem
Suure täpsusega rakenduste või keeruliste lõualiigutuste jaoks:
Seadistamine ja kalibreerimine
- Paigaldage optilised sihikud igale lõuale
- Kiirkaamerate positsioneerimine kõigi sihtmärkide üheaegseks jäädvustamiseks
- Kalibreerida süsteem ruumilise võrdluspunkti määramiseksMõõtmisprotsess
- Lõualuu liikumise salvestamine suure kaadrisagedusega (500+ fps)
- Piltide töötlemine asukohaandmete väljavõtmiseks
- Arvutab iga lõualuu 3D-positsiooni kogu tsükli jooksulAnalüüsimeetodid
- Maksimaalne asukoha erinevus lõugade vahel
- Nurga sünkroniseerimise täpsus
- Trajektoori järjepidevus
Sünkroniseerimise täpsust mõjutavad tegurid
Mitu võtmetegurit mõjutavad mitme lõuaga kinnituste sünkroniseerimise tulemuslikkust:
Mehaanilised projekteerimistegurid
Kinemaatilise mehhanismi tüüp
- Kiiluga käivitatav: Hea sünkroniseerimine, kompaktne disain
- Nokkamehhanismiga: Suurepärane sünkroniseerimine, keerukas konstruktsioon
- Sidumissüsteemid: Muutuv sünkroniseerimine, lihtne konstruktsioon
- Otsevedu: Halb loomulik sünkroniseerimine, nõuab kompensatsiooniLõugade juhtimissüsteem
- Lineaarsed laagrid: Kõrge täpsus, saastetundlikkus
- Dovetail-liugurid: Mõõdukas täpsus, hea vastupidavus
- Rullijuhid: Hea täpsus, suurepärane vastupidavus
- Liuglaagrid: Madalam täpsus, lihtne konstruktsioonTootmise täpsus
- Komponentide tolerantsid
- Kokkupaneku täpsus
- Materjali stabiilsus
Pneumaatilise süsteemi tegurid
Õhu jaotamise disain
- Tasakaalustatud kollektori konstruktsioon: Kriitiline võrdse rõhujaotuse jaoks
- Võrdne torupikkus: minimeerib ajastuserinevusi.
- Voolupiirikute tasakaalustamine: Kompenseerib mehaanilisi erinevusiKäivitamise kontroll
- Rõhu reguleerimise täpsus
- Voolukontrolli järjepidevus
- Klapi reageerimisaegSüsteemi dünaamika
- Õhu kokkusurutavuse mõju
- Dünaamilised rõhu kõikumised
- Voolutakistuse erinevused
Sünkroniseerimise kompensatsioonimeetodid
Erakorralist sünkroniseerimist nõudvate rakenduste puhul võib kasutada neid kompensatsioonimeetodeid:
Mehaaniline kompensatsioon
- Reguleeritavad ühendused esialgseks sünkroniseerimiseks
- Täppisplaadid lõugade joondamiseks
- Nokkaprofiili optimeeriminePneumaatiline kompensatsioon
- Individuaalne voolu reguleerimine iga lõualuu jaoks
- Järjestusventiilid kontrollitud liikumiseks
- Rõhu tasakaalustuskambridTäiustatud juhtimissüsteemid
- Servo-pneumaatiline asendi juhtimine
- Elektrooniline sünkroonimise jälgimine
- Adaptiivsed juhtimisalgoritmid
Juhtumiuuring: Sünkroniseerimise parandamine autotööstusrakenduses
Hiljuti töötasin koos ühe autotööstuse tarnijaga, kes toodab alumiiniumist käigukasti. Neil esinesid ebajärjekindlad detailide istuvused nende mehaanilistes kinnitusseadmetes, mille tulemuseks olid mõõtmete erinevused ja aeg-ajalt ka purunemised.
Analüüs näitas:
- Olemasolev 4-kinnitusseade ±0,08 mm sünkroniseerimisveaga
- Nõue: ±0,03 mm maksimaalne kõrvalekalle
- Väljakutse: Tagantjärele paigaldamise lahendus ilma täieliku valgusti väljavahetamiseta
Rakendades terviklikku lahendust:
- Täpneeritud täpsusega sobitatud ühenduskomponendid
- Paigaldatud tasakaalustatud pneumaatiline jaotuskollektor
- Lisatud individuaalsed vooluhulga reguleerimise ventiilid koos lukustuse reguleerimisega
- Rakendatakse regulaarne kontroll, kasutades nihkeanduri katsetamist
Tulemused olid märkimisväärsed:
- Parandatud sünkroniseerimise täpsus kuni ±0,025mm
- Vähendatud osade positsioneerimise varieerumine 68% abil
- Likvideeritud kinnitusseadmetega seotud masinakatkestused
- Vähenenud kvaliteedi tagasilükkamine 71% abil
- ROI saavutati 7,5 nädalaga
Vibratsioonivastase struktuuri dünaamiline analüüs optimaalse stabiilsuse saavutamiseks
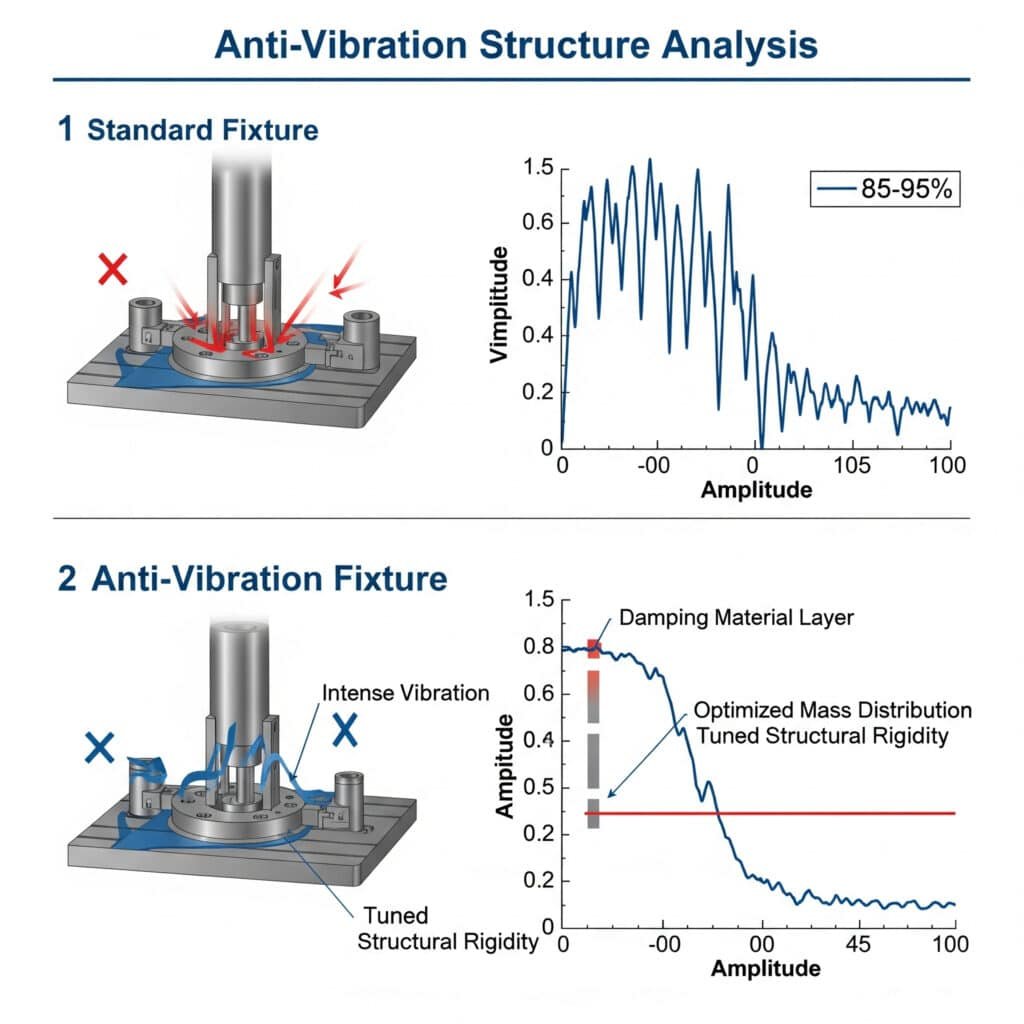
Pneumaatiliste kinnitusseadmete vibratsioon võib oluliselt mõjutada töötlemise kvaliteeti, tööriista kasutusiga ja tootmise tõhusust. Korralik vibratsioonivastane disain on ülitäpsete rakenduste puhul kriitilise tähtsusega.
Pneumaatiliste seadmete vibratsioonivastastes konstruktsioonides kasutatakse kahjulike vibratsioonide vähendamiseks sihipäraseid summutusmaterjale, optimeeritud massijaotust ja häälestatud dünaamilisi omadusi. Tõhusad konstruktsioonid vähendavad vibratsiooni amplituudi 85-95% võrra kriitilistel sagedustel, säilitades samal ajal vajaliku kinnitusdetaili jäikuse, mille tulemuseks on parem pinnatöötlus, pikem tööriistade kasutusiga ja suurem mõõtmete täpsus.
Kinnitusseadme vibratsioonidünaamika mõistmine
Kinnitusseadme vibratsioon hõlmab mitmete komponentide ja jõudude keerulist koostoimet:
Peamised vibratsioonikontseptsioonid
- Loomulik sagedus: Omane sagedus, millega konstruktsioon kipub häirete korral võnkuma.
- Resonants: Vibratsiooni tugevnemine, kui ergutussagedus vastab loodussagedusele
- Damponeerimissuhe: Mõõdab, kui kiiresti vibratsioonienergia hajub (suurem on parem).
- Edastatavus: Väljundvibratsiooni ja sisendvibratsiooni suhe
- Modaalanalüüs: Vibratsioonimoodide ja nende omaduste kindlaksmääramine
- Sagedusreaktsiooni funktsioon: Sissetuleku ja väljundi vaheline suhe erinevatel sagedustel
Kriitilised vibratsiooniparameetrid
| Parameeter | Tähtsus | Mõõtmismeetod | Sihtmärgi vahemik |
|---|---|---|---|
| Loomulik sagedus | Määratleb resonantspotentsiaali | Löögikatsed, modaalne analüüs | >30% üle/alla töösageduse |
| Summutamise suhe | Energia hajutamisvõime | Logaritmiline dekrement, pool võimsust | 0,05-0,15 (kõrgem on parem) |
| Ülekantavus | Vibratsiooni isoleerimise tõhusus | Kiirendusmõõturite võrdlus | <0,3 töösagedusel |
| Jäikus | Kandevõime ja läbipaindumiskindlus | Staatilise koormuse testimine | Rakendusspetsiifiline |
| Dünaamiline vastavus | Ümberpaiknemine jõuühiku kohta | Sagedusreaktsiooni funktsioon | Minimeerida lõikamissagedustel |
Dünaamilised analüüsimeetodid
Kinnitusdetailide vibratsiooni omaduste analüüsimiseks on olemas mitu väljakujunenud meetodit:
Eksperimentaalne modaalanalüüs3
Kuldstandard tegeliku kinnitusdünaamika mõistmiseks:
Katse ülesehitus
- Kinnitusseadme paigaldamine tegelikus tööseisundis
- Paigaldage kiirendusmõõturid strateegilistesse kohtadesse
- Kasutage ergutamiseks kalibreeritud löökvasarat või raputajat.
- Ühendage mitme kanaliga dünaamiline signaalianalüsaatorKatsemenetlus
- Rakendage löögi- või pühkimissinusergastust
- Mõõtke reaktsiooni mitmes punktis
- Sagedusreaktsiooni funktsioonide arvutamine
- Väljavõte modaalsetest parameetritest (sagedus, summutus, moodi kuju).Analüüsimeetodid
- Loodussagedused ja nende lähedus töösagedustele
- Summutussuhted kriitilistel režiimidel
- Režiimikujundid ja võimalikud häired töödeldava detailiga
- Sagedusreaktsioon tüüpilistel töötlemissagedustel
Operatiivne läbipainde kuju analüüs
Käitumise mõistmiseks tegelikes töötingimustes:
Mõõtmisprotsess
- Paigaldage kiirendusmõõturid üle kinnitusdetaili ja tooriku.
- Vibratsiooni registreerimine tegelike töötlemistoimingute ajal
- Kasutage faasipõhiseid mõõtmisiAnalüüsimeetodid
- Animeerida läbipainde kujundeid probleemsetel sagedustel
- Maksimaalse läbipainde asukohtade kindlakstegemine
- Komponentide vaheliste faasisuhete kindlaksmääramine
- Korrelatsioon kvaliteediprobleemidega
Vibratsioonivastased projekteerimisstrateegiad
Tõhusad vibratsioonivastased kinnitused sisaldavad mitmeid strateegiaid:
Struktuursed projekteerimise lähenemisviisid
Massi jaotuse optimeerimine
- Suurendada massi kriitilistes kohtades
- Massi jaotuse tasakaalustamine minimaalse momendi saavutamiseks
- Kasutamine lõplike elementide analüüs4 optimeeridaJäikuse suurendamine
- Kolmnurkne tugikonstruktsioon
- Strateegiline soonik suure painduvusega piirkondades
- Materjali valik optimaalse jäikuse ja kaalu suhte saavutamiseksDumpingu integreerimine
- Piiratud kihi summutamine strateegilistes kohtades
- Spetsiaalsetele sagedustele häälestatud massiga summutid
- Viskoelastsed materjalisisendid liideste juures
Materjali valik vibratsiooni kontrollimiseks
| Materjali tüüp | Summutusvõimsus | Jäikus | Kaal | Parimad rakendused |
|---|---|---|---|---|
| Valuraua | Suurepärane | Väga hea | Kõrge | Üldotstarbelised kinnitused |
| Polümeerbetoon | Väljapaistev | Hea | Kõrge | Täppistöötlusseadmed |
| Alumiinium koos summutavate sisestustega | Hea | Hea | Mõõdukas | Kerge, mõõdukas täpsus |
| Piiratud summutusega teras | Väga hea | Suurepärane | Kõrge | Raske mehaaniline töötlemine |
| Komposiitmaterjalid | Suurepärane | Muutuv | Madal | Erirakendused |
Vibratsiooni isoleerimise tehnikad
Kinnituse eraldamiseks vibratsiooniallikatest:
Passiivsed isolatsioonisüsteemid
- Elastomeersed isolaatorid (looduslikust kummist, neopreenist)
- Pneumaatilised isolaatorid
- Vedru-dampersüsteemidAktiivsed isolatsioonisüsteemid
- Piesoelektrilised ajamid
- Elektromagnetilised ajamid
- Tagasiside juhtimissüsteemidHübriidsüsteemid
- Kombineeritud passiivsed/aktiivsed lahendused
- Kohandatavad häälestusvõimalused
Juhtumiuuring: Vibratsioonivastase võitluse parandamine täppistöötluses
Konsulteerisin hiljuti meditsiiniseadmete tootjaga, kes toodab titaanist implantaadi komponente. Nad kogesid ebajärjekindlat pinnatöötlust ja tööriista kasutusea varieeruvust kiire freesimise ajal.
Analüüs näitas:
- Seadme loomulik sagedus 220 Hz, mis vastab täpselt spindli sagedusele.
- 8,5x võimendustegur resonantsi juures
- Ebapiisav summutus (suhe 0,03)
- Vibratsiooni ebaühtlane jaotumine üle kogu seadme
Rakendades terviklikku lahendust:
- Ümberkujundatud kinnitusvahend optimeeritud ribimustriga
- Lisatud piiratud kihi summutus primaarpindadele
- Sisseehitatud häälestatud massiga summuti, mis on suunatud 220Hz peale.
- Paigaldatud pneumaatiline isolatsioonisüsteem
Tulemused olid märkimisväärsed:
- nihutatud loomulik sagedus 380Hz (eemal tööpiirkonnast)
- Suurendatud summutussuhet 0,12-ni
- Vähendatud vibratsiooni amplituud 91% võrra
- 78% parandab pinnatöötluse järjepidevust
- Pikendab tööriista kasutusiga 2,3x
- 15% võrra vähendatud tsükli kestus tänu kõrgematele lõikeparameetritele
Kiirvahetusmehhanismide ühilduvusjuhend tõhusaks ümberlülitamiseks
Kiirvahetusmehhanismid vähendavad märkimisväärselt seadistamisaega ja suurendavad tootmise paindlikkust, kuid ainult siis, kui need on nõuetekohaselt kohandatud teie konkreetsetele nõuetele.
Pneumaatiliste kinnituste kiirvahetusmehhanismid kasutavad standardiseeritud liidesesüsteeme, et võimaldada kiiret kinnituse vahetamist ilma täpsust või stabiilsust ohverdamata. Ühilduvate süsteemide valimiseks on vaja mõista ühendamisstandardeid, korduvusnõudeid ja liidese nõudeid, et tagada sujuv integreerimine olemasolevate seadmetega, säilitades samal ajal nõutava positsioneerimistäpsuse.

Kiirvahetussüsteemi tüüpide mõistmine
On olemas mitu standardiseeritud kiirvahetussüsteemi, millel kõigil on erinevad omadused:
Peamised kiirvahetusstandardid
| Süsteemi tüüp | Liidesestandard | Positsioneerimise täpsus | Koormuse maht | Lukustusmehhanism | Parimad rakendused |
|---|---|---|---|---|---|
| Nullpunkti kinnitus5 | AMF/Stark/Schunk | ±0,005mm | Kõrge | Mehaaniline/pneumaatiline | Täppistöötlus |
| Kaubaaluste süsteemid | Süsteem 3R/Erowa | ±0,002-0,005mm | Keskmine | Mehaaniline/pneumaatiline | Söövitustöötlus, lihvimine, freesimine |
| T-pesa põhinev | Jergens/Carr Lane | ±0,025mm | Kõrge | Mehaaniline | Üldine mehaaniline töötlemine |
| Ball-lock | Jergens/Halder | ±0.013mm | Keskmine-kõrge | Mehaaniline | Mitmekülgsed rakendused |
| Magnetiline | Maglock/Eclipse | ±0.013mm | Keskmine | Elektromagnetiline | Lamedaid toorikuid |
| Püramiid/koonus | VDI/ISO | ±0,010mm | Kõrge | Mehaaniline/hüdrauliline | Raske mehaaniline töötlemine |
Ühilduvuse hindamise tegurid
Kiirvahetussüsteemi ühilduvuse hindamisel võtke arvesse järgmisi põhitegureid:
Mehaanilise liidese ühilduvus
Füüsilise ühenduse standardid
- Paigaldusmudeli mõõtmed
- Vastuvõtja/kõrvitseri spetsifikatsioonid
- Tollivormistusnõuded
- Joondusfunktsiooni kujundusKoormuse sobitamine
- Staatiline koormus
- Dünaamilise koormuse võime
- Momentkoormuse piirangud
- Ohutusteguri nõudedKeskkonnasõbralikkus
- Temperatuurivahemik
- Jahutusaine/saasteainetega kokkupuude
- Nõuded puhtale ruumile
- Pesemisvajadused
Tulemuslikkuse ühilduvus
Täpsusnõuded
- Kordatavuse spetsifikatsioonid
- Absoluutne positsioneerimistäpsus
- Termilise stabiilsuse omadused
- Pikaajaline stabiilsusOperatiivsed tegurid
- Kinnitamis/väljalülitamisaeg
- Nõuded käivitusrõhule
- Järelevalve võimalused
- Rikkekäitumine
Põhjalik ühilduvusmaatriks
See maatriks tagab ristkasutatavuse suuremate kiirvahetussüsteemide vahel:
| Süsteem | AMF | Schunk | Stark | Süsteem 3R | Erowa | Jergens | Carr Lane | Maglock |
|---|---|---|---|---|---|---|---|---|
| AMF | Emakeelne | Adapter | Otse | Adapter | Ei | Adapter | Adapter | Ei |
| Schunk | Adapter | Emakeelne | Adapter | Ei | Ei | Adapter | Adapter | Ei |
| Stark | Otse | Adapter | Emakeelne | Ei | Ei | Adapter | Adapter | Ei |
| Süsteem 3R | Adapter | Ei | Ei | Emakeelne | Adapter | Ei | Ei | Ei |
| Erowa | Ei | Ei | Ei | Adapter | Emakeelne | Ei | Ei | Ei |
| Jergens | Adapter | Adapter | Adapter | Ei | Ei | Emakeelne | Otse | Adapter |
| Carr Lane | Adapter | Adapter | Adapter | Ei | Ei | Otse | Emakeelne | Adapter |
| Maglock | Ei | Ei | Ei | Ei | Ei | Adapter | Adapter | Emakeelne |
Pneumaatilise liidese nõuded
Kiirvahetussüsteemid vajavad toimimiseks nõuetekohaseid pneumaatilisi ühendusi:
Pneumaatiliste ühenduste standardid
| Süsteemi tüüp | Ühendus Standard | Töörõhk | Voolu nõue | Juhtimisliides |
|---|---|---|---|---|
| Nullpunkt | M5/G1/8 | 5-6 baari | 20-40 l/min | 5/2 või 5/3 klapp |
| Kaubaalus | M5 | 6-8 baari | 15-25 l/min | 5/2 klapp |
| Ball-lock | G1/4 | 5-7 baari | 30-50 l/min | 5/2 klapp |
| Püramiid | G1/4 | 6-8 baari | 40-60 l/min | 5/2 klapp koos rõhu suurendajaga |
Segasüsteemide rakendusstrateegia
Mitme kiirvahetusstandardiga rajatiste jaoks:
Standardiseerimise hindamine
- Olemasolevate süsteemide inventeerimine
- Tulemuslikkuse nõuete hindamine
- Migratsiooni teostatavuse kindlaksmääramineÜlemineku lähenemisviisid
- Otsese asendamise strateegia
- Adapteripõhine integratsioon
- Hübriidsüsteemi rakendamine
- Järkjärguline üleminekukavaDokumentatsiooninõuded
- Liidese spetsifikatsioonid
- Adapteri nõuded
- Rõhu/voolu spetsifikatsioonid
- Hooldusprotseduurid
Juhtumiuuring: Kiirvahetussüsteemi integreerimine
Töötasin hiljuti koos ühe lepingulise tootjaga, kes toodab komponente mitmetele tööstusharudele. Nad olid hädas liigsete üleminekuaegade ja ebajärjekindla positsioneerimisega erinevate tootesarjade vahel vahetamisel.
Analüüs näitas:
- Kolm ühildumatut kiirvahetussüsteemi 12 masina kohta
- Keskmine üleminekuaeg 42 minutit
- Positsioneerimise korratavuse probleemid pärast ümberlülitamist
- Pneumaatilise ühenduse komplikatsioonid
Rakendades terviklikku lahendust:
- Standardiseeritud nullpunkti kinnitussüsteemiga
- Välja töötatud kohandatud adapterid vanade kinnitusseadmete jaoks
- Loodud standardiseeritud pneumaatilise liidese paneel
- Rakendatud värvikoodiga ühendussüsteem
- Välja töötatud visuaalsed tööjuhised
Tulemused olid muljetavaldavad:
- Vähendatud keskmine ümberlülitusaeg 8,5 minutini
- Parem positsioneerimise korratavus kuni ±0,008 mm
- Kõrvaldatud ühendusvigade kõrvaldamine
- Suurenenud masinate kasutamine 14% võrra
- ROI saavutati 4,2 kuuga
Põhjalik pneumaatiliste kinnitusseadmete valiku strateegia
Optimaalse pneumaatilise kinnituse valimiseks iga rakenduse jaoks järgige seda integreeritud lähenemisviisi:
Täpsusnõuete määratlemine
- Vajaliku detaili positsioneerimistäpsuse määramine
- Kriitiliste mõõtmete ja tolerantside kindlaksmääramine
- Kehtestada vastuvõetavad vibratsioonipiirid
- Määratleda üleminekuaja eesmärgidAnalüüsida töötingimusi
- Töödeldavate jõudude ja vibratsioonide iseloomustamine
- Keskkonnategurite dokumenteerimine
- Kaardistage töövoog ja ülemineku nõuded
- Ühilduvuspiirangute tuvastamineSobivate tehnoloogiate valimine
- Valige sünkroonimismehhanism vastavalt täpsuse vajadustele
- Valige vibratsioonivastased funktsioonid dünaamilise analüüsi alusel
- Määrata kiirvahetussüsteem ühilduvuse aluselValideerimise kinnitamine
- Prototüüpide katsetamine, kui see on võimalik
- Võrdlusanalüüs tööstusstandardite suhtes
- Arvutage eeldatav investeeringu tasuvus ja tulemuslikkuse paranemine
Integreeritud valiku maatriks
| Taotluse nõuded | Soovitatav sünkroniseerimine | Vibratsioonivastane lähenemisviis | Kiirvahetussüsteem |
|---|---|---|---|
| Kõrge täpsus, kerge mehaaniline töötlemine | Nokkamehhanismiga (±0,01-0,02 mm) | Komposiitkonstruktsioon koos häälestatud summutusega | Täppisnullipunkt |
| Keskmise täpsusega, raske mehaaniline töötlemine | Kiiltehniline (±0,03-0,05 mm) | Valuraua, millel on piiratud kihiline summutus | Kuul-lukk või püramiid |
| Üldine otstarve, sagedased muudatused | Ühendussüsteem (±0,05-0,08 mm) | Strateegilise soonikuga teras | T-pesa põhinev süsteem |
| Kiire, vibratsioonitundlik | Otsevedu koos kompensatsiooniga | Aktiivne summutussüsteem | Täppispaletisüsteem |
| Suured osad, mõõdukas täpsus | Pneumaatiline sünkroniseerimine | Massi optimeerimine ja isoleerimine | Raske null-punkt |
Kokkuvõte
Optimaalse pneumaatilise kinnituse valimiseks on vaja mõista mitme lõuaga sünkroniseerimise standardeid, vibratsioonivastaseid dünaamilisi omadusi ja kiirvahetuse ühilduvusnõudeid. Neid põhimõtteid rakendades saate saavutada täpse detaili positsioneerimise, vähendada kahjulikke vibratsioone ja vähendada ümberlülitusaega mis tahes tootmisrakenduses.
KKK pneumaatiliste kinnitusdetailide valiku kohta
Kui tihti tuleks mitme lõuaga sünkroniseerimist tootmiskeskkonnas testida?
Üldiste tootmisrakenduste puhul testige sünkroniseerimist kord kvartalis. Täppisrakenduste puhul (meditsiin, lennundus) testige kord kuus. Kriitiliste rakenduste puhul, kus on kitsad tolerantsid (<0,02 mm), teostage iganädalast kontrolli. Testige alati pärast hooldust, rõhu muutmist või kvaliteediprobleemide ilmnemisel. Kasutage kalibreeritud nihkeandureid ja dokumenteerige tulemused oma kvaliteedisüsteemis. Kaaluge lihtsate go/no-go testide rakendamist igapäevaseks operaatori kontrollimiseks ametlike mõõtmiste vahel.
Milline on kõige kuluefektiivsem vibratsioonivastane lahendus olemasolevatele seadmetele?
Olemasolevate valgustite puhul on piiratud kihtide summutamine tavaliselt kõige kuluefektiivsem moderniseerimislahendus. Rakendage viskoelastseid polümeerikileid koos õhukeste metallist piiravate kihtidega kõrge vibratsiooniga piirkondades, mis on tuvastatud kraanikatsete või modaalanalüüsi abil. Keskenduge probleemsetel vibratsioonimoodidel maksimaalse läbipaindumisega piirkondadele. See lähenemisviis vähendab vibratsiooni tavaliselt 50-70% võrra tagasihoidlike kuludega. Suurema tõhususe saavutamiseks kaaluge massi lisamist strateegilistes kohtades ja isolatsiooniplaatide rakendamist kinnitusseadme ja töölaua vahel.
Kas ma võin segada erinevaid kiirvahetussüsteeme samas tootmiskambris?
Jah, kuid see nõuab hoolikat planeerimist ja adapteri strateegiat. Kõigepealt määrake oma "peamine" süsteem kindlaks, lähtudes täpsusnõuetest ja olemasolevatest investeeringutest. Seejärel kasutage teiseste süsteemide integreerimiseks spetsiaalseid adaptereid. Dokumenteerige adapterite virnastamise mõju täpsusele ja jäikusele, sest iga liides lisab potentsiaalset viga. Looge selged visuaalsed identifitseerimissüsteemid, et vältida ebakõlasid ja standardiseerida pneumaatilised ühendused kõigis süsteemides. Pikaajalise tõhususe tagamiseks töötage välja üleminekukava, et standardiseerida üks süsteem, kui seadmeid vahetatakse välja.
-
Annab ülevaate standardist ISO 230-2, mis määrab kindlaks meetodid arvjuhitavate tööpinkide positsioneerimistäpsuse ja korratavuse katsetamiseks. ↩
-
Selgitab lineaarse muutuva diferentsiaalmuunduri (LVDT) tööpõhimõtet, mis on elektrilise muunduri tüüp, mida kasutatakse lineaarse nihke mõõtmiseks suure täpsuse ja usaldusväärsusega. ↩
-
Kirjeldab eksperimentaalset modaalanalüüsi (EMA), mis on protsess, mille käigus määratakse struktuuri modaalparameetrid (omane sagedus, summutussuhted ja režiimikujud) vibratsioonikatsete andmete põhjal. ↩
-
Pakub selgitust lõplike elementide analüüsi (FEA) kohta, mis on võimas arvutusmeetod, mille abil saab simuleerida, kuidas toode või komponent reageerib tegelikele jõududele, vibratsioonile, soojusele ja muudele füüsikalistele mõjudele projekteerimisfaasis. ↩
-
Tutvustab üksikasjalikult nullpunkti kinnitussüsteemide põhimõtteid, mis on moodulitehnoloogiat, mis pakub väga täpset, korratavat ja kiiret meetodit kinnitusdetailide või toorikute positsioneerimiseks ja kinnitamiseks. ↩
