Onko pneumatiikkajärjestelmissäsi odottamattomia letkuvikoja, vaarallisia painehäviöitä tai kemiallisen yhteensopivuuden ongelmia? Nämä yleiset ongelmat johtuvat usein vääränlaisesta letkun valinnasta, mikä johtaa kalliisiin seisokkiaikoihin, turvallisuusriskeihin ja ennenaikaiseen vaihtoon. Oikean pneumaattisen letkun valinta voi ratkaista nämä kriittiset ongelmat välittömästi.
Ihanteellisen pneumaattisen letkun on kestettävä sovelluksesi erityiset taivutusvaatimukset, kestettävä sisäisten ja ulkoisten altistusten aiheuttamaa kemiallista hajoamista ja sovitettava pikaliittimiin optimaalisten paine- ja virtausominaisuuksien ylläpitämiseksi. Asianmukainen valinta edellyttää taivutusväsymisstandardien, kemiallisen yhteensopivuuden tekijöiden ja paine-virtaussuhteiden ymmärtämistä.
Muistan viime vuonna konsultoineeni erästä kemianteollisuuden laitosta Teksasissa, jossa pneumaattiset letkut vaihdettiin 2-3 kuukauden välein ennenaikaisten vikojen vuoksi. Analysoituaan heidän sovelluksensa ja otettuaan käyttöön asianmukaisesti määritellyt letkut, joissa oli asianmukaiset kemikaalien kestävyys- ja taivutussäteen luokitukset, heidän vaihtotiheytensä laski vuosittaiseen huoltoon, mikä säästi yli $45 000 seisokkiaikaa ja materiaaleja. Sallikaa minun kertoa, mitä olen oppinut pneumatiikkateollisuudessa viettämieni vuosien aikana.
Sisällysluettelo
- Pneumaattisten letkujen taivutusväsymystestausstandardien ymmärtäminen
- Kattava kemiallisen yhteensopivuuden viiteopas
- Miten pikaliittimet sovitetaan yhteen optimaalisen paineen ja virtauksen saavuttamiseksi?
Miten taivutusväsymiskokeet ennustavat paineilmaletkun käyttöikää dynaamisissa sovelluksissa?
Taivutusväsymistestaus antaa kriittisiä tietoja letkujen valintaa varten sovelluksissa, joissa on jatkuvaa liikettä, tärinää tai usein tapahtuvaa uudelleenkonfigurointia.
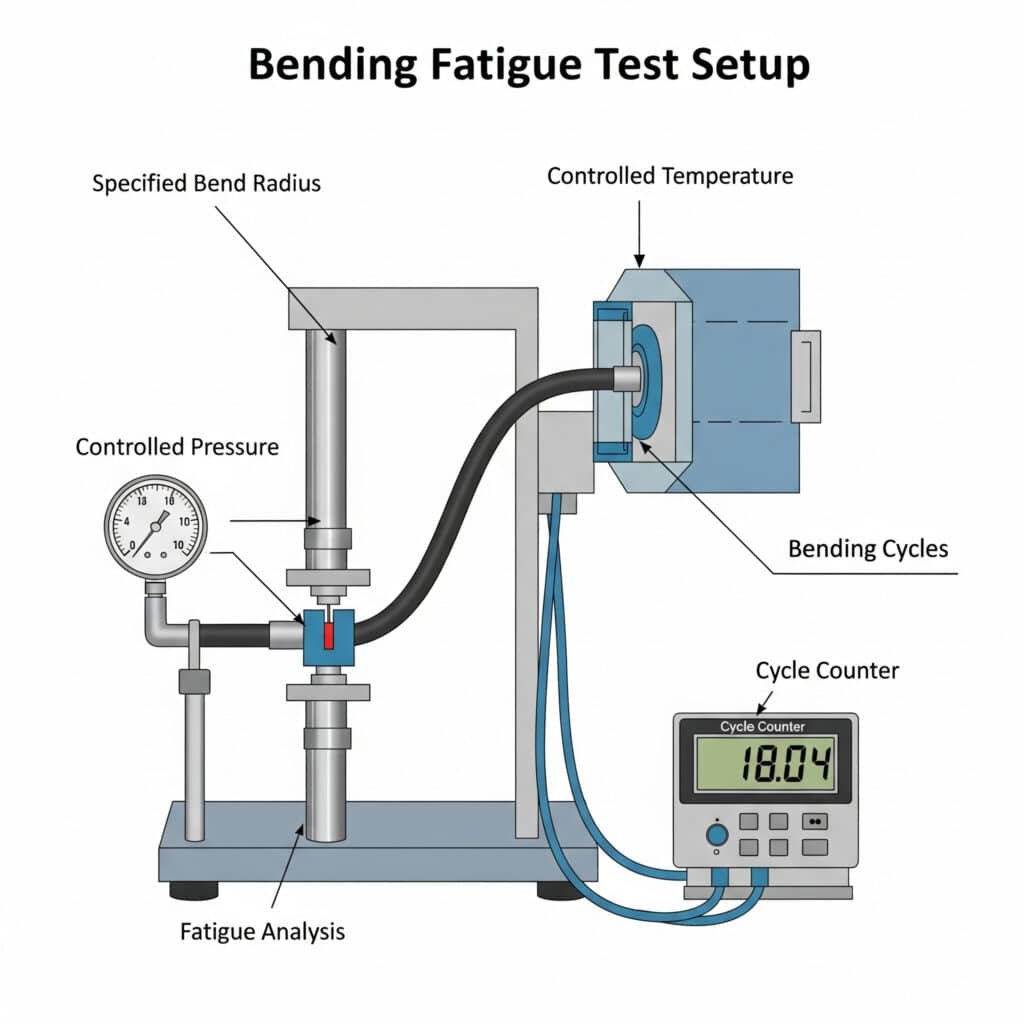
Taivutusväsymiskokeilla mitataan letkun kykyä kestää toistuvaa taivutusta ilman vikaantumista. Vakiotesteissä letkuja kierrätetään yleensä tietyn taivutussäteen läpi valvotuissa paineissa ja lämpötiloissa ja lasketaan kierrokset vikaantumiseen asti. Tulokset auttavat ennustamaan todellista suorituskykyä ja määrittelemään eri letkurakenteiden taivutussäteiden vähimmäisvaatimukset.
Taivutusväsymyksen perusteiden ymmärtäminen
Taivutusväsymismurtuma syntyy, kun letkua taivutetaan toistuvasti yli sen suunnittelukyvyn:
Vikaantumismekanismeihin kuuluvat:
- Sisäputken halkeilu
- Vahvistuskerroksen hajoaminen
- Kansien kuluminen ja halkeilu
- Asennusliitoksen vikaantuminen
- Murtuminen ja pysyvä muodonmuutosTaivutusväsymiskestävyyteen vaikuttavat kriittiset tekijät:
- Letkun rakennusmateriaalit
- Vahvistusrakenne (spiraali vs. punottu)
- Seinämän paksuus ja joustavuus
- Käyttöpaine (korkeampi paine = alhaisempi väsymiskestävyys)
- Lämpötila (äärimmäiset lämpötilat heikentävät väsymiskestävyyttä)
- Taivutussäde (tiukemmat taivutukset nopeuttavat vikaantumista)
Teollisuuden standarditestausprotokollat
Useilla vakiintuneilla testimenetelmillä arvioidaan taivutusväsymiskykyä:
ISO 83311 Menetelmä
Tässä kansainvälisessä standardissa määritellään:
- Testauslaitteita koskevat vaatimukset
- Näytteen valmistusmenetelmät
- Testiolosuhteiden standardointi
- Vikaantumiskriteerien määritelmät
- Raportointivaatimukset
SAE J517 -standardi
Tämä autoteollisuuden/teollisuuden standardi sisältää:
- Erityiset testiparametrit eri letkutyypeille
- Syklien vähimmäisvaatimukset sovellusluokittain
- Vastaavuus kentän suorituskykyyn liittyviin odotuksiin
- Turvallisuuskerrointa koskevat suositukset
Taivutusväsymystestausmenettelyt
Tyypillinen taivutusväsymiskoe etenee seuraavasti:
Näytteen valmistelu
- Letkun kunto testilämpötilassa
- Asennetaan asianmukaiset päätyliittimet
- Mittaa alkuperäiset mitat ja ominaisuudetTestiasetukset
- Asenna letku testauslaitteeseen
- Sovelletaan määriteltyä sisäistä painetta
- Asetettu taivutussäde (tyypillisesti 80-120% pienimmästä nimellisestä taivutussäteestä).
- Määritä syklinopeus (tyypillisesti 5-30 sykliä minuutissa).Testin suorittaminen
- Kierrä letku määritellyn taivutuskuvion läpi
- Seuraa vuotoja, muodonmuutoksia tai painehäviöitä.
- Jatka kunnes vikaantuminen tai ennalta määrätty syklien määrä päättyy.
- Rekisteröi syklien määrä ja vikaantumistapaTietojen analysointi
- Lasketaan keskimääräiset vikaantumissyklit
- Tilastollisen jakauman määrittäminen
- Vertaa hakemusvaatimuksiin
- Sovelletaan asianmukaisia turvallisuuskertoimia
Taivutusväsymyksen suorituskyvyn vertailu
| Letkun tyyppi | Rakentaminen | Keskimääräiset syklit vikaantumiseen* | Pienin taivutussäde | Parhaat sovellukset |
|---|---|---|---|---|
| Vakiopolyuretaani | Yksi kerros | 100,000 – 250,000 | 25-50mm | Yleiskäyttöön, kevyeen käyttöön |
| Vahvistettu polyuretaani | Polyesteri punos | 250,000 – 500,000 | 40-75mm | Keskivahva käyttö, kohtalainen taipuminen |
| Termoplastinen kumi | Synteettinen kumi, jossa on yksi punos | 150,000 – 300,000 | 50-100mm | Yleinen teollisuus, kohtalaiset olosuhteet |
| Premium Polyuretaani | Kaksikerroksinen aramidivahvike2 | 500,000 – 1,000,000 | 50-100mm | Korkean syklin automaatio, robotiikka |
| Kumi (EPDM/NBR) | Synteettinen kumi, jossa on kaksinkertainen punos | 200,000 – 400,000 | 75-150mm | Raskas käyttö, korkea paine |
| Bepto FlexMotion | Erikoispolymeeri, jossa on monikerrosvahvistus | 750,000 – 1,500,000 | 35-75mm | Korkean syklin robotiikka, jatkuva taivutus |
*80%:n suurimmassa nimellispaineessa, vakiotestiolosuhteissa.
Minimitaivutussäteitä koskevien eritelmien tulkinta
Minimitaivutussäteen määrittely on ratkaisevan tärkeää letkun oikean valinnan kannalta:
- Staattiset sovellukset: Voidaan käyttää julkaistulla pienimmällä kaarresäteellä
- Satunnainen taipuminen: Käytä 1,5 × vähimmäissäteen kaarevuutta.
- Jatkuva taipuminen: Käytä 2-3× minimitaivutussädettä
- Korkeapainesovellukset: Lisätään 10% taivutussäteeseen jokaista 25%:n suurinta painetta kohti.
- Korkeat lämpötilat: Lisää 20% taivutussäteeseen, kun käytetään lähellä maksimilämpötilaa.
Todellisen maailman sovellusesimerkki
Konsultoin hiljattain saksalaista kokoonpanorobottien valmistajaa, jonka moniakselisissa roboteissa ilmeni usein letkuvikoja. Heidän nykyiset pneumaattiset letkut vioittuivat noin 100 000 syklin jälkeen, mikä aiheutti merkittäviä seisokkeja.
Analyysi paljasti:
- Tarvittava taivutussäde: 65mm
- Käyttöpaine: 6,5 bar
- Syklitaajuus: 12 sykliä minuutissa
- Päivittäinen toiminta: 16 tuntia
- Odotettu käyttöikä: 5 vuotta (noin 700 000 sykliä).
Ottamalla käyttöön Bepto FlexMotion -letkut, joissa on:
- Testattu väsymiskestävyys: Väsymiskestävyys: >1 000 000 sykliä testiolosuhteissa.
- Jatkuvaa taivutusta varten suunniteltu monikerrosvahvike
- Optimoitu rakenne niiden erityistä taivutussädettä varten
- Erikoistetut päätyliittimet dynaamisiin sovelluksiin
Tulokset olivat vaikuttavia:
- Nolla vikaa 18 kuukauden käytön jälkeen
- Huoltokustannuksia vähentää 82%
- Letkuvioista johtuvat seisokkiajat eliminoitu
- Ennustettu käyttöikä pidennetty yli 5 vuoden tavoitteen
Mitkä pneumaattisen letkun materiaalit ovat yhteensopivia sinun ja Kemiallinen ympäristö3?
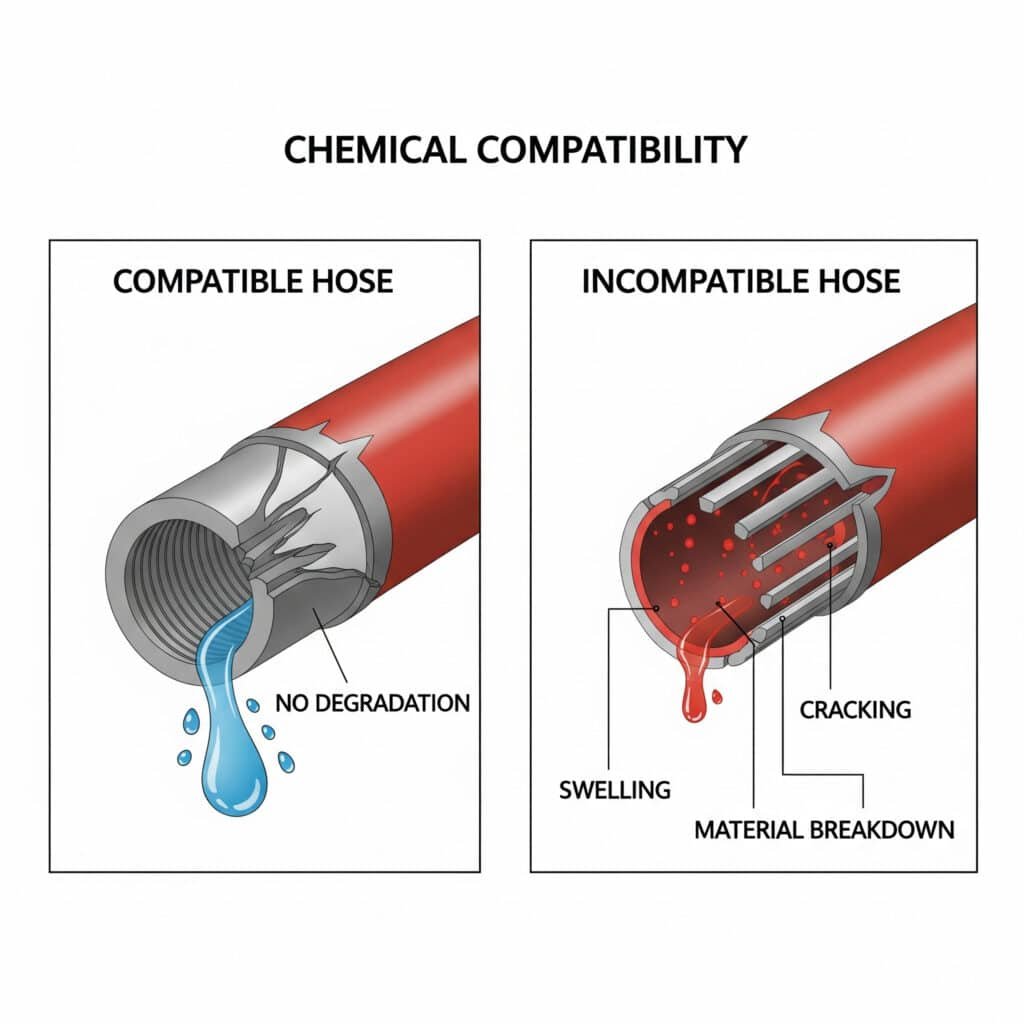
Kemiallinen yhteensopivuus on ratkaisevan tärkeää letkun pitkäikäisyyden ja turvallisuuden varmistamiseksi ympäristöissä, joissa altistutaan öljyille, liuottimille ja muille kemikaaleille.
Kemiallinen yhteensopivuus tarkoittaa letkumateriaalin kykyä kestää hajoamista, kun se altistuu tietyille aineille. Yhteensopimattomat kemikaalit voivat aiheuttaa letkumateriaalien turpoamista, kovettumista, halkeilua tai täydellistä hajoamista. Oikea valinta edellyttää, että letkumateriaalit sovitetaan yhteen sekä sisäisten väliaineiden että ulkoisten ympäristöaltistusten kanssa.
Kemiallisen yhteensopivuuden perusteet
Kemialliseen yhteensopivuuteen liittyy useita mahdollisia vuorovaikutusmekanismeja:
- Kemiallinen imeytyminen: Materiaali imee itseensä kemikaalia aiheuttaen turvotusta ja pehmenemistä.
- Kemiallinen adsorptio: Kemialliset sidokset materiaalin pintaan, jotka muuttavat ominaisuuksia
- Hapettuminen: Kemiallinen reaktio heikentää materiaalin rakennetta
- Louhinta: Kemikaalit poistavat pehmittimiä tai muita komponentteja
- Hydrolyysi: Materiaalirakenteen vesipohjainen hajottaminen
Kattava kemiallisen yhteensopivuuden pikaesimerkkitaulukko
Tämä taulukko on pikaohje tavallisista letkumateriaaleista ja kemiallisista altisteista:
| Kemialliset | Polyuretaani | Nylon | PVC | NBR (nitriili) | EPDM | FKM (Viton) |
|---|---|---|---|---|---|---|
| Vesi | A | A | A | B | A | A |
| Ilma (öljysumun kanssa) | A | A | B | A | C | A |
| Hydrauliöljy (mineraaliöljy) | B | A | C | A | D | A |
| Synteettinen hydraulineste | C | B | D | B | B | A |
| Bensiini | D | D | D | C | D | A |
| Dieselpolttoaine | C | C | D | B | D | A |
| Asetoni | D | D | D | D | C | C |
| Alkoholit (metyyli, etyyli) | B | B | B | B | A | A |
| Heikot hapot | C | C | B | C | A | A |
| Vahvat hapot | D | D | D | D | C | B |
| Heikot emäkset | B | D | B | B | A | C |
| Vahvat emäkset | C | D | C | C | A | D |
| Kasviöljyt | B | A | C | A | C | A |
| Otsoni | B | A | C | C | A | A |
| UV-altistuminen | C | B | C | C | B | A |
Luokitusavain:
- A: Erinomainen (vähäinen tai ei lainkaan vaikutusta)
- B: Hyvä (vähäinen vaikutus, soveltuu useimpiin sovelluksiin)
- C: Kohtalainen (kohtalainen vaikutus, soveltuu rajoitettuun altistumiseen).
- D: Huono (merkittävä heikkeneminen, ei suositella).
Materiaalikohtaiset kemialliset kestävyysominaisuudet
Polyuretaani
- Vahvuudet: Kestää erinomaisesti öljyjä, polttoaineita ja otsonia.
- Heikkoudet: Kestää huonosti joitakin liuottimia, vahvoja happoja ja emäksiä.
- Parhaat sovellukset: Yleinen pneumatiikka, öljypitoiset ympäristöt
- Vältä: Ketonit, klooratut hiilivedyt, vahvat hapot/emäkset.
Nylon
- Vahvuudet: Kestää erinomaisesti öljyjä, polttoaineita ja monia liuottimia.
- Heikkoudet: Huono haponkestävyys ja pitkäaikainen altistuminen vedelle.
- Parhaat sovellukset: Kuivailmajärjestelmät, polttoaineen käsittely
- Vältä: Hapot, korkean kosteuden ympäristöt
PVC
- Vahvuudet: Kestää hyvin happoja, emäksiä ja alkoholeja.
- Heikkoudet: Huono kestävyys monia liuottimia ja öljytuotteita vastaan.
- Parhaat sovellukset: Vesi, lievät kemialliset ympäristöt
- Vältä: Aromaattiset ja klooratut hiilivedyt
NBR (nitriili)
- Vahvuudet: Kestää erinomaisesti öljyjä, polttoaineita ja rasvoja.
- Heikkoudet: Huono kestävyys ketoneja, otsonia ja voimakkaita kemikaaleja vastaan.
- Parhaat sovellukset: Öljyä sisältävät ilma- ja hydrauliikkajärjestelmät
- Vältä: Ketonit, klooratut liuottimet, nitroyhdisteet
EPDM
- Vahvuudet: Kestää erinomaisesti vettä, kemikaaleja ja säänkestävyyttä.
- Heikkoudet: Erittäin heikko kestävyys öljyjä ja öljytuotteita vastaan
- Parhaat sovellukset: Ulkoilman altistuminen, höyry, jarrujärjestelmät
- Vältä: Kaikki öljypohjaiset nesteet tai voiteluaineet
FKM (Viton)
- Vahvuudet: Erinomainen kemikaalien ja lämpötilojen kestävyys
- Heikkoudet: Korkeat kustannukset, huono kestävyys tiettyjä kemikaaleja vastaan
- Parhaat sovellukset: Kovat kemialliset ympäristöt, korkeat lämpötilat
- Vältä: Ketonit, pienimolekyylipainoiset esterit ja eetterit
Kemiallisen yhteensopivuuden testausmenetelmä
Jos erityisiä yhteensopivuustietoja ei ole saatavilla, testaaminen voi olla tarpeen:
Upotustestaus
- Upotetaan materiaalinäyte kemikaaliin
- Seurataan painon ja mittojen muutoksia sekä visuaalista heikkenemistä.
- Testataan käyttölämpötilassa (korkeammat lämpötilat nopeuttavat vaikutuksia).
- Arvioi 24 tunnin, 7 päivän ja 30 päivän kuluttua.Dynaaminen testaus
- Paineistetun letkun altistaminen kemikaalille taivutuksen aikana
- Seuraa vuotoja, painehäviöitä tai fyysisiä muutoksia.
- Nopeutetaan tarvittaessa testausta kohotetuissa lämpötiloissa.
Tapaustutkimus: Kemiallinen yhteensopivuus Ratkaisu
Työskentelin hiljattain Irlannissa sijaitsevan lääketehtaan kanssa, jonka puhdistusjärjestelmässä oli usein letkuvikoja. Järjestelmässä käytettiin vaihtuvia puhdistuskemikaaleja, kuten syövyttäviä liuoksia, mietoja happoja ja desinfiointiaineita.
Heidän nykyiset PVC-letkunsa hajosivat 3-4 kuukauden käytön jälkeen, mikä aiheutti tuotantoviivästyksiä ja saastumisriskejä.
Analysoituaan heidän kemiallisen altistumisensa profiilin:
- Ensisijainen sisäinen altistuminen: (pH 12) ja happamat (pH 3) liuokset vuorotellen.
- Toissijainen altistuminen: desinfiointiaineet (peretikkahappopohjaiset).
- Ulkoinen altistuminen: Puhdistusaineet ja satunnaiset kemikaaliroiskeet.
- Lämpötila-alue: 65°C
Toteutimme kaksoismateriaaliratkaisun:
- EPDM-vuoratut letkut syövyttäviä puhdistussilmukoita varten.
- FKM-vuoratut letkut happo- ja desinfiointisilmukoita varten.
- Molemmissa on kemikaalinkestävät ulkokuoret
- Erikoisliitäntäjärjestelmä ristikontaminaation estämiseksi
Tulokset olivat merkittäviä:
- Letkun käyttöikä pidennetty yli 18 kuukauteen
- Nolla saastumistapahtumaa
- Huoltokustannukset vähenevät 70%
- Parannettu puhdistussyklin luotettavuus
Miten pikaliittimet sovitetaan yhteen optimaalisen paineen ja virtauksen ylläpitämiseksi pneumaattisissa järjestelmissä?
Pikaliittimien ja letkujen sekä järjestelmän vaatimusten asianmukainen yhteensovittaminen on ratkaisevan tärkeää paineen ja virtauksen ylläpitämiseksi.
Pikaliitin valinta vaikuttaa merkittävästi järjestelmän painehäviöön ja virtauskapasiteettiin. Alimitoitetut tai rajoittavat kytkimet voivat aiheuttaa pullonkauloja, jotka heikentävät työkalun suorituskykyä ja järjestelmän tehokkuutta. Oikea sovitus edellyttää virtauskertoimen (Cv) arvojen, paineluokkien ja liitinten yhteensopivuuden ymmärtämistä.
Pikaliittimen suorituskykyominaisuuksien ymmärtäminen
Pikaliittimet vaikuttavat pneumatiikkajärjestelmän suorituskykyyn useiden keskeisten ominaisuuksien kautta:
Virtauskerroin (Cv)4
Virtauskerroin ilmaisee, kuinka tehokkaasti liitin läpäisee ilmaa:
- Suuremmat Cv-arvot merkitsevät vähäisempää virtauksen rajoittumista
- Cv on suoraan yhteydessä kytkimen sisähalkaisijaan ja rakenteeseen.
- Rajoittavat sisäiset rakenteet voivat pienentää Cv:tä merkittävästi koosta huolimatta.
Painehäviön suhde
Painehäviö liittimen yli noudattaa tätä suhdetta:
ΔP = Q² / (Cv² × K)
Missä:
- ΔP = Painehäviö
- Q = virtausnopeus
- Cv = Virtauskerroin
- K = yksiköihin perustuva vakio
Tämä osoittaa, että:
- Painehäviö kasvaa virtausnopeuden neliön myötä.
- Virtausnopeuden kaksinkertaistaminen nelinkertaistaa painehäviön.
- Suuremmat Cv-arvot vähentävät merkittävästi painehäviötä
Pikaliittimen valintaopas sovelluksen mukaan
| Hakemus | Tarvittava virtausnopeus | Suositeltava kytkimen koko | Pienin Cv-arvo | Suurin painehäviö* |
|---|---|---|---|---|
| Pienet käsityökalut | 0-15 SCFM | 1/4″ | 0.8-1.2 | 0,3 bar |
| Keskisuuret paineilmatyökalut | 15-30 SCFM | 3/8″ | 1.2-2.0 | 0,3 bar |
| Suuret paineilmatyökalut | 30-50 SCFM | 1/2″ | 2.0-3.5 | 0,3 bar |
| Erittäin suuri virtaus | >50 SCFM | 3/4″ tai suurempi | >3.5 | 0,3 bar |
| Tarkka ohjaus | Vaihtelee | Koko <0,1 baarin pudotukselle | Vaihtelee | 0,1 bar |
*Suurimmalla määritellyllä virtausnopeudella
Kytkimen ja letkun yhteensovittamisen periaatteet
Optimaalisen järjestelmän suorituskyvyn saavuttamiseksi noudata näitä sovitusperiaatteita:
Vastaavat virtauskapasiteetit
- Kytkimen Cv:n on sallittava vähintään letkun kapasiteettia vastaava virtaus.
- Useat pienet kytkimet eivät välttämättä vastaa yhtä oikein mitoitettua kytkintä.
- Huomioi kaikki kytkimet sarjassa laskettaessa järjestelmän painehäviötä.Ota huomioon paineluokitukset
- Kytkimen paineluokituksen on täytettävä tai ylitettävä järjestelmän vaatimukset.
- Sovelletaan asianmukaisia varmuuskertoimia (tyypillisesti 1,5-2×).
- Muista, että dynaamiset painepiikit voivat ylittää staattiset arvot.Yhteyden yhteensopivuuden arviointi
- Varmista, että kierretyypit ja -koot ovat yhteensopivia
- Otetaan huomioon kansainväliset standardit, jos laitteita on useilta alueilta
- Varmista, että liitäntätapa on sopiva painevaatimusten kannalta.Ympäristötekijöiden huomioon ottaminen
- Lämpötila vaikuttaa paineluokkiin (tyypillisesti alennettu korkeammissa lämpötiloissa).
- Syövyttävät ympäristöt voivat vaatia erikoismateriaaleja
- Iskut tai tärinä voivat vaatia lukitusmekanismeja
Pikaliittimen virtauskapasiteetin vertailu
| Kytkimen tyyppi | Nimelliskoko | Tyypillinen Cv-arvo | Virtaus @ 0,5 bar pudotus* | Parhaat sovellukset |
|---|---|---|---|---|
| Standard Industrial | 1/4″ | 0.8-1.2 | 15-22 SCFM | Yleiskäyttöiset, käsityökalut |
| Standard Industrial | 3/8″ | 1.5-2.0 | 28-37 SCFM | Keskiraskaat työkalut |
| Standard Industrial | 1/2″ | 2.5-3.5 | 46-65 SCFM | Suuret paineilmatyökalut, päälinjat |
| Korkean virtauksen muotoilu | 1/4″ | 1.3-1.8 | 24-33 SCFM | Kompaktit korkean virtauksen sovellukset |
| Korkean virtauksen muotoilu | 3/8″ | 2.2-3.0 | 41-55 SCFM | Suorituskriittiset työkalut |
| Korkean virtauksen muotoilu | 1/2″ | 4.0-5.5 | 74-102 SCFM | Kriittiset suuren virtauksen järjestelmät |
| Bepto UltraFlow | 1/4″ | 1.9-2.2 | 35-41 SCFM | Premium compact -sovellukset |
| Bepto UltraFlow | 3/8″ | 3.2-3.8 | 59-70 SCFM | Suorituskykyiset työkalut |
| Bepto UltraFlow | 1/2″ | 5.8-6.5 | 107-120 SCFM | Enimmäisvirtausvaatimukset |
* 6 baarin syöttöpaineella
Järjestelmän painehäviön laskeminen
Jotta komponentit voidaan sovittaa oikein yhteen, laske järjestelmän kokonaispainehäviö:
Yksittäisten komponenttien pisaroiden laskeminen
- Letku: ΔP = (L × Q² × f) / (2 × d⁵).
- L = pituus
- Q = virtausnopeus
- f = kitkakerroin
- d = sisähalkaisija
- Liittimet/liitokset: ΔP = Q² / (Cv² × K)Kaikkien komponenttien painehäviöiden summa
- ΔP yhteensä = ΔP₁ + ΔP₂ + ... + ΔPₙ.
- Muista, että pudotukset kumuloituvat järjestelmän kautta.Tarkista hyväksyttävä kokonaispainehäviö
- Teollisuuden standardi: 10% syöttöpaine
- Kriittiset sovellukset: Enintään 5% syöttöpaine
- Työkalukohtainen: Tarkista valmistajan vähimmäispainevaatimukset
Käytännön esimerkki: Pikaliittimen optimointi
Konsultoin hiljattain Michiganissa sijaitsevaa autoteollisuuden kokoonpanotehdasta, jolla oli suorituskykyongelmia iskuvääntimiensä kanssa. Vaikka kompressorin kapasiteetti ja syöttöpaine olivat riittävät, työkalut eivät saavuttaneet määriteltyä vääntömomenttia.
Analyysi paljasti:
- Syöttöpaine kompressorissa: 7,2 bar
- Tarvittava työkalupaine: 6,2 bar
- Työkalun ilman kulutus: 35 SCFM
- Olemassa olevat asetukset: letku, jossa on tavalliset 1/4 tuuman liittimet.
Painemittaukset osoittivat:
- 0,7 baarin pudotus pikaliittimien yli
- 0,4 baarin pudotus letkun poikki
- Kokonaispainehäviö: 1,1 bar (15% syöttöpaineesta).
Päivittämällä Bepto UltraFlow -komponentteihin:
- 3/8″ suurvirtauskytkimet (Cv = 3,5)
- Optimoitu 3/8″ letkukokoonpano
- Virtaviivaistetut yhteydet
Tulokset olivat välittömiä:
- Painehäviö pienentynyt yhteensä 0,4 bariin (5,5% syöttöpaineesta)
- Työkalun suorituskyky palautetaan määrittelyn mukaiseksi
- 12% parantaa tuottavuutta
- Energiatehokkuus paranee alhaisemman syöttöpaineen ansiosta
Pikaliittimen valinnan tarkistuslista
Kun valitset pikaliittimiä, ota huomioon nämä tekijät:
Virtausvaatimukset
- Lasketaan tarvittava enimmäisvirtausnopeus
- Määritä hyväksyttävä painehäviö
- Valitse kytkin, jolla on sopiva Cv-arvoPainevaatimukset
- Järjestelmän enimmäispaineen määrittäminen
- Sovelletaan asianmukaista varmuuskerrointa
- Otetaan huomioon paineen vaihtelut ja yliaallotYhteensopivuus
- Kierteen tyyppi ja koko
- Kansainväliset standardit (ISO, ANSI jne.)
- Nykyiset järjestelmän osatYmpäristönäkökohdat
- Lämpötila-alue
- Kemiallinen altistuminen
- Mekaaninen rasitus (tärinä, iskut)Toiminnalliset tekijät
- Kytkentä-/katkaisutiheys
- Yhden käden käyttöä koskevat vaatimukset
- Turvallisuusominaisuudet (turvallinen irrotus paineen alaisena)
Päätelmä
Oikean pneumaattisen letkun ja liitäntäjärjestelmän valitseminen edellyttää ymmärrystä taivutusväsymiskyvystä, kemiallisista yhteensopivuustekijöistä ja pikaliittimien paine-virtaussuhteista. Soveltamalla näitä periaatteita voit optimoida järjestelmän suorituskyvyn, vähentää huoltokustannuksia ja varmistaa pneumatiikkalaitteiden turvallisen ja luotettavan toiminnan.
Usein kysytyt kysymykset pneumaattisten letkujen valinnasta
Miten taivutussäde vaikuttaa pneumaattisen letkun käyttöikään?
Taivutussäde vaikuttaa merkittävästi letkun käyttöikään erityisesti dynaamisissa sovelluksissa. Jos letkua käytetään alle sen pienimmän taivutussäteen, sisäputkeen ja vahvistuskerroksiin kohdistuu liiallinen rasitus, mikä nopeuttaa väsymisvikaantumista. Staattisissa sovelluksissa riittää yleensä, että letkun minimitaivutussäde pysyy määritellyn minimitaivutussäteen tasolla tai sen yläpuolella. Dynaamisissa sovelluksissa, joihin liittyy jatkuvaa taipumista, käyttöiän pidentämiseksi huomattavasti on käytettävä 2-3-kertaista vähimmäistaivutussädettä.
Mitä tapahtuu, jos käytän pneumaattista letkua sellaisen kemikaalin kanssa, joka ei sovi yhteen sen materiaalin kanssa?
Letkun käyttö yhteensopimattomien kemikaalien kanssa voi johtaa useisiin vikatilanteisiin. Aluksi letku voi turvota, pehmentyä tai värjäytyä. Kun altistuminen jatkuu, materiaali voi halkeilla, kovettua tai irrota. Lopulta tämä johtaa vuotoon, repeämiseen tai täydelliseen vikaantumiseen. Lisäksi kemiallinen hyökkäys voi heikentää letkun paineluokitusta, mikä tekee siitä vaarallisen jo ennen kuin näkyviä vaurioita ilmenee. Varmista aina kemikaalien yhteensopivuus ennen valintaa.
Kuinka suuri painehäviö on hyväksyttävä pikaliittimissä pneumaattisessa järjestelmässä?
Yleensä pikaliittimien painehäviö ei saisi ylittää 0,3 baaria (5 psi) suurimmalla virtausnopeudella useimmissa sovelluksissa. Koko pneumaattisen järjestelmän kokonaispainehäviön tulisi olla enintään 10% syöttöpaineesta (esim. 0,6 bar 6 barin järjestelmässä). Kriittiset tai tarkat sovellukset saattavat vaatia vielä pienempiä painehäviöitä, tyypillisesti 5% tai vähemmän syöttöpaineesta.
Voinko käyttää halkaisijaltaan suurempaa pikaliitintä painehäviön pienentämiseksi?
Kyllä, halkaisijaltaan suuremman pikaliittimen käyttö lisää yleensä virtauskapasiteettia ja vähentää painehäviötä. Parannus noudattaa kuitenkin epälineaarista suhdetta - halkaisijan kaksinkertaistaminen lisää virtauskapasiteettia noin nelinkertaisesti (olettaen, että sisäinen rakenne on samanlainen). Kun päivität, ota huomioon sekä liittimen nimelliskoko että sen virtauskerroin (Cv), sillä sisäinen rakenne vaikuttaa merkittävästi suorituskykyyn koosta riippumatta.
Mistä tiedän, milloin pneumaattinen letku on vaihdettava taivutusväsymisen vuoksi?
Merkkejä siitä, että pneumaattinen letku lähestyy vikaantumista taivutusväsymyksen vuoksi, ovat: ulkokuoren näkyvä halkeilu tai halkeilu erityisesti taivutuskohdissa; epätavallinen jäykkyys tai pehmeys verrattuna uuteen letkuun; muodonmuutos, joka ei korjaannu, kun paine vapautetaan; kuplien tai rakkuloiden muodostuminen taivutuskohdissa; ja lievä vuoto tai "tihkuminen" letkumateriaalin läpi. Toteuta ennaltaehkäisevä vaihto-ohjelma, joka perustuu syklien tai käyttötuntien määrään, ennen kuin nämä merkit ilmenevät.
Mitä eroa on pneumaattisten letkujen käyttöpaineella ja murtumispaineella?
Työpaine on suurin paine, jolla letku on suunniteltu toimimaan jatkuvasti normaaliolosuhteissa, kun taas murtumispaine on paine, jossa letkun odotetaan rikkoutuvan. Murtumispaine on tyypillisesti 3-4 kertaa käyttöpaine, mikä antaa varmuuskerrointa. Letkua ei saa koskaan käyttää lähellä sen murtumispaineita. Huomaa myös, että käyttöpainearvot laskevat tyypillisesti lämpötilan noustessa ja letkun ikääntyessä tai kuluessa.
-
Siinä esitetään yleiskatsaus standardiin ISO 8331, jossa määritellään menetelmä kumi- ja muoviletkujen väsymiskestävyyden testaamiseksi toistuvissa taivutusolosuhteissa, mikä on ratkaisevan tärkeää dynaamisissa sovelluksissa. ↩
-
Selittää aramidikuitujen ominaisuuksia, jotka ovat korkean suorituskyvyn synteettisten kuitujen luokka, joka tunnetaan niiden poikkeuksellisesta lujuus-painosuhteesta, lämmönkestävyydestä ja käytöstä lujitteena kehittyneissä komposiiteissa ja joustavissa materiaaleissa. ↩
-
Tarjoaa käytännöllisen työkalun tai kattavan taulukon, jonka avulla käyttäjät voivat tarkistaa eri muovien ja elastomeerien kestävyyden monenlaisia kemikaaleja vastaan, mikä on tärkeää oikean letkumateriaalin valinnassa. ↩
-
Tarjoaa teknisen määritelmän virtauskertoimelle (Cv), joka on standardoitu, dimensioton luku, joka edustaa venttiilin tai muun komponentin tehokkuutta nestevirtauksen sallimisessa ja jota käytetään painehäviön laskemiseen. ↩
