

原因不明の機器の故障、一貫性のない空圧工具の性能、過剰なエア消費にお困りではありませんか?これらの一般的な問題は、FRL(フィルター、レギュレーター、ルブリケーター)ユニットの不適切な選定やメンテナンスに起因することがよくあります。適切なFRLソリューションがあれば、こうしたコストのかかる問題を即座に解決することができます。
理想的なFRLユニットは、システムの流量要件に適合し、過度の圧力損失なしに適切なろ過を行い、正確な潤滑を提供し、既存の機器とシームレスに統合する必要があります。適切な選定には、濾過と圧力損失の関係、オイルミストの調整原理、モジュラーアセンブリの考慮事項を理解する必要があります。
昨年、オハイオ州の製造工場を訪問した際、コンタミネーションの問題で数ヶ月ごとに空気圧工具を交換していたのを覚えている。彼らの用途を分析し、適切な濾過を備えた適切なサイズのFRLユニットを導入した結果、工具の寿命は300%延び、空気消費量は22%減少しました。15年以上にわたる空気圧業界での経験から学んだことをお話ししましょう。
目次
- ろ過精度と圧力損失の関係を理解する
- ルブリケーターのオイルミスト供給量の適切な調整方法
- モジュラーFRLの組み立てと設置のベストプラクティス
濾過精度は空気圧システムの圧力降下にどのように影響するか?
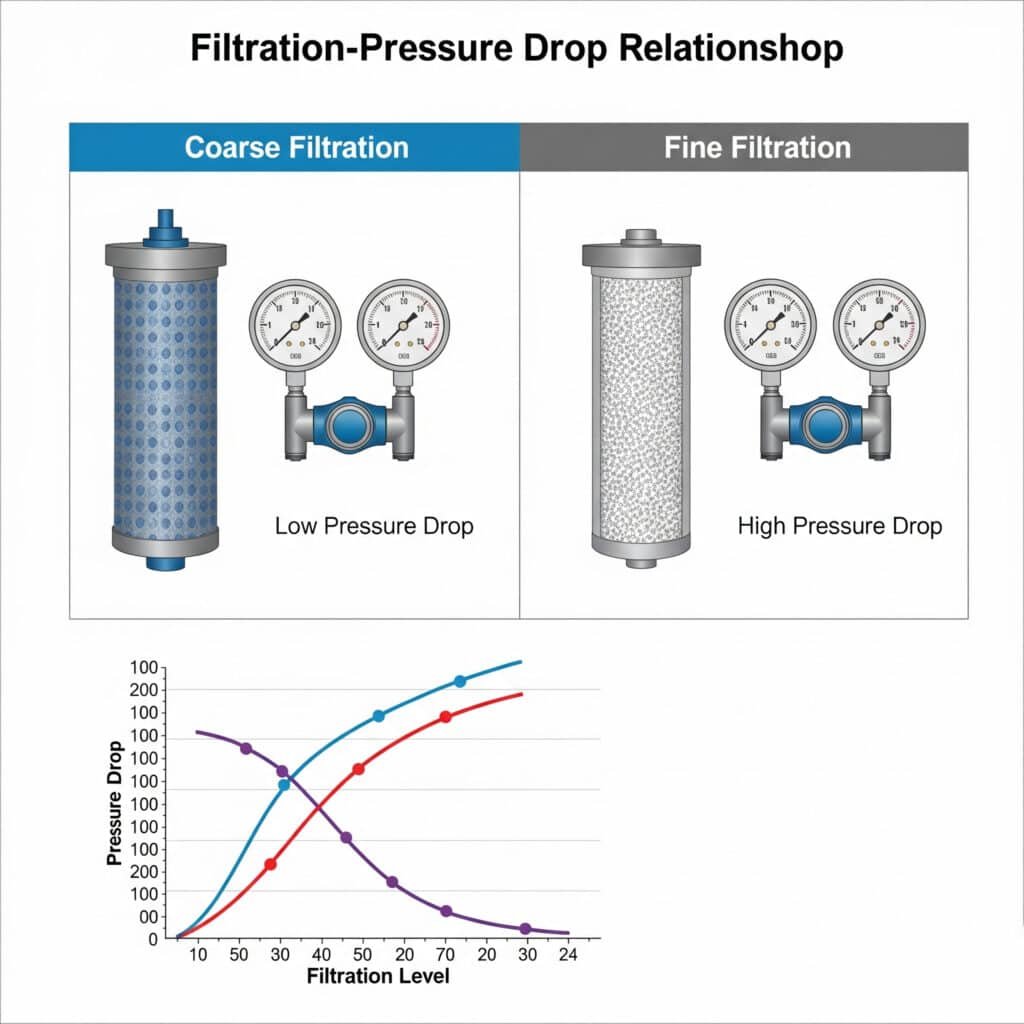
濾過精度と圧力損失の関係は、空気品質のニーズとシステム性能要件のバランスを取る上で非常に重要です。
濾過精度が高いほど(ミクロン定格が小さいほど)、気流に対する抵抗が大きくなり、その結果、フィルターエレメントを横切る圧力損失が増大します。この圧力降下は下流側で利用可能な圧力を低下させ、工具の性能とエネルギー効率に影響を与える可能性があります。この関係を理解することで、特定の用途に最適なろ過レベルを選択することができます。
ろ過-圧力降下モデルの理解
ろ過精度と圧力損失の関係は、数学的にモデル化できる予測可能なパターンに従う:
基本的な圧力損失方程式
フィルターを横切る圧力損失は、次の式で概算できる:
ΔP = k × Q² × (1/A) × (1/d⁴)
どこでだ:
- ΔP = 圧力降下
- k = フィルタ係数(フィルタ設計による)
- Q = 流量
- A = フィルター表面積
- d = 平均細孔直径(ミクロン定格に関連する)
この方程式は、いくつかの重要な関係を明らかにしている:
- 圧力損失は流量の2乗とともに増加する
- 孔径が小さい(濾過精度が高い)ため、圧力損失が劇的に増加する
- フィルター表面積の拡大により圧力損失を低減
濾過等級とその用途
用途によって必要とされるろ過レベルは異なる:
| ろ過グレード | ミクロン定格 | 代表的なアプリケーション | 期待される圧力損失 |
|---|---|---|---|
| 粗目 | 40-5 μm | 一般的な工場の空気、基本的な工具 | 0.03~0.08バール |
| ミディアム | 5-1 μm | 空気圧シリンダー、バルブ | 0.05~0.15バール |
| ファイン | 1-0.1 μm | 精密制御システム | 0.10~0.25バール |
| 極細 | 0.1-0.01 μm | 計装、食品/製薬 | 0.20~0.40バール |
| マイクロ | <0.01 μm | エレクトロニクス、呼吸する空気 | 0.30~0.60バール |
*クリーン・エレメント使用時
ろ過と圧力降下のバランスの最適化
最適なろ過レベルを選択する:
最低限必要なろ過レベルを特定する
- 機器メーカーの仕様を参照する
- 業界標準 (ISO 8573-11)
- 環境条件の評価システムの必要流量を計算する
- 全コンポーネントの消費量を合計する
- 適切な多様性係数を適用する
- 安全マージンを加える(通常30%)適切なフィルターサイズ
- 要求以上の流量を持つフィルターを選択する
- 圧力降下低減のためのオーバーサイジングを検討
- 多段ろ過オプションの評価フィルターエレメントの設計を考慮する
- プリーツ・エレメントで表面積を拡大
– 合体フィルター2 粒子と液体の両方を取り除く
- 活性炭フィルターが臭いと蒸気を除去
実例ろ過-圧力降下分析
先月、ミネソタ州の医療機器メーカーで、組み立て装置の性能が安定しないという相談があった。既存の5ミクロンフィルターがピーク流量で0.4バールの圧力低下を引き起こしていたのです。
その用途を分析することで
- 必要な空気品質ISO 8573-1 クラス2.4.2
- システム必要流量:850 NL/分
- 最低使用圧力:5.5 bar
私たちは2段階の濾過ソリューションを導入した:
- 第一段:5ミクロンの汎用フィルター
- セカンドステージ:0.01ミクロン高効率フィルター
- 両フィルターとも1500NL/分の容量
結果は印象的だった:
- 複合圧力損失を0.25 barに低減
- ISO 8573-1クラス1.4.1まで改善された空気品質
- 機器の性能が安定
- 8%でエネルギー消費量を削減
圧力降下のモニタリングとメンテナンス
最適なろ過性能を維持する:
圧力差インジケーターを設置する
- エレメントの交換時期を示すビジュアルインジケーター
- デジタルモニターがリアルタイムデータを提供
- 遠隔監視機能を備えたシステムもある定期的なメンテナンス・スケジュールの確立
- 過度の圧力低下が起こる前にエレメントを交換する
- インターバルを設定する際は、流量と汚染レベルを考慮する
- 圧力降下の経時的傾向を記録する自動排水システムの導入
- 凝縮水の蓄積を防ぐ
- メンテナンスの必要性を減らす
- 一貫したパフォーマンスの確保
空気圧工具の潤滑を最適化するために、オイルミストの供給量をどのように調整すべきか?
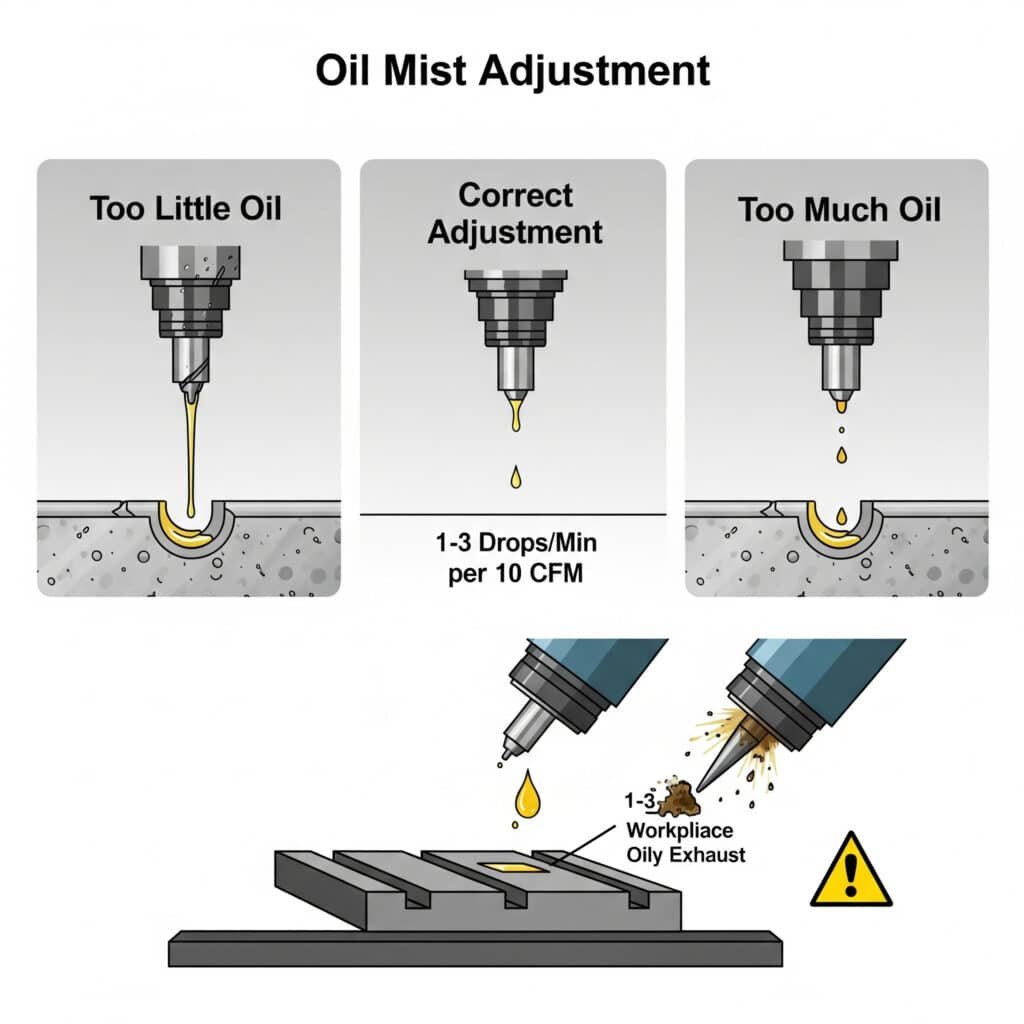
適切なオイルミスト調整により、過剰なオイル消費や環境汚染なしに、空気圧工具に適切な潤滑が行われます。
潤滑装置のオイルミスト調整は、運転条件下で、空気流量10 CFM(280 L/min)ごとに1分間に1~3滴のオイルを供給する必要があります。オイルが少なすぎると工具の早期摩耗につながり、オイルが多すぎると潤滑油が無駄になり、ワークが汚染され、環境問題が発生します。
空気潤滑の基礎を理解する
空気圧部品に適切な潤滑を行うことは、空気圧機器にとって不可欠である:
- 摩擦と摩耗の低減
- 腐食防止
- シールのメンテナンス
- パフォーマンスの最適化
- 機器寿命の延長
オイルミスト調整基準とガイドライン
業界標準は、適切な潤滑のためのガイダンスを提供しています:
ISO 8573-1 油分分類
| ISOクラス | 最大オイル含有量 (mg/m³) | 代表的なアプリケーション |
|---|---|---|
| クラス1 | 0.01 | 半導体、製薬 |
| クラス2 | 0.1 | 食品加工、重要機器 |
| クラス3 | 1 | 一般空気圧機器、標準オートメーション |
| クラス4 | 5 | 重工業用工具、一般製造業 |
| クラスX | >5 | 基本ツール、非重要アプリケーション |
推奨オイル供給量
オイルデリバリーの一般的なガイドラインは以下の通り:
- 風量10 CFM(280 L/min)あたり1~3滴/分
- 工具メーカーの推奨に基づき調整する
- 高速または高負荷のアプリケーションでは、少し増やす
- 断続的に使用する用途を減らす
ステップ・バイ・ステップのオイルミスト調整手順
オイルミストを正確に調整するには、この標準的な手順に従ってください:
必要なオイル供給量を決定する
- 工具メーカーの仕様を確認する
- システムの空気消費量の計算
- デューティ・サイクルと運転条件を考慮する適切な潤滑油を選択する
– ISO VG3 32 一般用途
- ISO VG 46 高温用
- 食品加工用オイル
- 過酷な条件下のための合成油初期調整の設定
- 推奨レベルまでルブリケーターボウル を満たします。
- 調整ノブを中央の位置に合わせる
- システムを通常の圧力と流量で運転する微調整
- サイトドームを通して滴下速度を観察する
- 運転中に毎分滴下数をカウント
- コントロールノブを適宜調整する
- 安定させるため、調整間隔を5~10分あける適切な潤滑を確認する
- 工具の排気に軽いオイルミストがないか確認する
- 慣らし運転後、工具内部を点検する
- オイル消費率の監視
- 工具の性能に応じて調整する
よくあるオイルミスト調整の問題と解決策
| 問題 | 考えられる原因 | ソリューション |
|---|---|---|
| オイル供給なし | 調整値が低すぎる、通路が詰まっている | 設定を上げ、ルブリケーターを清掃する |
| 過度のオイル消費 | 調整が高すぎる、サイトドームが損傷している | 設定を下げ、損傷した部品を交換する |
| 一貫性のないオイル供給 | エアフロー変動、オイルレベル低下 | エアフローを安定させ、オイルレベルを適正に保つ |
| オイルが適切に噴霧されない | オイル粘度不適合、エアフロー低下 | 推奨オイルを使用し、最小流量を確保する |
| オイル漏れ | シールの損傷、ボウルの締め過ぎ | シールを交換し、手で締める |
ケーススタディオイルミストの最適化
私は最近、インパクトレンチの早期故障に悩まされていたミシガン州の自動車部品メーカーと仕事をしました。既存の潤滑システムはオイルミストが安定せず、工具の損傷につながっていました。
アプリケーションを分析した結果
- 空気消費量: 25 CFM/ツール
- デューティ・サイクル: 60%
- 作動圧力:6.2 bar
我々はこれらの変更を実施した:
- 適切なサイズのBeptoルブリケーターを設置
- 厳選されたISO VG 32空気圧オイル
- 最初の滴下速度を毎分3滴に設定
- 週次検証手順を導入
結果は有意であった:
- 工具寿命が3カ月から1年以上に延長
- オイル消費量を40%削減
- メンテナンス費用が年間$12,000ドル減少
- 工具の故障が減り、生産性が向上
用途別オイル選択のガイドライン
| アプリケーション・タイプ | 推奨油種 | 粘度範囲 | 配達率 |
|---|---|---|---|
| 高速工具 | 合成空気圧オイル | ISO VG 22-32 | 10CFMあたり2-3滴/分 |
| インパクト・ツール | 空気圧工具油 EP添加剤4 | ISO VG 32-46 | 10CFMあたり2~4滴/分 |
| 精密メカニズム | 低粘度合成樹脂 | ISO VG 15-22 | 10CFMあたり1-2滴/分 |
| 低温環境 | 低流動点合成樹脂 | ISO VG 22-32 | 10CFMあたり2-3滴/分 |
| 食品加工 | 食品用(H1)潤滑油 | ISO VG 32 | 10CFMあたり1-2滴/分 |
モジュラーFRLの組み立てと設置のベストプラクティスとは?
モジュール式FRLユニットの適切な組み立てと設置により、最適な性能、容易なメンテナンス、システムの長寿命化が実現します。
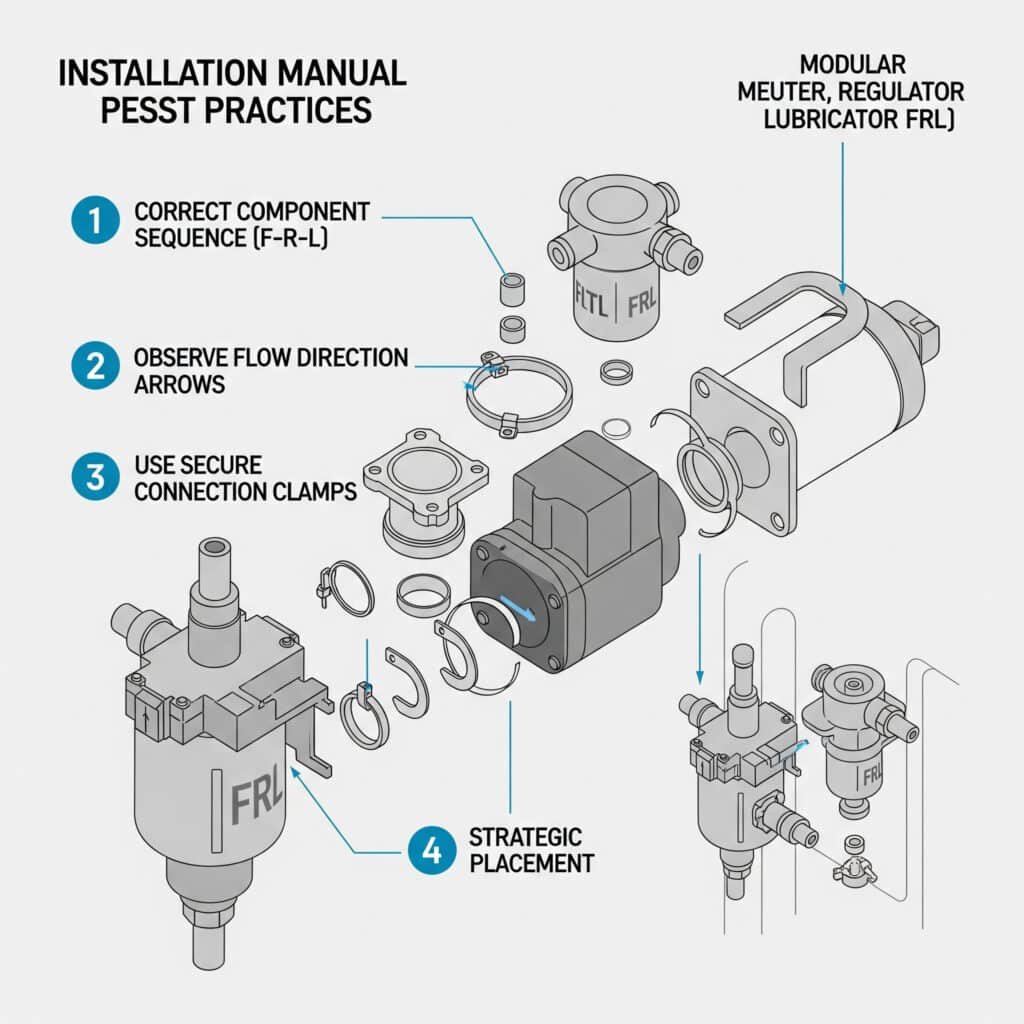
モジュール式FRLの組み立てには、部品の順序、流れ方向の適切な向き、確実な接続方法、空圧システム内での戦略的配置など、入念な計画が必要です。組み立てと設置のベストプラクティスに従うことで、漏れを防ぎ、適切な機能を確保し、将来のメンテナンスを容易にします。
モジュラーFRLコンポーネントを理解する
最新のFRLユニットにはモジュラー設計が採用されており、いくつかの利点がある:
- ミックス&マッチ機能
- 容易な拡張
- メンテナンスの簡素化
- スペース効率の良い設置
- 潜在的なリークポイントの削減
コンポーネントの順序と構成のガイドライン
FRLの構成要素を適切な順序で配置することは、最適なパフォーマンスを発揮する上で極めて重要である:
標準構成(流れ方向 左→右)
フィルター
- 汚染物質を除去する最初のコンポーネント
- 下流の部品を保護
- 様々な濾過グレードをご用意レギュレーター
- 圧力を制御し安定させる
- 保護フィルタの後に配置
- 圧力ゲージまたは指示計を含む場合があるルブリケーター
- 組み立ての最終コンポーネント
- 気流に制御されたオイルミストを加える
- 最終機器から3m以内にあること
追加コンポーネント
基本的なF・R・Lのコンフィギュレーションだけでなく、以下の追加モジュールも検討してほしい:
- ソフトスタートバルブ
- ロックアウト/タグアウト・バルブ
- 電子圧力スイッチ
- 流量制御バルブ
- 圧力ブースター
- 追加ろ過ステージ
モジュール組立ステップ・バイ・ステップ・ガイド
モジュール式 FRL ユニットを正しく組み立てるには、以下の手順に従ってください:
コンフィギュレーションの計画
- 必要なコンポーネントの決定
- 流量適合性の確認
- ポートサイズがシステム要件に適合していることを確認する
- 将来の拡張ニーズを考慮するコンポーネントの準備
- 輸送中の破損のチェック
- 保護キャップを外す
- Oリングが正しく装着されていることを確認する
- 可動部が自由に動くことを確認するモジュールを組み立てる
- 接続の特徴を合わせる
- 接合クリップを挿入するか、接合ボルトを締める
- メーカーのトルク仕様に従う
- モジュール間の安全な接続の確認アクセサリーを取り付ける
- 圧力計を取り付ける
- 自動排水管の接続
- 圧力スイッチまたはセンサーの設置
- 必要に応じて取り付けブラケットを追加する組み立てのテスト
- 徐々に加圧する
- 漏れのチェック
- 各コンポーネントの適切な動作を確認する
- 必要な調整を行う
インストールのベストプラクティス
FRLの性能を最適化するために、以下の設置ガイドラインに従ってください:
取り付けに関する考慮事項
- 高さ:使いやすい高さに設置(通常、床から4~5フィート)
- アクセシビリティ:調整とメンテナンスのための容易なアクセスを確保
- オリエンテーション:ボウルを下にして垂直に取り付ける
- クリアランス:ボウルを取り外すために、下に十分なスペースを確保する
- サポート:適切な壁ブラケットまたはパネルマウントを使用する
推奨配管
- インレット配管:圧力損失が最小になるサイズ(通常、FRLポートより1サイズ大きい)
- アウトレット配管:最小限のポートサイズに合わせる
- バイパス・ライン:メンテナンス用バイパスの設置を検討
- フレキシブルな接続:振動のある場所で使用
- スロープ:流れ方向にわずかに下り勾配をつけると、凝縮水の排出に役立つ
特別な設置に関する注意事項
- 高振動環境:フレキシブル・コネクターを使用し、確実に取り付ける
- 屋外設備:直接天候にさらされないように保護する
- 高温エリア:周囲温度が仕様内に保たれていることを確認する
- 複数の支線:マニホールド・システムと個別レギュレーション
- 重要なアプリケーション:FRLパスの冗長化
モジュラーFRLトラブルシューティングガイド
| 問題 | 考えられる原因 | ソリューション |
|---|---|---|
| モジュール間の空気漏れ | Oリングの損傷、接続の緩み | Oリングを交換し、接続を締め直す |
| 圧力変動 | レギュレーターのサイズ不足、流量過多 | レギュレーターのサイズを大きくし、制限をチェックする |
| フィルターにもかかわらずシステム内の水 | 飽和エレメント、バイパスフロー | エレメントを交換し、適切なサイジングを確認する |
| アセンブリ全体の圧力降下 | エレメントの詰まり、部品のサイズ不足 | エレメントの清掃または交換、部品サイズの拡大 |
| 設定の維持が難しい | 振動、部品の損傷 | ロック機構の追加、部品の修理または交換 |
ケーススタディモジュラーシステムの導入
私は最近、ペンシルベニア州にある包装機器メーカーの空気圧システムの再設計を手伝った。既存のセットアップでは、ねじ接続の個々のコンポーネントを使用していたため、頻繁に漏れが発生し、メンテナンスが困難でした。
モジュール式のBepto FRLシステムを導入することによって:
- 組み立て時間が1ステーションあたり45分から10分に短縮
- リークポイントが65%減少
- 75%によるメンテナンス時間の短縮
- システム圧力の安定性が大幅に向上
- 今後の改造はよりシンプルに
モジュラー設計により、彼らは次のことが可能になった:
- 複数のマシンにまたがるコンポーネントの標準化
- 予備部品の在庫削減
- 必要に応じてシステムを素早く再構成
- 大幅な手直しなしで機能を追加
モジュール式拡張計画
FRLシステムを設計する際には、将来のニーズも考慮してください:
成長のためのサイズ
- 将来的な拡張を考慮し、流量を確保できるコンポーネントを選択する
- 予想される空気消費量の増加を考慮する追加モジュール用のスペースを確保する
- 拡張のための物理的レイアウトの計画
- 現在の構成を記録するモジュラー・プラットフォームの標準化
- メーカーとシリーズを統一する
- 共通部品の在庫管理システムを文書化する
- 詳細な組立図の作成
- 圧力設定と仕様の記録
- メンテナンス手順の作成
結論
適切なFRLユニットを選択するには、ろ過精度と圧力損失の関係を理解し、最適な潤滑のためのオイルミスト調整をマスターし、モジュール式の組み立てと設置のベストプラクティスに従う必要があります。これらの原則を適用することで、空圧システムの性能を最適化し、メンテナンスコストを削減し、機器の寿命を延ばすことができます。
FRLユニット選択に関するFAQ
フィルター、レギュレーター、ルブリケーター・ユニットの適切な取り付け順序は?
正しい取り付け順序は、最初にフィルタ、次にレギュレータ、最後にルブリケータ(F-R-L)です。この順序により、空気が圧力レギュレータに到達する前に汚染物質が除去され、ルブリケータによってオイルが添加される前に調整された空気圧が安定することが保証されます。誤った順序で部品を取り付けると、レギュレーターの損傷、圧力の安定性の欠如、不適切な潤滑につながる可能性があります。
空気圧システムに適したFRLのサイズは、どのように決めればよいですか?
システムの最大風量要件をCFMまたはL/minで計算して適切なFRLサイズを決定し、この要件よりも少なくとも25%高い流量を持つFRLを選択します。FRLを横切る圧力損失(ライン圧力の10%未満であることが望ましい)、配管に適合するポートサイズ、最も敏感な部品に基づくろ過要件を考慮してください。
FRLユニットのフィルターエレメントの交換頻度は?
フィルター・エレメントは、圧力差インジケーターが過度の圧力低下(通常10 psi/0.7 bar)を示したとき、または空気の質と使用量に基づく時間ベースのメンテナンス・スケジュールに従って交換する必要があります。典型的な産業環境では、これは毎月から毎年までの範囲です。汚染レベルが高いシステムや重要な用途のシステムでは、より頻繁な交換が必要になる場合があります。
空気式潤滑機には、どんな種類のオイルでも使用できますか?
いいえ、空気圧システム用に特別に設計されたオイルのみを使用してください。これらのオイルは適切な粘度(通常はISO VG 32または46)を持ち、錆び止め剤と酸化防止剤を含み、適切に霧化するように調合されています。油圧オイル、モーターオイル、または汎用の潤滑油は絶対に使用しないでください。これらはシールを損傷したり、堆積物を生成したり、空圧システムで正しく霧化しない可能性があります。
FRLアセンブリー全体の圧力低下が過大になる原因は何ですか?
FRLアセンブリー全体の過剰な圧力損失は、一般的に、流量要件に対する部品のサイズ不足、フィルターエレメントの詰まり、バルブの部分的閉鎖、コネクターやアダプターの制限、不適切なレギュレーター調整、または部品の内部損傷によって引き起こされます。定期的なメンテナンス、適切なサイジング、圧力差インジケーターの監視は、これらの問題の予防と特定に役立ちます。
空圧工具に適切な潤滑が行われているかどうかを知るには?
適切に潤滑された空気圧工具は、オイルの細かいミストを排出します。これは、暗い背景から見えたり、排気の近くに置かれた清潔な表面にわずかな油っぽさを感じたりすることがあります。工具は、過度に加熱することなくスムーズに作動するはずです。潤滑が少なすぎると動作が緩慢になり、摩耗が早まります。一方、潤滑が多すぎると、排気から大量のオイルが排出され、ワークが汚染される可能性があります。
-
ISO 8573-1は、粒子、水、油に対する圧縮空気の純度クラスを規定する国際規格で、空気が測定されるシステム内の場所に関係なく、その概要を説明します。 ↩
-
小さな液滴を強制的に集めて(合体させて)大きな液滴にすることで、圧縮空気から微細な水やオイルのエアロゾルを除去し、その後排出できるように設計された合体フィルターのメカニズムについて説明する。 ↩
-
工業用潤滑油を40℃における動粘度によって分類する国際規格(ISO 3448)であるISO粘度グレード(VG)システムについて説明します。 ↩
-
極圧添加剤(Extreme Pressure:EP)とは、潤滑油に添加される化学化合物で、表面保護膜を形成することにより、高負荷条件下での金属表面の壊滅的な摩耗や焼き付きを防止するものです。 ↩
