

運用コスト削減のプレッシャーが高まる中、空気圧システムへの追加投資を正当化するのに苦労していませんか?多くのメンテナンスおよびエンジニアリングマネージャーは、予算の制約と期待される性能の板挟みになり、システムの最適化による経済的メリットをどのように証明すればよいのかわからなくなっています。
戦略的 ROI1 の強化 ロッドレスシリンダー システムは、マルチシリンダーシナジー最適化、系統的な空気漏れ検知、データ駆動型スペア部品在庫モデリングを組み合わせ、運転コストを15~30%削減し、システムの信頼性を25~40%向上させながら、通常3~8ヶ月の投資回収期間を実現します。
私は最近、空圧システム全体にこれらの戦略を導入し、最初の1年間で267%という驚くべきROIを達成した包装機器メーカーと仕事をしました。彼らの経験は特別なものではありません。適切な強化戦略を適切に実施すれば、事実上どのような産業アプリケーションでもこのような結果を達成することができます。
目次
- マルチシリンダー・シナジー最適化でシステム効率を最大化するには?
- 最速のROIをもたらす空気漏れ検知技術とは?
- ダウンタイムコストを最小化するスペアパーツ在庫モデルとは?
- 結論
- ロッドレスシリンダーのROI向上に関するFAQ
マルチシリンダー・シナジー最適化でシステム効率を最大化するには?
マルチシリンダーシナジーの最適化は、空気圧システムの効率を大幅に改善する最も見過ごされている機会のひとつです。
効果的なマルチシリンダーシナジー最適化は、戦略的スロットル、協調運動プロファイリング、圧力カスケード利用を組み合わせたもので、通常、空気消費量を20~35%削減する一方で、サイクルタイムを10~15%改善し、部品寿命を30~50%延長します。
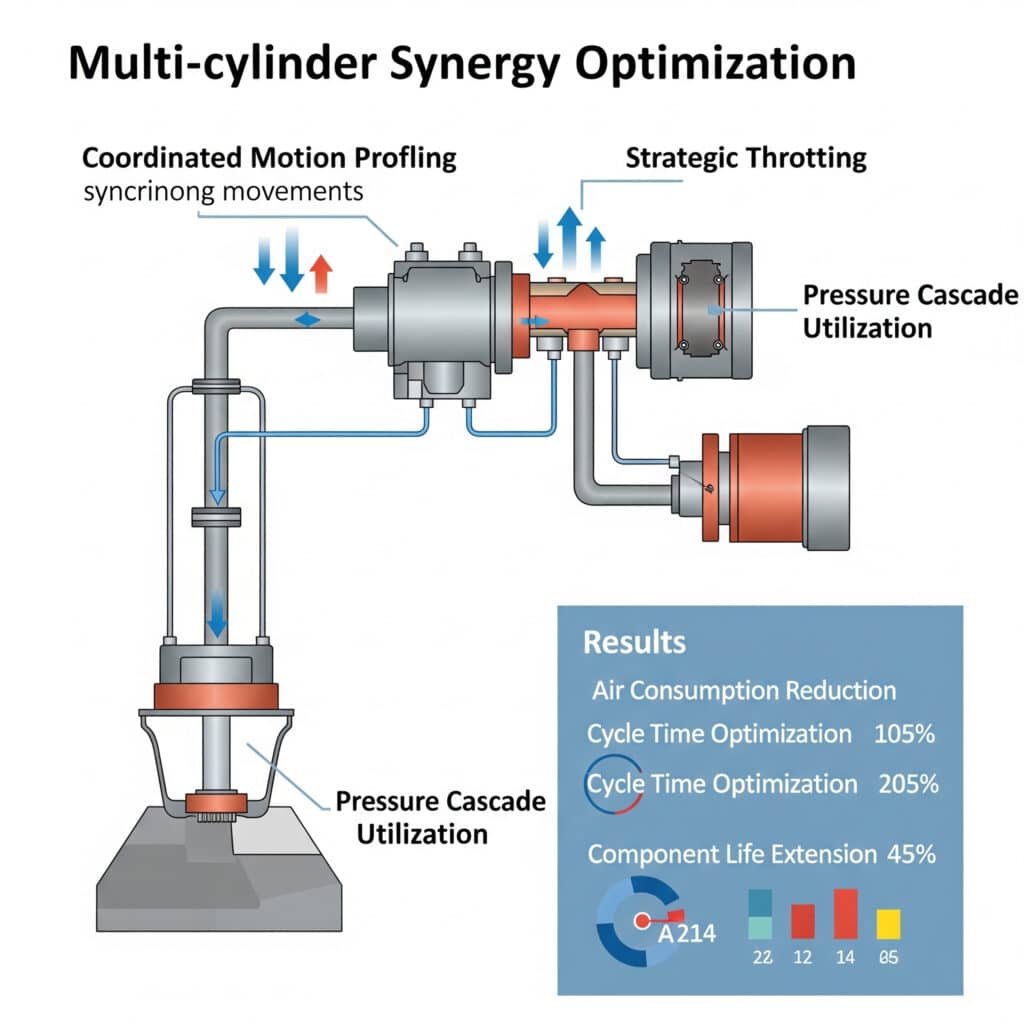
さまざまな業界で最適化戦略を実践してきた私は、ほとんどの組織が個々のシリンダー性能に注目する一方で、システムレベルの最適化がもたらす大きなメリットを見逃していることに気づいた。重要なのは、複数のシリンダーを孤立したコンポーネントとしてではなく、統合されたシステムとして捉えることである。
包括的なシナジー最適化フレームワーク
相乗効果の最適化を適切に実施するアプローチには、これらの必須要素が含まれる:
1.戦略的スロットリングの実施
複数のシリンダーで調整されたスロットルは、大きなメリットをもたらす:
| スロットル戦略 | 空気消費への影響 | パフォーマンスへの影響 | 実装の複雑さ |
|---|---|---|---|
| シリンダーごとの最適化 | 10-15% リダクション | 最小限の変化 | 低い |
| シーケンシャル・モーション・コーディネーション | 15-25% リダクション | 5-10%改良 | ミディアム |
| プレッシャー・カスケードの導入 | 20-30% リダクション | 10-15%改善 | ミディアム-ハイ |
| 動的圧力適応 | 25-35% リダクション | 15-20%改良 | 高い |
実施上の考慮事項:
- モーション・シーケンスの要件を分析する
- シリンダー間の相互依存を特定する
- クリティカルな動きとそうでない動きを見極める
- 各モーションに必要な最低圧力を設定する
2.協調動作プロファイルの開発
最適化されたモーションプロファイルにより、複数のシリンダーで効率を最大化:
シーケンス最適化技術
- 矛盾しない重なり合う動き
- 消費量の多い作業をずらす
- 動作間の滞空時間の最小化
- 加減速プロファイルの最適化ロードバランシング戦略
- ピーク時の空気消費の分散
- 圧力需要の均等化
- シリンダー間の仕事量のバランス
- 圧力変動の最小化サイクルタイムの最適化
- クリティカルパス業務の特定
- 付加価値のない動きの合理化
- 可能な限り並列オペレーションを実装する
- トランジション・タイミングの最適化
3. プレッシャー・カスケード2 利用
システム全体の圧力差を活用することで、効率が向上する:
マルチプレッシャーシステム設計
- 段階的な圧力レベルの導入
- 圧力を実際の要件に合わせる
- 圧力のステップダウン戦略の活用
- 可能な限り排気エネルギーを回収する順次圧力利用
- 二次作業に排気を使用する
- エアリサイクル技術の導入
- 高い要求から低い要求へのカスケード圧力
- バルブとレギュレーターの配置の最適化ダイナミック・プレッシャー・コントロール
- 適応的な圧力調整の実施
- 電子圧力コントローラーの活用
- 用途別圧力プロファイルの開発
- フィードバックに基づく調整の統合
実施方法
効果的なマルチシリンダーシナジー最適化を実施するには、この構造化されたアプローチに従ってください:
ステップ1:システム分析とマッピング
包括的なシステム理解から始める:
モーション・シーケンス・ドキュメンテーション
- 詳細なオペレーション・シーケンス・チャートの作成
- タイミング要件の文書化
- 動作間の依存関係を特定する
- 現在の空気消費パターンをマップする圧力要件分析
- 各作業に必要な実際の圧力を測定する
- 過圧運転の特定
- 最低圧力要件を文書化する
- 圧力変動を分析する制約の特定
- 重要なタイミング要件の決定
- 物理的干渉ゾーンの特定
- 安全への配慮を文書化する
- パフォーマンス要件の確立
ステップ2:最適化戦略の策定
オーダーメイドの最適化プランを作成する:
スロットリング戦略デザイン
- 最適なスロットル設定の決定
- 適切なスロットリングコンポーネントを選択する
- 設計実施アプローチ
- 調整手順の開発モーション・プロファイルのデザイン変更
- 最適化されたシーケンス図の作成
- 協調運動プロファイルの開発
- デザイン移行タイミング
- コントロール・パラメーターの設定圧力システムの再構成
- 設計圧力ゾーンの実施
- プレッシャー・カスケード・アプローチの開発
- 制御部品の選択
- 実装仕様書の作成
ステップ3:実施と検証
適切な検証を行い、最適化計画を実行する:
段階的実施
- 論理的な順序で変更を実行する
- 個々の最適化をテストする
- システムの変更を徐々に統合する
- 各段階でのパフォーマンスを記録するパフォーマンス測定
- 空気消費量の監視
- サイクルタイムの測定
- 圧力プロファイルを記録する
- 追跡システムの信頼性継続的な改良
- パフォーマンスデータの分析
- 少しずつ調整する
- 最適化の結果を文書化する
- 学んだことを実行に移す
実際のアプリケーション自動車組立ライン
私が最も成功したマルチシリンダー最適化プロジェクトのひとつは、24本のロッドレスシリンダーが協調シーケンスで動作する自動車組立ラインでした。その課題には次のようなものがありました:
- 過剰な空気消費による高いエネルギーコスト
- 一貫性のないサイクルタイムが生産に影響
- 信頼性の問題を引き起こす圧力変動
- コンポーネントのアップグレードのための予算が限られている
私たちは包括的な最適化戦略を実施した:
システム分析
- マッピングされた完全な操作シーケンス
- 実測された必要圧力
- 記録された空気消費パターン
- 最適化の機会を特定戦略的スロットリングの実施
- 精密流量制御装置の設置
- ディファレンシャル・スロットリングの導入
- 最適化された伸縮速度
- バランスの取れたモーションプロファイル圧力システムの最適化
- 3つの圧力ゾーン(6 bar、5 bar、4 bar)を設定
- 順次圧力利用を実施
- 電子式圧力コントローラーの設置
- アプリケーションに特化した圧力プロファイルを開発
結果は期待以上だった:
| メートル | 最適化前 | 最適化後 | 改善 |
|---|---|---|---|
| 空気消費量 | 1,240リットル/サイクル | 820リットル/サイクル | 34%リダクション |
| サイクルタイム | 18.5秒 | 16.2秒 | 12.4%改善 |
| 圧力変動 | ±0.8 bar | ±0.3 bar | 62.5%リダクション |
| シリンダー故障 | 37ドル/年 | 年間14本 | 62%リダクション |
| 年間エネルギーコスト | $68,400 | $45,200 | $23,200の節約 |
重要な洞察は、シリンダーが順番に作動することで、制約と機会の両方が生まれることを認識したことです。システムを全体的に見ることで、これらの相互作用を活用し、主要なコンポーネントを交換することなく、大幅な改善を実現することができました。この最適化により、最小限の資本投資で3.2ヶ月の投資回収期間が実現しました。
最速のROIをもたらす空気漏れ検知技術とは?
空気圧システムにおける空気漏れは、最も永続的でコストのかかる非効率のひとつですが、適切に対処すれば、最も早く投資回収できるもののひとつでもあります。
効果的なエア漏れ検知は、系統的な超音波検査、圧力減衰試験、および流量ベースの監視を組み合わせ、通常、圧縮空気生産量の20~35%を浪費する漏れを特定する一方、簡単な修理と的を絞った部品交換によって2~4ヶ月以内にROIを実現します。

私は、複数の業界にわたって漏水検知プログラムを実施してきたが、体系的な検知方法が適用されると、ほとんどの組織がその漏水の程度を発見して愕然とすることがわかった。重要なのは、時折行う事後的な検査ではなく、包括的で継続的な検知プログラムを実施することである。
包括的な漏洩検知フレームワーク
効果的な漏水検知プログラムには、以下の重要な構成要素が含まれる:
1. 超音波検査3 方法論
超音波検出は、最も汎用的で効果的なアプローチを提供する:
機材の選択とセットアップ
- 適切な超音波検出器の選択
- 周波数感度の設定
- 適切なアタッチメントとアクセサリーの使用
- 特定の環境に合わせたキャリブレーション体系的な検査手順
- 標準化されたスキャンパターンの開発
- ゾーンベースの検査ルートの作成
- 一貫した距離と角度のテクニックを確立する
- ノイズ・アイソレーション手法の導入漏洩の分類と文書化
- 重症度分類システムの開発
- 標準化された文書の作成
- デジタル記録方式の導入
- トレンド追跡手順の確立
2.圧力減衰試験の実施
圧力減衰試験は、定量的な漏れの測定を提供する:
システム・セグメンテーション・アプローチ
- システムをテスト可能なセクションに分割する
- 適切な隔離バルブの設置
- 圧力テストポイントの作成
- セクションごとの試験手順の開発測定・分析技術
- ベースライン圧力減衰率の確立
- 標準化された試験時間の導入
- 体積漏れ率の計算
- 許容しきい値との比較優先順位付けと追跡方法
- 漏水の深刻度によるセクションのランク付け
- 長期にわたる改善の追跡
- 削減目標の設定
- 検証テストの実施
3.フローベースのモニタリングシステム
継続的なモニタリングにより、漏れを継続的に検出することができる:
流量計設置戦略
- 適切な流量測定技術の選択
- 最適なメーター配置の決定
- バイパス機能の実装
- 測定パラメータの設定ベースライン消費分析
- 生産消費と非生産消費の測定
- 正常なフローパターンの確立
- 異常消費の特定
- トレンド分析の開発アラートとレスポンス・システム
- しきい値ベースのアラートの設定
- 自動通知の実装
- 対応手順の策定
- エスカレーション・プロトコルの作成
実施方法
効果的な漏洩検知を実施するには、この構造化されたアプローチに従うこと:
ステップ1:初期評価と計画
現状を包括的に理解することから始める:
ベースライン測定
- 圧縮空気の総生産量を測定する
- 現在のエネルギーコストを記録する
- 電流リークの割合を見積もる
- 節約の可能性を計算するシステムマッピング
- 包括的なシステム図の作成
- コンポーネントの位置を記録する
- リスクの高い地域を特定する
- 検査ゾーンの設定プログラム開発
- 適切な検出方法を選択する
- 検査スケジュールの作成
- ドキュメンテーション・テンプレートの作成
- 修理プロトコルの確立
ステップ2:検出の実施
検出プログラムを計画的に実行する:
超音波検査の実施
- ゾーンごとの検査の実施
- 特定された漏れをすべて文書化する
- 重症度とタイプによる分類
- 修理優先順位リストの作成圧力テストの実施
- セクションごとのテストの実施
- 漏れ率の計算
- パフォーマンスの悪いセクションの特定
- 結果と推奨事項を文書化する監視システムの展開
- 流量測定装置の設置
- 監視パラメータの設定
- ベースライン・パターンの確立
- アラートしきい値の導入
ステップ3:修理と検証
特定された漏れに体系的に対処する:
優先順位をつけた修理の実施
- 影響の大きい漏水から対処する
- 標準化された修理方法の導入
- すべての修理を記録する
- 修理費用の追跡検証テスト
- 修理後の再検査
- ドキュメントの改善
- 実際の節約額を計算する
- システム・ベースラインの更新プログラムの持続可能性
- 定期点検スケジュールの実施
- 検知方法に関するトレーニング
- 継続的なレポートの作成
- 結果を祝い、公表する
実際のアプリケーション食品加工施設
私が最も成功した漏洩検知の実装のひとつは、大規模な空気圧システムを持つ大規模な食品加工施設でした。彼らの課題は以下の通りです:
- 圧縮空気製造による高いエネルギーコスト
- 生産設備に影響を及ぼす一貫性のない圧力
- 限られたメンテナンス・リソース
- 困難な衛生要件
私たちは包括的な検出プログラムを実施した:
初回評価
- ベースライン消費量の測定値平均1,250 CFM
- 文書化された非生産消費量:480 CFM
- 推定漏出量の計算:生産量の38%
- 潜在的な節約額年間$94,500ドル検出プログラムの実施
- 全ゾーンに超音波探知機を配備
- 営業時間外の減圧テストを毎週実施
- 主要配電線に流量計を設置
- デジタル・ドキュメンテーション・システムの構築システマティック・リペア・プログラム
- 漏水量による修理の優先順位
- 標準化された修理手順を導入
- 週間修理スケジュールの作成
- 追跡され検証された結果
結果は驚くべきものだった:
| メートル | プログラム開始前 | 3ヶ月後 | 6ヶ月後 |
|---|---|---|---|
| 総空気消費量 | 1,250 CFM | 980 CFM | 840 CFM |
| 非生産的消費 | 480 CFM | 210 CFM | 70 CFM |
| リーク率 | 38% | 21% | 8% |
| 月間エネルギーコスト | $21,600 | $16,900 | $14,500 |
| 年間貯蓄額 | – | $56,400 | $85,200 |
重要な洞察は、漏水検知は一回限りのイベントではなく、継続的なプログラムでなければならないことを認識したことである。体系的な手順を実施し、結果に対する説明責任を果たすことで、この施設は卓越したパフォーマンスを達成し、維持することができた。このプログラムは、検出装置以外の設備投資を最小限に抑えながら、わずか2.7ヶ月で完全なROIを実現した。
ダウンタイムコストを最小化するスペアパーツ在庫モデルとは?
ロッドレスシリンダーのスペアパーツ在庫を最適化することは、空気圧システム管理の最も困難な側面の一つであり、在庫コストとダウンタイムリスクのバランスを慎重にとる必要がある。
効果的な予備部品在庫の最適化は、重要度に基づく在庫管理、消費量に基づく予測、ベンダー管理在庫のアプローチを組み合わせたもので、通常、在庫維持コストを25~40%削減する一方、部品の可用性を15~25%改善し、緊急調達費用を60~80%削減します。
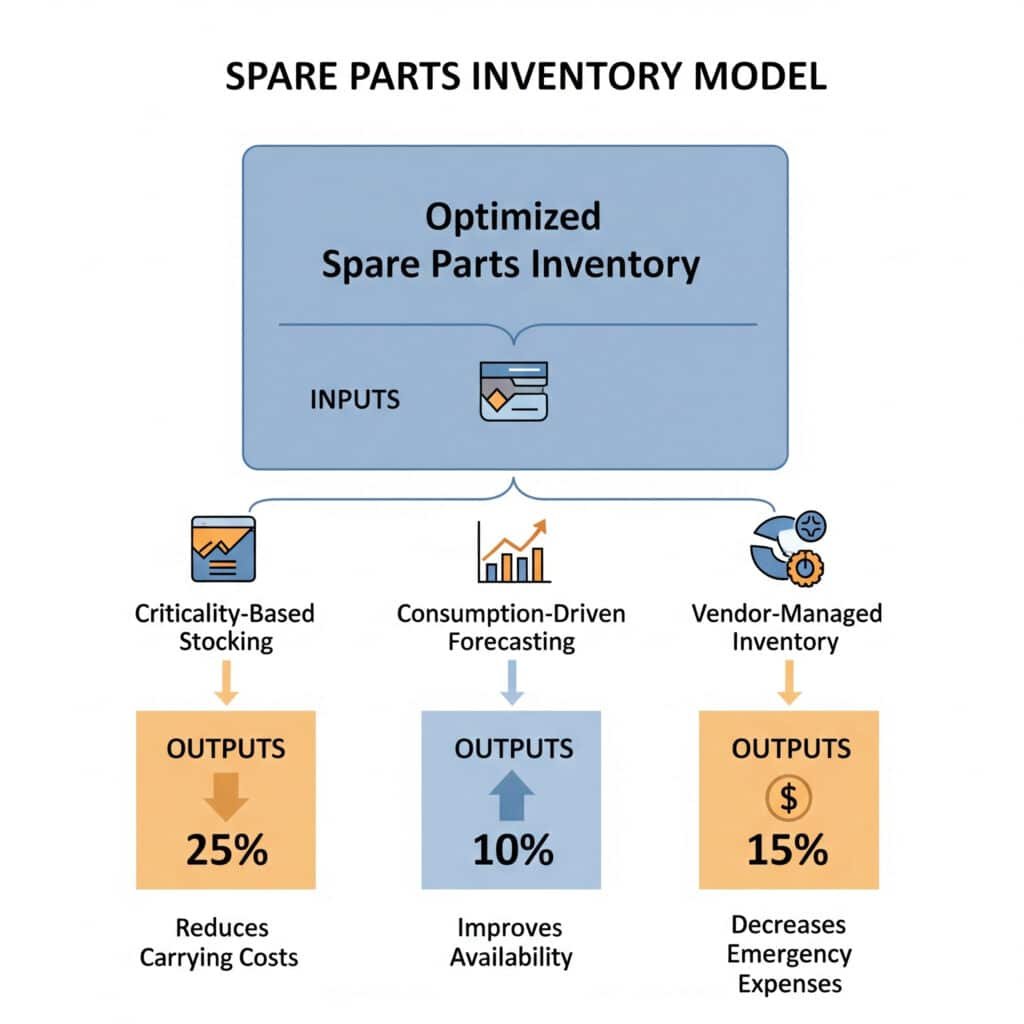
さまざまな業界で空気圧システムの在庫戦略を策定してきた経験から、ほとんどの組織が過剰在庫とダウンタイムのリスクのバランスを取るのに苦労していることがわかりました。重要なのは、在庫レベルを実際のリスクと消費パターンに一致させるデータ駆動モデルを導入することです。
包括的な在庫最適化フレームワーク
効果的なスペアパーツ在庫モデルには、次のような重要な要素が含まれる:
1. 重要度に基づく分類システム4
戦略的な部品分類により、適切な在庫決定を行う:
コンポーネントの重要性評価
- 生産インパクト評価
- 冗長性分析
- 故障の影響評価
- 回復時間の要件分類マトリックスの開発
- 多要素分類システムの構築
- クラス別在庫ポリシーの確立
- サービスレベル目標の定義
- レビュー頻度の実施ストック戦略の調整
- 在庫レベルを重要度に合わせる
- クラス別安全在庫の設定
- 迅速化のしきい値の定義
- エスカレーション手順の作成
2.消費主導型予測モデル
データ主導の予測は在庫精度を向上させます:
消費パターン分析
- 過去の使用評価
- トレンドの特定
- 季節性評価
- 生産量との相関予測モデルの開発
- 統計的予測手法
- 信頼性に基づく消費モデル
- メンテナンス・スケジュールの統合
- 生産計画の調整ダイナミックな調整メカニズム
- 予測精度のトラッキング
- 例外に基づく調整
- 継続的なモデルの改良
- 異常値管理
3. ベンダー管理在庫5 統合
戦略的なサプライヤーとのパートナーシップにより、在庫管理を最適化:
サプライヤー・パートナーシップ開発
- VMI対応サプライヤーの特定
- 期待されるパフォーマンスを確立する
- 情報共有プロトコルの開発
- 相互利益モデルの構築委託プログラムの実施
- 委託候補の決定
- 所有権の境界の設定
- 利用報告書の作成
- 支払いトリガーの作成業績管理システム
- KPIフレームワークの確立
- 定期的なレビューの実施
- 継続的改善メカニズムの構築
- 問題解決手順の開発
実施方法
効果的な在庫最適化を実施するには、この構造化されたアプローチに従ってください:
ステップ1:現状評価
既存の在庫を包括的に理解することから始める:
在庫分析
- 現行在庫のカタログ
- 文書利用履歴
- 離職率の分析
- 過剰品目と陳腐化した品目の特定クリティカリティ評価
- コンポーネントの重要性を評価する
- 故障の影響を文書化する
- リードタイムの評価
- リカバリーの要件を決定するコスト構造分析
- キャリング・コストの計算
- 緊急調達費用の文書化
- ダウンタイムコストの定量化
- ベースライン・メトリクスの確立
ステップ2:モデルの開発と実施
最適化モデルの作成と実装
分類システムの導入
- 分類基準の作成
- 部品を適切なカテゴリーに割り当てる
- クラス別の在庫方針を確立する
- 管理手順を作成する予測システム開発
- 適切な予測方法を選択する
- データ収集手順の実施
- 予測モデルの開発
- レビューと調整プロセスの構築サプライヤー統合
- 戦略的サプライヤー・パートナーの特定
- VMI協定の策定
- 情報共有の実施
- パフォーマンス測定基準の確立
ステップ3:モニタリングと継続的改善
継続的な最適化を保証する:
パフォーマンス・トラッキング
- 主要業績評価指標を監視する
- サービスレベルの追跡
- コスト改善の文書化
- 例外イベントの分析定期審査プロセス
- 定期的なレビューの実施
- 必要に応じて分類を調整する
- 予測モデルの改良
- サプライヤーのパフォーマンスを最適化する継続的改善
- 改善の機会を特定する
- プロセス強化の実施
- ベストプラクティスを文書化する
- サクセスストーリーを共有する
実際のアプリケーション製造工場
私が最も成功した在庫最適化プロジェクトのひとつは、大規模な空気圧システムを持つ製造工場でした。彼らの課題には次のようなものがありました:
- 過剰な在庫維持コスト
- 重要部品の頻繁な在庫切れ
- 高額な緊急調達費用
- 限られた収納スペース
我々は包括的な最適化アプローチを実施した:
重要度に基づく分類
- 840個の空気圧コンポーネントを評価
- 4段階のクラス分けシステムを構築
- クラス別のサービスレベル目標を設定
- 各カテゴリーの仕入れ方針を策定消費主導の予測
- 24ヶ月の利用履歴を分析
- 統計的予測モデルの開発
- 統合されたメンテナンス・スケジュール
- 例外報告の導入ベンダー・パートナーシップ開発
- 主要サプライヤーとのVMIプログラムを確立
- 高額商品の委託販売を実施
- 週次利用報告書の作成
- パフォーマンス・メトリクスの開発
その結果、在庫管理は一変した:
| メートル | 最適化前 | 最適化後 | 改善 |
|---|---|---|---|
| 在庫価格 | $387,000 | $241,000 | 38%リダクション |
| サービスレベル | 92.3% | 98.7% | 6.4%改善 |
| 緊急指令 | 年間47本 | 年間8名 | 83%リダクション |
| 年間経費 | $96,750 | $60,250 | $36,500ドル節約 |
| 部品によるダウンタイム | 87時間/年 | 12時間/年 | 86%リダクション |
重要な洞察は、すべての部品が同じ在庫アプローチに値するわけではないことを認識したことである。実際の重要度と消費パターンに基づいた多層戦略を導入することで、工場は在庫コストを削減し、同時に部品の可用性を向上させることができました。この最適化により、ROIはわずか5.2ヶ月で達成されました。
結論
マルチシリンダーシナジー最適化、系統的なエア漏れ検出、データ駆動型スペア部品在庫モデリングによるロッドレスシリンダーシステムの戦略的ROI向上は、システムの性能と信頼性を向上させながら、大幅な財務的利益をもたらします。これらのアプローチは通常、投資回収期間を年単位ではなく月単位で測定するため、予算に制約のある環境でも理想的です。
複数の業界でこれらの戦略を実施した経験から得た最も重要な洞察は、最小限の資本投資で大幅な改善が可能な場合が多いということだ。既存のシステムを全面的に入れ替えるのではなく、最適化することに重点を置くことで、組織は継続的な利益をもたらす内部能力を構築しながら、著しいROIを達成することができる。
ロッドレスシリンダーのROI向上に関するFAQ
マルチシリンダー最適化プロジェクトの典型的なROIタイムフレームは?
ほとんどのマルチシリンダー最適化プロジェクトは、エネルギー消費の削減、生産性の向上、メンテナンスコストの削減を通じて、3~8ヶ月のROIを実現します。
産業用システムでは、一般的にどれくらいの圧縮空気が漏れによって失われていますか?
産業用空気圧システムは通常、漏れによって20~35%の圧縮空気を失い、これは年間数千ドルのエネルギーの浪費に相当します。
スペアパーツの在庫で企業が犯す最大の過ちとは?
ほとんどの企業は、重要でない部品を過剰在庫するか、重要な部品を過小在庫しており、在庫戦略を実際のリスクや使用パターンに合わせることができていない。
空気漏れ検査はどのくらいの頻度で行うべきか?
四半期ごとの超音波検査、毎月の減圧検査、継続的な流量監視を実施し、最適な漏水管理と持続的な節約を実現する。
マルチシリンダーシナジーの最適化を実施するための最初のステップは?
包括的なシステムマッピングとモーションシーケンス分析から始め、変更を加える前に相互依存と最適化の機会を特定する。
-
投資の収益性を評価するために使用される重要な業績評価指標である投資利益率(ROI)の明確な定義と、その計算方法を解説。 ↩
-
圧力カスケードシステムの原理を説明。高圧アプリケーションからの排気を、別の低圧アプリケーションの電源として使用する省エネ技術である。 ↩
-
超音波リークディテクションの技術について説明。特殊なセンサーがガスの乱流によって発生する高周波音を検知することで、リーク箇所を迅速かつ正確に特定できる。 ↩
-
ABC分析とは、在庫品をその価値と重要性に基づいてA、B、Cのカテゴリーに分類し、適切な管理・統制レベルを決定する在庫分類法である。 ↩
-
サプライヤーが、買い手の場所で合意された材料の在庫を維持することに全責任を負うサプライチェーン戦略であるベンダー管理在庫(VMI)について解説。 ↩
