

Aluminiumsylinderen din har fungert feilfritt i 18 måneder, men plutselig – knakk. 💥 Sylinderhuset sprekker ved en monteringsbussing under normal drift, noe som fører til at trykkluft slipper ut og hele produksjonscellen stanses. Feilen virket å komme ut av det blå, men det gjorde den ikke. Den var forutsigbar, kalkulerbar og kunne forhindres hvis du forsto modeller for forutsigelse av utmattingslevetid.
Modeller for å forutsi utmattingslevetiden til sylinderhus i aluminium bruker spennings-syklus-forhold (S-N-kurver) og teorier om skadeakkumulering for å estimere hvor mange trykksykluser en sylinder kan tåle før det oppstår sprekker og svikt. Disse modellene tar hensyn til materialegenskaper, spenningskonsentrasjonsfaktorer, driftstrykk, syklusfrekvens og miljøforhold for å forutsi levetiden fra 10⁶ til 10⁸ sykluser, slik at man kan bytte ut delene proaktivt før det oppstår katastrofale feil.
For to måneder siden rådførte jeg meg med Michael, en anleggsingeniør ved en drikkevarefabrikk i Texas. Anlegget hans er i drift 24/7 med sylindere som går i syklus hver tredje sekund – det vil si 28 800 sykluser per dag, eller 10,5 millioner sykluser per år. Han hadde erstattet sylindere reaktivt når de sviktet, noe som medførte 4–6 timers driftsstans per hendelse til en kostnad på $12 000 per time. Da jeg spurte om han hadde en forutsigbar utskiftingsplan, så han på meg med et tomt blikk: “Chuck, hvordan skal jeg vite når en sylinder vil svikte?” Svaret: modeller for forutsigelse av utmattingslevetid.
Innholdsfortegnelse
- Hva er modeller for å forutsi utmattingslevetid, og hvorfor er de viktige?
- Hvordan beregner man forventet utmattingslevetid for aluminiumsflasker?
- Hvilke faktorer reduserer utmattingslevetiden i praktiske anvendelser?
- Hvordan kan du forlenge sylinderens levetid og forutsi feil?
Hva er modeller for å forutsi utmattingslevetid, og hvorfor er de viktige? 🔬
Aluminiumsflasker slites ikke ut – de blir utmattede. Å forstå denne grunnleggende forskjellen endrer alt når det gjelder hvordan du administrerer pneumatiske systemer.
Modeller for å forutsi utmattingslevetid er matematiske rammeverk som estimerer antall belastningssykluser en komponent kan tåle før den utvikler sprekker og svikter. For sylinderhus i aluminium bruker disse modellene materiale S-N-kurver1 (stress vs. antall sykluser), Gruvearbeiderens regel2 for kumulativ skade og spenningskonsentrasjonsfaktorer for å forutsi når mikroskopiske sprekker vil oppstå og spre seg til brudd, vanligvis etter 10⁶ til 10⁸ trykksykluser, avhengig av spenningsamplitude og designfaktorer.
Fysikken bak utmattingsbrudd
Utmattelse er fundamentalt forskjellig fra statisk overbelastningssvikt. En sylinderkropp som trygt tåler 10 bar statisk trykk, vil til slutt svikte ved bare 6 bar hvis den utsettes for millioner av sykluser.
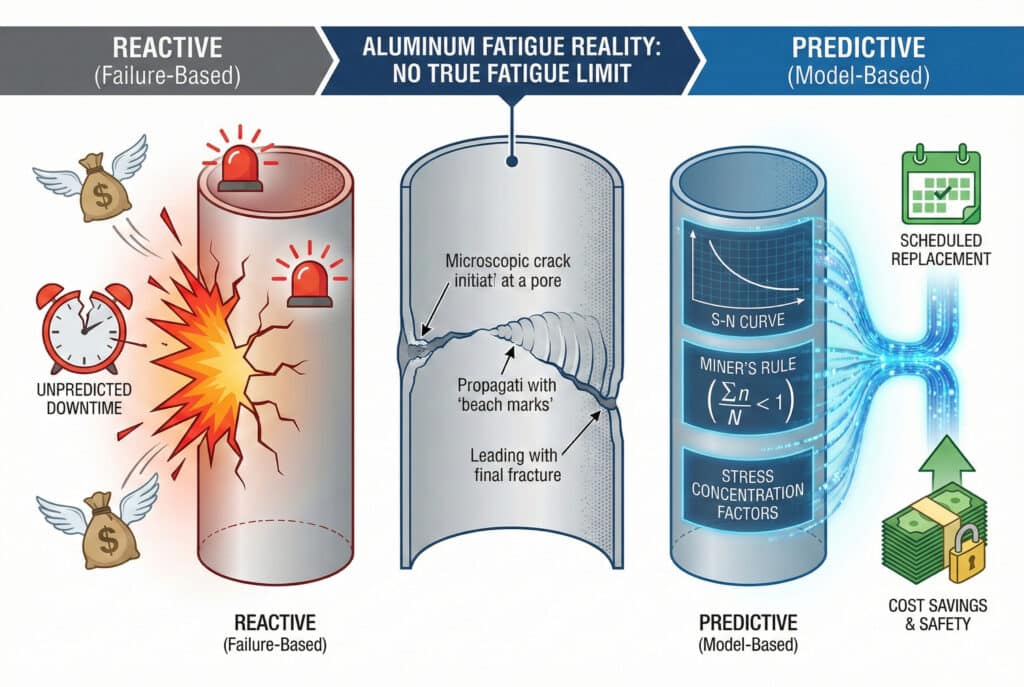
Utmattelsesprosessen foregår i tre faser:
Fase 1: Sprekkinitiering (70-90% av levetid) Mikroskopiske sprekker dannes ved spenningskonsentrasjonspunkter – gjenger, porter, monteringshull eller overflatefeil. Dette skjer ved spenningsnivåer langt under materialets strekkgrense.
Fase 2: Sprekkeutbredelse (5-25% av levetid) Sprekken vokser sakte med hver trykksyklus, og følger forutsigbare bruddmekanikk3 lover. Vekstraten øker når sprekken blir lengre.
Fase 3: Endelig brudd (<5% av livet) Når det gjenværende materialet ikke lenger kan bære belastningen, oppstår det plutselig en katastrofal svikt – vanligvis uten forvarsel.
Hvorfor aluminium er spesielt utsatt
Aluminiumslegeringer har utmerket styrke-vekt-forhold, men de mangler en ekte utmattingsgrense i motsetning til stål:
| Materiale | Utmattelsesatferd | Praktiske implikasjoner |
|---|---|---|
| Stål | Har utmattingsgrense (~50% strekkfasthet) | Uendelig levetid mulig under grensen |
| Aluminium | Ingen reell utmattingsgrense | Vil til slutt svikte ved ethvert stressnivå |
| Rustfritt stål | Har utmattingsgrense (~40% strekkfasthet) | Uendelig levetid mulig under grensen |
Dette betyr at hver aluminiumsflaske har en begrenset levetid – det er ikke et spørsmål om “hvis” den vil svikte, men “når”. Spørsmålet er om du forutsier og forhindrer det, eller lar det overraske deg. 😰
Kostnaden ved reaktivt vedlikehold sammenlignet med forebyggende vedlikehold
Reaktiv tilnærming (feilbasert):
- Uforutsigbar nedetid
- Nødreparasjoner til premiumpris
- Potensiell sekundær skade som følge av svikt
- Produksjonstap under uplanlagte stopp
- Sikkerhetsrisikoer ved trykkfeil
Prediktiv tilnærming (modellbasert):
- Planlagt utskifting under planlagt vedlikehold
- Standardpriser for komponenter
- Ingen sekundær skade
- Minimal innvirkning på produksjonen
- Økt sikkerhet gjennom forebygging
Michaels anlegg i Texas brukte $180 000 årlig på reaktive sylinderfeil. Etter å ha implementert prediktiv utskifting, falt kostnadene til $65 000, og nedetiden ble redusert med 85%. 💰
Hvordan beregner man forventet utmattingslevetid for aluminiumsflasker? 📊
Matematikken er ikke enkel, men å forstå prinsippene hjelper deg å ta informerte beslutninger om valg av sylinder og tidspunkt for utskifting.
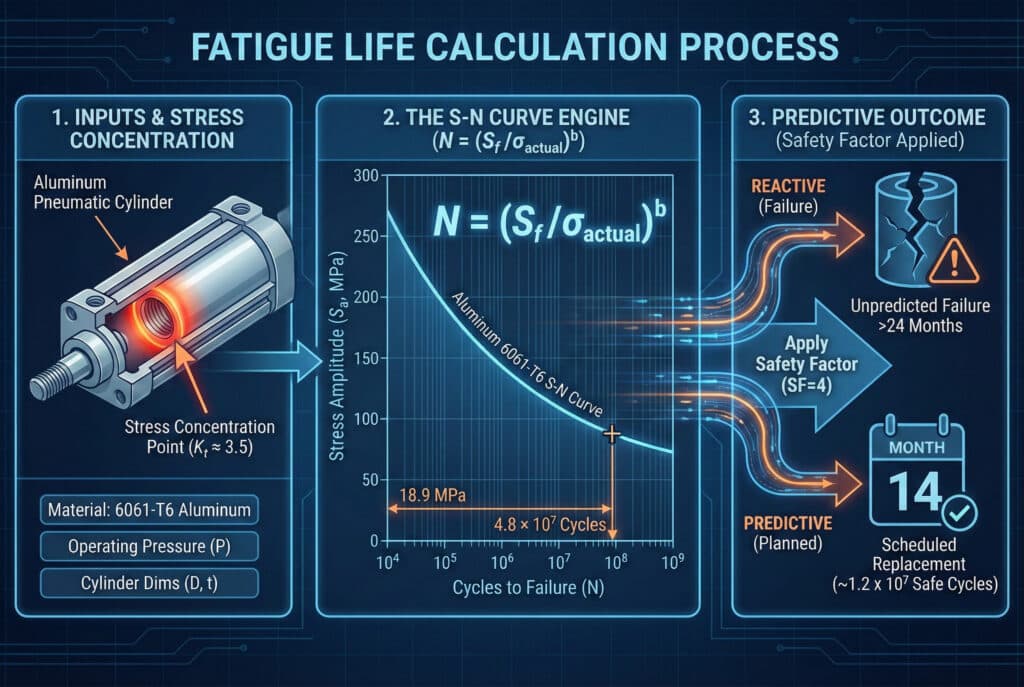
Beregn utmattingslevetid ved hjelp av S-N-kurveformelen: , hvor N er sykluser til svikt, er utmattingsstyrkekoeffisienten, er den påførte spenningsamplituden, og b er utmattingsstyrkeeksponenten (vanligvis -0,1 til -0,15 for aluminium). Bruk spenningskonsentrasjonsfaktorer for geometriske egenskaper, og bruk deretter Miners regel for å ta hensyn til variabel amplitudebelastning. For 6061-T6 aluminium ved 100 MPa spenningsamplitude kan du forvente omtrent 10⁶ sykluser; ved 50 MPa kan du forvente 10⁷ sykluser.
Forstå S-N-kurven
S-N-kurven (spenning mot antall sykluser) er grunnlaget for å forutsi utmattingslevetiden. Den bestemmes eksperimentelt ved å sykle testprøver til brudd ved ulike spenningsnivåer.
Viktige parametere for 6061-T6 aluminium (typisk sylindermateriale):
- Maksimal strekkfasthet: 310 MPa
- Strekkfasthet: 275 MPa
- Utmattingsstyrke4 ved 10⁶ sykluser: ~90-100 MPa
- Utmattingsstyrke ved 10⁷ sykluser: ~60-70 MPa
- Utmattingsstyrke ved 10⁸ sykluser: ~50-60 MPa
Den grunnleggende utmattingslevetidsligningen
Forholdet mellom stress og sykluser følger en potenslov:
Hvor?
- = antall sykluser til svikt
- = utmattingsstyrke-koeffisient (~200-250 MPa for 6061-T6)
- = påført spenningsamplitude (MPa)
- = utmattingsstyrkeeksponent (~-0,12 for aluminium)
Trinn-for-trinn-beregningsprosess
Slik beregner vi forventet levetid hos Bepto:
Trinn 1: Beregn spenningsamplitude
For trykksykling fra 0 til P_max:
Hvor?
- = driftstrykk (MPa)
- = sylinderboringsdiameter (mm)
- = veggtykkelse (mm)
Dette er bøylebelastning5 i sylinderveggen.
Trinn 2: Bruk spenningskonsentrasjonsfaktor
Geometriske trekk forsterker spenningen lokalt:
Vanlige K_t-verdier for sylinderfunksjoner:
- Glatt boring: = 1.0
- Porthull: = 2.5-3.0
- Gjengede tilkoblinger: = 3.0-4.0
- Monteringsbosser: = 2.0-2.5
Trinn 3: Beregn sykluser til svikt
Ved hjelp av S-N-ligningen:
Trinn 4: Bruk sikkerhetsfaktor
Anbefalt sikkerhetsfaktor: 3-5 for kritiske anvendelser
Eksempel fra virkeligheten: Michaels tappelinje
La oss beregne forventet levetid for Michaels sylindere:
Hans oppsett:
- Sylinderboring: 63 mm
- Veggtykkelse: 3,5 mm
- Driftstrykk: 6 bar (0,6 MPa)
- Syklusfrekvens: 3 sekunder per syklus
- Materiale: 6061-T6 aluminium
- Kritisk funksjon: M12-portgjenger
Trinn 1: Beregn nominell ringbelastning
Trinn 2: Påfør spenningskonsentrasjon (portgjenger)
Trinn 3: Beregn sykluser til svikt
Trinn 4: Bruk sikkerhetsfaktor (4,0)
Trinn 5: Konverter til driftstid
Ved 28 800 sykluser/dag:
Åpenbaringen: Michaels sylindere bør skiftes ut hver 14. måned etter en forutsigbar tidsplan. Han hadde brukt noen av dem i over 24 måneder – langt utover sikker levetid! 😱
Sammenligning: Trykk vs. utmattingslevetid
| Driftstrykk | Stressamplitude | Forventede sykluser | Levetid (ved 28 800 sykluser/dag) |
|---|---|---|---|
| 4 bar | 12,6 MPa | 1,2 × 10⁸ | 11,4 år |
| 6 bar | 18,9 MPa | 4,8 × 10⁷ | 4,6 år |
| 8 bar | 25,2 MPa | 2,4 × 10⁷ | 2,3 år |
| 10 bar | 31,5 MPa | 1,4 × 10⁷ | 1,3 år |
Legg merke til hvor dramatisk levetiden reduseres med trykket – dette er eksponensloven i praksis. Å redusere trykket med bare 2 bar kan doble eller tredoble sylinderens levetid! 💡
Hvilke faktorer reduserer utmattelse i virkelige applikasjoner? ⚠️
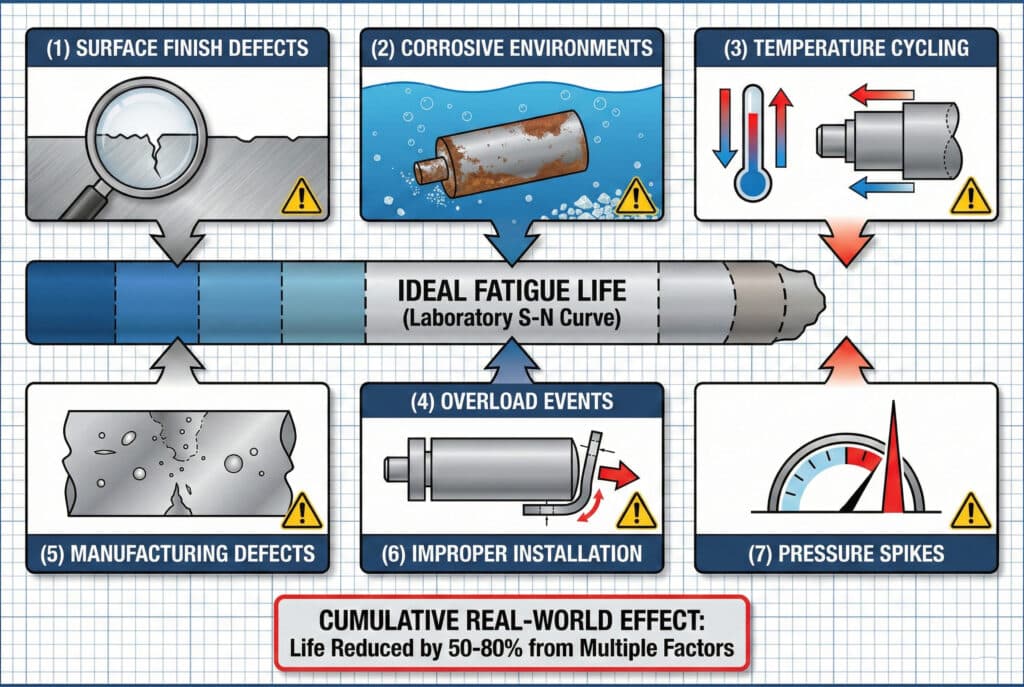
Laboratorie-S-N-kurver representerer ideelle forhold – faktorer i virkeligheten kan redusere utmattingslevetiden med 50–80%, noe som gjør sikkerhetsfaktorer avgjørende.
Syv primære faktorer reduserer utmattingslevetiden:
(1) overflatefeil som fungerer som startpunkter for sprekker,
(2) korrosive miljøer som fremskynder sprekkutvikling,
(3) temperatursvingninger som forårsaker termisk belastning,
(4) overbelastningshendelser som forårsaker plastisk deformasjon,
(5) produksjonsfeil som porøsitet eller inneslutninger,
(6) feil installasjon som skaper bøyespenning, og
(7) trykkstigninger som overskrider designbegrensningene. Hver faktor kan redusere levetiden med 20-50% hver for seg, og de forsterker hverandre når flere faktorer er til stede.
Faktor #1: Overflatefinish og defekter
Overflatens tilstand har stor innvirkning på utmattingslevetiden. Sprekker oppstår på overflaten, så enhver feil blir et utgangspunkt.
Overflatefinishens innvirkning på utmattingsstyrken:
| Overflatens tilstand | Reduksjon av utmattingsstyrke | Livskortningsfaktor |
|---|---|---|
| Polert (Ra < 0,4 μm) | 0% (grunnlinje) | 1.0× |
| Maskinert (Ra 1,6 μm) | 10-15% | 0,7–0,8× |
| Som støpt (Ra 6,3 μm) | 30-40% | 0,4–0,5× |
| Korrodert/pittet | 50-70% | 0,2–0,3× |
Dette er grunnen til at kvalitetsprodusenter som Bepto bruker presisjonssliping for sylinderboringer og nøye maskinering for alle overflater – det er ikke kosmetisk, det er strukturelt. 🔧
Faktor #2: Korrosive miljøer
Korrosjon og utmattelse skaper en dødelig synergi kalt “korrosjonsutmattelse”, hvor sprekkveksten øker 10–100 ganger sammenlignet med inerte miljøer.
Miljøeffekter:
- Tørr luft: Baseline tretthetsatferd
- Fuktig luft (>60% RH): 20-30% livstidsreduksjon
- Saltspray/kyst: 50-60% livstidsreduksjon
- Kjemisk eksponering: 60-80% levetidsreduksjon (varierer etter kjemikalie)
Anodisering gir en viss beskyttelse, men er ikke perfekt – det anodiserte laget kan sprekke under syklisk belastning, slik at grunnmetallet blir eksponert.
Faktor #3: Temperatureffekter
Temperaturen påvirker både materialegenskapene og medfører termisk belastning:
Effekter ved høye temperaturer (>80 °C):
- Redusert materialstyrke (10-20% ved 100 °C)
- Akselerert sprekkvekst
- Nedbrutt beskyttende belegg
- Potensial for krypskader
Effekter ved lave temperaturer (<0 °C):
- Økt sprøhet
- Redusert bruddseighet
- Potensial for sprø brudd
Termisk sykling:
- Skaper ekspansjons-/kontraksjonsspenning
- Øker presset på syklusbelastningen
- Spesielt skadelig ved spenningskonsentrasjoner
Faktor #4: Overbelastningshendelser
En enkelt overbelastningshendelse – selv om den ikke forårsaker umiddelbar svikt – kan redusere gjenværende utmattingslevetid dramatisk.
Hva skjer ved overbelastning:
- Materialet gir plastisk ettergivelse ved spenningskonsentrasjoner
- Det oppstår et restspenningsfelt
- Sprekkdannelse akselereres
- Gjenværende levetid kan reduseres med 30-70%
Vanlige kilder til overbelastning:
- Trykkstigninger fra ventilslamming
- Støtbelastninger fra plutselige stopp
- Installasjonsstress fra for høyt dreiemoment
- Termisk sjokk fra raske temperaturendringer
Faktor #5: Produksjonskvalitet
Interne feil fra produksjonen fungerer som eksisterende sprekker:
Støpefeil i aluminium:
- Porøsitet (gassbobler)
- Inkluderinger (fremmedlegemer)
- Krympingshulrom
- Kaldt lukker
Ekstrudert aluminium av høy kvalitet har færre feil enn støpt aluminium, og derfor bruker premium-sylindere ekstruderte rør.
Faktor #6: Installasjonsindusert stress
Feil montering skaper bøyespenning som øker trykkspenningen:
Effekter av feiljustering:
- 1° feiljustering: +15% belastning
- 2° feiljustering: +30% belastning
- 3° feiljustering: +50% belastning
Overdrevet tiltrekkingsmoment på monteringsbolter:
- Skape lokal høy belastning ved monteringsbosser
- Kan forårsake umiddelbar sprekkdannelse
- Reduser utmattingslevetiden med 40-60%
Faktor #7: Trykkstigninger
Pneumatiske systemer opererer sjelden med helt konstant trykk. Ventilskift, strømningsbegrensninger og belastningsvariasjoner skaper trykkstigninger.
Spikes innvirkning på utmattelse:
- 20% overtrykksspisser: 30% livstidsreduksjon
- 50% overtrykksspisser: 60% livstidsreduksjon
- 100% overtrykksspisser: 80% livstidsreduksjon
Selv korte topper teller – Miners regel viser at én syklus med høy belastning gjør mer skade enn 1000 sykluser med lav belastning.
Kombinerte effekter: Michaels virkelige virkelighet
Da vi undersøkte Michaels anlegg, fant vi flere livskvalitetsreduserende faktorer:
❌ Fuktig miljø (flaskeanlegg): -25% levetid
❌ Temperatursvingninger (40–70 °C): -20% levetid
❌ Trykkstigninger fra rask ventilbytte: -30% levetid
❌ Noen sylindere er litt feiljustert: -15% levetid
Kumulativ effekt: 0,75 × 0,80 × 0,70 × 0,85 = 0,36 av forventet levetid
Hans teoretiske 14 måneders liv ble bare 5 måneder i virkeligheten – noe som passet perfekt med hans faktiske feilmønster! Dette var grunnen til at han opplevde feil som virket “for tidlige”. Det var de ikke – de var helt i tråd med hans faktiske driftsforhold. 😓
Hvordan kan du forlenge sylinderens levetid og forutsi feil? 🛡️
Å forstå utmattelse er bare verdifullt hvis du kan bruke den kunnskapen til å forhindre feil og forlenge levetiden – her er noen velprøvde strategier.
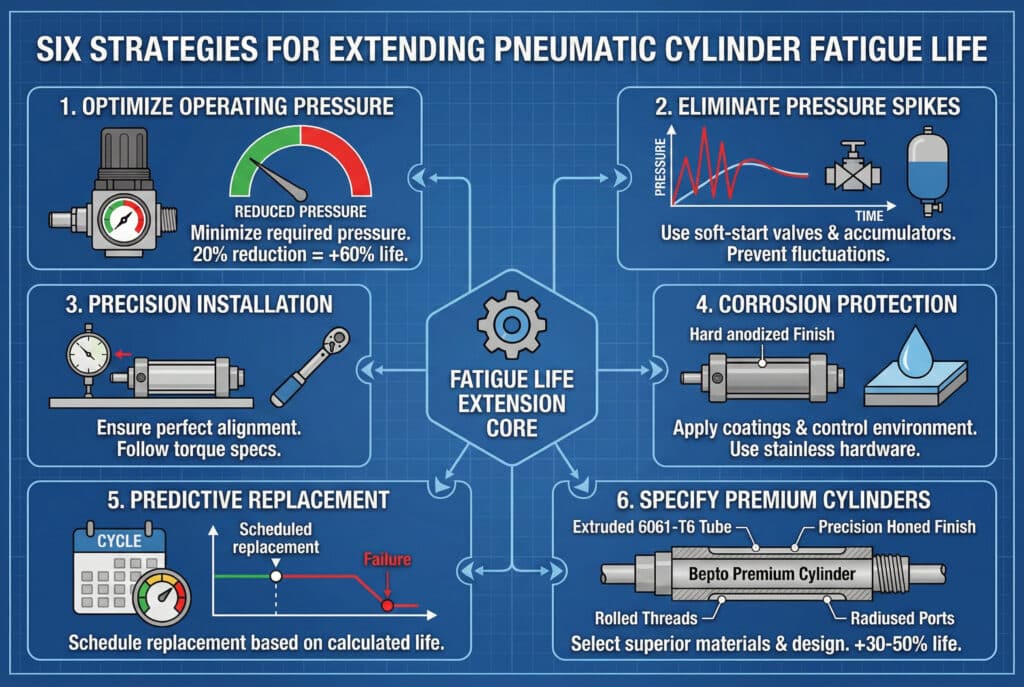
Forleng levetiden gjennom seks viktige strategier:
(1) reduser driftstrykket til det minimum som kreves for din applikasjon,
(2) eliminere trykkstigninger ved riktig valg av ventiler og strømningskontroll,
(3) sikre nøyaktig innretting under installasjonen for å eliminere bøyespenning,
(4) beskytte mot korrosjon med passende belegg og miljøkontroll,
(5) implementere prediktive utskiftningsplaner basert på beregnet utmattingslevetid, og
(6) velg premium sylindere med overlegen overflatefinish, materialkvalitet og designfunksjoner som minimerer spenningskonsentrasjon.
Strategi #1: Optimalisere driftstrykk
Dette er den mest effektive måten å forlenge utmattingslevetiden på. Husk kraftloven – små trykkreduksjoner gir enorme økninger i levetiden.
Prosess for trykkoptimalisering:
- Mål faktisk nødvendig kraft (ikke gjett)
- Beregn minimumstrykk nødvendig for den styrken
- Legg til 20%-margin for friksjon og akselerasjon
- Sett regulator til det trykket (ikke maksimalt tilgjengelig)
Forlenget levetid ved trykkreduksjon:
| Trykkreduksjon | Økt levetid |
|---|---|
| 10% (10 bar → 9 bar) | +25% |
| 20% (10 bar → 8 bar) | +60% |
| 30% (10 bar → 7 bar) | +110% |
| 40% (10 bar → 6 bar) | +180% |
Mange applikasjoner kjører på 8–10 bar, ganske enkelt fordi det er det kompressoren leverer, selv om 5–6 bar ville være tilstrekkelig. Dette sløser med energi OG reduserer sylinderens levetid. 💡
Strategi #2: Eliminere trykkstigninger
Trykkstigninger er utmattende for levetiden. Kontroller dem gjennom riktig systemdesign:
Metoder for å forhindre pigger:
- Bruk mykstartsventiler for store sylindere
- Installer strømningsbegrensere for å begrense akselerasjonen
- Legg til akkumulatortanker for å dempe trykkfluktuasjoner
- Bruk proporsjonalventiler i stedet for bang-bang-kontroll
- Implementer gradvis retardasjon (ikke brå stopp)
Overvåking:
- Installer trykksensorer med datalogging
- Registrer maksimalt trykk under drift
- Identifiser og eliminere kilder til spikere
- Bekreft forbedringer med før/etter-data
Strategi #3: Presisjonsinstallasjon
Riktig innretting og installasjonspraksis forhindrer unødvendig belastning:
Beste praksis for installasjon:
✅ Bruk presisjonsbearbeidede monteringsflater (flathet <0,05 mm)
✅ Kontroller innrettingen med måleklokker
✅ Bruk kalibrerte momentnøkler til alle festene
✅ Følg produsentens spesifikasjoner for tiltrekkingsmoment nøyaktig.
✅ Kontroller at bevegelsen er jevn for hånd før du setter på trykk.
✅ Kontroller justeringen på nytt etter 100 timer (innkjøringsperiode)
Dokumentasjon:
- Registrer installasjonsdato og innledende syklustelling
- Dokumentjusteringsmålinger
- Noter eventuelle installasjonsutfordringer eller avvik
- Opprett grunnlinje for fremtidig sammenligning
Strategi #4: Korrosjonsbeskyttelse
Beskytt aluminiumsoverflater mot miljøpåvirkning:
For fuktige omgivelser:
- Spesifiser hard anodisert overflate (type III)
- Påfør beskyttende belegg på utsatte overflater
- Bruk rustfritt stålbeslag (ikke sinkbelagt)
- Gjennomfør avfukting hvis mulig
Ved kjemisk eksponering:
- Velg passende aluminiumslegering (5000- eller 7000-serien)
- Bruk kjemikaliebestandige belegg
- Sørg for barrierer mellom sylinder og kjemikalier
- Vurder sylindere i rustfritt stål for tøffe miljøer
For utendørs/kystnære bruksområder:
- Spesifiser anodisering av marin kvalitet
- Bruk monteringsutstyr i rustfritt stål
- Implementer regelmessig rengjøringsplan
- Påfør korrosjonshemmende belegg
Strategi #5: Prediktiv planlegging av utskiftninger
Ikke vent på feil – bytt ut basert på beregnet levetid:
Implementering av forebyggende vedlikehold:
Trinn 1: Beregn forventet levetid (ved hjelp av metoder fra seksjon 2)
Trinn 2: Bruk reduksjonsfaktorer fra virkeligheten (fra seksjon 3)
Trinn 3: Angi utskiftingsintervall ved 70-80% av beregnet levetid
Trinn 4: Spor faktiske sykluser med tellere eller tidsbaserte estimater
Trinn 5: Bytt ut proaktivt under planlagt vedlikehold
Trinn 6: Inspiser de fjernede sylindrene å validere prediksjoner
Strategi #6: Spesifiser premium-sylindere
Ikke alle sylindere er like. Design og produksjonskvalitet har stor innvirkning på utmattingslevetiden:
Premium-sylinderfunksjoner:
| Funksjon | Standard sylinder | Bepto Premium-sylinder | Utmattingslevetid |
|---|---|---|---|
| Rørmateriale | Støpt aluminium | Ekstrudert 6061-T6 | +30-40% levetid |
| Overflatebehandling | Som bearbeidet (Ra 3,2) | Presisjonsslipt (Ra 0,8) | +20-30% levetid |
| Type tråd | Kutt tråder | Valsede gjenger | +40-50% levetid |
| Portdesign | Skarpe hjørner | Avrundede overganger | +25-35% levetid |
| Kvalitetskontroll | Kun trykktest | Full utmattelsesvalidering | Konsekvent ytelse |
Fordelen med Bepto:
- Ekstrudert aluminiumsrør (minimale defekter)
- Presisjonssliping på alle innvendige overflater
- Rullede gjenger på alle tilkoblinger
- Optimalisert portgeometri med generøse radier
- Validering av utmattingsprøving av konstruksjon
- Detaljert teknisk dokumentasjon
Alt dette på 35-45% under OEM-priser. 🎯
Konklusjon
Forutsigelse av utmattingslevetid er ikke spådom – det er ingeniørkunst. Beregn forventet levetid, ta hensyn til faktorer i den virkelige verden, implementer strategier for forlengelse av levetiden og bytt ut proaktivt. Aluminiumsflaskene dine vil fortelle deg nøyaktig når de vil svikte – hvis du vet hvordan du skal tolke matematikken. 📊
Vanlige spørsmål om forutsigelse av utmattingslevetid
Spørsmål: Kan jeg forlenge sylinderens levetid ved å redusere syklusfrekvensen?
Nei – utmattingsskader er syklusavhengige, ikke tidsavhengige (unntatt ved svært høye temperaturer hvor det oppstår krypning). En sylinder som sykler én gang per sekund i 1000 sekunder, opplever samme utmattingsskade som en som sykler én gang per time i 1000 timer. Det som betyr noe er antall sykluser og spenningsamplitude, ikke tiden mellom syklusene.
Spørsmål: Hvordan vet jeg om en sylinder har nådd sin utmattingslevetid?
Vanligvis kan man ikke se det ved inspeksjon før det er for sent – utmattingssprekker er ofte interne eller mikroskopiske helt til det oppstår endelig svikt. Derfor er det viktig å forutsi utskiftning basert på syklustelling. Noen avanserte anlegg bruker ultralydtesting eller akustisk emisjonsovervåking for å oppdage sprekkvekst, men dette er dyrt og brukes vanligvis kun til kritiske anvendelser.
Spørsmål: Blir utmattingslevetiden nullstilt hvis jeg reduserer driftstrykket?
Nei – utmattingsskader er kumulative og irreversible. Hvis du har operert med høyt trykk i 1 million sykluser, vil skaden forbli selv om du reduserer trykket etterpå. Imidlertid vil reduksjon av trykket forlenge gjenværende levetid fra det tidspunktet og fremover. Dette beskrives av Miners regel om kumulative skader: , hvor feil oppstår når D når 1,0.
Spørsmål: Finnes det aluminiumslegeringer med bedre utmattingsmotstand?
Ja. 7075-T6 aluminium har omtrent 75% høyere utmattingsstyrke enn 6061-T6, men det er dyrere og har lavere korrosjonsbestandighet. For kritiske applikasjoner med høyt syklustall kan 7075-T6 eller til og med rustfritt stål være berettiget. Vi hjelper kundene med å velge det optimale materialet basert på deres spesifikke syklustall, miljø og budsjettkrav.
Spørsmål: Hvordan validerer Bepto prognoser for utmattingslevetid?
Vi utfører akselererte utmattelsestester på representative sylinderprøver, og sykluserer dem til de svikter ved ulike trykknivåer for å generere faktiske S-N-kurvedata for våre design. Vi sporer også feltytelsesdata fra kunder og sammenligner faktisk levetid med prognoser, og forbedrer kontinuerlig modellene våre. Prognosene våre samsvarer vanligvis med feltresultatene innenfor ±20%, og vi leverer detaljert dokumentasjon om utmattingslevetid med hver sylinder. I tillegg betyr kostnadsfordelen vår på 35-45% at du har råd til å bytte ut proaktivt uten å sprenge budsjettet.
-
Lær mer om stresssykluskurver og hvordan de bestemmer metallers utmattingslevetid. ↩
-
Forstå det matematiske grunnlaget for Miners regel for beregning av kumulativ utmattingsskade. ↩
-
Oppdag de grunnleggende prinsippene for bruddmekanikk som brukes til å forutsi sprekkvekst i tekniske komponenter. ↩
-
Sammenlign utmattingsstyrke og strekkfasthet for å forstå hvordan materialer oppfører seg under syklisk belastning. ↩
-
Utforsk prinsippene for ringbelastning og hvordan det påvirker den strukturelle integriteten til trykkbeholdere. ↩
