

空気圧機器には絶対的な信頼性が必要だが、従来の信頼性試験ではプロジェクトが数カ月遅れてしまう。一方、生産期限は間近に迫り、経営陣からは昨日中に結果を出せというプレッシャーがかかります。この信頼性検証のギャップは、莫大なリスクを生み出します。
効果的 空気圧シリンダー 信頼性検証の組み合わせ 加速振動試験1 適切なスペクトルの選択、標準化された塩水噴霧暴露サイクル、包括的な故障モード解析により、統計的信頼性を維持しながら、数ヶ月に及ぶ実環境での検証を数週間に短縮することができます。
昨年、私はスイスのある医療機器メーカーに相談した。生産ラインの準備はできていたが、ロッドレス空気圧シリンダーが少なくとも5年間は精度を維持できることを検証しなければ、立ち上げることができなかった。私たちの加速検証アプローチを使用することで、6ヶ月かかっていた試験をわずか3週間に短縮することができ、システムの信頼性を完全に信頼したまま、スケジュール通りに立ち上げることができました。
目次
振動試験の加速度スペクトルを正しく選択するには?
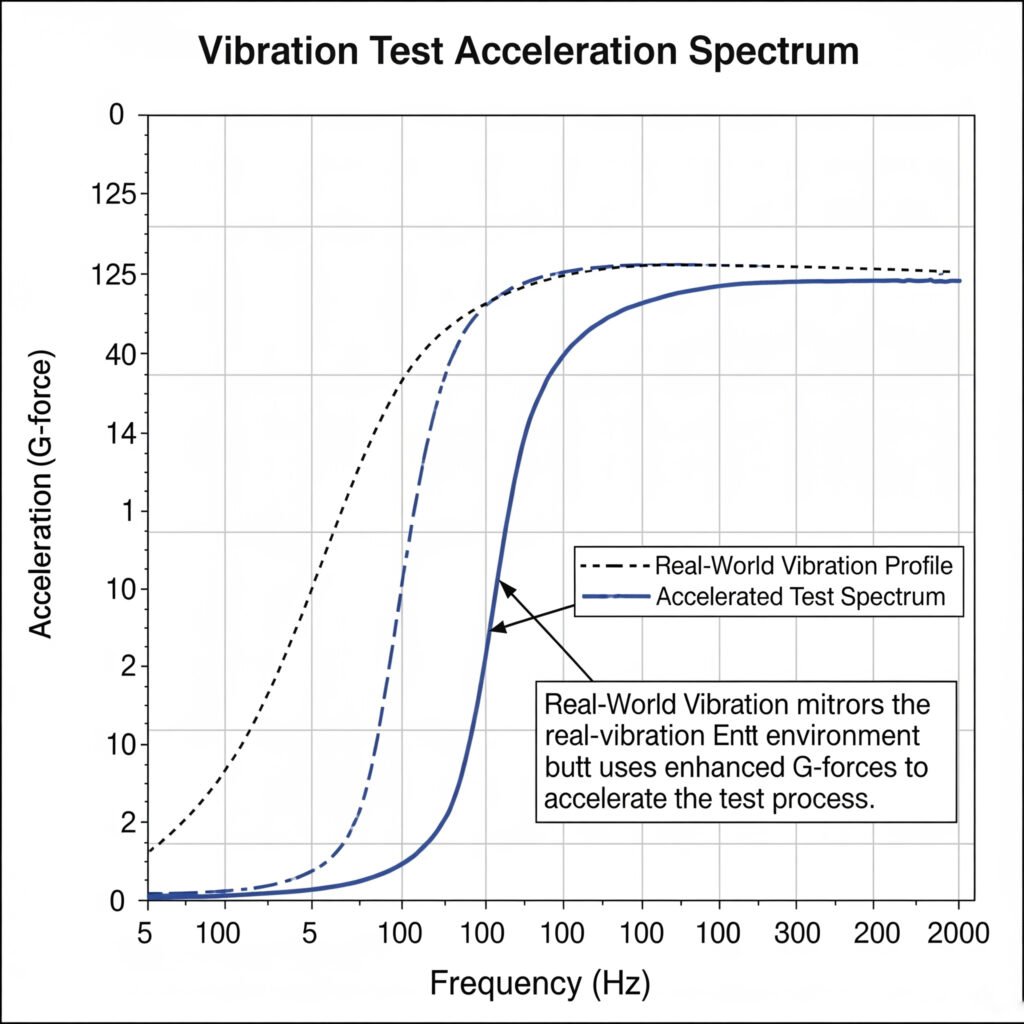
振動試験スペクトルの選択を誤ることは、信頼性検証において最もよく見られる間違いの一つです。振動スペクトルがアグレッシブすぎて現実離れした故障を引き起こすか、あるいは穏やかすぎて実使用時に現れる重要な弱点を見逃してしまうかのどちらかです。
最適な振動試験の加速度スペクトルは、試験を加速するために力を増幅させながら、特定のアプリケーション環境に適合させる必要があります。空気圧システムの場合、5-2000 Hzをカバーするスペクトルと、設置環境に基づいた適切なG力増倍率が、最も正確な予測結果を提供します。
振動プロファイル・カテゴリーを理解する
何百もの空気圧システムの設置を分析した結果、私は振動環境をこれらのプロファイルに分類しました:
| 環境カテゴリー | 周波数範囲 | ピークGフォース | テスト期間係数 |
|---|---|---|---|
| 軽工業 | 5-500 Hz | 0.5-2G | 1x |
| 一般製造業 | 5-1000 Hz | 1-5G | 1.5x |
| 重工業 | 5-2000 Hz | 3-10G | 2x |
| 運輸/モバイル | 5-2000 Hz | 5-20G | 3x |
スペクトル選択方法
クライアントが適切なバイブレーション・スペクトルを選択するのをサポートするとき、私は次の3段階のプロセスに従う:
ステップ1:環境の特徴づけ
まず、アプリケーション環境における実際の振動プロファイルを測定または推定します。直接測定できない場合は、業界標準を出発点としてください:
- 産業機械用ISO 20816
- MIL-STD-810G2 輸送用
- 一般電子機器用 IEC 60068
ステップ2:加速度係数の決定
試験時間を短縮するためには、振動力を増幅する必要がある。この原理は以下の通りです:
試験時間 = (実使用時間 × 実測G-Force²) ÷ (試験G-Force²)
例えば、2Gでの5年間(43,800時間)の稼働をわずか168時間(1週間)でシミュレートするには、次のようなテストが必要になる:
Gフォース=√[(43,800×2²)÷168]=約32.3G
ステップ3:スペクトラム・シェイピング
最後のステップは、アプリケーションに合わせて周波数スペクトルを形成することです。これは、設計によって共振周波数が異なるロッドレス空圧シリンダーにとって非常に重要です。
ケーススタディ包装機器の検証
私は最近、ドイツのある包装機器メーカーと仕事をした。そのメーカーは、ロッドレスシリンダーの現場で約8ヵ月後に謎の故障に見舞われていた。標準的なテストでは問題は特定されなかった。
装置の実際の振動プロファイルを測定することで、シリンダー設計の部品を刺激している873Hzの共振周波数を発見しました。私たちは、この周波数範囲を強調したカスタム試験スペクトルを開発し、加速試験の72時間以内に不具合を再現しました。メーカーは設計を修正し、問題は他の顧客に影響を与える前に解決した。
振動試験実施のヒント
最も正確な結果を得るためには、以下のガイドラインに従ってください:
多軸試験
故障は多くの場合、明らかでない方向で発生するため、3軸すべてで順次試験を行う。特にロッドレスシリンダーの場合、ねじり振動は、純粋な直線振動では見逃してしまうような故障を引き起こす可能性があります。
温度に関する考察
周囲温度と最高使用温度の両方で振動試験を実施してください。高温と振動を組み合わせることで、振動のみの場合よりも2.3倍速く故障を発見できることが分かっています。
データ収集方法
これらの測定ポイントを総合的なデータに利用する:
- 取り付け部の加速度
- スパン中間点と終点での変位
- 振動時の内圧変動
- テスト前、テスト中、テスト後のリーク率
塩水噴霧試験サイクルとは?
塩水噴霧試験は、空気圧コンポーネントの検証においてしばしば誤解され、誤った適用がなされています。多くのエンジニアは、実際の現場条件との相関関係を理解することなく、単に標準的な試験時間に従っています。
最も予測可能な塩水噴霧試験サイクルは、お客様の特定の使用環境の腐食要因に適合します。ほとんどの産業用空気圧アプリケーションでは、5% NaCl噴霧(35℃)と乾燥期間を交互に繰り返すサイクル試験により、連続噴霧法よりも実環境での性能との相関性が大幅に向上します。

テスト時間とフィールド・パフォーマンスの相関
この比較表は、さまざまな塩水噴霧試験方法が、さまざまな環境における実際の暴露とどのように相関するかを示しています:
| 環境 | 連続 ASTM B1173 | サイクリックISO 9227 | 修正ASTM G85 |
|---|---|---|---|
| 屋内産業用 | 24時間=1年 | 8h = 1年 | 12時間=1年 |
| アウトドア アーバン | 48時間=1年 | 16h = 1年 | 24時間=1年 |
| 沿岸 | 96h = 1年 | 32h = 1年 | 48時間=1年 |
| マリン/オフショア | 200h = 1年 | 72h = 1年 | 96h = 1年 |
テストサイクル選択の枠組み
塩水噴霧試験について顧客にアドバイスする際、私は部品の種類と用途に基づいてこれらのサイクルを推奨している:
標準コンポーネント(アルミニウム/スチール、基本仕上げ)
| 申し込み | 試験方法 | サイクル詳細 | 合格基準 |
|---|---|---|---|
| 屋内用 | ISO 9227 NSS | 24時間スプレー、24時間ドライ×3サイクル | 赤さびなし、<5% 白さびあり |
| 一般産業 | ISO 9227 NSS | 48時間スプレー、24時間ドライ×4サイクル | 赤さびなし、<10% 白さびあり |
| 過酷な環境 | ASTM G85 A5 | スプレー1時間、ドライ1時間×120サイクル | 母材腐食なし |
プレミアム・コンポーネント(強化腐食保護)
| 申し込み | 試験方法 | サイクル詳細 | 合格基準 |
|---|---|---|---|
| 屋内用 | ISO 9227 NSS | 72時間スプレー、24時間ドライ×3サイクル | 目に見える腐食なし |
| 一般産業 | ISO 9227 NSS | 96時間スプレー、24時間ドライ×4サイクル | 赤さびなし、<5% 白さびあり |
| 過酷な環境 | ASTM G85 A5 | スプレー1時間、ドライ1時間×240サイクル | 目に見える腐食なし |
検査結果の解釈
価値ある塩水噴霧試験の鍵は、結果を適切に解釈することである。ここで何を見るべきか:
ビジュアル・インジケータ
- 白錆:亜鉛表面の初期インジケーター。
- レッド/ブラウン・ラスト:ベースメタル腐食、コーティング不良を示す
- ブリスター:塗膜の付着不良または表面腐食を示す。
- スクライブからのクリープ:損傷箇所のコーティング保護対策
パフォーマンス影響評価
塩水噴霧試験後は、必ずこれらの機能面を評価する:
- シールの完全性:暴露前後のリーク率を測定
- 作動力:試験前と試験後で必要な力を比較
- 表面仕上げ:相手部品に影響を与える可能性のある変更を評価する。
- 寸法安定性:腐食による膨張や歪みのチェック
ケーススタディ自動車部品試験
ある大手自動車部品サプライヤーは、中東諸国に輸出される車両の空気圧部品の早期腐食不良に悩まされていました。標準的な96時間の塩水噴霧試験では、問題を特定できませんでした。
我々は、それを含む修正された周期的テストを実施した:
- 4時間の塩水噴霧(35℃で5% NaCl)
- 湿度30%で60℃、4時間乾燥
- 95% RHで50℃、16時間の湿度暴露
- 10サイクル繰り返す
このテストは7日以内に故障メカニズムを特定することに成功し、高温と塩分の組み合わせが特定のシール材を破壊していることを明らかにした。より適切なコンパウンドに変更したところ、現場での故障は94%減少した。
どのようにすれば エフエムエー4 現場での失敗を未然に防ぐ?
FMEA(Failure Mode and Effects Analysis:故障モード影響解析)は、強力な信頼性ツールではなく、事務処理として扱われることが多い。私がレビューするFMEAのほとんどは、過度に一般的であるか、あるいは非常に複雑であるため、実際には使い物にならない。
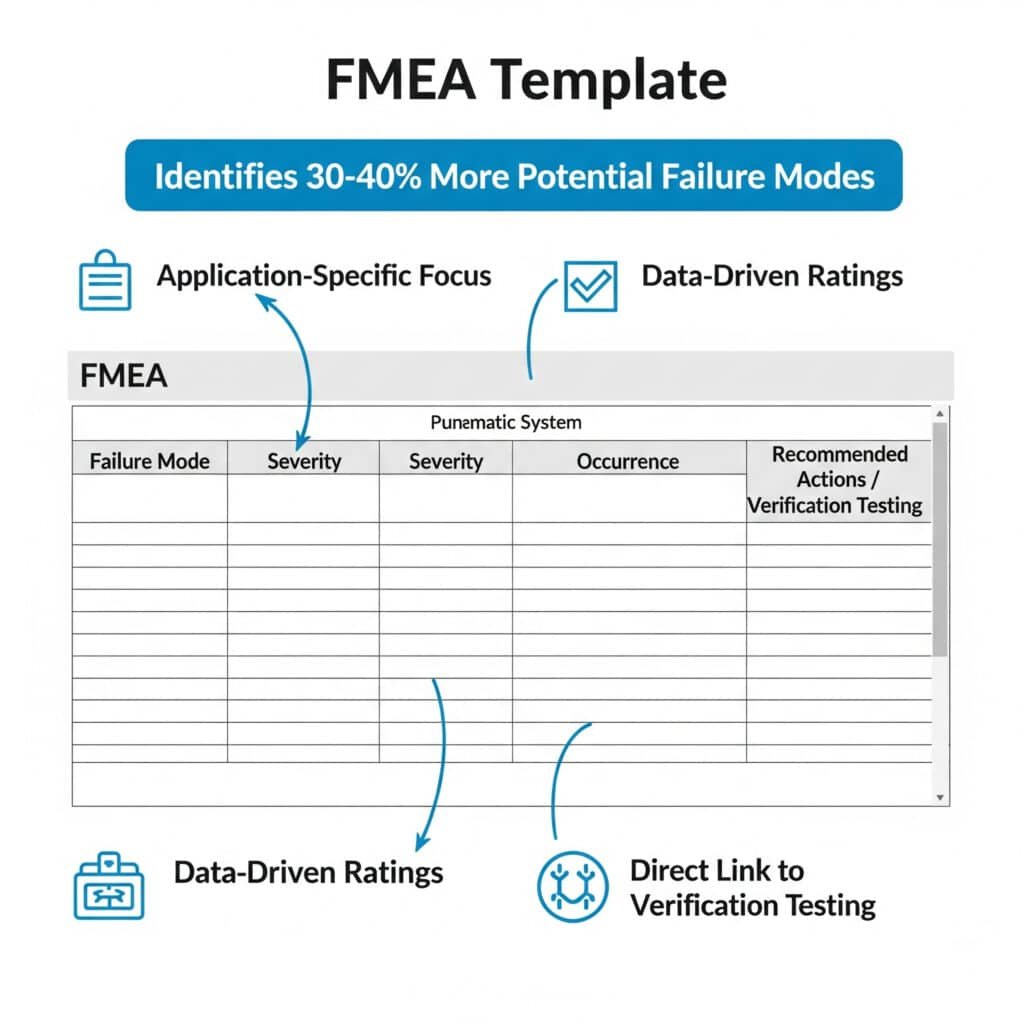
空気圧システムのための効果的なFMEAは、アプリケーションに特化した故障モードに焦点を当て、データに基づいた評価を用いて可能性と結果の両方を定量化し、検証試験方法に直接リンクさせます。このアプローチにより、一般的なテンプレートよりも多くの潜在的故障モードが特定されます。
空気圧機器のFMEA構造
空気圧システム用の最も効果的なFMEAテンプレートには、以下の重要な要素が含まれています:
| セクション | 目的 | 主なメリット |
|---|---|---|
| コンポーネント内訳 | すべての重要部品の特定 | 包括的な分析を保証 |
| 機能説明 | 意図するパフォーマンスを定義する | 失敗の定義を明確にする |
| 故障モード | 機能の具体的な失敗例を挙げる | ターゲットを絞ったテストを実施 |
| 効果分析 | システムとユーザーへの影響 | 重要課題の優先順位付け |
| 原因分析 | 根本原因を特定する | 予防措置を指示する |
| 現在のコントロール | 既存のセーフガードの文書化 | 努力の重複を防ぐ |
| リスク優先順位番号5 | 総合的なリスクの定量化 | 最も高いリスクにリソースを集中 |
| 推奨される措置 | 緩和策を明記 | 実行可能な計画を立てる |
| 検証方法 | 特定のテストへのリンク | 適切なバリデーションの確保 |
アプリケーション固有の故障モードの開発
一般的なFMEAでは、特定のアプリケーションを考慮していないため、最も重要な故障モードを見逃してしまうことがよくあります。包括的な故障モードの開発には、この方法をお勧めします:
ステップ1:機能分析
各コンポーネントの機能を具体的な性能要件に分解する:
ロッドレス空圧シリンダーの場合、機能は以下の通り:
- 指定された力で直線運動を提供する
- 位置精度を公差内に保つ
- 漏れのない圧力保持
- 速度パラメーターの範囲内で操作する
- 負荷がかかってもアライメントを維持
ステップ2:環境要因マッピング
各機能について、これらの環境要因がどのように故障を引き起こす可能性があるかを検討する:
| ファクター | 潜在的な影響 |
|---|---|
| 温度 | 材料特性の変化、熱膨張 |
| 湿度 | 腐食、電気的問題、摩擦の変化 |
| 振動 | 緩み、疲労、共鳴 |
| 汚染 | 摩耗、詰まり、シールの損傷 |
| 圧力変動 | 応力、変形、シール不良 |
| サイクル周波数 | 疲労、熱蓄積、潤滑破壊 |
ステップ3:相互作用分析
コンポーネントが互いに、そしてシステムとどのように相互作用するかを考える:
- コンポーネント間のインターフェイスポイント
- エネルギー伝達経路
- 信号/制御の依存関係
- 材料適合性の問題
リスク評価手法
従来のRPN(リスク優先度番号)計算では、リスクの優先順位を正確につけられないことが多い。私はこの強化されたアプローチを推奨する:
重症度評価(1~10)
これらの基準に基づいている:
1-2:影響はごくわずか、顕著な影響はない
3-4:軽微な影響、わずかなパフォーマンス低下
5-6:中程度の影響、機能性の低下
7-8:大きな影響、大幅なパフォーマンス低下
9-10:重大な影響、安全上の懸念、または完全な故障
発生率(1~10)
データに基づいた確率に基づいている:
1:100万サイクルあたり1未満
2-3:100万サイクルあたり1-10
4~5:10万サイクルあたり1~10個
6-7:10,000サイクルあたり1-10回
8-10:>1,000サイクルあたり1回以上
検出の評価(1~10)
検証能力に基づく:
1-2:顧客に影響を与える前の確実な検知
3-4:高い確率で検出される
5-6:検出の可能性は中程度
7-8:検出確率が低い
9-10:現在の方法では検出できない
FMEAと検証テストのリンク
適切なFMEAの最も価値ある側面は、検証試験への直接的なリンクを作成することである。各不具合モードについて、次のように指定する:
- 試験方法:この故障モードを検証する特定のテスト
- テスト・パラメーター:必要な正確な条件
- 合否基準:定量的受け入れ基準
- サンプルサイズ:統計的信頼性要件
ケーススタディFMEA主導の設計改善
デンマークのある医療機器メーカーは、正確な位置決めのためにロッドレス空気圧シリンダーを使用する新しい機器を開発していた。最初のFMEAは一般的なもので、いくつかの重要な故障モードを見逃していた。
当社のアプリケーション固有のFMEAプロセスを使用して、振動がシリンダーのベアリング・システムに徐々にミスアライメントを引き起こす可能性のある潜在的な故障モードを特定しました。これは、標準的なテストでは把握できませんでした。
私たちは、2週間で5年間の稼働をシミュレートする振動とサイクルの複合試験を開発しました。このテストでは、医療用途では受け入れがたいような性能低下が徐々に明らかになりました。ベアリングの設計を変更し、二次アライメント機構を追加することで、この問題は製品発売前に解決されました。
結論
空気圧システムの効果的な信頼性検証には、熟考して選択された振動試験スペクトル、アプリケーションに適した塩水噴霧試験サイクル、および包括的な故障モード解析が必要です。これら3つのアプローチを統合することで、検証時間を大幅に短縮すると同時に、長期信頼性に対する信頼性を高めることができます。
信頼性検証に関するFAQ
信頼性の高い空圧部品試験に必要な最小サンプルサイズは?
ロッドレスシリンダーのような空圧部品の場合、統計的信頼性を確保するためには、適格性試験用に少なくとも5ユニット、継続的な品質検証用に3ユニットの試験が必要である。重要なアプリケーションでは、より低い確率の故障モードを検出するために、10~30ユニットのより大きなサンプルが必要になる場合があります。
信頼性試験における適切な加速係数はどのように決定するのですか?
適切な加速係数は、試験対象の故障メカニズムによって異なる。機械的摩耗の場合、2~5倍が一般的です。熱老化の場合は10倍が一般的です。振動試験では、5~20倍の係数を適用することができます。これ以上の倍率は、非現実的な故障モードを誘発する危険性があります。
塩水噴霧試験の結果は、数年後の実際の耐食性を予測できるか?
塩水噴霧試験は、絶対的な耐食性の予測ではなく、相対的な耐食性の予測を提供します。試験時間と実際の年数との相関関係は環境によって大きく異なります。工業用屋内環境では、24~48時間の連続塩水噴霧は通常1~2年の暴露に相当します。
空気圧部品のDFMEAとPFMEAの違いは何ですか?
設計FMEA(DFMEA)は、空気圧コンポーネントに内在する設計上の弱点に焦点を当て、プロセスFMEA(PFMEA)は、製造中に発生する潜在的な不具合に対処します。DFMEAは設計のロバスト性を保証し、PFMEAは一貫した製造品質を保証します。
信頼性検証テストは、生産中にどれくらいの頻度で繰り返すべきか?
完全な信頼性検証は、初期適格性確認時および設計または工程に重要な変更が生じた場合に実施する。簡略化した検証(重要なパラメータに重点を置く)は、生産量とリスクレベルに基づいて統計的サンプリングを行い、四半期ごとに実施する。
ロッドレス空圧シリンダーの信頼性に最も大きな影響を与える環境要因は何ですか?
ロッドレス空圧シリンダーの信頼性に影響を与える最も重要な環境要因は、温度変動(シール性能に影響)、粒子汚染(摩耗の促進)、振動(ベアリングのアライメントとシールの完全性に影響)です。これら3つの要因により、早期故障の約70%が発生しています。
-
加速寿命試験(ALT)の原理を説明。加速寿命試験とは、製品の寿命を短時間で決定するために、通常の使用パラメータを超える条件(応力、ひずみ、温度、電圧、振動数など)を与えて製品を試験するプロセスである。 ↩
-
MIL-STD-810は、環境工学的な考察と実験室での試験について概説した米軍規格であり、機器の実環境をシミュレートする振動試験のために広く使用されている方法を中心に、その概要を解説しています。 ↩
-
ASTM B117規格は、中性塩水噴霧(フォグ)装置の標準的な操作手順を規定したもので、材料やコーティングの相対的な耐食性を評価するために使用される一般的で長年の腐食試験です。 ↩
-
FMEA(Failure Mode and Effects Analysis:故障モード影響解析)とは、設計、プロセス、製品における潜在的な故障モードを特定し、それらの故障に関連するリスクを評価するための体系的かつ積極的なアプローチである。 ↩
-
FMEAにおけるリスク優先度番号(RPN)の算出方法について説明する。RPNは、「重大性」、「発生」、「検知」の各スコアを掛け合わせて算出される定量的なリスクのランク付けであり、是正措置の優先順位付けに用いられる。 ↩
