

お使いの空気圧フィクスチャーが、ミスアライメント、振動による品質問題、あるいは過剰な交換時間を引き起こしていませんか?これらの一般的な問題は、しばしば不適切な治具の選択から生じており、生産遅延、品質不良、メンテナンス・コストの増大につながっています。適切な空圧治具を選択することで、これらの重大な問題を即座に解決することができます。
理想的な空圧フィクスチャーは、正確なマルチジョー同期、効果的な振動減衰、既存システムとの迅速な交換互換性を提供する必要があります。適切な選択には、同期精度の基準、防振の動的特性、および迅速な交換メカニズムに対する互換性の要件を理解する必要があります。
私は最近、部品のミスアライメントと振動による欠陥のために4.2%の不良率を経験していた自動車部品メーカーに相談しました。同期と振動制御を強化した適切な空圧治具を導入した後、その不良品率は0.3%以下に下がり、スクラップや再加工のコストを年間$23万円以上削減することができました。お客様のアプリケーションに最適な空圧治具の選択について、私が学んだことをお話ししましょう。
目次
- 精密アプリケーション用マルチジョー同期精度標準の適用方法
- 最適な安定性のための防振構造動的解析
- 効率的な段取り替えのためのクイックチェンジメカニズム適合ガイド
精密アプリケーション用マルチジョー同期精度標準の適用方法
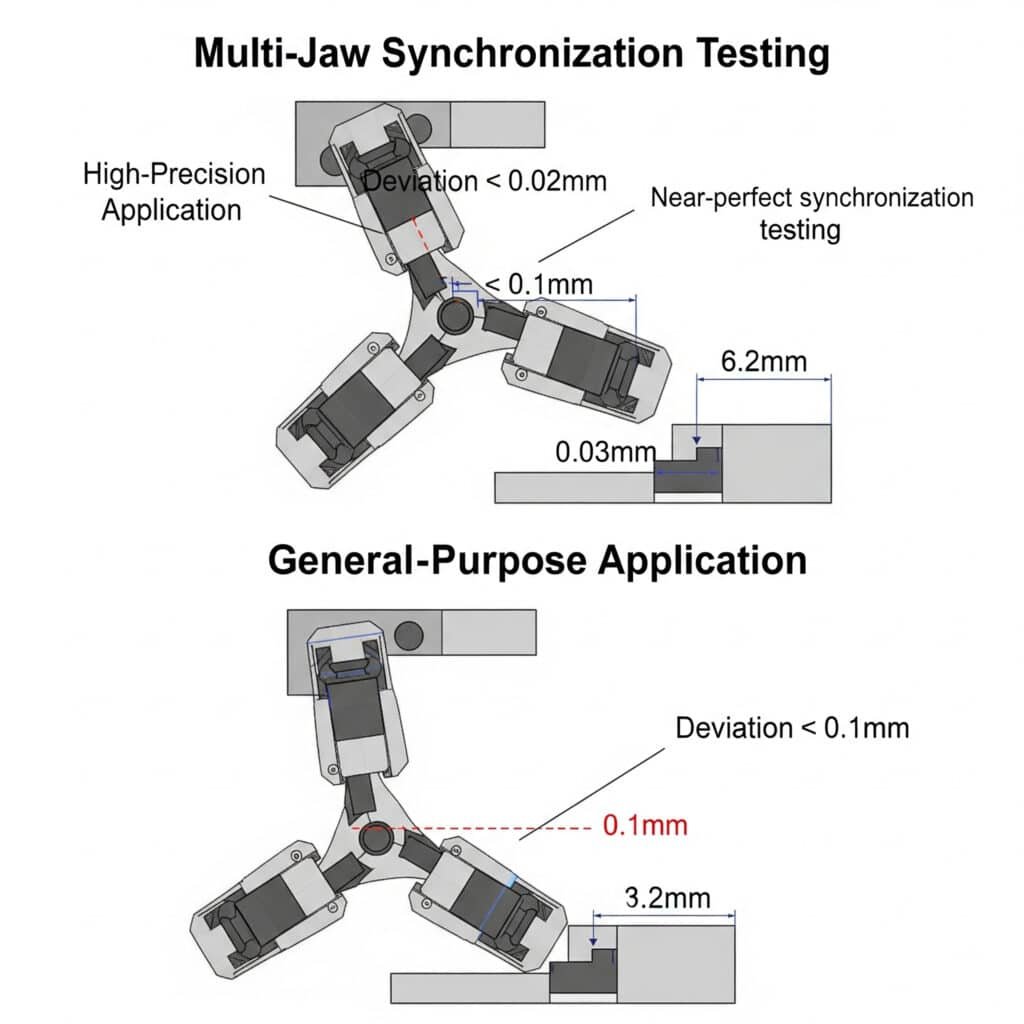
マルチジョウ空気圧式治具の同期精度は、部品の位置決め精度と生産品質全体に直接影響します。
マルチジョーの同期精度とは、クランピングサイクル中の2つのジョー間の最大位置偏差のことで、通常は100分の1mm単位で測定されます。業界標準では、アプリケーションの精度要件に基づいて許容同期公差が定義されており、高精度アプリケーションでは0.02mm以下の偏差が要求される一方、汎用アプリケーションでは0.1mmまで許容される場合があります。
同期精度基準を理解する
同期規格は、業界やアプリケーションの精度要件によって異なる:
| 産業 | アプリケーション・タイプ | 同期の許容範囲 | 測定基準 | 検査頻度 |
|---|---|---|---|---|
| 自動車 | 総会 | ±0.05-0.1mm | ISO 230-21 | 四半期 |
| 自動車 | 精密部品 | ±0.02-0.05mm | ISO 230-2 | 毎月 |
| 航空宇宙 | 一般部品 | ±0.03-0.05mm | AS9100D | 毎月 |
| 航空宇宙 | 重要部品 | ±0.01-0.02mm | AS9100D | ウィークリー |
| メディカル | 手術器具 | ±0.01-0.03mm | ISO 13485 | ウィークリー |
| エレクトロニクス | PCBアセンブリ | ±0.02-0.05mm | IPC-A-610 | 毎月 |
| 一般製造業 | 非重要部品 | ±0.08-0.15mm | ISO 9001 | 隔年 |
標準化された試験方法
マルチジョーの同期精度を測定する方法はいくつか確立されている:
変位センサー法(ISO 230-2 準拠)
これは最も一般的で信頼性の高い検査方法である:
テストセットアップ
- 高精度変位センサーを取り付けるLVDT2 または容量性)を基準フィクスチャーに取り付ける。
- 各爪を同一の相対位置で接触させる位置センサー
- センサーを同期データ収集システムに接続
- 温度安定性の確保 (20°C ±1°C)試験手順
- ジョーを全開位置にしてシステムを初期化する
- 標準操作圧力でクランプサイクルを起動する
- 動作中のすべてのジョーの位置データを記録
- テストを最低5回繰り返す
- 様々な条件下で測定する:
- 標準使用圧力
- 最低仕様圧力(-10%)
- 最高仕様圧力(+10%)
- 最大定格積載量
- 異なる速度で(調整可能な場合)データ分析
- 移動の各ポイントにおける2つのジョー間の最大偏差を計算する
- フルストロークでの最大同期誤差を決定
- 複数の試験サイクルにおける再現性の分析
- 特定のジョー間で一貫したリード/ラグのパターンを特定する。
光学測定システム
高精度のアプリケーションや複雑な顎の動きに対応:
セットアップとキャリブレーション
- 各爪に光学ターゲットを取り付ける
- 高速度カメラを配置し、すべてのターゲットを同時に撮影
- システムを校正して空間基準を確立する測定プロセス
- 顎の動きを高フレームレートで記録(500fps以上)
- 画像を処理して位置データを抽出
- サイクル全体を通して各顎の3Dポジションを計算分析指標
- ジョー間の最大位置偏差
- 角度同期精度
- 軌道の一貫性
同期精度に影響する要因
いくつかの重要な要因が、マルチ・ジョー取付け具の同期性能に影響を与える:
機械設計要因
キネマティック機構タイプ
- ウェッジ作動式:同期が良く、コンパクトな設計
- カム作動式:優れた同期性、複雑な設計
- リンケージシステム:可変同期、シンプルな設計
- ダイレクトドライブ:自然同期が悪く、補正が必要ジョー・ガイダンス・システム
- リニアベアリング:高精度、汚染に敏感
- アリ溝スライド:適度な精度、優れた耐久性
- ローラーガイド:優れた精度、優れた耐久性
- 滑り軸受:低精度、シンプルな構造製造精度
- 部品の公差
- 組立精度
- 素材の安定性
空気圧システムの要因
配気設計
- バランスのとれたマニホールド設計:均等な圧力分布のために重要
- 均等なチューブ長:タイミング差を最小化
- フローリストリクタのバランシング:機械的な違いを補正作動制御
- 圧力調整精度
- フロー制御の一貫性
- バルブ応答時間システム・ダイナミクス
- 空気圧縮効果
- 動的な圧力変動
- 流動抵抗の違い
同期補償技術
例外的な同期を必要とするアプリケーションでは、これらの補正技術を採用することができる:
機械的補償
- 初期同調のための調整可能なリンケージ
- ジョーのアライメント用精密シム
- カムプロファイルの最適化空気圧補正
- 各ジョーの個別流量制御
- 動きを制御するシーケンスバルブ
- 圧力バランシング・チャンバー高度な制御システム
- サーボ空気圧位置制御
- 電子同期モニタリング
- 適応制御アルゴリズム
ケーススタディ自動車アプリケーションにおける同期の改善
私は最近、アルミ製トランスミッションハウジングを製造する一流自動車部品メーカーと仕事をした。そのサプライヤーは、機械加工用治具の部品着座が安定せず、その結果、寸法にばらつきが生じたり、時には衝突したりすることがありました。
分析が明らかにした:
- 既存の4本爪治具の同期誤差は±0.08mm
- 最大偏差:±0.03mm
- 課題器具を完全に交換しないレトロフィット・ソリューション
包括的なソリューションを導入することによって:
- 精密にマッチしたリンケージ・コンポーネントにアップグレード
- バランス型空気分配マニホールドの設置
- ロック調整付き個別流量調整バルブの追加
- 変位センサーテストによる定期的な検証を実施
結果は有意であった:
- 同期精度が±0.025mmに向上
- 68%による部品位置決めばらつきの低減
- 治具関連のマシンクラッシュを排除
- 71%による品質不良の減少
- 7.5週間でROIを達成
最適な安定性のための防振構造動的解析
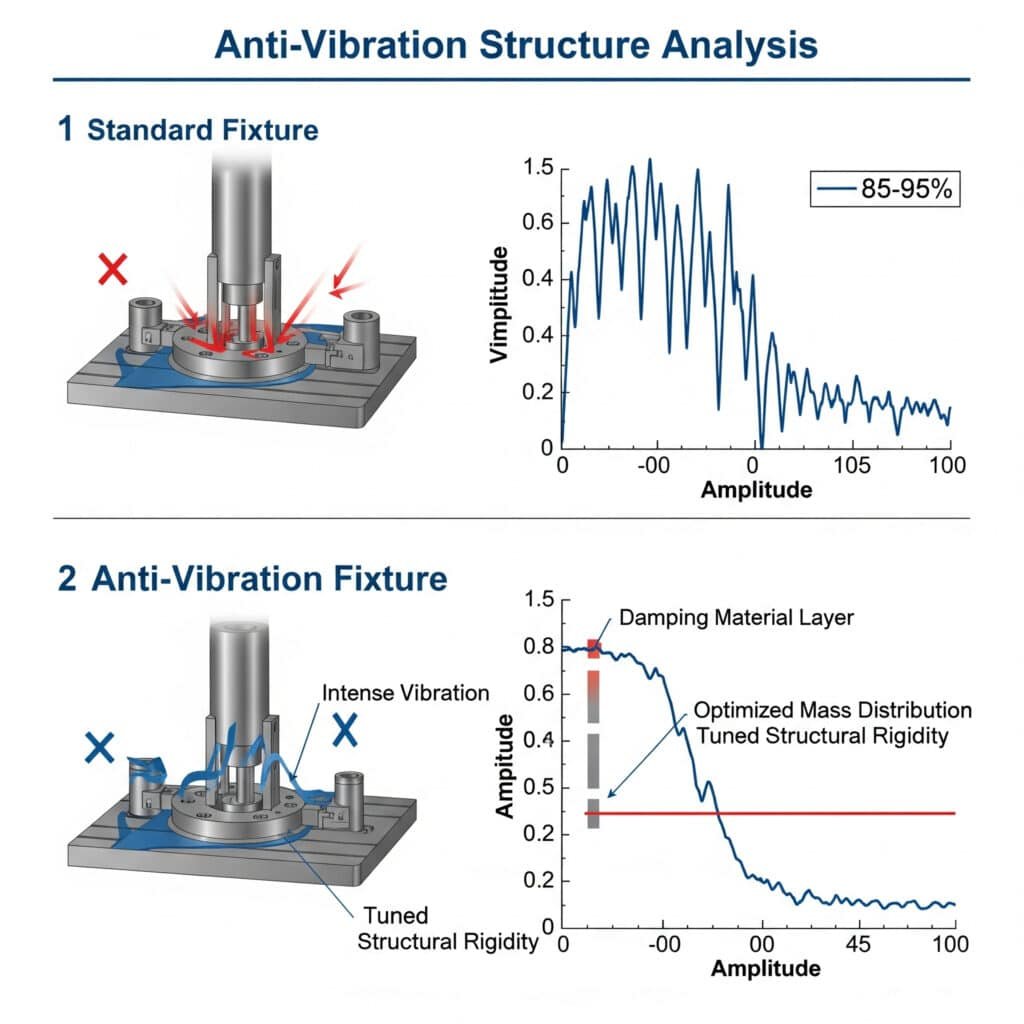
空気圧フィクスチャの振動は、加工品質、工具寿命、生産効率に大きな影響を与えます。適切な防振設計は、高精度のアプリケーションに不可欠です。
空気圧フィクスチャの防振構造は、有害な振動を最小限に抑えるために、ターゲットとなる減衰材料、最適化された質量分布、調整された動的特性を利用します。効果的な設計により、必要な治具剛性を維持しながら、重要な周波数で85~95%の振動振幅を低減し、表面仕上げの改善、工具寿命の延長、寸法精度の向上を実現します。
治具の振動ダイナミクスを理解する
治具の振動は、複数の部品と力の間の複雑な相互作用を含みます:
重要な振動の概念
- 固有振動数: 外乱を受けたときに構造物が振動しやすい固有の周波数。
- 共鳴: 加振周波数と固有周波数が一致した場合の振動の増幅
- 減衰比: 振動エネルギーの消散速度の測定値(高いほど良い)
- 感染性: 入力振動に対する出力振動の比率
- モーダル解析: 振動モードの特定とその特性
- 周波数応答関数: 異なる周波数における入力と出力の関係
重要な振動パラメータ
| パラメータ | 意義 | 測定方法 | 目標範囲 |
|---|---|---|---|
| 固有振動数 | 共鳴ポテンシャルを決定 | 衝撃試験、モーダル解析 | 動作周波数の上下>30% |
| 減衰比 | エネルギー放散能力 | 対数デクリメント、ハーフパワー | 0.05~0.15(高い方が良い) |
| 透過性 | 防振効果 | 加速度センサーの比較 | 動作周波数で<0.3 |
| 硬さ | 耐荷重と耐たわみ性 | 静的負荷試験 | アプリケーション別 |
| ダイナミック・コンプライアンス | 単位力あたりの変位 | 周波数応答関数 | 切断周波数での最小化 |
動的解析手法
治具の振動特性を分析するために、いくつかの確立された方法が存在する:
実験モード解析3
実際のフィクスチャーダイナミクスを理解するためのゴールドスタンダード:
テストセットアップ
- フィクスチャーを実際の使用状態に取り付ける
- 加速度計を戦略的な場所に設置する
- 加振には、校正されたインパクト・ハンマーまたはシェーカーを使用する。
- マルチチャンネル・ダイナミック・シグナル・アナライザーに接続試験手順
- 衝撃または掃引正弦波励振を加える
- 複数のポイントで反応を測定
- 周波数応答関数の計算
- モードパラメータ(周波数、減衰、モード形状)の抽出分析指標
- 固有周波数と動作周波数への近接性
- 臨界モードでの減衰比
- モード形状とワークとの潜在的干渉
- 典型的な加工周波数における周波数応答
操作上のたわみ形状解析
実際の使用条件下での挙動を理解するため:
測定プロセス
- 治具とワーク全体に加速度ピックアップを設置する
- 実際の加工時の振動を記録
- 位相参照測定を使用する分析技術
- 問題周波数におけるたわみ形状のアニメーション
- 最大たわみ位置の特定
- コンポーネント間の位相関係を決定する
- 品質問題との関連
防振設計戦略
効果的な防振治具は、複数の戦略を取り入れている:
構造設計のアプローチ
質量分布の最適化
- 重要な場所での質量を高める
- モーメントを最小にするための質量分布のバランス
- 用途 有限要素解析4 最適化する剛性強化
- 三角形の支持構造
- 高偏向エリアの戦略的リブ
- 最適な剛性対重量比のための材料選択ダンピングの統合
- 戦略的な位置でのレイヤー制振
- 特定の周波数用に調整されたマスダンパー
- 界面への粘弾性材料の挿入
振動制御のための材料選択
| 素材タイプ | 減衰能力 | 硬さ | 重量 | ベストアプリケーション |
|---|---|---|---|---|
| 鋳鉄 | 素晴らしい | 非常に良い | 高い | 汎用治具 |
| ポリマー・コンクリート | 傑出している | グッド | 高い | 精密加工用治具 |
| ダンピング・インサート付きアルミニウム | グッド | グッド | 中程度 | 軽量、適度な精度 |
| 拘束減衰付きスチール | 非常に良い | 素晴らしい | 高い | 重切削 |
| 複合材料 | 素晴らしい | 可変 | 低い | 特殊用途 |
防振技術
フィクスチャーを振動源から分離する:
パッシブ絶縁システム
- エラストマー・アイソレーター(天然ゴム、ネオプレン)
- 空気圧アイソレーター
- スプリングダンパーシステムアクティブ絶縁システム
- 圧電アクチュエータ
- 電磁アクチュエータ
- フィードバック制御システムハイブリッド・システム
- パッシブ/アクティブ・ソリューション
- アダプティブ・チューニング機能
ケーススタディ精密加工における防振改善
私は最近、チタン製インプラント部品を製造する医療機器メーカーに相談しました。彼らは、高速フライス加工中に一貫性のない仕上げ面と工具寿命のばらつきを経験していました。
分析が明らかにした:
- 冶具の固有振動数は220Hzで、スピンドルの振動数とほぼ一致
- 共振時の増幅率8.5倍
- 減衰力不足(レシオ0.03)
- フィクスチャー全体の不均一な振動分布
包括的なソリューションを導入することによって:
- リブパターンを最適化した再設計フィクスチャー
- プライマリー・サーフェスに拘束レイヤー・ダンピングを追加
- 220Hzをターゲットにしたチューンド・マス・ダンパーを内蔵
- 空気圧式絶縁システムの設置
結果は有意であった:
- 固有周波数を380Hzにシフト(動作範囲から離れる)
- 減衰比を0.12に変更
- 91%による振動振幅の低減
- 78%による表面仕上げの一貫性の向上
- 工具寿命を2.3倍に延長
- 高い切削パラメータにより、サイクルタイムを15%短縮
効率的な段取り替えのためのクイックチェンジメカニズム適合ガイド
クイックチェンジメカニズムは、セットアップ時間を大幅に短縮し、生産の柔軟性を高めます。
空気圧フィクスチャのクイック・チェンジ・メカニズムは、精度や安定性を犠牲にすることなく、フィクスチャの迅速な交換を可能にするために、標準化されたインターフェース・システムを利用しています。互換性のあるシステムを選択するには、必要な位置決め精度を維持しながら、既存の機器とのシームレスな統合を確実にするために、接続規格、再現性仕様、インターフェース要件を理解する必要があります。

クイック交換システムのタイプを理解する
標準化されたクイックチェンジシステムはいくつか存在し、それぞれに特徴がある:
主なクイックチェンジ規格
| システム・タイプ | インターフェース規格 | ポジショニング精度 | 負荷容量 | ロック機構 | ベストアプリケーション |
|---|---|---|---|---|---|
| ゼロ点クランプ5 | AMF/シュタルク/シュンク | ±0.005mm | 高い | 機械式/空圧式 | 精密機械加工 |
| パレットシステム | システム3R/エロワ | ±0.002-0.005mm | ミディアム | 機械式/空圧式 | EDM、研削、フライス加工 |
| Tスロットベース | ジャーゲンズ/カー・レーン | ±0.025mm | 高い | メカニカル | 一般機械加工 |
| ボールロック | ジャーゲンズ/ハルダー | ±0.013mm | ミディアムハイ | メカニカル | 多彩なアプリケーション |
| マグネティック | マグロック/エクリプス | ±0.013mm | ミディアム | 電磁 | 平らなワークピース |
| ピラミッド/コーン | VDI/ISO | ±0.010mm | 高い | 機械式/油圧式 | 重切削 |
互換性評価要因
クイックチェンジシステムの互換性を評価する際には、以下の重要な要素を考慮してください:
メカニカル・インターフェースの互換性
物理的接続規格
- 取付パターン寸法
- レシーバー/スタッド仕様
- クリアランス要件
- アライメント機能設計負荷容量のマッチング
- 定格静荷重
- 動的負荷能力
- モーメント荷重の制限
- 安全係数の要件環境適合性
- 温度範囲
- 冷却水/汚染物質への暴露
- クリーンルームの要件
- 洗浄の必要性
パフォーマンスの互換性
精度要件
- 繰返し精度仕様
- 絶対位置決め精度
- 熱安定性特性
- 長期安定性運営要因
- クランプ/アンクランプ時間
- 作動圧力要件
- モニタリング機能
- 故障モードの挙動
包括的な互換性マトリックス
このマトリックスは、主要なクイックチェンジシステム間の相互互換性を提供します:
| システム | AMF | シュンク | スターク | システム3R | エロワ | ジャーゲンズ | カー・レーン | マグロック |
|---|---|---|---|---|---|---|---|---|
| AMF | ネイティブ | アダプター | ダイレクト | アダプター | いいえ | アダプター | アダプター | いいえ |
| シュンク | アダプター | ネイティブ | アダプター | いいえ | いいえ | アダプター | アダプター | いいえ |
| スターク | ダイレクト | アダプター | ネイティブ | いいえ | いいえ | アダプター | アダプター | いいえ |
| システム3R | アダプター | いいえ | いいえ | ネイティブ | アダプター | いいえ | いいえ | いいえ |
| エロワ | いいえ | いいえ | いいえ | アダプター | ネイティブ | いいえ | いいえ | いいえ |
| ジャーゲンズ | アダプター | アダプター | アダプター | いいえ | いいえ | ネイティブ | ダイレクト | アダプター |
| カー・レーン | アダプター | アダプター | アダプター | いいえ | いいえ | ダイレクト | ネイティブ | アダプター |
| マグロック | いいえ | いいえ | いいえ | いいえ | いいえ | アダプター | アダプター | ネイティブ |
空気圧インターフェイスの要件
クイックチェンジシステムの操作には、適切な空気圧接続が必要です:
空気圧接続規格
| システム・タイプ | 接続規格 | 動作圧力 | フロー要件 | コントロール・インターフェース |
|---|---|---|---|---|
| ゼロ点 | M5/G1/8 | 5~6バール | 20~40リットル/分 | 5/2または5/3バルブ |
| パレット | M5 | 6~8バール | 15~25リットル/分 | 5/2バルブ |
| ボールロック | G1/4 | 5~7バール | 30~50リットル/分 | 5/2バルブ |
| ピラミッド | G1/4 | 6~8バール | 40~60リットル/分 | 圧力ブースター付き5/2バルブ |
混合システムの実装戦略
複数のクイックチェンジスタンダードを持つ施設向け:
標準化評価
- 既存システムの棚卸し
- 性能要件を評価する
- 移行可能性の判断移行アプローチ
- 直接交換戦略
- アダプター・ベースの統合
- ハイブリッド・システムの導入
- 段階的移行計画必要書類
- インターフェース仕様
- アダプターの要件
- 圧力/流量仕様
- メンテナンス手順
ケーススタディクイックチェンジシステムの統合
私は最近、複数の産業向けの部品を製造する受託製造業者と仕事をした。彼らは、過剰な切り替え時間と、異なる製品ラインを切り替える際の一貫性のないポジショニングに悩んでいました。
分析が明らかにした:
- 12台のマシンに3つの互換性のないクイック交換システム
- 平均交換時間42分
- 段取り替え後の位置決め再現性の問題
- 空気圧接続の複雑さ
包括的なソリューションを導入することによって:
- ゼロポイントクランプシステムを標準化
- レガシー・フィクスチャー用のカスタム・アダプターを開発
- 標準化された空気圧インターフェースパネルを作成
- 色別接続システムの導入
- 視覚的作業指示書の作成
結果は印象的だった:
- 平均交換時間を8.5分に短縮
- 位置決め繰り返し精度が±0.008mmに向上
- 接続エラーの解消
- 14%によるマシン稼働率の向上
- ROIは4.2ヶ月で達成
包括的な空気圧フィクスチャー選択戦略
どのような用途にも最適な空気圧フィクスチャーを選択するには、この統合されたアプローチに従ってください:
精度要件を定義する
- 必要な部品の位置決め精度を決定する
- 重要な寸法と公差を特定する
- 許容振動限度を設定する
- 切り替え時間の目標を定める運用状況の分析
- 加工力と振動の特性評価
- 環境要因を記録する
- ワークフローと切り替え要件のマップ
- 互換性の制約を特定する適切な技術を選択する
- 精度の必要性に応じて同期メカニズムを選択
- 動的解析に基づく防振機能の選択
- 互換性に基づいてクイック交換システムを決定選択を検証する
- 可能であれば試作品テスト
- 業界標準とのベンチマーク
- 期待されるROIとパフォーマンスの向上を計算する
統合選択マトリックス
| 応募資格 | 推奨同期 | 防振アプローチ | クイック交換システム |
|---|---|---|---|
| 高精度、軽加工 | カム式(±0.01~0.02mm) | 減衰を調整した複合構造 | 精密ゼロ点 |
| 中精度、重切削 | ウェッジ作動(±0.03~0.05mm) | 拘束層減衰付き鋳鉄 | ボールロックまたはピラミッド |
| 汎用、頻繁な交換 | リンケージシステム(±0.05~0.08mm) | 戦略的リブ付きスチール | Tスロット・ベース・システム |
| 高速、振動に強い | 補正付きダイレクト・ドライブ | アクティブ・ダンピング・システム | 精密パレットシステム |
| 大型部品、中程度の精度 | 空気圧同期 | 質量の最適化と分離 | 頑丈なゼロポイント |
結論
最適な空圧フィクスチャーを選択するには、マルチジョー同期規格、防振動的特性、クイックチェンジ互換性要件を理解する必要があります。これらの原則を適用することで、どのような製造アプリケーションにおいても、正確な部品位置決めを実現し、有害な振動を最小限に抑え、交換時間を短縮することができます。
空気圧フィクスチャーの選択に関するFAQ
本番環境でマルチジョー同期をテストする頻度は?
一般的な製造用途では、四半期ごとに同期をテストする。精密な用途(医療、航空宇宙)には、毎月テストを実施。公差が厳しい(<0.02mm)重要な用途の場合は、毎週検証を実施する。メンテナンス、圧力変更、品質問題が発生した場合は、必ずテストを行ってください。校正された変位センサーを使用し、結果を品質システムに文書化する。正式な測定の合間に、毎日のオペレーターによる検証のための簡単なゴー/ノー・ゴー・テストの実施を検討してください。
既存の器具のための最も費用対効果の高い防振ソリューションは何ですか?
既存の器具の場合、拘束層制振は一般的に最も費用対効果の高い改修ソリューションです。タップ試験やモーダル解析によって特定された振動の多い部分に、薄い金属拘束層を持つ粘弾性ポリマーシートを貼ります。問題となる振動モードでたわみが最大となる部分に焦点を当てます。この方法により、通常、わずかなコストで50~70%の振動を低減することができます。さらに効果を上げるには、戦略的な位置に質量を追加し、治具と機械テーブルの間に絶縁マウントを実装することを検討してください。
同じ製造セル内で異なるクイックチェンジシステムを混在させることはできますか?
しかし、それには慎重な計画とアダプター戦略が必要だ。まず、精度要件と既存の投資に基づいて「プライマリ」システムを特定する。次に、セカンダリーシステムを統合するために専用アダプターを使用します。アダプターの積み重ねが、精度と剛性に与える影響を文書化する。ミスマッチを防ぎ、すべてのシステムで空気圧接続を標準化するために、明確な視覚的識別システムを作成します。長期的な効率のために、フィクスチャーを交換する際に、単一のシステムで標準化する移行計画を立てる。
-
数値制御工作機械の位置決め精度と繰返し精度の試験方法を規定したISO 230-2規格の概要を説明。 ↩
-
高精度で信頼性の高い直線変位測定に使用される電気変圧器の一種であるLVDT(Linear Variable Differential Transformer)の動作原理を解説。 ↩
-
振動試験データに基づいて構造物のモードパラメータ(固有振動数、減衰比、モード形状)を決定するプロセスである実験モード解析(EMA)について解説。 ↩
-
設計段階において、製品や部品が実際の力、振動、熱、その他の物理的影響に対してどのように反応するかをシミュレートするための強力な計算手法である有限要素解析(FEA)について解説。 ↩
-
ゼロ点クランプシステムの原理について詳しく解説。モジュラーワークホールド技術の一種であり、治具やワークピースの位置決めや固定に、高精度で再現性が高く、迅速な方法を提供します。 ↩
