
Onko sinulla selittämättömiä laitevikoja, epäjohdonmukaista pneumaattisten työkalujen suorituskykyä tai liiallista ilmankulutusta? Nämä yleiset ongelmat johtuvat usein väärin valituista tai huolletuista FRL-yksiköistä (Filter, Regulator, Lubricator). Oikea FRL-ratkaisu voi ratkaista nämä kalliit ongelmat välittömästi.
Ihanteellisen FRL-yksikön on vastattava järjestelmän virtausvaatimuksia, tarjottava asianmukainen suodatus ilman liiallista painehäviötä, tuotettava tarkkaa voitelua ja integroitava saumattomasti olemassa oleviin laitteisiin. Oikea valinta edellyttää suodatuksen ja painehäviön suhteiden, öljysumun säätöperiaatteiden ja modulaarisen kokoonpanon ymmärtämistä.
Muistan käyneeni viime vuonna Ohiossa sijaitsevassa tuotantolaitoksessa, jossa pneumaattiset työkalut vaihdettiin muutaman kuukauden välein saastumisongelmien vuoksi. Kun heidän sovelluksensa oli analysoitu ja otettu käyttöön oikein mitoitetut FRL-yksiköt, joissa oli asianmukainen suodatus, työkalujen käyttöikä pidentyi 300%:llä ja ilman kulutus väheni 22%:llä. Haluan kertoa, mitä olen oppinut yli 15 vuoden aikana pneumatiikka-alalla.
Sisällysluettelo
- Suodatuksen tarkkuuden ja painehäviön suhteiden ymmärtäminen
- Miten öljysumun syöttöä säädetään oikein voitelulaitteissa?
- Modulaarisen FRL:n kokoonpanon ja asennuksen parhaat käytännöt
Miten suodatuksen tarkkuus vaikuttaa painehäviöön pneumaattisissa järjestelmissä?
Suodatustarkkuuden ja painehäviön välinen suhde on ratkaisevan tärkeä, kun tasapainotetaan ilmanlaadun tarpeita ja järjestelmän suorituskykyvaatimuksia.
Suurempi suodatustarkkuus (pienemmät mikroniluokitukset) luo suuremman ilmavirran vastuksen, mikä lisää painehäviötä suodatinelementin yli. Tämä painehäviö vähentää käytettävissä olevaa virtaussuunnan jälkeistä painetta, mikä saattaa vaikuttaa työkalun suorituskykyyn ja energiatehokkuuteen. Tämän suhteen ymmärtäminen auttaa valitsemaan optimaalisen suodatustason tiettyyn sovellukseen.
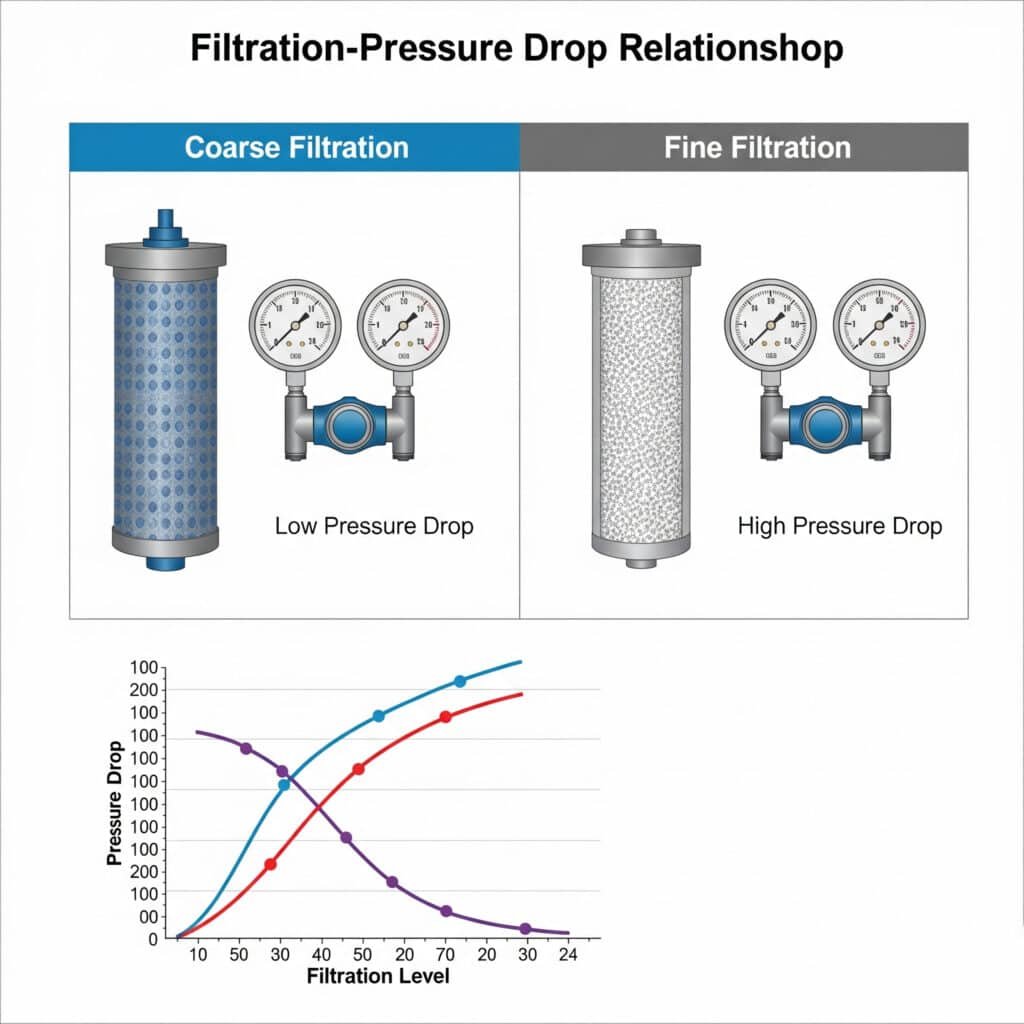
Suodatus-painehäviömallin ymmärtäminen
Suodatustarkkuuden ja painehäviön välinen suhde noudattaa ennustettavaa kaavaa, joka voidaan mallintaa matemaattisesti:
Painehäviön perusyhtälö
Painehäviö suodattimen yli voidaan arvioida likimääräisesti seuraavasti:
ΔP = k × Q² × (1/A) × (1/d⁴)
Missä:
- ΔP = Painehäviö
- k = Suodatinkerroin (riippuu suodattimen rakenteesta)
- Q = virtausnopeus
- A = suodattimen pinta-ala
- d = huokosten keskimääräinen halkaisija (mikroniluokitukseen suhteutettuna).
Tämä yhtälö paljastaa useita tärkeitä suhteita:
- Painehäviö kasvaa virtausnopeuden neliön myötä.
- Pienemmät huokoskoot (suurempi suodatustarkkuus) lisäävät merkittävästi painehäviötä.
- Suurempi suodattimen pinta-ala vähentää painehäviötä
Suodatuslaadut ja niiden sovellukset
Erilaiset sovellukset edellyttävät tiettyjä suodatustasoja:
| Suodatusluokka | Mikronin luokitus | Tyypilliset sovellukset | Odotettu painehäviö* |
|---|---|---|---|
| Karkea | 40-5 μm | Yleinen kasvi-ilma, perustyökalut | 0,03-0,08 bar |
| Medium | 5-1 μm | Pneumaattiset sylinterit, venttiilit | 0,05-0,15 bar |
| Fine | 1-0,1 μm | Tarkkuusohjausjärjestelmät | 0,10-0,25 bar |
| Erittäin hienojakoinen | 0,1-0,01 μm | Instrumentointi, elintarvike/pharma | 0,20-0,40 bar |
| Micro | <0,01 μm | Elektroniikka, hengitysilma | 0,30-0,60 bar |
*Nimellisellä virtauksella, kun elementti on puhdas
Suodatus-painehäviötasapainon optimointi
Optimaalisen suodatustason valitseminen:
Määritä vaadittu vähimmäissuodatustaso
- Tutustu laitevalmistajan eritelmiin
- Otetaan huomioon alan standardit (ISO 8573-11)
- Arvioi ympäristöolosuhteetLaske järjestelmän virtaustarpeet
- Kaikkien komponenttien kulutuksen summa
- Sovelletaan asianmukaista monimuotoisuuskerrointa
- Lisätään varmuusmarginaali (tyypillisesti 30%).Suodattimen koko sopivasti
- Valitse suodatin, jonka virtauskapasiteetti ylittää vaatimukset
- Harkitse ylimitoitusta painehäviön pienentämiseksi
- Arvioi monivaiheisen suodatuksen vaihtoehtojaHarkitse suodatinelementin suunnittelua
- Pleissatut elementit tarjoavat suuremman pinta-alan
– Koalesiintyvät suodattimet2 poistaa sekä hiukkasia että nesteitä
- Aktiivihiilisuodattimet poistavat hajuja ja höyryjä.
Käytännön esimerkki: Suodatus-painehäviöanalyysi
Konsultoin viime kuussa Minnesotassa toimivaa lääkinnällisten laitteiden valmistajaa, jonka kokoonpanolaitteiden suorituskyky oli epäjohdonmukainen. Heidän nykyinen 5 mikronin suodatin aiheutti 0,4 baarin painehäviön huippuvirtausnopeuksilla.
Analysoimalla niiden soveltamista:
- Vaadittu ilmanlaatu: ISO 8573-1 Luokka 2.4.2.
- Järjestelmän virtaustarve: 850 NL/min
- Pienin käyttöpaine: 5,5 bar
Toteutimme kaksivaiheisen suodatusratkaisun:
- Ensimmäinen vaihe: 5 mikronin yleiskäyttöinen suodatin.
- Toinen vaihe: 0,01 mikronin suuritehoinen suodatin.
- Molemmat suodattimet mitoitettu 1500 NL/min kapasiteetille
Tulokset olivat vaikuttavia:
- Yhdistetty painehäviö pienentynyt 0,25 bariin.
- Ilmanlaadun parantaminen ISO 8573-1 -luokan 1.4.1 mukaisesti
- Laitteiden suorituskyky vakiintui
- Energiankulutuksen vähentäminen 8%
Painehäviön seuranta ja huolto
Säilyttää optimaalinen suodatusteho:
Asennetaan paine-eroindikaattorit
- Visuaaliset indikaattorit osoittavat, milloin elementit on vaihdettava
- Digitaaliset näytöt tarjoavat reaaliaikaista tietoa
- Jotkin järjestelmät tarjoavat etävalvontaominaisuuksiaSäännöllisten huoltoaikataulujen laatiminen
- Vaihda elementit ennen kuin tapahtuu liiallinen painehäviö
- Ota huomioon virtausnopeus ja kontaminaatiotasot, kun asetat aikavälejä.
- Dokumentoi painehäviön kehityssuuntaukset ajan mittaanAutomaattisten tyhjennysjärjestelmien käyttöönotto
- Estä kondenssiveden kertyminen
- Vähentää huoltovaatimuksia
- Varmistetaan johdonmukainen suorituskyky
Miten öljysumun syöttöä tulisi säätää optimaalisen pneumaattisen työkalun voitelun varmistamiseksi?
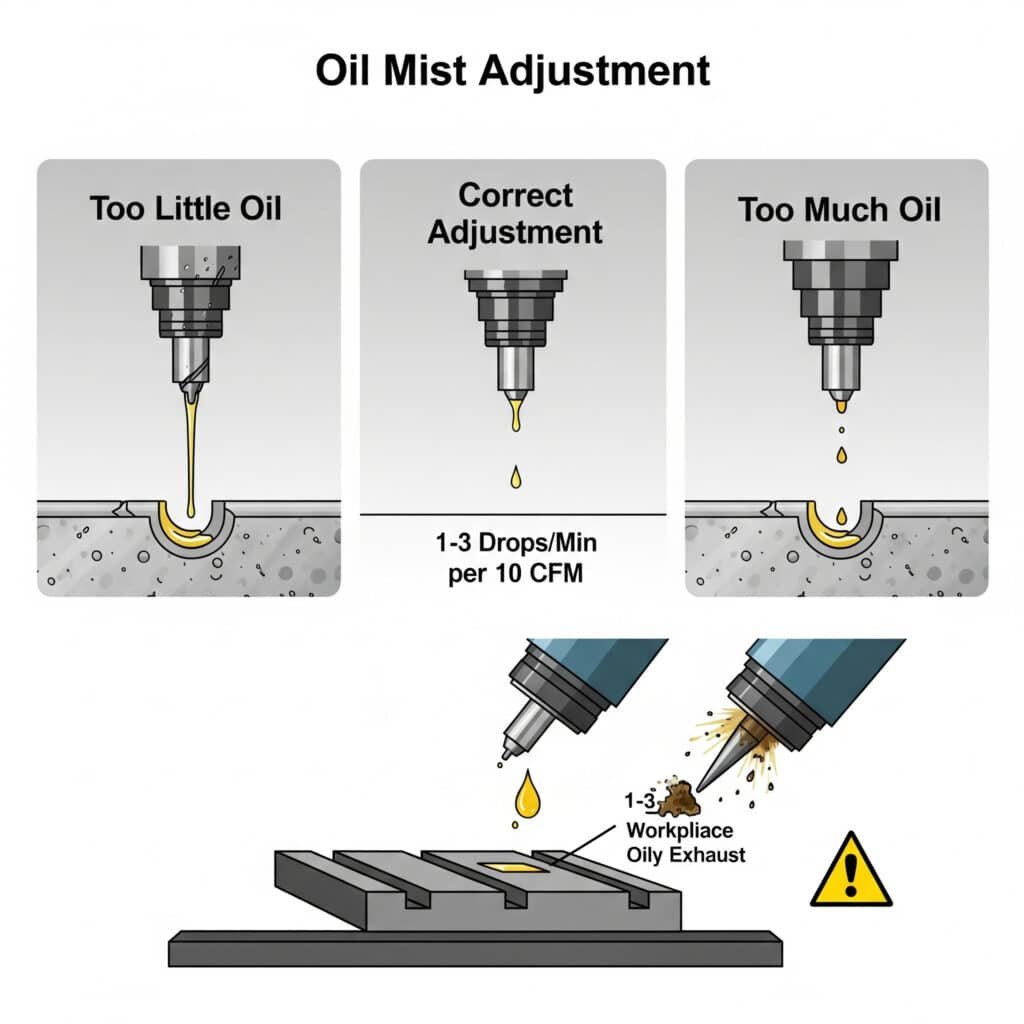
Oikea öljysumun säätö varmistaa, että pneumaattiset työkalut saavat riittävän voitelun ilman liiallista öljynkulutusta tai ympäristön saastumista.
Voitelulaitteiden öljysumun säädön tulisi tuottaa 1-3 pisaraa öljyä minuutissa jokaista 10 CFM (280 L/min) ilmavirtaa kohden käyttöolosuhteissa. Liian vähäinen öljyn määrä johtaa työkalun ennenaikaiseen kulumiseen, kun taas liiallinen öljyn määrä haaskaa voiteluainetta, saastuttaa työkappaleita ja aiheuttaa ympäristöongelmia.
Pneumaattisen voitelun perusteiden ymmärtäminen
Pneumaattisten komponenttien asianmukainen voitelu on välttämätöntä:
- Kitkan ja kulumisen vähentäminen
- Korroosion estäminen
- Tiivisteiden ylläpito
- Suorituskyvyn optimointi
- Laitteiden käyttöiän pidentäminen
Öljysumun säätönormit ja -ohjeet
Teollisuusstandardit antavat ohjeita asianmukaisesta voitelusta:
ISO 8573-1 Öljypitoisuusluokitukset
| ISO-luokka | Suurin öljypitoisuus (mg/m³) | Tyypilliset sovellukset |
|---|---|---|
| Luokka 1 | 0.01 | Puolijohteet, lääketeollisuus |
| Luokka 2 | 0.1 | Elintarvikkeiden jalostus, kriittinen instrumentointi |
| Luokka 3 | 1 | Yleinen pneumatiikka, vakioautomaatio |
| Luokka 4 | 5 | Raskaat teollisuustyökalut, yleinen valmistus |
| X-luokka | >5 | Perustyökalut, ei-kriittiset sovellukset |
Suositellut öljyn toimitusmäärät
Öljyn toimittamista koskeva yleinen ohje on:
- 1-3 pisaraa minuutissa 10 CFM (280 L/min) ilmavirtaa kohden.
- Säädä työkalun valmistajan suositusten mukaisesti
- Lisää hieman nopeissa tai suurikuormitteisissa sovelluksissa.
- Vähennä ajoittaiseen käyttöön tarkoitettuja sovelluksia varten
Vaiheittainen öljysumun säätömenettely
Noudata tätä standardoitua menettelyä tarkkaa öljysumun säätöä varten:
Määritä tarvittava öljyn syöttönopeus
- Tarkista työkalun valmistajan tekniset tiedot
- Laske järjestelmän ilmankulutus
- Ota huomioon käyttöjakso ja käyttöolosuhteetValitse sopiva voiteluöljy
– ISO VG3 32 yleisiä sovelluksia varten
- ISO VG 46 korkeampiin lämpötiloihin
- Elintarvikelaatuiset öljyt elintarvikkeiden jalostukseen
- Synteettiset öljyt ääriolosuhteisiinAseta alkusäätö
- Täytä voitelulaitteen kulho suositeltuun tasoon
- Aseta säätönuppi keskiasentoon
- Käytä järjestelmää normaalilla paineella ja virtauksellaSäädön hienosäätö
- Tarkkaile tippumisnopeutta näkökupolin kautta
- Laske pisaroita minuutissa käytön aikana
- Säädä säätönuppi vastaavasti
- Anna 5-10 minuuttia säätöjen välillä vakauttamiseksiTarkista asianmukainen voitelu
- Tarkista työkalun pakoputki kevyen öljysumun varalta
- Tarkasta työkalun sisäosat sisäänajojakson jälkeen
- Seuraa öljynkulutusta
- Säädä tarpeen mukaan työkalun suorituskyvyn perusteella
Yleiset öljysumun säätöongelmat ja ratkaisut
| Ongelma | Mahdolliset syyt | Ratkaisut |
|---|---|---|
| Ei öljyn toimitusta | Säätö liian alhainen, tukkeutuneet kanavat | Lisää asetusta, puhdista voiteluaine |
| Liiallinen öljynkulutus | Säätö liian korkealla, vaurioitunut tähtäinkupu | Vähennä asetusta, vaihda vaurioituneet osat |
| Epäjohdonmukainen öljyn toimitus | Vaihteleva ilmavirta, alhainen öljytaso | Vakauta ilmavirtaus, ylläpidä oikea öljytaso |
| Öljy ei sumuudu kunnolla | Väärä öljyn viskositeetti, alhainen ilmavirta. | Käytä suositeltua öljyä, varmista vähimmäisvirtausnopeus |
| Öljyvuoto | Vaurioituneet tiivisteet, liian tiukalle kiristetty kulho | Vaihda tiivisteet, kiristä vain käsin |
Tapaustutkimus: Öljysumun optimointi
Työskentelin hiljattain erään Michiganissa toimivan autonosien valmistajan kanssa, jonka iskuvääntimissä ilmeni ennenaikaisia vikoja. Heidän nykyinen voitelujärjestelmänsä tuotti epäjohdonmukaista öljysumua, mikä johti työkalun vaurioitumiseen.
Analysoituaan niiden soveltamista:
- Ilmankulutus: 25 CFM työkalua kohti
- Työkierto: 60%
- Käyttöpaine: 6,2 bar
Toteutimme nämä muutokset:
- Asennettu oikein mitoitetut Bepto-voitelulaitteet.
- Valittu pneumaattinen öljy ISO VG 32
- Aseta alkupäästönopeudeksi 3 tippaa minuutissa
- Viikoittaisen tarkastusmenettelyn käyttöönotto
Tulokset olivat merkittäviä:
- Työkalun käyttöikä kasvoi 3 kuukaudesta yli 1 vuoteen.
- Öljynkulutus vähenee 40%
- Ylläpitokustannukset vähenivät $12 000 vuodessa.
- Tuottavuus parani työkaluvikojen vähenemisen ansiosta
Öljyn valintaohjeet eri sovelluksiin
| Sovellustyyppi | Suositeltu öljytyyppi | Viskositeettialue | Toimitusnopeus |
|---|---|---|---|
| Nopeat työkalut | Synteettinen pneumaattinen öljy | ISO VG 22-32 | 2-3 tippaa/min 10 CFM:ää kohti |
| Vaikutustyökalut | Pneumaattinen työkaluöljy, jossa on EP-lisäaineet4 | ISO VG 32-46 | 2-4 tippaa/min 10 CFM:ää kohti |
| Tarkkuusmekanismit | Matalaviskositeettinen synteettinen | ISO VG 15-22 | 1-2 pisaraa/min per 10 CFM |
| Alhaisen lämpötilan ympäristöt | Synteettinen matalan jähmepisteen aine | ISO VG 22-32 | 2-3 tippaa/min 10 CFM:ää kohti |
| Elintarvikkeiden jalostus | Elintarvikeluokan (H1) voiteluaine | ISO VG 32 | 1-2 pisaraa/min per 10 CFM |
Mitkä ovat parhaat käytännöt modulaarisen FRL:n kokoonpanossa ja asennuksessa?
Modulaaristen FRL-yksiköiden oikea kokoonpano ja asennus takaa optimaalisen suorituskyvyn, helpon huollon ja järjestelmän pitkäikäisyyden.
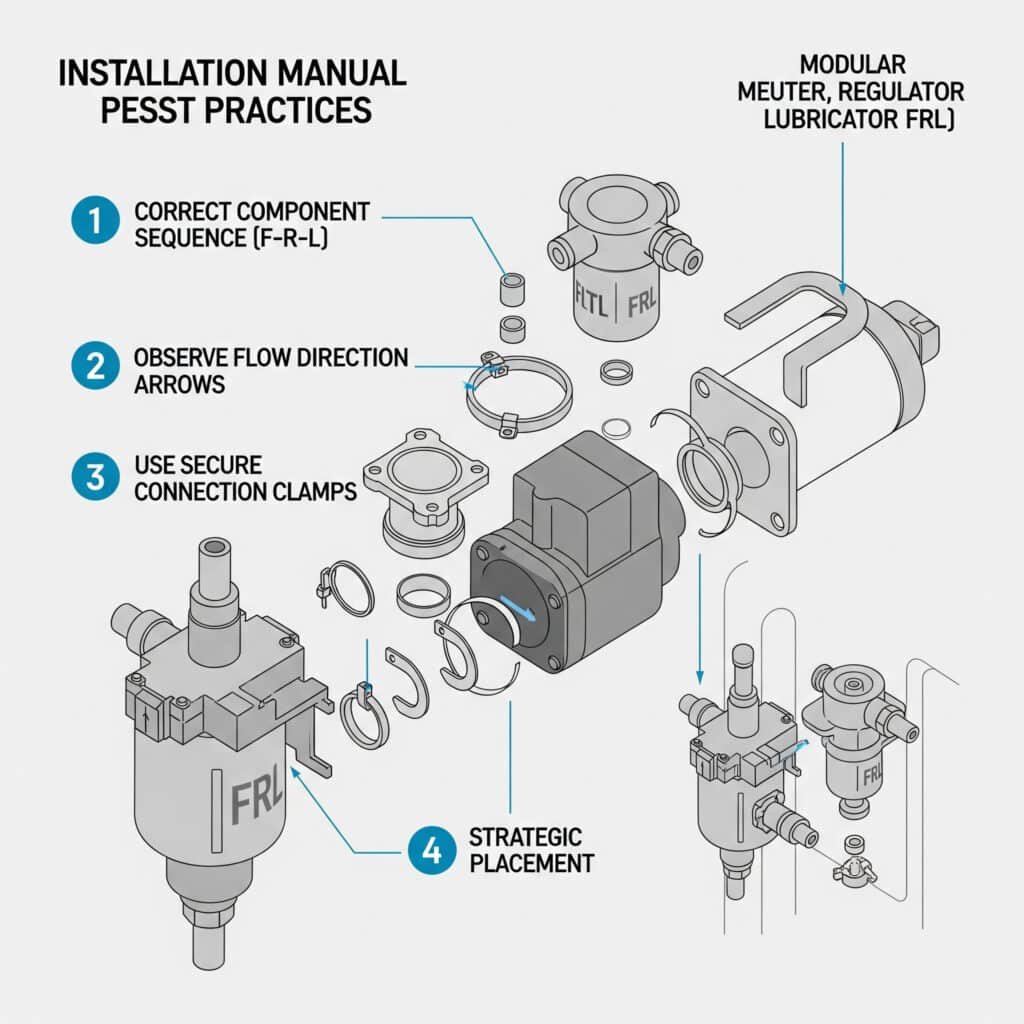
Modulaarinen FRL-kokoonpano edellyttää komponenttien järjestyksen huolellista suunnittelua, virtaussuunnan oikeaa suuntausta, turvallisia liitäntätapoja ja strategista sijoittelua pneumatiikkajärjestelmään. Parhaiden kokoonpano- ja asennuskäytäntöjen noudattaminen ehkäisee vuotoja, varmistaa asianmukaisen toiminnan ja helpottaa tulevaa huoltoa.
Modulaaristen FRL-komponenttien ymmärtäminen
Nykyaikaisissa FRL-yksiköissä käytetään modulaarista rakennetta, joka tarjoaa useita etuja:
- Sekoita ja sovita -toiminnallisuus
- Helppo laajennus
- Yksinkertaistettu huolto
- Tilatehokas asennus
- Mahdollisten vuotokohtien vähentäminen
Komponenttien järjestys ja konfigurointiohjeet
FRL:n komponenttien oikea järjestys on ratkaisevan tärkeää optimaalisen suorituskyvyn kannalta:
Vakiokokoonpano (virtaussuunta vasemmalta oikealle)
Suodatin
- Ensimmäinen komponentti, joka poistaa epäpuhtaudet
- Suojaa tuotantoketjun loppupään komponentteja
- Saatavana eri suodatusasteinaSäädin
- Hallitsee ja vakauttaa painetta
- Sijoitettu suodattimen jälkeen suojauksen vuoksi
- Voi sisältää painemittarin tai indikaattorinVoiteluaine
- Kokoonpanon viimeinen osa
- Lisää hallittua öljysumua ilmavirtaan
- Pitäisi olla enintään 10 jalan päässä päätelaitteesta
Lisäkomponentit
F-R-L-peruskokoonpanon lisäksi kannattaa harkita näitä lisämoduuleja:
- Pehmytkäynnistysventtiilit
- Lukitus/varoitusventtiilit
- Elektroniset painekytkimet
- Virtauksen säätöventtiilit
- Paineenkorotuslaitteet
- Lisäsuodatusvaiheet
Modulaarisen kokoonpanon vaiheittainen opas
Noudata seuraavia ohjeita modulaaristen FRL-yksiköiden asianmukaisen kokoamisen varmistamiseksi:
Suunnittele kokoonpano
- Tarvittavien komponenttien määrittäminen
- Virtauskapasiteetin yhteensopivuuden tarkistaminen
- Varmista, että porttien koot vastaavat järjestelmän vaatimuksia
- Huomioi tulevaisuuden laajennustarpeetValmistele komponentit
- Tarkista kuljetusvaurioiden varalta
- Poista suojakorkit
- Tarkista, että O-renkaat ovat kunnolla paikoillaan
- Varmista, että liikkuvat osat toimivat vapaastiModuulien kokoaminen
- Kohdista liitäntäominaisuudet
- Aseta liitoskiinnikkeet tai kiristä liitospultit.
- Noudata valmistajan vääntömomenttimäärityksiä
- Tarkista moduulien välinen turvallinen yhteysAsenna lisävarusteet
- Asenna painemittarit
- Liitä automaattiset viemärit
- Asenna painekytkimet tai -anturit
- Lisää tarvittaessa kiinnikkeetTestaa kokoonpano
- Paineistetaan vähitellen
- Tarkista vuodot
- Kunkin komponentin moitteettoman toiminnan varmistaminen
- Tee tarvittavat muutokset
Asennuksen parhaat käytännöt
Optimaalisen FRL-suorituskyvyn saavuttamiseksi noudata näitä asennusohjeita:
Asennukseen liittyvät näkökohdat
- Korkeus: Asenna sopivalle korkeudelle (tyypillisesti 4-5 jalkaa lattiasta).
- Saavutettavuus: Varmistaa helpon pääsyn säätöön ja huoltoon
- Orientaatio: Asennetaan pystysuoraan kulhot alaspäin
- Tyhjennys: Varaa riittävästi tilaa alhaalla kulhon irrottamista varten
- Tuki: Käytä asianmukaisia seinäkiinnikkeitä tai paneeliasennusta
Putkistosuositukset
- Sisäänmenoputkisto: Kootaan mahdollisimman pienen painehäviön saavuttamiseksi (tyypillisesti yhtä kokoa suurempi kuin FRL-portit).
- Lähtöputkisto: Sovita portin koko vähintään
- Ohituslinja: Harkitse ohituksen asentamista huoltoa varten
- Joustavat liitännät: Käytetään, jos tärinää esiintyy
- Rinne: Pieni kaltevuus alaspäin virtaussuunnassa auttaa kondenssiveden valumista.
Erityiset asennuskysymykset
- Korkean tärinän ympäristöt: Käytä joustavia liittimiä ja turvallista asennusta
- Ulkoasennukset: Suojaa suoralta säälle altistumiselta
- Korkean lämpötilan alueet: Varmista, että ympäristön lämpötila pysyy eritelmien sisällä
- Useita sivulinjoja: Tarkastellaan moninaisia järjestelmiä, joissa on yksilöllinen säätö
- Kriittiset sovellukset: Asenna ylimääräiset FRL-reitit
Modulaarisen FRL:n vianmääritysopas
| Ongelma | Mahdolliset syyt | Ratkaisut |
|---|---|---|
| Ilmavuoto moduulien välillä | Vaurioituneet O-renkaat, löysät liitokset | Vaihda O-renkaat, kiristä liitokset uudelleen |
| Paineen vaihtelu | Alimitoitettu säädin, liiallinen virtaus | Suurenna säätimen kokoa, tarkista rajoitukset |
| Järjestelmässä oleva vesi suodattimesta huolimatta | Kyllästetty elementti, ohivirtaus | Vaihda elementti, tarkista oikea mitoitus |
| Painehäviö kokoonpanon yli | Tukkeutuneet elementit, alimitoitetut komponentit | Puhdista tai vaihda elementit, lisää komponenttien kokoa |
| Vaikeus ylläpitää asetuksia | Tärinä, vaurioituneet komponentit | Lukitusmekanismien lisääminen, osien korjaaminen tai vaihtaminen |
Tapaustutkimus: Modulaarisen järjestelmän käyttöönotto
Autoin hiljattain pennsylvanialaista pakkauslaitevalmistajaa suunnittelemaan uudelleen pneumatiikkajärjestelmänsä. Heidän nykyisessä järjestelmässään käytettiin yksittäisiä komponentteja, joissa oli kierteitetyt liitännät, mikä johti usein vuotoihin ja vaikeaan huoltoon.
Toteuttamalla modulaarinen Bepto FRL -järjestelmä:
- Kokoonpanoaika lyhenee 45 minuutista 10 minuuttiin asemaa kohti.
- Vuotopisteet vähenivät 65%:llä.
- Huoltoaika lyhenee 75%:llä
- Järjestelmän paineen vakaus parani merkittävästi
- Tulevaisuuden muutokset tulivat paljon yksinkertaisemmiksi
Modulaarinen rakenne mahdollisti:
- Komponenttien standardointi useissa koneissa
- Varaosavaraston vähentäminen
- Järjestelmien nopea uudelleenkonfigurointi tarpeen mukaan
- Lisää toiminnallisuutta ilman suurempia uudistuksia
Modulaarisen laajennuksen suunnittelu
Kun suunnittelet FRL-järjestelmääsi, ota huomioon tulevat tarpeet:
Kasvun edellyttämä koko
- Valitse komponentit, joissa on virtauskapasiteettia tulevaa laajentamista varten
- Otetaan huomioon ilman kulutuksen odotettavissa oleva kasvuJätä tilaa lisämoduuleille
- Suunnittele fyysinen ulkoasu laajennusta varten
- Dokumentoi nykyinen kokoonpanoVakioidaan modulaarinen alusta
- Käytä yhdenmukaista valmistajaa ja sarjaa
- Ylläpidetään yhteisten komponenttien varastoaJärjestelmän dokumentointi
- Luo yksityiskohtaisia kokoonpanokaavioita
- Tallenna paineasetukset ja tekniset tiedot
- Huoltomenettelyjen kehittäminen
Päätelmä
Oikean FRL-yksikön valitseminen edellyttää suodatustarkkuuden ja painehäviön välisen suhteen ymmärtämistä, öljysumun säätämisen hallintaa optimaalista voitelua varten sekä modulaarisen kokoonpanon ja asennuksen parhaiden käytäntöjen noudattamista. Soveltamalla näitä periaatteita voit optimoida pneumatiikkajärjestelmän suorituskyvyn, vähentää huoltokustannuksia ja pidentää laitteiden käyttöikää.
FRL-yksikön valintaa koskevat usein kysytyt kysymykset
Mikä on oikea järjestys suodatin-, säätö- ja voiteluyksiköiden asentamisessa?
Oikea asennusjärjestys on ensin suodatin, sitten säädin ja lopuksi voitelija (F-R-L). Tällä järjestyksellä varmistetaan, että epäpuhtaudet poistetaan ennen kuin ilma pääsee paineensäätimeen ja että säädetty ilmanpaine on vakaa ennen öljyn lisäämistä voitelulaitteeseen. Osien asentaminen väärässä järjestyksessä voi johtaa säätimen vaurioitumiseen, epäjohdonmukaiseen paineeseen tai vääränlaiseen voiteluun.
Miten määritän oikean kokoisen FRL:n pneumaattiseen järjestelmääni?
Määritä oikea FRL-koko laskemalla järjestelmän suurin ilmavirtavaatimus CFM:nä tai L/min ja valitse sitten FRL, jonka virtauskapasiteetti on vähintään 25% suurempi kuin tämä vaatimus. Ota huomioon FRL:n yli tapahtuva painehäviö (sen pitäisi olla alle 10% linjapaineesta), putkistoon sopivat porttikoot ja suodatusvaatimukset, jotka perustuvat herkimpiin komponentteihisi.
Kuinka usein suodatinelementit on vaihdettava FRL-yksikössä?
Suodatinelementit on vaihdettava, kun paine-eromittari osoittaa liian suurta painehäviötä (tyypillisesti 10 psi/0,7 bar) tai ilmanlaatuun ja käyttöön perustuvan aikapohjaisen huoltoaikataulun mukaisesti. Tyypillisissä teollisuusympäristöissä tämä vaihtelee kuukausittain tai vuosittain. Järjestelmät, joissa on korkea epäpuhtaustaso tai kriittiset sovellukset, saattavat vaatia tiheämpää vaihtoa.
Voinko käyttää pneumaattisessa voitelulaitteessa mitä tahansa öljyä?
Ei, sinun tulisi käyttää vain erityisesti pneumaattisiin järjestelmiin suunniteltuja öljyjä. Näiden öljyjen viskositeetti on sopiva (yleensä ISO VG 32 tai 46), ne sisältävät ruosteen- ja hapettumisenestoaineita, ja ne on muotoiltu siten, että ne sumuttuvat oikein. Älä koskaan käytä hydrauliikkaöljyjä, moottoriöljyjä tai yleiskäyttöisiä voiteluaineita, sillä ne voivat vahingoittaa tiivisteitä, aiheuttaa saostumia ja eivät välttämättä sumuudu oikein pneumaattisissa järjestelmissä.
Mikä aiheuttaa liian suuren painehäviön FRL-kokoonpanon yli?
Liian suuri painehäviö FRL-kokoonpanon yli johtuu yleensä virtaustarpeisiin nähden liian pienistä komponenteista, tukkeutuneista suodatinelementeistä, osittain suljetuista venttiileistä, liittimien tai sovittimien rajoituksista, epäasianmukaisesta säätimen säädöstä tai komponenttien sisäisistä vaurioista. Säännöllinen huolto, asianmukainen mitoitus ja paine-eroindikaattoreiden seuranta voivat auttaa ehkäisemään ja tunnistamaan nämä ongelmat.
Mistä tiedän, että pneumaattiset työkaluni saavat asianmukaista voitelua?
Asianmukaisesti voidelluista paineilmatyökaluista tulee ulos hieno öljysumu, joka voi näkyä tummalla taustalla tai tuntua lievänä öljyisyytenä puhtaalla pinnalla, jota pidetään lähellä pakoputkea. Työkalujen pitäisi toimia tasaisesti ilman liiallista kuumenemista. Liian vähäinen voitelu aiheuttaa hidasta toimintaa ja ennenaikaista kulumista, kun taas liiallinen voitelu aiheuttaa voimakasta öljypäästöä pakoputkesta ja työkappaleiden mahdollista saastumista.
-
Esitetään yleiskatsaus ISO 8573-1 -standardiin, joka on kansainvälinen standardi, jossa määritetään paineilman puhtausluokat hiukkasten, veden ja öljyn osalta riippumatta siitä, missä kohtaa järjestelmää ilma mitataan. ↩
-
Kuvailee koalesoivien suodattimien mekanismia, jotka on suunniteltu poistamaan hienoja vesi- tai öljy-aerosoleja paineilmasta pakottamalla pienet nestepisarat kerääntymään (koalesiintumaan) suuremmiksi pisaroiksi, jotka voidaan sitten tyhjentää pois. ↩
-
Selitetään ISO Viskositeettiluokka (VG) -järjestelmä, kansainvälinen standardi (ISO 3448), jossa teollisuuden voiteluaineet luokitellaan niiden kinemaattisen viskositeetin mukaan 40 °C:ssa. ↩
-
Selostetaan yksityiskohtaisesti Extreme Pressure (EP) -lisäaineiden toimintaa. Ne ovat voiteluaineisiin lisättäviä kemiallisia yhdisteitä, joiden tarkoituksena on estää metallipintojen katastrofaalinen kuluminen ja kiinnijuuttuminen suurissa kuormitusolosuhteissa muodostamalla suojaava pintakalvo. ↩
