
Ikviens inženieris, ar kuru esmu runājis, saskaras ar vienu un to pašu dilemmu: jums ir nepieciešama absolūta pārliecība par pneimatikas komponentiem, bet tradicionālā uzticamības pārbaude var aizkavēt projektus par mēnešiem. Tikmēr tuvojas ražošanas termiņi un pieaug spiediens no vadības puses, kas vēlas rezultātus jau vakar. Šī uzticamības pārbaudes plaisa rada milzīgu risku.
Efektīvs pneimatiskais cilindrs uzticamības pārbaude apvieno paātrināta vibrācijas testēšana1 ar atbilstošu spektra izvēli, standartizētiem sāls izsmidzināšanas iedarbības cikliem un visaptverošu kļūmju režīmu analīzi, lai reālās pasaules validācijas mēnešus saspiestu nedēļās, vienlaikus saglabājot statistisko ticamību.
Pagājušajā gadā konsultējos ar medicīnas ierīču ražotāju Šveicē, kurš saskārās tieši ar šo problēmu. Viņu ražošanas līnija bija gatava, bet viņi nevarēja uzsākt ražošanu, ja nebija apstiprinājuši, ka viņu pneimatiskie cilindri bez stieņiem saglabās precizitāti vismaz 5 gadus. Izmantojot mūsu paātrinātās verifikācijas pieeju, mēs to, kas būtu prasījis 6 mēnešus ilgu testēšanu, saīsinājām līdz 3 nedēļām, ļaujot viņiem uzsākt darbu pēc grafika, vienlaikus saglabājot pilnīgu pārliecību par sistēmas uzticamību.
Satura rādītājs
- Vibrācijas testa spektra izvēle
- Sāls smidzināšanas testa cikla salīdzinājums
- Failure Mode and Effects Analysis veidne
- Secinājums
- Biežāk uzdotie jautājumi par uzticamības verifikāciju
Kā izvēlēties pareizo vibrāciju testa paātrinājuma spektru?
Nepareiza vibrācijas testa spektra izvēle ir viena no visbiežāk pieļautajām kļūdām, ko es redzu uzticamības pārbaudē. Vai nu spektrs ir pārāk agresīvs, izraisot nereālas kļūmes, vai arī pārāk maigs, izlaižot kritiskās vājās vietas, kas parādīsies reālajā ekspluatācijā.
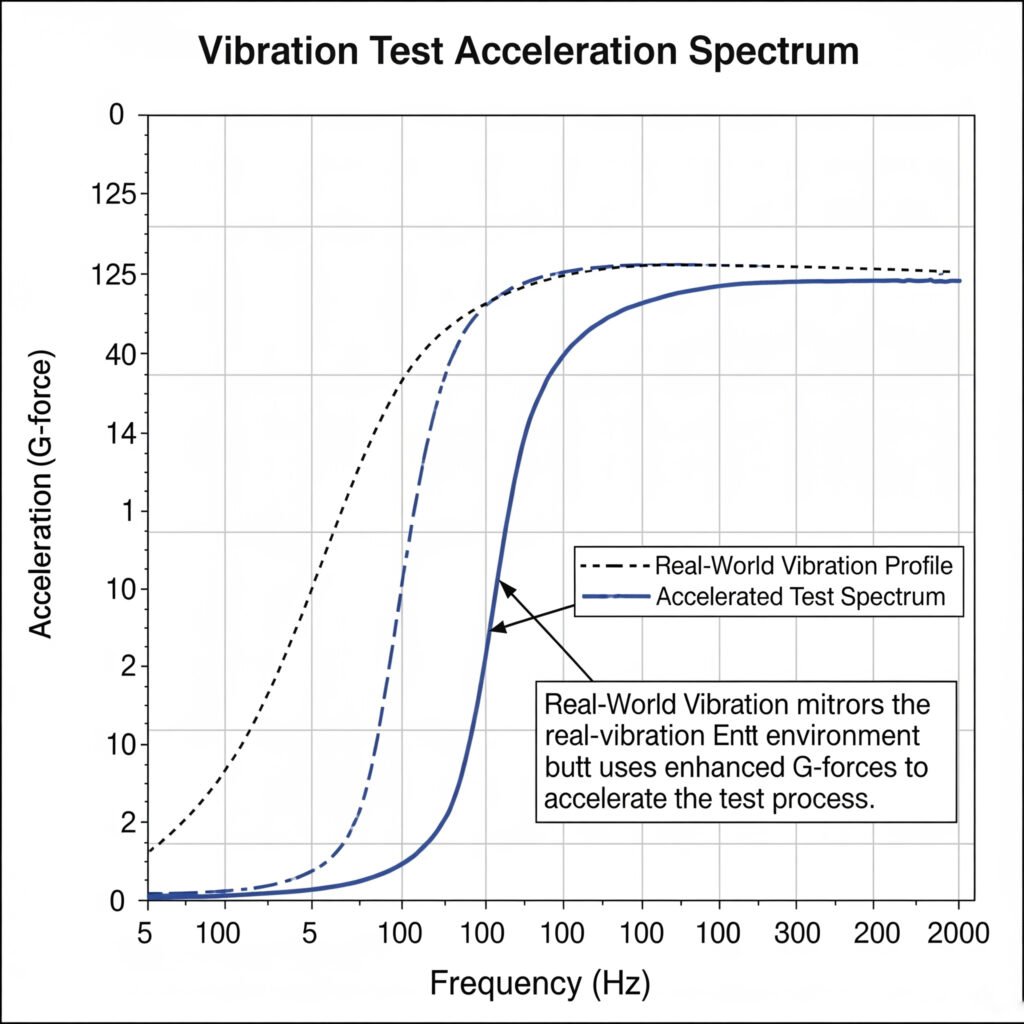
Optimālajam vibrāciju testa paātrinājuma spektram ir jāatbilst jūsu konkrētajai lietojuma videi, vienlaikus pastiprinot spēkus, lai paātrinātu testēšanu. Pneimatiskajām sistēmām visprecīzākos prognozēšanas rezultātus nodrošina spektrs, kas aptver 5-2000 Hz ar atbilstošiem G spēka reizināšanas koeficientiem, pamatojoties uz uzstādīšanas vidi.
Vibrācijas profila kategoriju izpratne
Pēc simtiem pneimatisko sistēmu instalāciju analīzes esmu iedalījis vibrācijas vides profilos:
| Vides kategorija | Frekvenču diapazons | Maksimālais G-spiediens | Testa ilguma faktors |
|---|---|---|---|
| Vieglā rūpniecība | 5-500 Hz | 0.5-2G | 1x |
| Vispārējā ražošana | 5-1000 Hz | 1-5G | 1.5x |
| Smagā rūpniecība | 5-2000 Hz | 3-10G | 2x |
| Transports/mobilais transports | 5-2000 Hz | 5-20G | 3x |
Radiofrekvenču spektra izvēles metodoloģija
Palīdzot klientiem izvēlēties pareizo vibrāciju spektru, es ievēroju šo trīs soļu procesu:
1. solis: Vides raksturojums
Vispirms izmēriet vai novērtējiet faktisko vibrācijas profilu jūsu lietojuma vidē. Ja nav iespējams veikt tiešus mērījumus, kā sākumpunktu izmantojiet nozares standartus:
- ISO 20816 rūpniecības mašīnām
- MIL-STD-810G2 transporta lietojumiem
- IEC 60068 vispārējām elektroniskajām iekārtām
2. solis: Paātrinājuma koeficienta noteikšana
Lai saspiestu testēšanas laiku, mums ir jāpastiprina vibrācijas spēki. Attiecība atbilst šim principam:
Testa laiks = (faktiskās dzīves stundas × faktiskais G-spēks²) ÷ (testa G-spēks²).
Piemēram, lai tikai 168 stundās (1 nedēļā) simulētu 5 gadu (43 800 stundu) darbību ar 2G frekvenci, ir nepieciešams testēt pie:
G-spēks = √[(43,800 × 2²) ÷ 168] = aptuveni 32,3 %.
3. posms: spektra veidošana
Pēdējais solis ir veidot frekvenču spektru, lai tas atbilstu jūsu lietojumam. Tas ir ļoti svarīgi bezstieņa pneimatiskajiem cilindriem, kuriem ir specifiskas rezonanses frekvences, kas atšķiras atkarībā no konstrukcijas.
Gadījuma izpēte: Iepakošanas iekārtu verifikācija
Nesen sadarbojos ar iepakojuma iekārtu ražotāju Vācijā, kuram pēc aptuveni 8 mēnešu darbības bija radušies mīklaini bojājumi bezstieņa cilindros. Viņu standarta testēšana nebija atklājusi problēmu.
Veicot iekārtas faktiskā vibrācijas profila mērījumus, mēs atklājām rezonanses frekvenci 873 Hz, kas satrauca kādu cilindra konstrukcijas sastāvdaļu. Mēs izstrādājām pielāgotu testa spektru, kas uzsvēra šo frekvenču diapazonu, un 72 stundu laikā pēc paātrinātās testēšanas atkārtojām bojājumu. Ražotājs mainīja savu konstrukciju, un problēma tika atrisināta, pirms tā ietekmēja citus klientus.
Vibrācijas testu īstenošanas padomi
Lai iegūtu visprecīzākos rezultātus, ievērojiet šīs vadlīnijas:
Daudzasu testēšana
Pārbaudiet visas trīs asis secīgi, jo bojājumi bieži rodas neierastā virzienā. Konkrēti cilindriem bez stieņiem vērpes veida vibrācija var izraisīt bojājumus, kurus var nepamanīt tikai lineārās vibrācijas dēļ.
Temperatūras apsvērumi
Veiciet vibrācijas testēšanu gan apkārtējās vides, gan maksimālajā darba temperatūrā. Mēs esam atklājuši, ka paaugstinātas temperatūras un vibrācijas kombinācija var 2,3 reizes ātrāk atklāt bojājumus nekā vibrācija vien.
Datu vākšanas metodes
Izmantojiet šos mērījumu punktus, lai iegūtu visaptverošus datus:
- Paātrinājums montāžas punktos
- pārvietojums starpposma vidū un gala punktos
- Iekšējā spiediena svārstības vibrācijas laikā
- Noplūdes līmenis pirms, testēšanas laikā un pēc testēšanas
Kādi sāļās smidzināšanas testa cikli faktiski paredz reālo koroziju?
Pneimatisko komponentu validācijā sāls izsmidzināšanas testēšana bieži tiek nepareizi saprasta un izmantota. Daudzi inženieri vienkārši ievēro standarta testēšanas ilgumu, neizprotot, kā tas atbilst faktiskajiem darba apstākļiem.
Visprognozējamākie sāls smidzināšanas testa cikli atbilst jūsu konkrētās darba vides korozijas faktoriem. Lielākajai daļai rūpniecisko pneimatisko lietojumu ciklisks tests, kurā mainās 5% NaCl izsmidzināšanas (35°C) un sausā perioda periods, nodrošina ievērojami labāku atbilstību reālās darbības rādītājiem nekā nepārtrauktas izsmidzināšanas metodes.

Korelācija starp testa stundām un darbības rādītājiem uz lauka
Šajā salīdzinājuma tabulā ir parādīts, kā dažādas sāls smidzināšanas testa metodes atbilst reālajai iedarbībai dažādās vidēs:
| Vide | Nepārtraukts ASTM B1173 | Cikliskais ISO 9227 | Modificēts ASTM G85 |
|---|---|---|---|
| Rūpnieciskās iekštelpas | 24h = 1 gads | 8h = 1 gads | 12h = 1 gads |
| Āra pilsēta | 48h = 1 gads | 16h = 1 gads | 24h = 1 gads |
| Piekrastes | 96h = 1 gads | 32h = 1 gads | 48h = 1 gads |
| Jūras/krasta | 200h = 1 gads | 72h = 1 gads | 96h = 1 gads |
Testēšanas cikla atlases sistēma
Konsultējot klientus par sāls smidzināšanas testēšanu, es iesaku šos ciklus, pamatojoties uz komponenta tipu un pielietojumu:
Standarta komponenti (alumīnija/tērauda ar pamata apdari)
| Pieteikums | Testa metode | Velosipēda detaļas | Izturēšanas kritēriji |
|---|---|---|---|
| Izmantošana iekštelpās | ISO 9227 NSS | 24 h izsmidzināšana, 24 h žāvēšana × 3 cikli | Nav sarkanās rūsas, <5% baltā rūsa |
| Vispārējā rūpniecība | ISO 9227 NSS | 48 h izsmidzināšana, 24 h žāvēšana × 4 cikli | Nav sarkanās rūsas, <10% baltā rūsa |
| Skarbā vide | ASTM G85 A5 | 1 h izsmidzināšana, 1 h žāvēšana × 120 cikli | Nav pamatmetālu korozijas |
Premium komponenti (uzlabota aizsardzība pret koroziju)
| Pieteikums | Testa metode | Velosipēda detaļas | Izturēšanas kritēriji |
|---|---|---|---|
| Izmantošana iekštelpās | ISO 9227 NSS | 72 h izsmidzināšana, 24 h žāvēšana × 3 cikli | Nav redzamas korozijas |
| Vispārējā rūpniecība | ISO 9227 NSS | 96 h izsmidzināšana, 24 h žāvēšana × 4 cikli | Nav sarkanās rūsas, <5% baltā rūsa |
| Skarbā vide | ASTM G85 A5 | 1 h izsmidzināšana, 1 h žāvēšana × 240 cikli | Nav redzamas korozijas |
Testa rezultātu interpretēšana
Vērtīgas sāls izsmidzināšanas testēšanas atslēga ir pareiza rezultātu interpretācija. Lūk, uz ko jāpievērš uzmanība:
Vizuālie rādītāji
- Baltā rūsa: Agrīns indikators uz cinka virsmām, parasti nav funkcionāla problēma
- Sarkana/brūna rūsa: Pamatmetāla korozija, norāda uz pārklājuma bojājumu
- Blistering: Norāda uz pārklājuma saķeres traucējumiem vai zemūdens koroziju.
- Creep no Scribe: Pārklājuma aizsardzības pasākumi bojātajās vietās
Veiktspējas ietekmes novērtējums
Pēc sāls smidzināšanas testēšanas vienmēr novērtējiet šos funkcionālos aspektus:
- Blīvējuma integritāte: Izmēriet noplūdes rādītājus pirms un pēc iedarbības
- Piedziņas spēks: Salīdziniet nepieciešamo spēku pirms un pēc testēšanas
- Virsmas apdare: Izvērtēt izmaiņas, kas varētu ietekmēt savienojamās sastāvdaļas.
- Izmēru stabilitāte: Pārbaudiet, vai korozijas izraisīta uzbriešana vai deformācija.
Gadījuma izpēte: Automobiļu detaļu testēšana
Liels automobiļu piegādātājs bija saskāries ar priekšlaicīgām pneimatisko komponentu korozijas izraisītām atteiksmēm transportlīdzekļos, kas eksportēti uz Tuvo Austrumu valstīm. Standarta 96 stundu sāls smidzināšanas tests neidentificēja problēmu.
Mēs īstenojām modificētu ciklisko testu, kas ietvēra:
- 4 stundas sāls izsmidzināšana (5% NaCl 35°C temperatūrā)
- 4 stundas žāvēšanas 60°C temperatūrā ar 30% mitrumu
- 16 stundu mitruma iedarbība 50°C temperatūrā ar 95% RH
- Atkārtoti 10 cikli
Šajā testā 7 dienu laikā tika veiksmīgi identificēts bojājuma mehānisms, atklājot, ka augstas temperatūras un sāls kombinācija noārda īpašu blīvējuma materiālu. Pēc pārejas uz piemērotāku maisījumu bojājumu skaits samazinājās par 94%.
Kā jūs varat izveidot FMEA4 Kas patiesībā novērš lauka kļūmes?
Atteices režīmu un seku analīze (FMEA) bieži tiek uzskatīta par papīru darbu, nevis par spēcīgu uzticamības rīku. Lielākā daļa FMEA analīžu, ko es izskatīju, ir vai nu pārāk vispārīgas, vai arī tik sarežģītas, ka praksē tās nav izmantojamas.
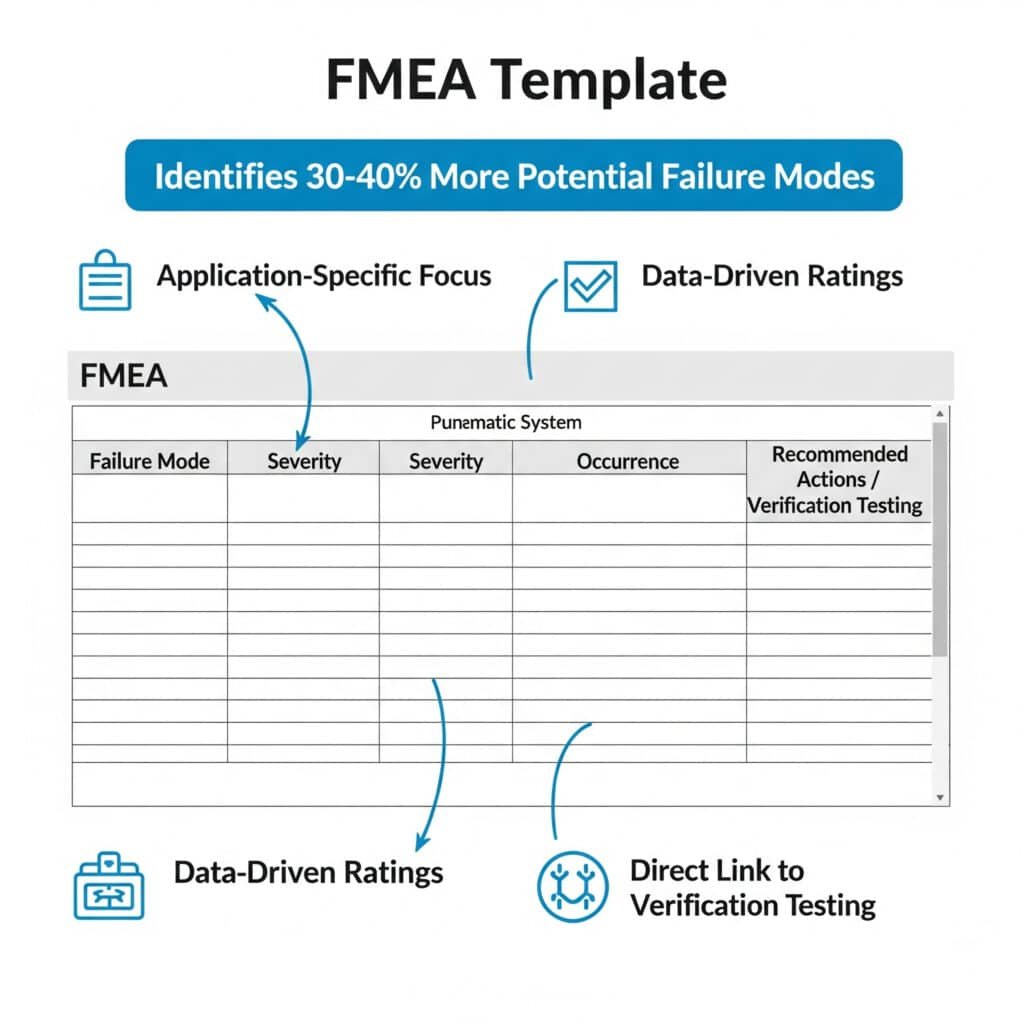
Efektīva pneimatisko sistēmu FMEA koncentrējas uz konkrētiem lietojumiem specifiskiem kļūmes veidiem, kvantitatīvi nosaka gan iespējamību, gan sekas, izmantojot uz datiem balstītus novērtējumus, un ir tieši saistīta ar verifikācijas testēšanas metodēm. Šī pieeja parasti identificē 30-40% vairāk iespējamo kļūmes veidu nekā vispārīgie veidnes paraugi.
FMEA struktūra pneimatiskajiem komponentiem
Visefektīvākā FMEA veidne pneimatiskajām sistēmām ietver šos galvenos elementus:
| Sadaļa | Mērķis | Galvenais ieguvums |
|---|---|---|
| Sastāvdaļu sadalījums | Identificē visas kritiskās daļas | Nodrošina visaptverošu analīzi |
| Funkcija Apraksts | Definē paredzēto veiktspēju | Precizē, kas uzskatāms par neveiksmi |
| Kļūdu režīmi | Uzskaitīti konkrēti veidi, kā funkcija var neizdoties | Mērķtiecīgas testēšanas vadlīnijas |
| Ietekmes analīze | Apraksta ietekmi uz sistēmu un lietotāju | Kritisko jautājumu prioritāšu noteikšana |
| Cēloņu analīze | Identificē pamatcēloņus | Virza preventīvus pasākumus |
| Pašreizējās vadības ierīces | Dokumenti par esošajiem aizsardzības pasākumiem | Novērš dublēšanos |
| Riska prioritātes numurs5 | Kvantitatīvi nosaka kopējo risku | Koncentrē resursus uz visaugstākajiem riskiem |
| Ieteicamās darbības | Norāda seku mazināšanas pasākumus | Izveido īstenojamu plānu |
| Verifikācijas metode | Saites uz konkrētiem testiem | Nodrošina pareizu validāciju |
Lietojumprogrammai specifisku atteices režīmu izstrāde
Vispārīgās FMEA bieži vien neiekļauj svarīgākos kļūmju veidus, jo tajās nav ņemts vērā jūsu konkrētais lietojums. Es iesaku izmantot šo pieeju, lai izstrādātu visaptverošus atteices režīmus:
1. solis: Funkciju analīze
Sadaliet katru komponenta funkciju konkrētās veiktspējas prasībās:
Pneimatiskajam cilindram bez stieņa funkcijas ietver:
- Nodrošināt lineāru kustību ar noteiktu spēku
- Uzturēt pozīcijas precizitāti pielaides robežās
- Spiediena saglabāšana bez noplūdes
- Darbojas ātruma parametru robežās
- Izlīdzināšanas saglabāšana slodzes apstākļos
2. solis: Vides faktoru kartēšana
Katrai funkcijai apsveriet, kā šie vides faktori varētu izraisīt kļūmi:
| Faktors | Iespējamā ietekme |
|---|---|
| Temperatūra | Materiālu īpašību izmaiņas, termiskā izplešanās |
| Mitrums | Korozija, elektrības problēmas, berzes izmaiņas |
| Vibrācija | Atbrīvošanās, nogurums, rezonanse |
| Piesārņojums | Nodilums, aizsprostojums, blīvējuma bojājums |
| Spiediena izmaiņas | Spriedze, deformācija, blīvējuma bojājums |
| Cikla biežums | Nogurums, karstuma uzkrāšanās, eļļošanas sabrukums. |
3. posms: mijiedarbības analīze
Apsveriet, kā komponenti mijiedarbojas savā starpā un ar sistēmu:
- Komponentu saskarnes punkti
- Enerģijas pārneses ceļi
- Signālu/vadības atkarības
- Materiālu saderības jautājumi
Riska novērtēšanas metodoloģija
Tradicionālais RPN (riska prioritātes numurs) aprēķins bieži vien nespēj precīzi noteikt risku prioritāti. Es iesaku izmantot šo uzlaboto pieeju:
Smaguma novērtējums (1-10)
Pamatojoties uz šiem kritērijiem:
1-2: Nozīmīga ietekme, nav jūtamas ietekmes
3-4: Neliela ietekme, neliela veiktspējas pasliktināšanās
5-6: Mērena ietekme, ierobežota funkcionalitāte
7-8: Būtiska ietekme, ievērojams veiktspējas zudums
9-10: Kritiska ietekme, bažas par drošību vai pilnīga neveiksme
Notikuma novērtējums (1-10)
Pamatojoties uz datiem balstītu varbūtību:
1: <1 uz miljonu ciklu
2-3: 1-10 uz miljonu ciklu
4-5: 1-10 uz 100 000 cikliem
6-7: 1-10 uz 10 000 cikliem
8-10: >1 uz 1000 cikliem
Atklāšanas vērtējums (1-10)
Pamatojoties uz pārbaudes iespējām:
1-2: Noteikta atklāšana pirms ietekmes uz klientu
3-4: augsta atklāšanas varbūtība
5-6: Vidēji liela varbūtība, ka tiks atklāts
7-8: Zema atklāšanas varbūtība
9-10: Ar pašreizējām metodēm nav iespējams noteikt
FMEA sasaiste ar verifikācijas testēšanu
Vērtīgākais pareizas FMEA aspekts ir tiešas saiknes izveide ar verifikācijas testēšanu. Katram atteices režīmam norādiet:
- Testa metode: Konkrētais tests, ar kuru tiks pārbaudīts šis kļūmes režīms
- Testa parametri: Precīzi nepieciešamie nosacījumi
- Uzņemšanas/neuzņemšanas kritēriji: Kvantitatīvie pieņemšanas standarti
- Parauga lielums: Statistiskās ticamības prasības
Gadījuma izpēte: Uz FMEA balstīta dizaina uzlabošana
Medicīniskā aprīkojuma ražotājs Dānijā izstrādāja jaunu ierīci, kurā precīzai pozicionēšanai izmantoja pneimatiskos cilindrus bez stieņiem. Sākotnējā FMEA bija vispārīga, un tajā nebija ietverti vairāki kritiski kļūmes veidi.
Izmantojot mūsu pielietojumam specifisko FMEA procesu, mēs identificējām potenciālu kļūmes veidu, kurā vibrācija varēja izraisīt pakāpenisku cilindra gultņu sistēmas neatbilstību virzienam. Standarta testēšanā tas netika fiksēts.
Mēs izstrādājām kombinētu vibrācijas un cikla testu, kas divu nedēļu laikā simulēja 5 gadu ekspluatāciju. Tests atklāja pakāpenisku veiktspējas pasliktināšanos, kas medicīnā nebūtu pieņemama. Grozot gultņa konstrukciju un pievienojot sekundāro regulēšanas mehānismu, problēma tika atrisināta pirms produkta laišanas tirgū.
Secinājums
Efektīvai pneimatisko sistēmu uzticamības verifikācijai ir nepieciešami pārdomāti izvēlēti vibrācijas testu spektri, piemērošanai piemēroti sāls miglas testa cikli un visaptveroša atteices režīma analīze. Integrējot šīs trīs pieejas, jūs varat ievērojami samazināt verifikācijas laiku, vienlaikus palielinot pārliecību par ilgtermiņa uzticamību.
Biežāk uzdotie jautājumi par uzticamības verifikāciju
Kāds minimālais parauga lielums ir nepieciešams, lai veiktu uzticamu pneimatisko komponentu testēšanu?
Pneimatisko komponentu, piemēram, cilindru bez stieņiem, statistiskā ticamība prasa testēt vismaz 5 vienības kvalifikācijas testēšanai un 3 vienības pastāvīgai kvalitātes pārbaudei. Kritiskiem lietojumiem var būt nepieciešami lielāki paraugi - 10-30 vienību, lai noteiktu mazāk iespējamus kļūmes veidus.
Kā noteikt atbilstošu paātrinājuma koeficientu uzticamības testēšanai?
Atbilstošais paātrinājuma koeficients ir atkarīgs no testējamā bojājuma mehānisma. Mehāniskajam nodilumam parasti izmanto 2-5 reizes lielākus koeficientus. Termiskai novecošanai parasti izmanto 10x. Vibrācijas testēšanai var piemērot 5-20x koeficientus. Lielāki koeficienti var izraisīt nereālus bojājumu veidus.
Vai sāls smidzināšanas testa rezultāti var paredzēt faktisko izturību pret koroziju pēc gadiem?
Sāls izsmidzināšanas testi nodrošina relatīvas, nevis absolūtas prognozes par izturību pret koroziju. Korelācija starp testa stundām un faktiskajiem gadiem ievērojami atšķiras atkarībā no vides. Rūpnieciskās iekštelpās 24-48 stundas nepārtrauktas sāls smidzināšanas parasti atbilst 1-2 gadu iedarbībai.
Kāda ir atšķirība starp DFMEA un PFMEA pneimatisko komponentu gadījumā?
Dizaina FMEA (DFMEA) ir vērsta uz pneimatisko komponentu konstrukcijas nepilnībām, savukārt procesa FMEA (PFMEA) ir vērsta uz iespējamām kļūmēm, kas rodas ražošanas laikā. Abas ir nepieciešamas - DFMEA nodrošina konstrukcijas izturību, savukārt PFMEA nodrošina pastāvīgu ražošanas kvalitāti.
Cik bieži ražošanas laikā jāatkārto uzticamības pārbaudes testēšana?
Pilnīga uzticamības pārbaude jāveic sākotnējās kvalifikācijas laikā un ikreiz, kad notiek būtiskas konstrukcijas vai procesa izmaiņas. Reizi ceturksnī jāveic saīsināta verifikācija (koncentrējoties uz kritiskajiem parametriem), statistiski atlasot paraugus, pamatojoties uz ražošanas apjomu un riska līmeni.
Kādi vides faktori visvairāk ietekmē pneimatisko cilindru bez stieņiem uzticamību?
Nozīmīgākie vides faktori, kas ietekmē pneimatisko cilindru bez stieņiem uzticamību, ir temperatūras svārstības (ietekmē blīvējuma darbību), daļiņu piesārņojums (izraisa paātrinātu nodilumu) un vibrācija (ietekmē gultņu izlīdzināšanu un blīvējuma integritāti). Šie trīs faktori izraisa aptuveni 70% priekšlaicīgu kļūmju.
-
Paskaidro paātrinātās kalpošanas testēšanas (ALT) principus, kas ir produkta testēšanas process, pakļaujot to apstākļiem (piemēram, spriegumam, deformācijai, temperatūrai, spriegumam, vibrācijas ātrumam), kas pārsniedz tā parastos ekspluatācijas parametrus, lai īsākā laikā noteiktu tā kalpošanas laiku. ↩
-
Sniedz pārskatu par MIL-STD-810 - ASV militāro standartu, kurā izklāstīti vides inženiertehniskie apsvērumi un laboratorijas testi, galveno uzmanību pievēršot plaši izmantotajām vibrācijas testēšanas metodēm, kas imitē reālos iekārtu darbības apstākļus. ↩
-
Sīkāka informācija par ASTM B117 standartu, kas nosaka standartizētu procedūru neitrāla sāls izsmidzināšanas (miglas) aparāta darbībai, kas ir plaši izplatīts un sen izmantots korozijas tests, lai novērtētu materiālu un pārklājumu relatīvo izturību pret koroziju. ↩
-
Sniedz visaptverošu skaidrojumu par atteices režīmu un seku analīzi (FMEA) - sistemātisku, proaktīvu pieeju, lai noteiktu iespējamos atteices režīmus projektā, procesā vai izstrādājumā un novērtētu ar šīm atteicēm saistīto risku. ↩
-
Aprakstīta riska prioritātes numura (RPN) aprēķināšanas metode FMEA, kas ir kvantitatīvs riska rangs, ko aprēķina, reizinot smaguma, sastopamības un atklāšanas rādītājus, un ko izmanto, lai noteiktu koriģējošo darbību prioritāti. ↩
