
Kas teil esineb seletamatuid seadmete tõrkeid, ebaühtlast pneumotööriistade tööd või liigset õhutarbimist? Need sagedased probleemid on sageli seotud valesti valitud või hooldatud FRL-üksustega (filter, regulaator, määrdeaine). Õige FRL-lahendus võib need kulukad probleemid kohe lahendada.
Ideaalne FRL-seade peab vastama teie süsteemi vooluhulkade nõuetele, tagama sobiva filtreerimise ilma liigse rõhulanguseta, tagama täpse määrimise ja integreeruma sujuvalt teie olemasolevate seadmetega. Õige valik eeldab filtreerimise ja rõhulanguse seoste, õliudu reguleerimise põhimõtete ja moodulite kokkupanekuga seotud kaalutluste mõistmist.
Mäletan, et eelmisel aastal külastasin Ohio tootmisettevõtet, kus nad vahetasid pneumotööriistu iga paari kuu tagant välja saastumisprobleemide tõttu. Pärast nende rakenduse analüüsimist ja sobiva filtreerimisega FRL-üksuste rakendamist pikendasid nad tööriistade kasutusiga 300% võrra ja õhutarbimine vähenes 22% võrra. Lubage mul jagada seda, mida ma olen oma enam kui 15 aasta jooksul pneumotööstuses õppinud.
Sisukord
- Filtreerimise täpsuse ja rõhulanguse seoste mõistmine
- Kuidas õigesti reguleerida õliseemne tarnimist määrdeaparaatides
- Moodulite FRL-i kokkupaneku ja paigaldamise parimad praktikad
Kuidas mõjutab filtreerimise täpsus rõhulangust pneumaatilistes süsteemides?
Filtreerimistäpsuse ja rõhulanguse vaheline suhe on kriitilise tähtsusega, et tasakaalustada õhukvaliteedi vajadusi ja süsteemi jõudlusnõudeid.
Suurem filtreerimistäpsus (väiksemad mikronite väärtused) tekitab suurema takistuse õhuvoolule, mille tulemuseks on suurem rõhulangus filtrielemendi kohal. See rõhulangus vähendab olemasolevat allavoolu rõhku, mis võib mõjutada tööriista jõudlust ja energiatõhusust. Selle seose mõistmine aitab valida optimaalse filtreerimistaseme teie konkreetse rakenduse jaoks.
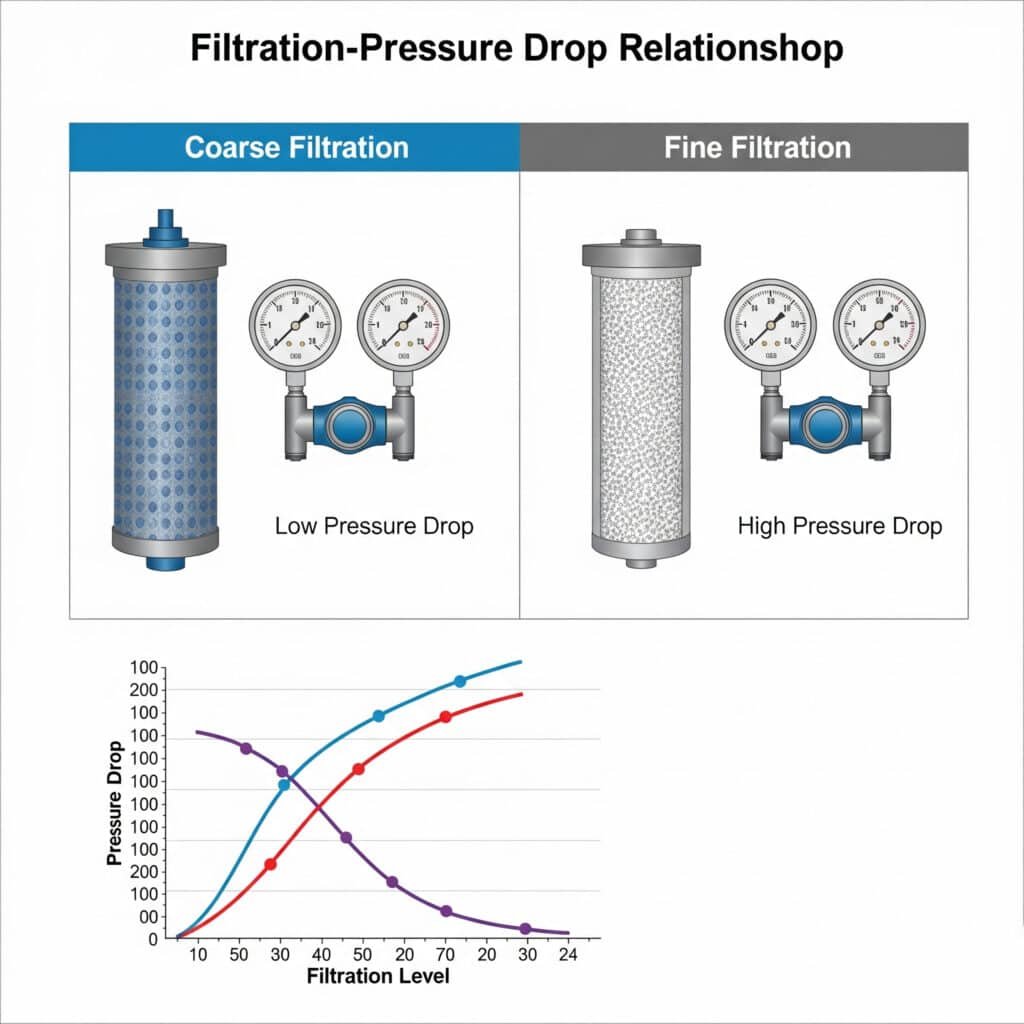
Filtreerimise-rõhupisara mudeli mõistmine
Filtreerimistäpsuse ja rõhulanguse vaheline seos järgib prognoositavat mustrit, mida saab matemaatiliselt modelleerida:
Põhiline rõhulanguse võrrand
Rõhu langust üle filtri saab ligikaudselt arvutada järgmiselt:
ΔP = k × Q² × (1/A) × (1/d⁴)
Kus:
- ΔP = rõhulangus
- k = filtri koefitsient (sõltub filtri konstruktsioonist)
- Q = voolukiirus
- A = filtri pindala
- d = pooride keskmine läbimõõt (seotud mikronite arvuga)
See võrrand näitab mitmeid olulisi seoseid:
- Rõhu langus suureneb voolukiiruse ruuduga
- Väiksemad poorid (suurem filtreerimistäpsus) suurendavad järsult rõhulangust.
- Suurem filtri pindala vähendab rõhulangust
Filtreerimisklassid ja nende rakendused
Erinevad rakendused nõuavad konkreetseid filtreerimistasemeid:
| Filtreerimisklass | Microni hinnang | Tüüpilised rakendused | Oodatav rõhulangus* |
|---|---|---|---|
| Jämedad | 40-5 μm | Üldine tehase õhk, põhilised tööriistad | 0,03-0,08 bar |
| Keskmine | 5-1 μm | Pneumaatilised balloonid, ventiilid | 0,05-0,15 bar |
| Fine | 1-0,1 μm | Täppisjuhtimissüsteemid | 0,10-0,25 bar |
| Ülipeenike | 0,1-0,01 μm | Instrumentatsioon, toit/pharma | 0,20-0,40 bar |
| Micro | <0,01 μm | Elektroonika, hingamisõhk | 0,30-0,60 bar |
*Nimivooluhulga korral puhta elemendi puhul
Filtreerimise ja rõhu languse tasakaalu optimeerimine
Optimaalse filtreerimistaseme valimiseks:
Määrata minimaalne nõutav filtreerimistase
- Konsulteerige seadmete tootja spetsifikatsioonidega
- Võtke arvesse tööstusstandardeid (ISO 8573-11)
- Hinnata keskkonnatingimusiArvutage süsteemi vooluhulkade nõuded
- Kõigi komponentide tarbimise summa
- Kohaldada asjakohast mitmekesisuse tegurit
- Lisada kaitsevaru (tavaliselt 30%)Sobiva suurusega filter
- Valige filter, mille läbilaskevõime ületab nõudeid
- Kaaluge ülereguleerimist, et vähendada rõhulangust
- Mitmeastmelise filtreerimise võimaluste hindamineKaaluge filtrielemendi konstruktsiooni
- Plisseeritud elemendid pakuvad suuremat pinda
– Koalestsentsfiltrid2 eemaldada nii osakesed kui ka vedelikud
- Aktiivsöefiltrid eemaldavad lõhnad ja aurud
Praktiline näide: Filtreerimis-rõhupisara analüüs
Eelmisel kuul konsulteerisin ühe Minnesotas asuva meditsiiniseadmete tootjaga, kelle koosteseadmete jõudlus oli ebaühtlane. Nende olemasolev 5-mikronine filter põhjustas tippvooluhulga korral 0,4 baari rõhulangust.
Analüüsides nende kohaldamist:
- Nõutav õhu kvaliteet: ISO 8573-1 klass 2.4.2.
- Süsteemi vooluhulk: 850 NL/min
- Minimaalne töörõhk: 5,5 baari
Me rakendasime kaheastmelist filtreerimislahendust:
- Esimene aste: 5-mikronine üldotstarbeline filter
- Teine aste: 0,01-mikroni kõrgtõhus filter
- Mõlemad filtrid on dimensioneeritud 1500 NL/min võimsusele
Tulemused olid muljetavaldavad:
- Kombineeritud rõhulangus on vähendatud 0,25 baarini
- Õhukvaliteedi parandamine vastavalt ISO 8573-1 klassile 1.4.1.
- Seadmete jõudlus stabiliseerunud
- Energiatarbimist vähendas 8%
Rõhulanguse jälgimine ja hooldus
Optimaalse filtreerimistulemuse säilitamiseks:
Paigaldage rõhkude erinevusnäitajad
- Visuaalsed indikaatorid näitavad, millal elemendid vajavad väljavahetamist
- Digitaalsed monitorid annavad reaalajas andmeid
- Mõned süsteemid pakuvad kaugjälgimisvõimalusiKehtestada regulaarsed hooldusplaanid
- Vahetage elemendid välja enne ülemäärase rõhu languse tekkimist
- Voolukiiruse ja saastetaseme arvestamine intervallide määramisel
- dokumenteerida rõhulanguse suundumused aja jooksulRakendada automaatseid äravoolusüsteeme
- Vältida kondensaadi kogunemist
- Vähendada hooldusnõudeid
- Tagada järjepidev jõudlus
Kuidas peaksite reguleerima õliniisku tarnimist pneumaatiliste tööriistade optimaalseks määrimiseks?
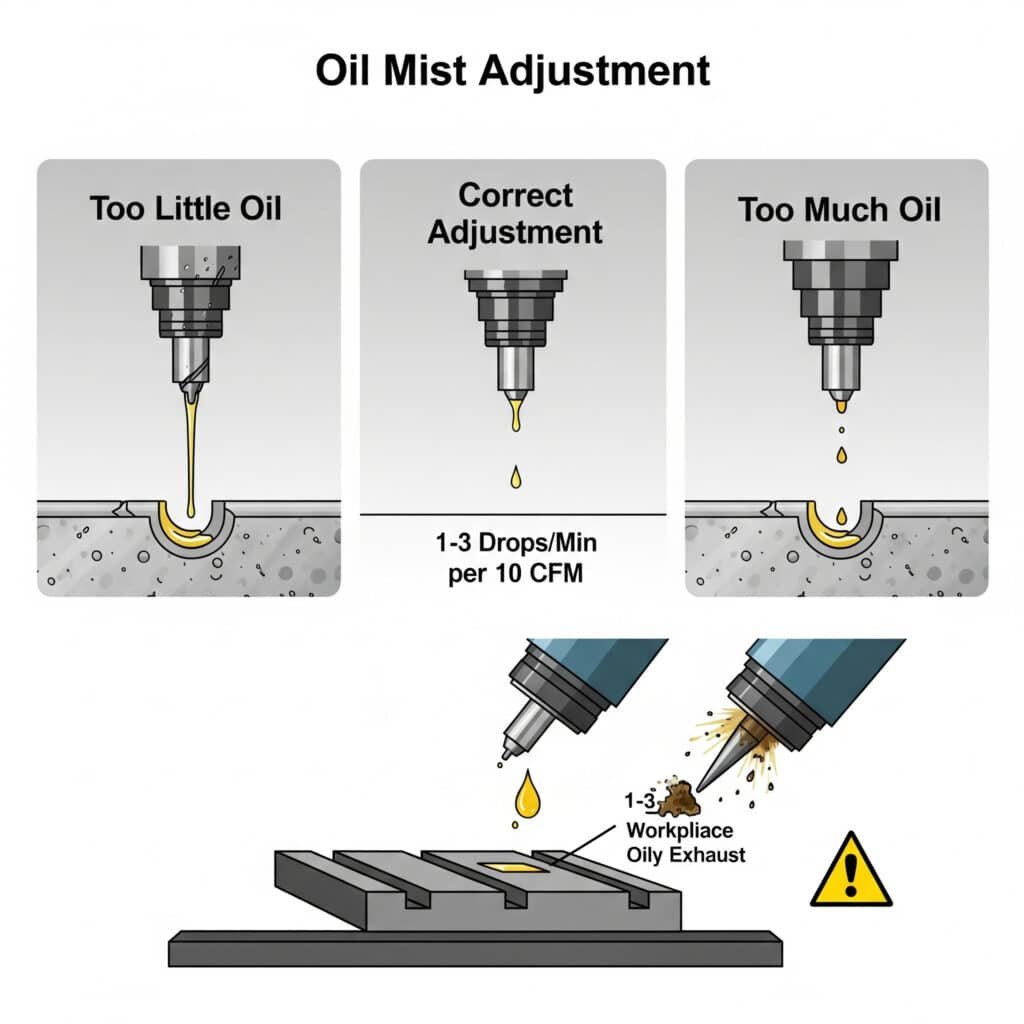
Õliudu õige reguleerimine tagab, et pneumaatilised tööriistad saavad piisava määrimise ilma liigse õlikulu või keskkonna saastamiseta.
Õliudu reguleerimine määrimisseadmetes peaks töötingimustes andma 1 kuni 3 tilka õli minutis iga 10 CFM (280 L/min) õhuvoolu kohta. Liiga vähe õli põhjustab tööriista enneaegset kulumist, samas kui liigne õli raiskab määrdeainet, saastab töödeldavaid osi ja tekitab keskkonnaprobleeme.
Pneumaatilise määrimise aluste mõistmine
Pneumaatiliste komponentide nõuetekohane määrimine on oluline:
- Hõõrdumise ja kulumise vähendamine
- Korrosiooni vältimine
- Tihendite hooldamine
- Tulemuslikkuse optimeerimine
- Seadmete eluea pikendamine
Õliudu reguleerimise standardid ja suunised
Tööstusstandardid annavad juhiseid nõuetekohase määrimise kohta:
ISO 8573-1 Õlisisalduse klassifikatsioonid
| ISO klass | Maksimaalne õlisisaldus (mg/m³) | Tüüpilised rakendused |
|---|---|---|
| 1. klass | 0.01 | Pooljuhtide, farmaatsiatööstus |
| 2. klass | 0.1 | Toiduainete töötlemine, kriitilised mõõteriistad |
| 3. klass | 1 | Üldine pneumaatika, standardautomaatika |
| 4. klass | 5 | Rasked tööstustööriistad, üldine tootmine |
| X klass | >5 | Põhivahendid, mittekriitilised rakendused |
Soovitatav õli tarnekogus
Õli tarnimise üldine suunis on järgmine:
- 1-3 tilka minutis 10 CFM (280 L/min) õhuvoolu kohta
- Kohandada vastavalt konkreetse tööriista tootja soovitustele
- Suurendage veidi kiirete või suure koormusega rakenduste puhul.
- Vähendage vahelduva kasutusega rakenduste puhul
Samm-sammult õliudu reguleerimise protseduur
Järgige seda standardiseeritud protseduuri täpse õliudu reguleerimiseks:
Vajaliku õli tarnekiiruse määramine
- Kontrollige tööriista tootja spetsifikatsioone
- Arvutage süsteemi õhutarbimine
- Arvestada töötsüklit ja töötingimusiValige sobiv määrdeõli
– ISO VG3 32 üldiste rakenduste jaoks
- ISO VG 46 kõrgema temperatuuriga rakenduste jaoks
- Toiduks sobivad toiduõlid toiduainete töötlemiseks
- Sünteetilised õlid ekstreemsetes tingimustesSeadistage esialgne reguleerimine
- Täitke määrdeaine kauss soovitatud tasemeni
- Seadke reguleerimisnupp keskmisesse asendisse
- Töötage süsteemi normaalse rõhu ja vooluhulga juuresReguleerimise peenhäälestamine
- Jälgige tilkumise kiirust läbi vaatekupli
- Pisarate arv minutis töö ajal
- Reguleerige juhtnuppu vastavalt
- Laske stabiliseerumiseks 5-10 minutit seadistuste vahel.Kontrollida nõuetekohast määrimist
- Kontrollida tööriista väljalaskesüsteemi kerget õliudu
- Kontrollida tööriista sisemisi osi pärast sisselülitusperioodi
- Jälgige õli tarbimise määra
- Kohandada vastavalt vajadusele tööriista jõudluse alusel
Tavalised õliudu reguleerimise probleemid ja lahendused
| Probleem | Võimalikud põhjused | Lahendused |
|---|---|---|
| Õlitarne puudub | Seadistus liiga madal, ummistunud läbipääsud | Suurendage seadistust, puhastage määrdeaine |
| Liigne õlitarbimine | Seadistus liiga kõrge, kahjustatud vaatekuppel | Vähendage seadistust, asendage kahjustatud osad |
| Ebajärjekindel õli tarnimine | Ebastabiilne õhuvool, madal õlitase | Õhuvoolu stabiliseerimine, õige õlitaseme säilitamine |
| Õli ei pihustu korralikult | Vale õli viskoossus, madal õhuvooluhulk | Kasutage soovitatud õli, tagage minimaalne vooluhulk |
| Õlileke | Kahjustatud tihendid, ülepingutatud kauss | Vahetage tihendid välja, ainult käsitsi pingutades |
Juhtumiuuring: Õliudu optimeerimine
Töötasin hiljuti koos ühe Michigani autotööstuse varuosade tootjaga, kellel esinesid löökvõtmete enneaegsed rikkeid. Nende olemasolev määrimissüsteem andis ebaühtlast õliudu, mis põhjustas tööriista kahjustusi.
Pärast nende taotluse analüüsimist:
- Õhutarbimine: 25 CFM tööriista kohta
- Töötsükkel: 60%
- Töörõhk: 6,2 baari
Me viisime need muudatused ellu:
- Paigaldatud õigesti dimensioneeritud Bepto määrdeained
- Valitud ISO VG 32 pneumaatiline õli
- Seadistage algne tarnekiirus 3 tilka minutis
- Rakendatud iganädalane kontrollimenetlus
Tulemused olid märkimisväärsed:
- Tööriistade kasutusiga kasvas 3 kuult üle 1 aasta.
- 40% vähendab õli tarbimist
- Hoolduskulud vähenesid $12 000 võrra aastas.
- Tootlikkus on paranenud tänu väiksemale arvule tööriistade tõrgetele
Õli valiku suunised erinevate rakenduste jaoks
| Rakenduse tüüp | Soovitatav õli tüüp | Viskoossuse vahemik | Tarne määr |
|---|---|---|---|
| Kiirtööriistad | Sünteetiline pneumaatiline õli | ISO VG 22-32 | 2-3 tilka/min 10 CFM kohta |
| Mõju tööriistad | Pneumaatiliste tööriistade õli koos EP-lisandid4 | ISO VG 32-46 | 2-4 tilka/min 10 CFM kohta |
| Täppismehhanismid | Madalaviskoosne sünteetiline | ISO VG 15-22 | 1-2 tilka/min 10 CFM kohta |
| Madala temperatuuriga keskkonnad | Sünteetiline madala voolamistemperatuuriga | ISO VG 22-32 | 2-3 tilka/min 10 CFM kohta |
| Toiduainete töötlemine | Toiduaineklassi (H1) määrdeaine | ISO VG 32 | 1-2 tilka/min 10 CFM kohta |
Millised on parimad praktikad moodulite FRL-i kokkupaneku ja paigaldamise puhul?
FRL-mooduliüksuste nõuetekohane kokkupanek ja paigaldamine tagab optimaalse jõudluse, lihtsa hoolduse ja süsteemi pikaealisuse.
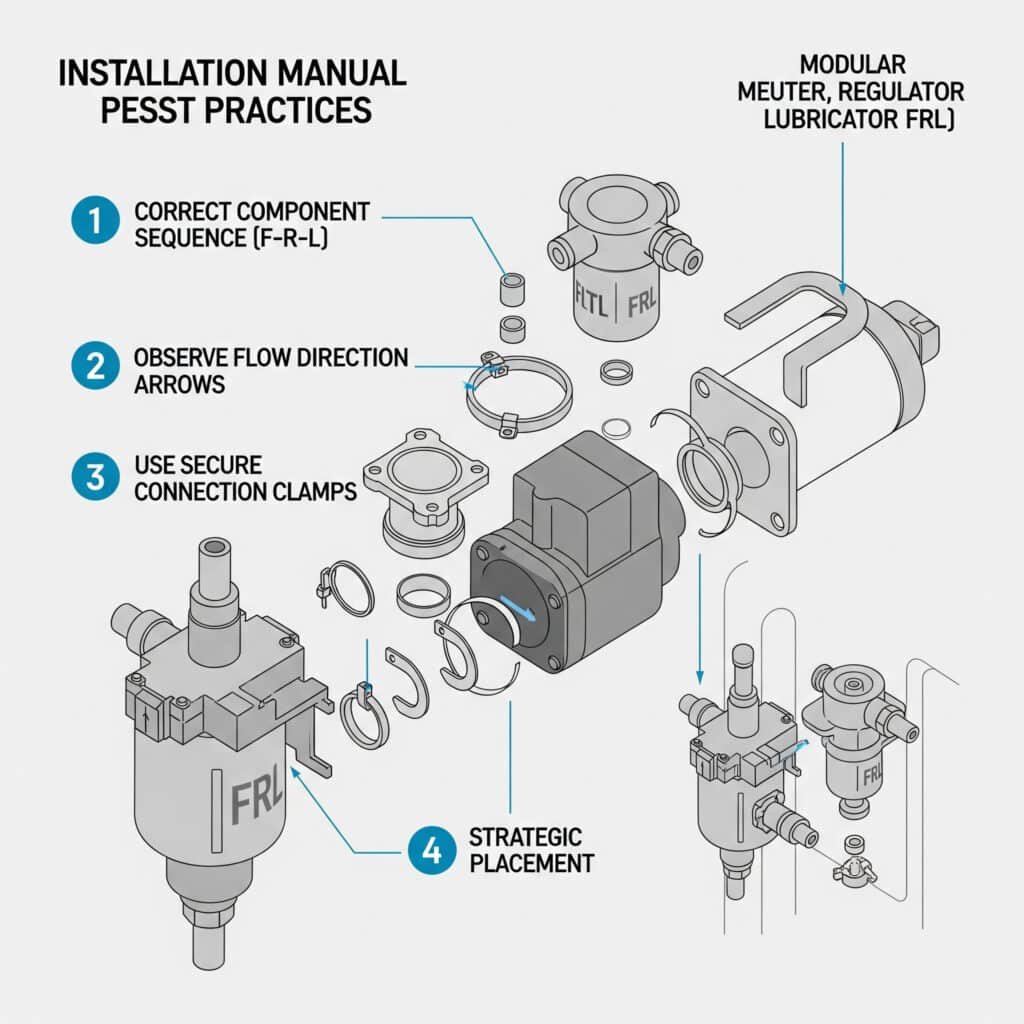
Modulaarne FRL-i kokkupanek nõuab komponentide järjestuse hoolikat planeerimist, voolu suuna õiget orientatsiooni, turvalisi ühendamismeetodeid ja strateegilist paigutust pneumaatikasüsteemis. Parimate kooste- ja paigaldusmeetodite järgimine hoiab ära lekked, tagab nõuetekohase toimimise ja hõlbustab edaspidist hooldust.
Moodulite FRL-komponentide mõistmine
Kaasaegsed FRL-üksused kasutavad moodulprojekte, mis pakuvad mitmeid eeliseid:
- Funktsionaalsus "Mix-and-match
- Lihtne laiendamine
- Lihtsustatud hooldus
- Ruumitõhus paigaldus
- Vähendatud võimalikud lekkepunktid
Komponentide järjestus ja konfiguratsiooni suunised
FRL-i komponentide õige järjestus on optimaalse jõudluse jaoks kriitilise tähtsusega:
Standardkonfiguratsioon (voolusuunaga vasakult paremale)
Filter
- Esimene komponent, mis eemaldab saasteained
- Kaitseb tootmisahela järgmise etapi komponente
- Saadaval erinevates filtreerimisklassidesRegulaator
- Kontrollib ja stabiliseerib rõhku
- Paigaldatud pärast filtrit kaitseks
- Võib sisaldada manomeetrit või indikaatoritMäärdeaine
- Kokkupaneku viimane komponent
- Lisab õhuvoolule kontrollitud õliudu
- Peab olema lõppseadmestikust 10 meetri kaugusel
Täiendavad komponendid
Lisaks põhikonfiguratsioonile F-R-L kaaluge neid lisamooduleid:
- Pehme käivitusega ventiilid
- Lukustus/tagout-ventiilid
- Elektroonilised rõhulülitid
- Voolu reguleerimisventiilid
- Rõhu suurendajad
- Täiendavad filtreerimisetapid
Moodulite kokkupaneku samm-sammult juhend
Järgige järgmisi samme moodulite FRL-üksuste nõuetekohaseks kokkupanekuks:
Planeeri konfiguratsioon
- Vajalike komponentide kindlaksmääramine
- Kontrollida vooluvõimsuse ühilduvust
- Veenduge, et portide suurused vastavad süsteemi nõuetele
- Kaaluge tulevasi laienemisvajadusiValmistage komponendid ette
- Kontrollida, kas laevakahjustused on tekkinud
- Eemaldage kaitsekorgid
- Kontrollida, et O-rõngad on korralikult paigaldatud
- Veenduge, et liikuvad osad töötavad vabaltMoodulite kokkupanek
- Joondage ühendusfunktsioonid
- Paigaldage ühendusklambrid või pingutage ühenduspoldid.
- Järgige tootja pöördemomendi spetsifikatsioone
- Kontrollida turvalist ühendust moodulite vahelPaigaldage tarvikud
- Paigaldage manomeetrid
- Ühendage automaatsed kanalisatsioonitorud
- Paigaldage rõhulülitid või andurid
- Vajaduse korral lisage kinnitusklambridKatsetage koostu
- Survestage järk-järgult
- Kontrollida lekkeid
- Kontrollida iga komponendi nõuetekohast toimimist
- Teha vajalikud kohandused
Paigaldamise parimad praktikad
FRL-i optimaalse jõudluse tagamiseks järgige järgmisi paigaldussuuniseid:
Paigaldamisega seotud kaalutlused
- Kõrgus: Paigaldage sobivale kõrgusele (tavaliselt 4-5 jalga põrandast).
- Juurdepääsetavus: Tagab lihtsa juurdepääsu reguleerimiseks ja hoolduseks
- Orienteerumine: Paigaldage vertikaalselt, kausid allapoole
- Kliirens: Laske all piisavalt ruumi kausi eemaldamiseks
- Toetus: Kasutage sobivaid seinakinnitusi või paneelide kinnitamist
Soovitused torustike kohta
- Sisselasketorustik: Suurus minimaalse rõhulanguse saavutamiseks (tavaliselt üks suurus suurem kui FRL-pordid).
- Väljalasketorustik: Vastav portide suurus on minimaalne
- Ümbersõiduliin: Kaaluge hoolduseks möödapääsu paigaldamist
- Paindlikud ühendused: Kasutage, kui esineb vibratsioon
- Kalda: Kerge kalle voolusuunas aitab kondensaadi äravoolule kaasa.
Erilised paigaldamisega seotud kaalutlused
- Kõrge vibratsiooniga keskkonnad: Kasutage paindlikke ühendusi ja turvalist paigaldust
- Väljas olevad rajatised: Kaitseb otsese ilmastikumõjude eest
- Kõrge temperatuuriga alad: Veenduge, et ümbritsev temperatuur jääb spetsifikatsioonide piiridesse
- Mitu haruliini: Kaaluda mitmekordseid individuaalse reguleerimisega süsteeme
- Kriitilised rakendused: Paigaldage üleliigsed FRL-radad
Modulaarne FRL tõrkeotsingu juhend
| Probleem | Võimalikud põhjused | Lahendused |
|---|---|---|
| Õhuleke moodulite vahel | Kahjustatud O-rõngad, lahtised ühendused | Vahetage O-rõngad välja, pingutage ühendused uuesti |
| Rõhu kõikumine | Alamõõduline regulaator, liigne vooluhulk | Suurendage regulaatori suurust, kontrollige piiranguid |
| Vesi süsteemis vaatamata filtrile | Küllastunud element, möödavool | Asendage element, kontrollige nõuetekohast mõõtmist |
| Rõhu langus koostu kohal | ummistunud elemendid, alamõõdulised komponendid | Puhastage või vahetage elemendid, suurendage komponentide suurust |
| Raskused seadete säilitamisel | Vibratsioon, kahjustatud komponendid | Lukustusmehhanismide lisamine, komponentide parandamine või asendamine |
Juhtumiuuring: Moodulsüsteemi rakendamine
Hiljuti aitasin Pennsylvania pakendiseadmete tootjal oma pneumaatikasüsteemi ümber kujundada. Nende olemasolev seade kasutas üksikuid keermestatud ühendustega komponente, mille tulemuseks olid sagedased lekked ja keeruline hooldus.
Rakendades modulaarset Bepto FRL süsteemi:
- Kokkupaneku aeg on vähenenud 45 minutilt 10 minutile jaama kohta.
- Lekkekohad vähenesid 65% võrra.
- 75% vähendab hooldusaega
- Süsteemi rõhu stabiilsus on oluliselt paranenud
- Tulevased muudatused muutusid palju lihtsamaks
Modulaarne konstruktsioon võimaldas neil:
- Komponentide standardiseerimine mitmetes masinates
- Vähendada varuosade varusid
- Süsteemide kiire ümberkonfigureerimine vastavalt vajadusele
- Funktsionaalsuse lisamine ilma suuremate ümbertöötlusteta
Modulaarne laiendamise planeerimine
FRL-süsteemi kavandamisel arvestage tulevaste vajadustega:
Kasvuks vajalik suurus
- Valige komponendid, mille vooluvõimsus võimaldab tulevast laiendamist
- Kaaluge õhutarbimise eeldatavat suurenemistJätke ruumi lisamoodulite jaoks
- Planeeri füüsiline paigutus laienemiseks
- Dokumendi praegune konfiguratsioonStandardiseerida moodulplatvormi
- Kasutage ühtset tootjat ja seeriat
- Ühiste komponentide inventuuri pidamineDokumenteerige süsteem
- Looge üksikasjalikud montaažiskeemid
- Registreeri rõhu seaded ja spetsifikatsioonid
- Hooldusprotseduuride väljatöötamine
Kokkuvõte
Õige FRL-seadme valimine eeldab filtreerimistäpsuse ja rõhulanguse vahelise suhte mõistmist, optimaalse määrimise saavutamiseks vajaliku õliudu reguleerimise valdamist ning moodulite kokkupaneku ja paigaldamise parimate tavade järgimist. Neid põhimõtteid rakendades saate optimeerida oma pneumosüsteemi jõudlust, vähendada hoolduskulusid ja pikendada seadmete kasutusiga.
Korduma kippuvad küsimused FRL-üksuse valiku kohta
Milline on õige järjekord filtri, regulaatori ja määrdeosa paigaldamiseks?
Õige paigaldusjärjekord on kõigepealt filter, seejärel regulaator ja lõpuks määrdeaine (F-R-L). See järjekord tagab, et saasteained eemaldatakse enne, kui õhk jõuab rõhuregulaatorisse, ja et reguleeritud õhurõhk on stabiilne enne õlituse lisamist määrdeaurust. Komponentide paigaldamine vales järjekorras võib põhjustada regulaatori kahjustusi, ebaühtlast rõhku või ebaõiget määrimist.
Kuidas määrata oma pneumaatilise süsteemi jaoks õige suurusega FRL?
Määrake õige FRL-i suurus, arvutades välja oma süsteemi maksimaalne õhuvoolu vajadus CFM või L/min, seejärel valige FRL, mille vooluvõimsus on vähemalt 25% võrra suurem kui see nõue. Võtke arvesse rõhulangust üle FRLi (peaks olema väiksem kui 10% liinirõhu kohta), torustikule vastavaid portide suurusi ja filtreerimisnõudeid, mis põhinevad teie kõige tundlikumatel komponentidel.
Kui tihti tuleks FRL-seadmes filtrielemente vahetada?
Filtrielemendid tuleb välja vahetada, kui rõhkude erinevuse indikaator näitab ülemäärast rõhulangust (tavaliselt 10 psi/0,7 bar) või vastavalt ajalisele hooldusplaanile, mis põhineb õhu kvaliteedil ja kasutamisel. Tüüpilistes tööstuskeskkondades on see vahemikus igakuine kuni iga-aastane. Kõrge saastetasemega või kriitiliste rakendustega süsteemid võivad vajada sagedasemat vahetust.
Kas ma võin kasutada mis tahes tüüpi õli pneumaatilises määrdeaparaadis?
Ei, te peaksite kasutama ainult spetsiaalselt pneumaatiliste süsteemide jaoks mõeldud õlisid. Need õlid on sobiva viskoossusega (tavaliselt ISO VG 32 või 46), sisaldavad rooste- ja oksüdatsiooniinhibiitoreid ning on koostatud nii, et need pihustuksid korralikult. Ärge kunagi kasutage hüdraulikaõlisid, mootoriõlisid või üldotstarbelisi määrdeaineid, sest need võivad kahjustada tihendeid, tekitada sademeid ja ei pruugi pneumaatikasüsteemides õigesti pihustuda.
Millest tuleneb liigne rõhu langus FRL-komplektis?
Liigne rõhulangus FRL-koostis on tavaliselt põhjustatud voolu nõuetega võrreldes alamõõdustatud komponentidest, ummistunud filtrielementidest, osaliselt suletud ventiilidest, piirangutest pistikutes või adapterites, regulaatori ebaõigest reguleerimisest või komponentide sisemistest vigastustest. Regulaarne hooldus, nõuetekohane dimensioneerimine ja rõhkude erinevuse näitajate jälgimine aitab neid probleeme ennetada ja tuvastada.
Kuidas ma tean, kas mu pneumaatilised tööriistad saavad nõuetekohast määrimist?
Nõuetekohaselt määritud pneumotööriistadest väljub peent õliudu, mis võib olla nähtav tumedal taustal või tunda kerget õlitust puhta pinnal, mida hoitakse väljalaskeava lähedal. Tööriistad peaksid töötama sujuvalt ilma liigse kuumenemiseta. Liiga vähese määrimise tagajärjeks on aeglane töö ja enneaegne kulumine, samas kui liigne määrimine põhjustab tugevat õli väljutamist väljalaskeseadmest ja võimalikku töödeldavate detailide saastumist.
-
Annab ülevaate rahvusvahelisest standardist ISO 8573-1, mis määrab kindlaks suruõhu puhtuseklassid seoses osakeste, vee ja õliga, sõltumata sellest, millises kohas süsteemis õhku mõõdetakse. ↩
-
Kirjeldab koalestsentsfiltrite mehhanismi, mille eesmärk on eemaldada suruõhust peened vee- või õliaerosoolid, sundides väikseid vedelikutilku kogunema (koalestuma) suuremateks tilkadeks, mida saab seejärel ära juhtida. ↩
-
Selgitab ISO viskoossusklassi (VG) süsteemi, mis on rahvusvaheline standard (ISO 3448), mis klassifitseerib tööstuslikud määrdeained vastavalt nende kinemaatilisele viskoossusele 40 °C juures. ↩
-
Üksikasjalikult kirjeldatakse ekstreemse rõhu (EP) lisaainete funktsiooni, mis on keemilised ühendid, mida lisatakse määrdeainetele, et vältida metallpindade katastroofilist kulumist ja kinnijäämist suure koormuse tingimustes, moodustades kaitsva pinnakile. ↩
