
Innledning
Gruvemiljøer ødelegger standard sylinderstenger på måneder, ikke år. 🪨 Slipende støv, steinpartikler og mineralforurensninger virker som sandpapir ved hvert slag og lager riper. krombelegg1 og forårsaker katastrofale tetningsfeil. Når utstyret ditt opererer under så tøffe forhold, er konvensjonelle overflatebehandlinger ganske enkelt ikke nok.
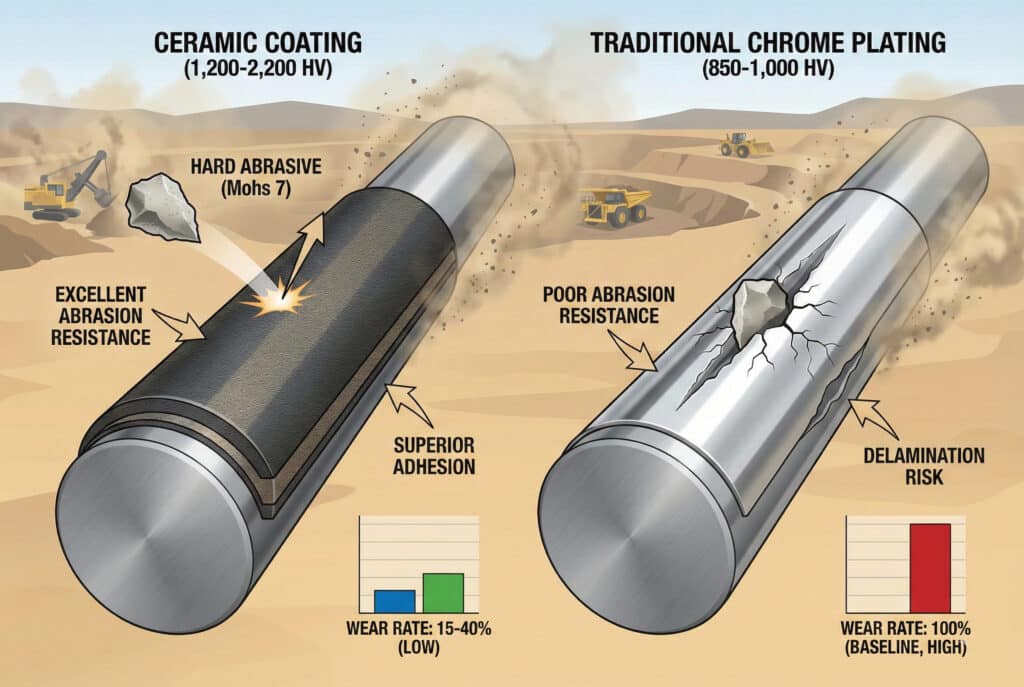
Keramiske belegg for sylinderstenger gir en hardhet på 1200–2200 HV (sammenlignet med 850–1000 HV for hardkrom), og skaper en ultrahård, slitesterk barriere som forlenger stangens levetid med 300–500% i slitasjeutsatte gruvedriftssituasjoner. Disse beleggene – inkludert kromkarbid, wolframkarbid og aluminiumoksid – påføres gjennom termisk sprøyting2 eller PVD3 prosesserer med en tykkelse på 25–150 mikron, og gir overlegen partikkelbestandighet samtidig som den glatte overflatefinishen som kreves for effektiv tetning i pneumatiske sylindere, opprettholdes.
I forrige kvartal jobbet jeg med Steven, en vedlikeholdsingeniør ved en kobbergruve i Arizona. Anlegget hans skiftet ut forkromede sylinderstenger hver 4.–6. måned på grunn av slitasje fra kobbermalmstøv. Hver utskifting medførte 8–12 timers driftsstans på kritiske transportbåndposisjoneringssystemer, noe som kostet $15 000–20 000 per hendelse. Vi leverte Bepto-stangløse sylindere med wolframkarbid-keramisk belegg på styrestengene. Etter 18 måneders kontinuerlig drift under de samme tøffe forholdene viser stengene hans minimal slitasje – vi har forlenget utskiftingssyklusen fra 6 måneder til anslagsvis 3+ år, noe som gir en besparelse på over $120 000.
Innholdsfortegnelse
- Hva gjør keramiske belegg overlegne for gruvedrift?
- Hvilke typer keramisk belegg fungerer best for sylinderstenger?
- Hvordan sammenlignes keramikkbelagte stenger med krom når det gjelder totale kostnader?
- Hvilke installasjons- og vedlikeholdshensyn er avgjørende?
Hva gjør keramiske belegg overlegne for gruvedrift?
Gruvemiljøer er den ultimate testen på materialers holdbarhet. ⛏️
Keramiske belegg overgår tradisjonell forkroming i gruvedrift, fordi deres krystallstruktur gir 2-3 ganger større hardhet (1200-2200 HV mot 850-1000 HV), overlegen slitestyrke mot mineralpartikler og bedre vedheft som forhindrer delaminering av belegget under støtbelastninger. Den tette keramiske matrisen motstår partikkelinnlemming og skaper en selvsmørende overflate som reduserer friksjonen med 30-40%, noe som forlenger både stangens og tetningens levetid samtidig som den opprettholder dimensjonsstabiliteten i temperaturer fra -40 °C til +500 °C.
Fordelen med slitestyrke
Gruvedrift utsettes sylinderstenger for noen av de mest slipende materialene på jorden:
| Slipemateriale | Mohs hardhet | Slitasjehastighet ved forkroming | Slitasjehastighet for keramisk belegg |
|---|---|---|---|
| Silisiumdioksidstøv (sand) | 7 | 100% (grunnlinje) | 15-25% |
| Jernmalm | 5-6 | 100% | 20-30% |
| Kobbermalm | 3-4 | 100% | 25-35% |
| Kullstøv | 2-3 | 100% | 30-40% |
| Kalkstein | 3-4 | 100% | 25-35% |
Hardhetsfordelen er dramatisk. Forkroming på 850-1000 HV er hardere enn stål, men mykere enn de fleste mineralpartikler. Keramiske belegg på 1200-2200 HV overgår hardheten til de fleste slipende forurensninger, og forhindrer partikkelpenetrasjon.
Slag- og støtbestandighet
Gruveutstyr utsettes for konstant vibrasjon, støtbelastninger og slag. Tradisjonell forkroming kan sprekke eller flasse av under slike forhold, og dermed skape utgangspunkt for akselerert slitasje. Keramiske belegg, når de påføres riktig med passende bindelag, fordeler slagenergi mer effektivt.
Termiske spray-keramiske belegg skaper en mekanisk binding gjennom overflateoppruing og partikkelforankring, noe som gir utmerket vedheft selv under støtbelastninger. Beleggets lagdelte struktur absorberer støtenergi uten katastrofal delaminering.
Temperaturstabilitet
Underjordiske gruvedrifter kan oppleve ekstreme temperaturvariasjoner – fra iskalde forhold på overflaten til 40–50 °C under jorden. Overflategruvedrift i ørkenområder har dagtemperaturer på over 50 °C. Keramiske belegg beholder sine egenskaper gjennom hele dette temperaturområdet, mens forkroming kan utvikle termiske spenningssprekker fra gjentatte sykluser.
Hvilke typer keramisk belegg fungerer best for sylinderstenger?
Ikke alle keramiske belegg er like egnet for pneumatiske anvendelser. 🔬
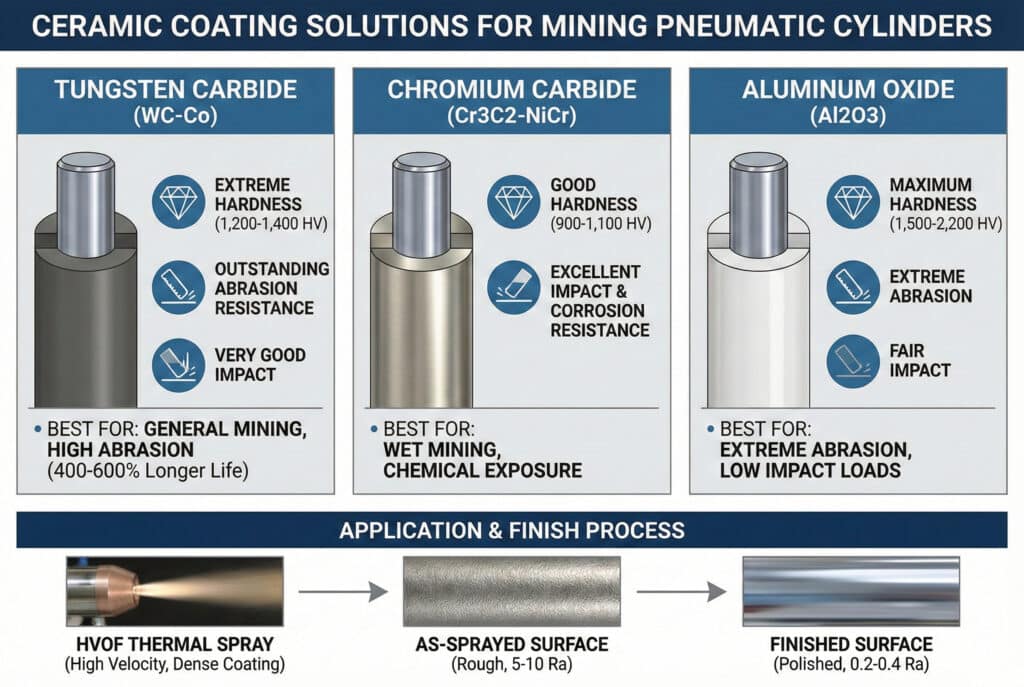
Wolframkarbid (WC-Co) belegg gir den beste balansen mellom ekstrem hardhet (1200-1400 HV), seighet og overflatefinish for sylinderstenger i gruvedrift, og gir 400-600% lengre levetid enn krom i silisiumrike miljøer. Kromkarbid (Cr3C2-NiCr) gir utmerket korrosjonsbestandighet med god hardhet (900–1100 HV), ideelt for våte gruvedrift. Aluminiumoksid (Al2O3) gir maksimal hardhet (1500–2200 HV), men krever forsiktig påføring for å unngå sprøhet, noe som gjør det egnet for ekstrem slitasje med minimale støtbelastninger.
Sammenligning av belegg for gruvedrift
| Type belegg | Hardhet (HV) | Motstandsdyktighet mot slitasje | Slagfasthet | Motstandsdyktighet mot korrosjon | Beste gruvedrift-applikasjon |
|---|---|---|---|---|---|
| Hard krom (referanse) | 850-1,000 | Rimelig | Bra | Utmerket | Ren, kun innendørs |
| Wolframkarbid (WC-Co) | 1,200-1,400 | Fremragende | Meget bra | Bra | Generell gruvedrift, høy slitasje |
| Kromkarbid (Cr3C2) | 900-1,100 | Utmerket | Utmerket | Fremragende | Våtgruvedrift, eksponering for kjemikalier |
| Aluminiumoksid (Al2O3) | 1,500-2,200 | Ekstrem | Rimelig | Utmerket | Ekstrem slitasje, lav påvirkning |
| Titanitrid (TiN) | 2,000-2,400 | Meget bra | Rimelig | Bra | Presisjonsapplikasjoner, lavere belastninger |
Søknadsprosessen er viktig
Høyhastighets oksygenbrensel (HVOF) termisk sprøyting: Gullstandarden for belegg av wolframkarbid og kromkarbid. HVOF produserer ekstremt tette, godt bundne belegg med minimal porøsitet. Partikkelhastighetene overstiger 600 m/s, noe som gir overlegen vedheft og beleggstetthet.
Plasmasprøyte: Brukes til aluminiumoksid og enkelte karbidbelegg. Lavere kostnad enn HVOF, men litt mer porøst. Gir fortsatt utmerket ytelse i de fleste gruvedriftssituasjoner.
PVD (fysisk dampavsetning): Skaper ekstremt tynne (2-5 mikron), ultrahårde belegg som titannitrid. Begrenset til bruksområder med lav slitasje på grunn av den tynne beleggtykkelsen, men gir en eksepsjonell overflatefinish.
Hos Bepto samarbeider vi med ISO 90014 sertifiserte beleggingsanlegg som spesialiserer seg på HVOF-wolframkarbidpåføring. Våre standard stangløse sylindere av gruvekvalitet har 75-100 mikron WC-Co-belegg påført over sandblåste, spenningsavlastede underlag for maksimal vedheft og holdbarhet.
Krav til overflatefinish
Keramiske belegg som sprayes på har ru overflater (5-10 Ra) som ikke er egnet for pneumatiske tetninger. Sliping og polering etter belegging til 0,2-0,4 Ra er avgjørende. Denne etterbehandlingsprosessen fjerner overflatehøyder samtidig som den harde keramiske matrisen opprettholdes, noe som skaper en glatt tetningsflate som ikke skader tetningene, samtidig som slitestyrken beholdes.
Hvordan sammenlignes keramikkbelagte stenger med krom når det gjelder totale kostnader?
Startprisen forteller bare en del av historien når det gjelder gruvedrift. 💰
Keramikkbelagte sylinderstenger koster 80-150% mer i utgangspunktet enn forkromede alternativer ($300-600 mot $150-250 for typiske sylinderstørrelser i gruvedrift), men har 300-500% lengre levetid i slitasjeutsatte miljøer, noe som reduserer de totale eierkostnadene med 40-60% over 5 år når man tar hensyn til kostnader for reservedeler, arbeidskraft og driftsstans. For operasjoner hvor sylinderfeil forårsaker $10 000-50 000 per hendelse i tapt produksjon, er avkastningsperioden vanligvis 6-12 måneder.
Analyse av reelle kostnader
Scenario: Posisjoneringssystem for transportbånd i kullgruvedrift
| Kostnadsfaktor | Forkrommet (5 år) | Keramisk belagt (5 år) | Besparelser |
|---|---|---|---|
| Opprinnelig kostnad for stang | $220 | $450 | -$230 |
| Erstatninger (9x mot 2x) | $1,980 | $450 | +$1,530 |
| Arbeidskraft (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Nedetid (11x @ $12 000) | $132,000 | $36,000 | +$96,000 |
| Tetningsutskiftninger (ekstra slitasje) | $880 | $320 | +$560 |
| Total 5-årskostnad | $140,580 | $38,720 | $101,860 |
Denne analysen er basert på faktiske data fra en kunde i West Virginia som opererer under forhold med høyt silisiuminnhold i kullstøv.
Bepto-verdiforslaget
Som direkte OEM-alternativleverandør tilbyr vi keramikkbelagte stangløse sylindere til 25-35% under prisene til de store merkene. Vår wolframkarbidbeleggpakke gir en standard sylinder en ekstra beskyttelse på omtrent $180-280, sammenlignet med $400-600 som premium OEM-merker tar for tilsvarende beskyttelse.
Jeg jobbet nylig med Patricia, en innkjøpssjef for en produsent av gruveutstyr i Nevada. Hun spesifiserte sylindere til utstyr for gullutvinning som skulle brukes i Peru og Chile – ekstremt slitasjeutsatte miljøer i stor høyde. Hennes OEM-leverandør ga et tilbud på $2 800 per keramikkbelagt stangløs sylinder med 16 ukers leveringstid.
Vi leverte dimensjonskompatible Bepto-sylindere med HVOF-wolframkarbidbelegg til $1,850 hver, levert på 4 uker. Hennes selskap har nå standardisert Bepto for alle gruvedriftapplikasjoner, noe som sparer 30-35% på komponentkostnader og samtidig forbedrer leveringssikkerheten.
Når keramiske belegg gir mening
Høyverdige applikasjoner:
- Nedetid for utstyr >$5 000 per time
- Utskiftningssyklus <12 måneder med krom
- Eksponering for silisiumdioksid eller mineralstøv
- Fjerntliggende steder med vanskelig tilgang
Marginale anvendelser:
- Utstyr med lav syklusfrekvens (<50 000 sykluser/år)
- Rene eller moderat støvete omgivelser
- Enkel tilgang for vedlikehold
- Prosjekter med begrenset budsjett
Vi hjelper kundene med å ta informerte beslutninger basert på faktiske driftsforhold og total kostnadsanalyse, ikke bare ved å selge premium-belegg til alle bruksområder.
Hvilke installasjons- og vedlikeholdshensyn er avgjørende?
Keramiske belegg krever spesiell håndtering for å oppnå maksimal ytelse. 🔧
Keramikkbelagte stenger krever forsiktig installasjon, blant annet ved å unngå støtskader under montering, bruke egnede tetningsmaterialer (polyuretan eller fylt PTFE i stedet for standard NBR), opprettholde riktig smøring med smørefett med lav friksjon og bruke effektive stangmansjetter eller avstrykere for å forhindre partikkelakkumulering. Regelmessig inspeksjon bør fokusere på beleggets integritet snarere enn slitasjedybden, da selv mindre skader på belegget kan akselerere lokal slitasje. Riktig oppbevaring i beskyttende hylser forhindrer håndteringsskader før installasjon.

Beste praksis for installasjon
Håndter med forsiktighet: Keramiske belegg er ekstremt harde, men kan flise eller sprekke hvis de blir slått med metallverktøy. Bruk verktøy med plast- eller gummibelegg under installasjonen. Fest aldri klemmer direkte på belagte overflater – bruk beskyttelseshylser.
Tetningskompatibilitet: Standard NBR-pakninger gir kanskje ikke optimal ytelse med keramiske belegg. Vi anbefaler:
- Tetninger av polyuretan: Beste slitestyrke og kompatibilitet
- Fylt PTFE: Utmerket for bruk ved høye temperaturer
- HNBR (hydrogenert NBR): God balanse mellom egenskapene
Riktig smøring: Selv om keramiske belegg reduserer friksjonen, er innkjøringssmøring avgjørende. Bruk smørefett basert på molybdendisulfid eller PTFE som ikke tiltrekker seg slipende partikler.
Vedlikehold og inspeksjon
Protokoll for visuell inspeksjon:
- Månedlig: Kontroller for synlige skader på belegget, avskalling eller delaminering.
- Kvartalsvis: Mål slitasje på tetninger som indikator på stangens tilstand
- Årlig: Detaljert inspeksjon med forstørrelse for å oppdage mikrosprekker
Rengjøringsprosedyrer: Bruk myke børster og trykkluft – aldri stålbørster eller slipende svamper som kan skade belegget. Unngå å bruke høytrykksspyling direkte på den belagte overflaten.
Miljøvern
Selv keramikkbelagte stenger drar nytte av miljøbeskyttelse:
Stangstøvler: Støvler i trekkspillstil forhindrer 80-90% partikkelkontakt med stangoverflaten, og forlenger levetiden til keramisk belegg med 2-3 ganger.
Vindusviskere: Høyeffektive polyuretan-viskere fjerner partikler før de kommer i kontakt med tetningene, og beskytter både belegget og tetningsflatene.
Luftfiltrering: Riktig filtrering av trykkluft (ISO 8573-15 Klasse 6 eller bedre for partikler) forhindrer intern forurensning som kan skade tetninger fra innsiden.
Hos Bepto tilbyr vi komplette miljøbeskyttelsespakker som er spesielt utviklet for gruvedrift, inkludert kraftige stangmansjetter, doble viskeranordninger og monteringsutstyr som er motstandsdyktig mot støt og vibrasjoner.
Konklusjon
Keramiske belegg forvandler sylinderstenger fra forbrukskomponenter til langsiktige eiendeler i gruvedrift, og gir dramatiske reduksjoner i utskiftningsfrekvens, vedlikeholdskostnader og uplanlagt driftsstans gjennom overlegen slitestyrke og holdbarhet. 🏆
Vanlige spørsmål om keramiske belegg for gruvesylindere
Spørsmål: Kan keramiske belegg påføres eksisterende forkromede stenger som en oppgradering?
Ja, men kromet må først fjernes helt ved sliping eller kjemisk avfarging for å nå stålunderlaget. Stangen blir deretter sandblåst for å skape den overflateprofilen som er nødvendig for at keramisk belegg skal feste seg, belagt og finslipt. Denne renoveringen koster 60-70% av en ny keramisk belagt stang og er økonomisk for stenger med stor diameter eller spesialtilpassede stenger, selv om vi vanligvis anbefaler utskifting for standardstørrelser.
Spørsmål: Hva skjer hvis det keramiske belegget blir skadet eller flisete under bruk?
Mindre overflateskader (<2 mm i diameter) sprer seg vanligvis ikke hvis bindingslaget forblir intakt – den omkringliggende keramikken fortsetter å beskytte underlaget. Skader som eksponerer stålunderlaget skaper imidlertid et lokalt slitasjepunkt som kan akselerere. Skadede stenger bør skiftes ut ved neste planlagte vedlikehold, i stedet for å vente på en katastrofal feil. Derfor anbefaler vi kvartalsvise inspeksjoner i tøffe gruveforhold.
Spørsmål: Krever keramiske belegg spesielle innkjøringsprosedyrer?
Ja, keramikkbelagte stenger har nytte av en innkjøringsperiode på 50–100 sykluser ved redusert hastighet (50–60% av normal) og trykk (70–80% av driftstrykk) med riktig smøring. Dette gjør at tetningene kan tilpasse seg beleggets overflate og danner en innledende smørefilm. Hvis innkjøringsperioden hoppes over, kan det føre til for tidlig slitasje på tetningene i løpet av de første timene av driften.
Spørsmål: Hvordan fungerer keramiske belegg i våte gruvedriftssituasjoner med eksponering for vann?
Keramiske belegg er svært effektive under våte forhold – belegg av kromkarbid og wolframkarbid er svært korrosjonsbestandige og påvirkes ikke av korrosjon under overflaten som kan løfte krombelegget. Vann kan imidlertid transportere slipende partikler mer effektivt enn tørt støv, så miljøtetting (stangmansjetter, effektive vindusviskere) blir enda viktigere. Vi har sett utmerket ytelse i våte gruvedriftssituasjoner med riktig systemdesign.
Spørsmål: Kan keramikkbelagte stenger repareres eller belegges på nytt etter slitasje?
Keramikkbelagte stenger kan strippes og belegges på nytt, men hver syklus fjerner 0,1–0,2 mm av grunnmaterialet gjennom overflatebehandling. Stenger kan vanligvis belegges på nytt 2–3 ganger før dimensjonstoleransene blir kompromittert. Påføring av nytt belegg koster 50–60 % av prisen for en ny stang. Hos Bepto tilbyr vi renoveringstjenester for stenger til høykvalitets- eller spesialtilpassede bruksområder, selv om utskifting ofte er mer økonomisk for standard sylinderstørrelser.
-
Lær om egenskapene og tradisjonelle bruksområder for hardforkroming i industrimaskiner. ↩
-
Utforsk de ulike termiske sprøyteteknikkene som brukes til å påføre høytytende beskyttende belegg. ↩
-
Forstå prosessen med fysisk dampavsetning (PVD) og dens rolle i å skape ultratynne, slitesterke lag. ↩
-
Oppdag de internasjonale standardene for kvalitetsstyringssystemer som sikrer jevn produkt- og tjenestekvalitet. ↩
-
Gjennomgå de internasjonale standardene for renhet av trykkluft, som definerer grenser for forurensninger i industrielle systemer. ↩
