

空気圧システムにおいて、予期せぬホースの故障、危険な圧力低下、または化学的適合性の問題が発生していませんか?これらの一般的な問題は、不適切なホース選定に起因することが多く、高額なダウンタイム、安全上のリスク、早期交換につながります。適切な空気圧ホースを選択することで、これらの重大な問題を即座に解決できます。.
理想的な空気圧ホースは、用途固有の屈曲要件に耐え、内外からの化学的劣化に抵抗し、最適な圧力と流量特性を維持するためにクイックカプラーと適切に適合しなければなりません。適切な選定には、屈曲疲労基準、化学的適合性要因、圧力と流量の関係を理解することが必要です。.
昨年、テキサス州の化学処理プラントでコンサルティングを行った際、空気圧ホースが早期故障により2~3ヶ月ごとに交換されていた事例を覚えています。使用条件を分析し、適切な耐薬品性と曲げ半径定格を備えたホースを適正仕様で導入したところ、交換頻度は年次メンテナンスに減少し、ダウンタイムと材料費で45,000ドル以上の削減を実現しました。空気圧業界で培った知見を共有させてください。.
目次
- 空気圧ホースの曲げ疲労試験規格の理解
- 包括的な化学的適合性リファレンスガイド
- 最適な圧力と流量性能を実現するためのクイックカプラーの組み合わせ方
曲げ疲労試験は、動的用途における空気圧ホースの寿命をどのように予測するのか?
曲げ疲労試験は、連続的な動き、振動、または頻繁な再構成を伴う用途におけるホース選定に不可欠なデータを提供する。.
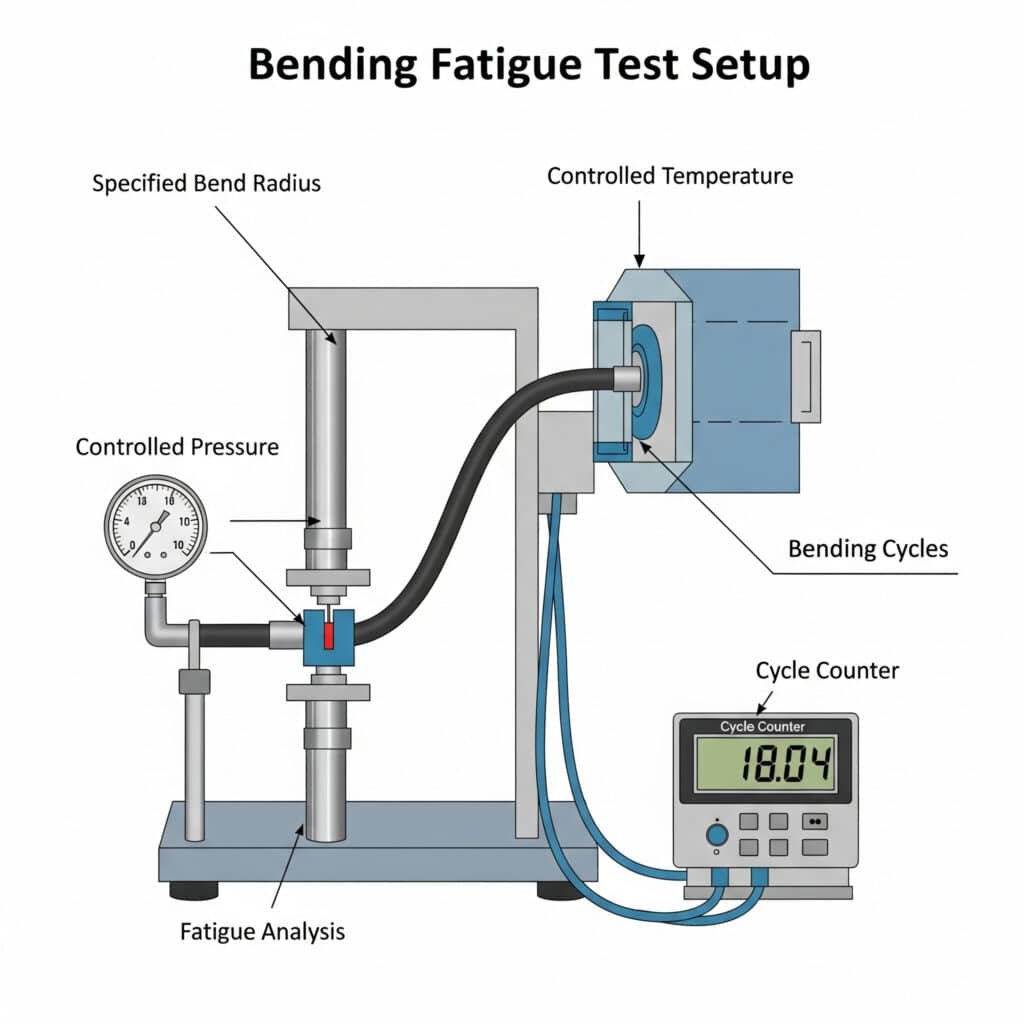
曲げ疲労試験は、ホースが破損せずに繰り返し曲げに耐える能力を測定する。標準試験では通常、ホースを規定の曲げ半径で制御された圧力・温度下で繰り返し曲げ、破損までのサイクル数を計測する。この結果は実使用時の性能予測に役立ち、異なるホース構造に対する最小曲げ半径の仕様確立に寄与する。.
曲げ疲労の基礎を理解する
ホースが設計能力を超えて繰り返し屈曲されると、曲げ疲労破壊が発生します:
故障メカニズムには以下が含まれる:
– 内管のひび割れ
– 補強層の構成
– 表面の摩耗やひび割れをカバーする
– 接続不良
– ねじれと永久変形曲げ疲労抵抗に影響を与える重要な要因:
– ホースの構成材料
– 補強設計(スパイラル対編組)
– 壁厚と柔軟性
– 作動圧力(圧力が高いほど疲労抵抗性が低下する)
– 温度(極端な温度は耐疲労性を低下させる)
– 曲げ半径(曲げ半径が小さいほど破損が早まる)
業界標準試験プロトコル
いくつかの確立された試験方法が曲げ疲労性能を評価する:
ISO 83311 方法
この国際規格は以下を規定する:
- 試験装置の要求事項
- 試料調製手順
- 試験条件の標準化
- 失敗基準の定義
- 報告要件
SAE J517 規格
この自動車/産業規格には以下が含まれます:
- 各種ホースタイプごとの特定試験パラメータ
- アプリケーションクラスごとの最小サイクル要件
- 現場でのパフォーマンスに対する期待値との相関関係
- 安全率に関する推奨事項
曲げ疲労試験手順
典型的な曲げ疲労試験は次の手順に従う:
試料調製
– 試験温度でホースを調整する
– 適切な端部継手を取付ける
– 初期寸法と特性を測定するテスト設定
– ホースを試験装置に取り付ける
– 指定された内部圧力を適用する
– 曲げ半径を設定(通常、最小定格曲げ半径の80~120%)
– サイクルレートを設定する(通常、毎分5~30サイクル)テスト実行
– 指定された曲げパターンでホースを循環させる
– 漏れ、変形、または圧力損失の有無を監視する
– 故障が発生するか、あらかじめ決められたサイクル数に達するまで継続する
– サイクル数の記録と故障モードデータ分析
– 平均故障サイクル数を算出する
– 統計的分布を決定する
– 応募要件と比較する
– 適切な安全係数を適用する
曲げ疲労性能比較
| ホースタイプ | 建設 | 平均故障サイクル数* | 最小曲げ半径 | 最適なアプリケーション |
|---|---|---|---|---|
| 標準ポリウレタン | 単層 | 100,000 – 250,000 | 25-50mm | 汎用、軽作業用 |
| 強化ポリウレタン | ポリエステル編組 | 25万~50万 | 40-75mm | 中程度の負荷、適度な屈曲 |
| 熱可塑性ゴム | 単層編組構造の合成ゴム | 15万~30万 | 50-100mm | 一般産業用、中程度の環境条件 |
| プレミアムポリウレタン | 二重層で アラミド繊維補強2 | 50万~100万 | 50-100mm | 高サイクル自動化、ロボティクス |
| ゴム(EPDM/NBR) | 二重編組構造の合成ゴム | 20万~40万 | 75-150mm | 重負荷、高圧 |
| ベプト・フレックスモーション | 多層補強構造を有する特殊ポリマー | 75万~150万 | 35-75mm | 高サイクルロボット工学、連続屈曲 |
*最大定格圧力80%時、標準試験条件
最小曲げ半径仕様の解釈
最小曲げ半径の仕様は、適切なホース選定において極めて重要です:
- 静的アプリケーション: 公表されている最小曲げ半径で動作可能
- 時折の屈伸運動: 最小曲げ半径は1.5倍を使用してください
- 絶え間ない見せびらかし: 最小曲げ半径の2~3倍を使用してください
- 高圧用途: 最大圧力25%ごとに曲げ半径に10%を加える
- 高温状態: 最大温度付近で動作する際は、曲げ半径に20%を加算する
実世界の応用例
最近、ドイツのロボット組立メーカーから相談を受けました。同社の多軸ロボットではホースの故障が頻発しており、既存の空気圧ラインは約10万サイクル後に故障し、大幅なダウンタイムを引き起こしていました。.
分析の結果明らかになった:
- 必要な曲げ半径:65mm
- 作動圧力:6.5バール
- サイクル周波数:毎分12サイクル
- 日常運転:16時間
- 予想寿命:5年(約70万サイクル)
ベプト・フレックスモーションホースを導入することにより:
- 試験条件下における疲労寿命試験結果:1,000,000サイクル以上
- 連続的な屈曲に耐える多層補強構造
- 特定の曲げ半径に最適化された構造
- 動的用途向け専用エンドフィッティング
結果は印象的だった:
- 稼働開始から18か月間、故障ゼロ
- 維持費が82%削減された
- ホース故障によるダウンタイムを解消
- 予測寿命が5年目標を超えて延長
どの空気用ホース材料がお客様の 化学環境3?
化学的適合性は、油、溶剤、その他の化学物質に曝露される環境において、ホースの寿命と安全性を確保するために極めて重要です。.
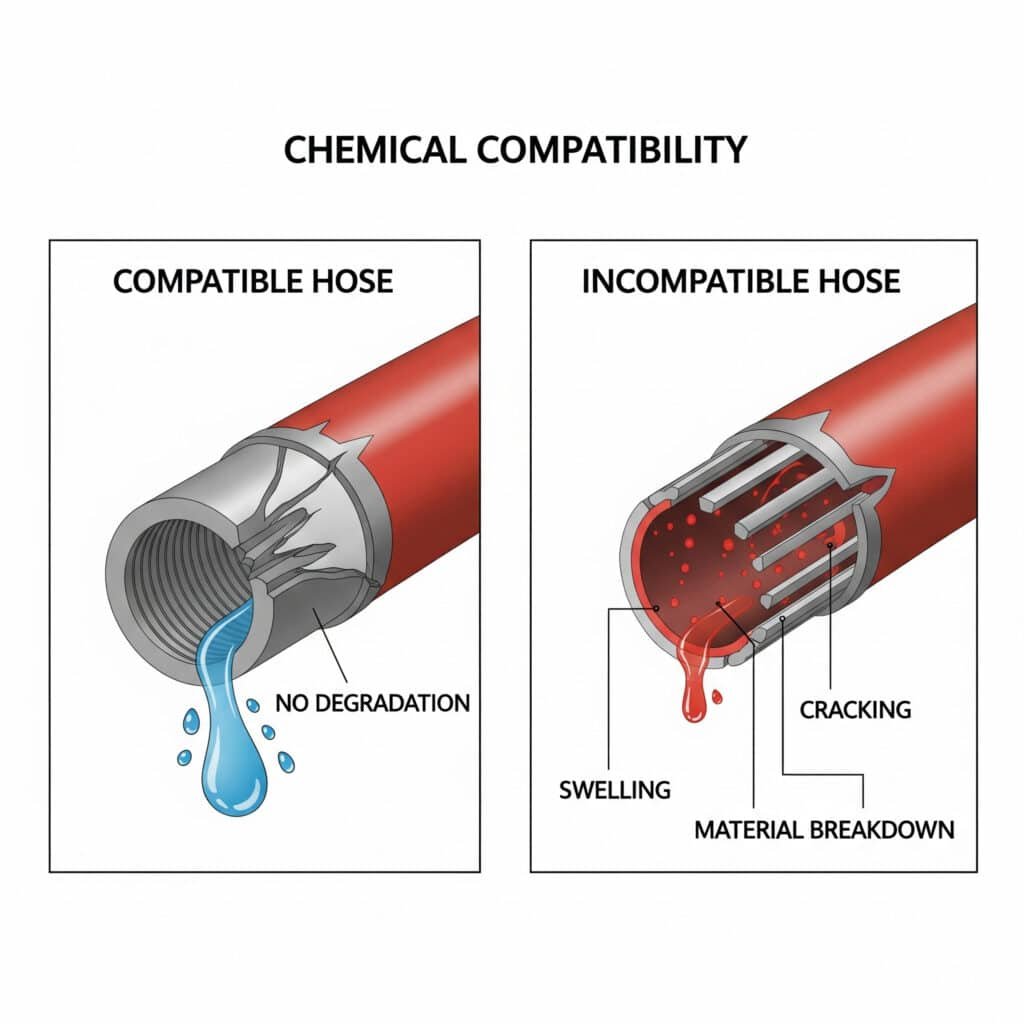
化学的適合性とは、ホース材料が特定の物質に曝露された際に劣化に耐える能力を指す。適合しない化学物質は、ホース材料の膨潤、硬化、ひび割れ、あるいは完全な破壊を引き起こす可能性がある。適切な選定には、ホース材料を内部媒体と外部環境曝露の両方に適合させる必要がある。.
化学的適合性の基礎を理解する
化学的適合性には、いくつかの潜在的な相互作用メカニズムが関与している:
- 化学的吸収: 材料が化学物質を吸収し、膨張と軟化を引き起こす
- 化学吸着: 物質表面への化学結合、特性の変化
- 酸化: 化学反応が材料構造を劣化させる
- 抽出: 化学薬品は可塑剤やその他の成分を除去する
- 加水分解: 材料構造の水による分解
包括的な化学的適合性クイックリファレンスチャート
この表は、一般的なホース材料と化学物質への曝露に関する簡易参照表です:
| 化学 | ポリウレタン | ナイロン | ポリ塩化ビニル | NBR(ニトリル) | EPDM | FKM(バイトン) |
|---|---|---|---|---|---|---|
| 水 | A | A | A | B | A | A |
| 空気(油ミストを含む) | A | A | B | A | C | A |
| 鉱物油ベースの作動油 | B | A | C | A | D | A |
| 合成作動油 | C | B | D | B | B | A |
| ガソリン | D | D | D | C | D | A |
| ディーゼル燃料 | C | C | D | B | D | A |
| アセトン | D | D | D | D | C | C |
| アルコール(メチル、エチル) | B | B | B | B | A | A |
| 弱酸 | C | C | B | C | A | A |
| 強酸 | D | D | D | D | C | B |
| 弱アルカリ | B | D | B | B | A | C |
| 強アルカリ | C | D | C | C | A | D |
| 植物油 | B | A | C | A | C | A |
| オゾン | B | A | C | C | A | A |
| 紫外線曝露 | C | B | C | C | B | A |
評価基準:
- A: 良好(影響が最小限、または全くない)
- B: 良好(影響は軽微、ほとんどの用途に適している)
- C: 普通(中程度の影響、限定的な曝露に適する)
- D: 不良(著しい劣化、推奨不可)
材料固有の耐薬品性
ポリウレタン
- 強み: 油、燃料、オゾンに対する優れた耐性
- 弱点: 一部の溶剤、強酸、および強塩基に対する耐性が低い
- 最適な用途: 一般空気圧機器、油分を含む環境
- 避けるべきこと: ケトン、塩素化炭化水素、強酸・強塩基
ナイロン
- 強み: 油、燃料、および多くの溶剤に対する優れた耐性
- 弱点: 酸に対する耐性が低く、長時間の水への曝露に弱い
- 最適な用途: 乾燥空気システム、燃料処理
- 避けるべきこと: 酸、高湿度環境
ポリ塩化ビニル
- 強み: 酸、アルカリ、アルコールに対する優れた耐性
- 弱点: 多くの溶剤や石油製品に対する耐性が低い
- 最適な用途: 水、弱酸性環境
- 避けるべきこと: 芳香族および塩素化炭化水素
NBR(ニトリル)
- 強み: 油、燃料、グリースに対する優れた耐性
- 弱点: ケトン、オゾン、および強力な化学薬品に対する耐性が低い
- 最適な用途: 油分を含む空気、油圧システム
- 避けるべきこと: ケトン類、塩素系溶剤、ニトロ化合物
EPDM
- 強み: 優れた耐水性、耐薬品性、耐候性
- 弱点: 油および石油製品に対する耐性が非常に低い
- 最適な用途: 屋外暴露、蒸気、ブレーキシステム
- 避けるべきこと: 石油系流体または潤滑油
FKM(バイトン)
- 強み: 優れた耐薬品性と耐熱性
- 弱点: 高コスト、特定の化学物質に対する耐性が低い
- 最適な用途: 過酷な化学環境、高温
- 避けるべきこと: ケトン、低分子量エステル及びエーテル
化学的適合性の試験方法論
特定の互換性データが利用できない場合、テストが必要となる可能性があります:
浸漬試験
– 試料を化学薬品に浸す
– 重量変化、寸法変化、および外観劣化を監視する
– 使用温度で試験すること(高温では効果が加速する)
– 24時間後、7日後、30日後に評価する動的試験
– 加圧ホースを曲げながら化学薬品に曝露する
– 漏れ、圧力損失、または物理的変化の有無を監視する
– 必要に応じて高温条件下での試験を加速する
事例研究:化学的適合性ソリューション
最近、アイルランドの製薬製造施設で、洗浄システムにおけるホースの頻繁な故障に直面している事例に携わりました。このシステムでは、苛性溶液、弱酸、殺菌剤を含む一連の洗浄化学薬品を回転式で使用していました。.
既存のPVCホースは3~4ヶ月の使用後に破損し、生産遅延や汚染リスクを引き起こしていた。.
化学物質曝露プロファイルを分析した結果:
- 一次内部曝露:苛性(pH 12)と酸性(pH 3)溶液の交互曝露
- 二次曝露:消毒剤(過酢酸ベース)
- 外部曝露:洗浄剤および偶発的な化学薬品飛沫
- 温度範囲:周囲温度~65℃
我々は二材料ソリューションを導入した:
- 苛性洗浄ループ用EPDMライニングホース
- 酸および消毒剤ループ用FKMライニングホース
- 両方とも耐薬品性の外装を備えている
- 交差汚染を防止するための専用接続システム
結果は顕著であった:
- ホースの耐用年数が18ヶ月以上に延長
- 汚染事故ゼロ
- 維持費が70%削減されました
- 洗浄サイクルの信頼性向上
空気圧システムにおいて最適な圧力と流量を維持するために、クイックカプラーをどのように組み合わせますか?
クイックカプラーとホース、およびシステム要件の適切な組み合わせは、圧力と流量性能を維持するために極めて重要です。.
クイックカプラー 適切なカップラーの選択は、システムの圧力損失と流量能力に大きく影響します。小さすぎるカップラーや流れを妨げるカップラーはボトルネックを生じさせ、工具の性能とシステムの効率を低下させます。適切なマッチングには、流量係数(Cv)値、圧力定格、接続互換性の理解が必要です。.
クイックカプラーの性能特性の理解
クイックカプラーは、いくつかの主要な特性を通じて空気圧システムの性能に影響を与えます:
流量係数(Cv)4
流量係数は、カプラーが空気をどれだけ効率的に通過させるかを示す:
- Cv値が高いほど、流量制限が少ないことを示す
- Cvはカップラーの内径と設計に直接関連している
- 内部設計の制約は、サイズにかかわらずCvを大幅に低下させる可能性がある
圧力損失の関係
カップラー両端の圧力損失は次の関係に従う:
ΔP = Q² / (Cv² × K)
場所:
- ΔP = 圧力損失
- Q = 流量
- Cv = 流量係数
- K = 単位に基づく定数
これは次のことを示している:
- 圧力損失は流量の二乗に比例して増加する
- 流量を2倍にすると圧力損失は4倍になる
- Cv値が高いほど圧力損失が劇的に減少する
用途別クイックカプラー選定ガイド
| 申請 | 必要流量 | 推奨カップラーサイズ | 最小Cv値 | 最大圧力損失* |
|---|---|---|---|---|
| 小型手工具 | 0~15 SCFM | 1/4インチ | 0.8-1.2 | 0.3バール |
| 中型エアツール | 15~30 SCFM | 3/8インチ | 1.2-2.0 | 0.3バール |
| 大型エアツール | 30~50 SCFM | 1/2インチ | 2.0-3.5 | 0.3バール |
| 非常に高い流量 | 50 SCFM以上 | 3/4インチ以上 | 3.5 | 0.3バール |
| 精密制御 | 異なる | 0.1バール未満の圧力低下に対するサイズ | 異なる | 0.1バール |
*最大指定流量時
カプラーとホースの適合原則
最適なシステム性能を得るには、以下のマッチング原則に従ってください:
流量を一致させる
– カプラCvは、ホース容量と同等以上の流量を可能とする必要がある
– 複数の小型カプラーは、適切なサイズの1つのカプラーに等しくない場合がある
– システム圧力損失を計算する際には、すべてのカップラーを直列に接続されているものとみなす圧力定格を考慮する
– カプラの圧力定格は、システム要件を満たすか、それを超える必要がある
– 適切な安全率(通常1.5~2倍)を適用する
– 動圧の急上昇は静圧定格値を超える可能性があることに留意すること接続の互換性を評価する
– スレッドの種類とサイズが互換性があることを確認する
– 機器が複数の地域から調達される場合は、国際規格を考慮すること
– 接続方法が圧力要件に適していることを確認する環境要因を考慮に入れる
– 温度は圧力定格に影響します(通常、高温では定格が引き下げられます)
– 腐食性環境では特殊な材料が必要となる場合があります
– 衝撃や振動によりロック機構が必要となる場合があります
クイックカプラー流量容量比較
| カップラータイプ | 呼び径 | 典型的なCv値 | 流量 @ 0.5 bar 減圧* | 最適なアプリケーション |
|---|---|---|---|---|
| 標準産業 | 1/4インチ | 0.8-1.2 | 15~22 SCFM | 汎用、手工具 |
| 標準産業 | 3/8インチ | 1.5-2.0 | 28~37 SCFM | 中型工具 |
| 標準産業 | 1/2インチ | 2.5-3.5 | 46~65 SCFM | 大型エアツール、メインライン |
| 高流量設計 | 1/4インチ | 1.3-1.8 | 24~33 SCFM | コンパクト高流量アプリケーション |
| 高流量設計 | 3/8インチ | 2.2-3.0 | 41-55 SCFM | 性能が重要なツール |
| 高流量設計 | 1/2インチ | 4.0-5.5 | 74~102 SCFM | 重要高流量システム |
| ベプト・ウルトラフロー | 1/4インチ | 1.9-2.2 | 35-41 SCFM | プレミアムコンパクトアプリケーション |
| ベプト・ウルトラフロー | 3/8インチ | 3.2-3.8 | 59~70 SCFM | 高性能ツール |
| ベプト・ウルトラフロー | 1/2インチ | 5.8-6.5 | 107~120 SCFM | 最大流量要件 |
*供給圧力6バール時
システム圧力損失の計算
部品を適切に組み合わせるには、システム全体の圧力損失を計算してください:
個々のコンポーネントのドロップを計算する
– ホース:ΔP = (L × Q² × f) / (2 × d⁵)
– L = 長さ
– Q = 流量
– f = 摩擦係数
– d = 内径
– 継手/カップラー:ΔP = Q² / (Cv² × K)全構成要素の圧力損失を合計する
– 総ΔP = ΔP₁ + ΔP₂ + … + ΔPₙ
– ドロップはシステム全体で累積されることを覚えておいてください許容可能な総圧力損失を確認する
– 業界標準:供給圧力最大10%
– 重要用途:供給圧力最大5%
– 工具固有:メーカーの最低圧力要件を確認してください
実践例:クイックカプラーの最適化
最近、ミシガン州の自動車組立工場から相談を受けました。同工場ではインパクトレンチの性能問題が発生していました。コンプレッサーの容量と供給圧力は十分であったにもかかわらず、工具が規定トルクを達成できていなかったのです。.
分析の結果明らかになった:
- コンプレッサーの供給圧力:7.2バール
- 必要な工具圧力:6.2バール
- 工具の空気消費量:35 SCFM
- 既存のセットアップ:3/8インチホースに標準1/4インチカプラー
圧力測定の結果は以下の通りであった:
- クイックカプラー間で0.7バールの圧力低下
- ホースの圧力損失0.4バール
- 全圧力損失:1.1バール(供給圧力15%)
Bepto UltraFlowコンポーネントへのアップグレードにより:
- 3/8インチ高流量カップラー(Cv = 3.5)
- 最適化された3/8インチホースアセンブリ
- 合理化された接続
結果は即座に現れた:
- 圧力損失は合計0.4バール(供給圧力5.5%)に低減
- ツールの性能が仕様通りに回復した
- 生産性が12%向上した
- 必要な供給圧力が低下したため、エネルギー効率が向上した
クイックカプラー選定チェックリスト
クイックカプラーを選定する際には、以下の要素を考慮してください:
流量要件
– 必要な最大流量を計算する
– 許容可能な圧力損失を決定する
– 適切なCv値を持つカップラーを選択する圧力要件
– 最大システム圧力を特定する
– 適切な安全率を適用する
– 圧力変動とサージを考慮する接続互換性
– ねじの種類とサイズ
– 国際規格(ISO、ANSIなど)
– 既存システムコンポーネント環境への配慮
– 温度範囲
– 化学物質への曝露
– 機械的応力(振動、衝撃)運用上の要因
– 接続/切断の頻度
– 片手操作の要件
– 安全機能(加圧状態での安全な切断)
結論
適切な空気圧ホースと接続システムを選択するには、曲げ疲労性能、化学的適合性要因、およびクイックカプラーにおける圧力-流量特性を理解する必要があります。これらの原則を適用することで、システム性能を最適化し、メンテナンスコストを削減し、空気圧機器の安全で信頼性の高い運転を確保できます。.
空気用ホース選定に関するよくある質問
曲げ半径は空気圧ホースの寿命にどのように影響しますか?
曲げ半径はホースの寿命に大きく影響し、特に動的用途において顕著です。最小曲げ半径を下回ってホースを使用すると、内管と補強層に過度の応力が生じ、疲労破壊を加速させます。静的用途では、通常、指定された最小曲げ半径以上を維持すれば十分です。連続的な屈曲を伴う動的用途では、最小曲げ半径の2~3倍を使用することで、耐用年数を大幅に延長できます。.
化学薬品と材質が適合しない空気圧ホースを使用すると、どのような問題が発生しますか?
互換性のない化学物質にホースを使用すると、複数の故障モードが発生する可能性があります。初期段階では、ホースが膨張、軟化、または変色することがあります。曝露が継続すると、材料にひび割れ、硬化、または層間剥離が生じる場合があります。最終的には、漏れ、破裂、または完全な破損につながります。さらに、化学的侵食によりホースの耐圧性能が損なわれ、目に見える損傷が発生する前から安全性が損なわれる可能性があります。選定前には必ず化学的適合性を確認してください。.
空気圧システムにおいて、クイックカップラーでの許容可能な圧力損失はどれくらいか?
一般的に、クイックカップラーの圧力損失は、ほとんどの用途において最大流量時で0.3バール(5 psi)を超えてはなりません。空気圧システム全体では、総圧力損失は供給圧力の10%以下に制限する必要があります(例:6バールシステムでは0.6バール)。重要または精密な用途では、さらに低い圧力損失(通常は供給圧力の5%以下)が要求される場合があります。.
より大きな直径のクイックカプラーを使用して圧力損失を減らすことはできますか?
はい、より大径のクイックカプラーを使用すると、通常、流量容量が増加し、圧力損失が減少します。ただし、この改善は非線形の関係に従います——直径を2倍にすると、流量容量は約4倍に増加します(内部設計が類似していると仮定)。アップグレード時には、カプラーの呼び径と流量係数(Cv)の両方を考慮してください。内部設計はサイズに関わらず性能に大きく影響するためです。.
空気圧ホースが曲げ疲労により交換が必要な状態かどうか、どのように判断すればよいですか?
空気圧ホースが曲げ疲労により破損寸前である兆候には、以下のものが含まれる:外被の可視的なひび割れやクラッキング(特に曲げ箇所)、新品ホースと比較した異常な硬さまたは柔らかさ、圧力解放後も回復しない変形、曲げ箇所での膨れや水ぶくれ、ホース材質からのわずかな漏れまたは「滲み」。これらの兆候が現れる前に、稼働サイクル数または稼働時間に基づく予防的交換プログラムを実施すること。.
空気圧ホースにおける使用圧力と破裂圧力の違いは何ですか?
使用圧力は、ホースが通常の条件下で連続的に作動するように設計された最大圧力であり、破裂圧力はホースが破損すると予想される圧力である。一般的に破裂圧力は使用圧力の3~4倍であり、安全係数を提供する。ホースを破裂圧力に近い状態で作動させてはならない。また、使用圧力定格は通常、温度の上昇やホースの経年劣化・摩耗に伴い低下することに留意すること。.
-
ISO 8331規格の概要を提供する。本規格は、動的用途において極めて重要な、反復屈曲条件下におけるゴムおよびプラスチックホースの疲労寿命試験方法を規定する。. ↩
-
アラミド繊維の特性を説明する。これは高性能合成繊維の一種であり、卓越した強度重量比、耐熱性、および先進複合材料や柔軟性材料における補強材としての用途で知られる。. ↩
-
様々なプラスチックやエラストマーが広範囲の化学物質に対して示す耐性を確認できる実用的なツールまたは包括的なチャートを提供します。これは適切なホース材料を選択する上で不可欠です。. ↩
-
流量係数(Cv)の技術的定義を提供する。これは、バルブやその他の部品が流体の流れを許容する効率を表す標準化された無次元数であり、圧力損失の計算に使用される。. ↩
