

Innledning
Høyhastighetssylindrene dine ødelegger seg selv fra innsiden og ut. Hver voldsomme støt ved slutten av slaget sender sjokkbølger gjennom utstyret ditt, sprekker monteringsbraketter, løsner festene og ødelegger gradvis presisjonskomponenter. Du har justert dempingsventilene, men sylindrene svikter fortsatt for tidlig. Problemet er ikke justeringen – det er at du har overskredet demperens grunnleggende energiabsorberingskapasitet. 💥
Interne luftputer har begrensede kinetiske energiabsorpsjonsgrenser som bestemmes av putekammerets volum, maksimalt tillatt trykk (vanligvis 800-1200 psi) og kompresjonsslaglengde, med typiske grenser på mellom 5 og 50 joule, avhengig av sylinderboringens størrelse. Overskridelse av disse grensene fører til svikt i putetettingen, strukturelle skader og voldsomme støt når puten “bunnstøter” og ikke klarer å bremse massen, noe som gjør nøyaktig energiberegning avgjørende for å forhindre katastrofale feil i høyhastighets pneumatiske systemer.
For to uker siden jobbet jeg med Kevin, en vedlikeholdssjef hos en bilprodusent i Michigan. Hans produksjonslinje brukte 63 mm stangløse sylindere som flyttet 25 kg last med en hastighet på 2,0 m/s, og genererte 50 joule kinetisk energi per slag. Sylindrene hans sviktet hver 6–8 uke med ødelagte dempningspakninger og sprukne endehetter. Hans OEM-leverandør fortsatte å sende erstatningsdeler, men tok aldri tak i årsaken: hans applikasjon genererte nesten dobbelt så mye som demperens absorpsjonskapasitet på 28 joule. Ingen justeringer kunne løse et grunnleggende fysikkproblem. 🔧
Innholdsfortegnelse
- Hva bestemmer luftputens energiabsorberende kapasitet?
- Hvordan beregner man kinetisk energi i pneumatiske systemer?
- Hva skjer når du overskrider dempingsgrensene?
- Hvordan kan du øke energiabsorpsjonskapasiteten?
- Konklusjon
- Vanlige spørsmål om energigrenser for luftputer
Hva bestemmer luftputens energiabsorberende kapasitet?
Å forstå de fysiske faktorene som begrenser dempingsytelsen, avslører hvorfor noen bruksområder overskrider sikre driftsgrenser. 📊
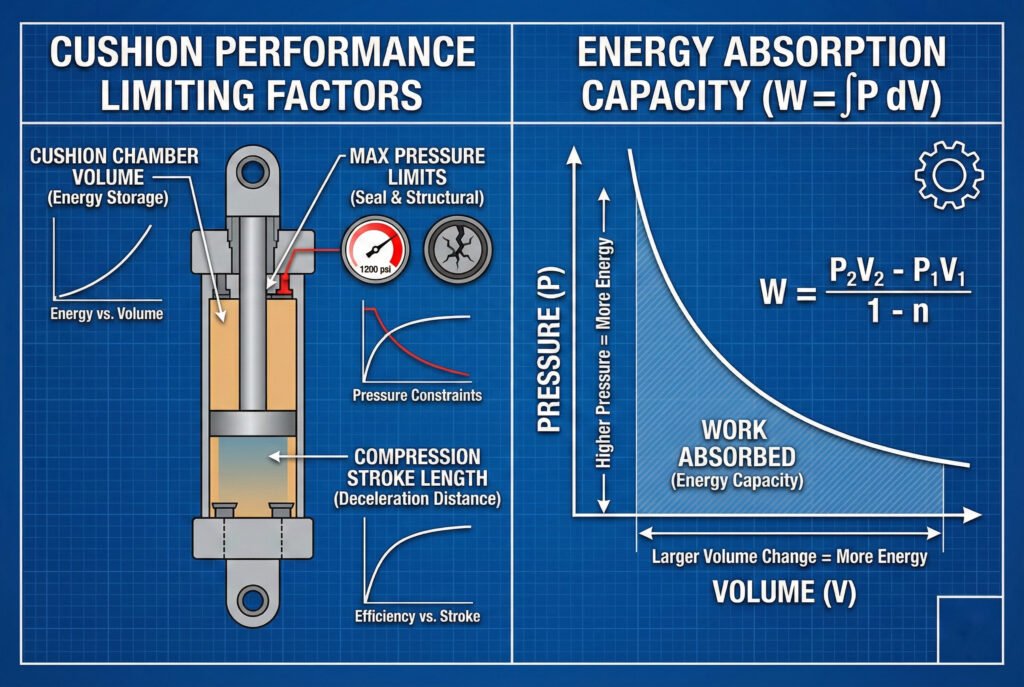
Luftputens energiabsorberingsevne bestemmes av tre hovedfaktorer: putekammerets volum (større volum lagrer mer energi), maksimalt sikkerhetstrykk (vanligvis begrenset til 800-1200 psi av tetnings- og strukturklassifiseringer) og effektiv kompresjonsslag (avstand over hvilken retardasjon skjer). Energiabsorpsjonsformelen W = ∫P dV viser at arbeidskapasiteten er lik arealet under trykk-volumkurven under kompresjon, med praktiske grenser på 0,3–0,8 joule per cm³ av putekammervolumet.
Pute kammervolum
Det innestengte luftvolumet bestemmer direkte energilagringskapasiteten:
Volumbasert kapasitet:
- Liten boring (25–40 mm): 20–60 cm³ kammer = 6–18 J kapasitet
- Middels boring (50–80 mm): 80–200 cm³ kammer = 24–60 J kapasitet
- Stor boring (100–125 mm): 250–500 cm³ kammer = 75–150 J kapasitet
Hver kubikkcentimeter av putekammeret kan absorbere omtrent 0,3–0,8 joule, avhengig av kompresjonsforholdet og maksimale trykkgrenser.
Maksimale trykkgrenser
Putepresset kan ikke overstige komponentens spesifikasjoner:
Trykkbegrensninger:
- Forseglingsgrenser: Standardtetninger klassifisert til 800-1000 psi
- Strukturelle begrensninger: Sylinderhus og endehetter klassifisert til 1000-1500 psi
- Sikkerhetsfaktor: Vanligvis designet for 60-70% med maksimal rating
- Praktisk grense: 600-800 psi topptrykk for pålitelighet
Overskridelse av disse trykkene fører til ekstrudering av tetningen, svikt i endehetten eller katastrofale strukturelle skader.
Kompresjonsslaglengde
Avstanden over hvilken kompresjon oppstår påvirker energiabsorpsjonen:
| Pute-slag | Kompresjonsforhold | Energieffektivitet | Typisk bruksområde |
|---|---|---|---|
| 10–15 mm | Lav (2-3:1) | 60-70% | Kompakt design |
| 20–30 mm | Middels (4-6:1) | 75-85% | Standard sylindere |
| 35–50 mm | Høy (8-12:1) | 85-92% | Kraftige systemer |
Lengre slag gir mer gradvis kompresjon, noe som forbedrer energiabsorberingseffektiviteten og reduserer topptrykk.
Energiabsorpsjonsformelen
Arbeidskapasiteten til en luftpute følger termodynamiske prinsipper, nærmere bestemt Arbeids-energi-prinsippet1:
$$
W = \int P \, dV = \frac{P_{2} V_{2} – P_{1} V_{1}}{1 – n}
$$
Hvor?
- W = Opptatt arbeid (joule)
- P₁, V₁ = Starttrykk og volum
- P₂, V₂ = Sluttrykk og volum
- n = Polytropisk eksponent2 (1,2–1,4 for luft)
Denne formelen viser at energiabsorpsjonen maksimeres ved store volumendringer og høye sluttrykk, men begrenses av materialets begrensninger. ⚙️
Hvordan beregner man kinetisk energi i pneumatiske systemer?
Nøyaktig energiberegning er grunnlaget for å tilpasse dempingskapasiteten til bruksområdets krav. 🔬
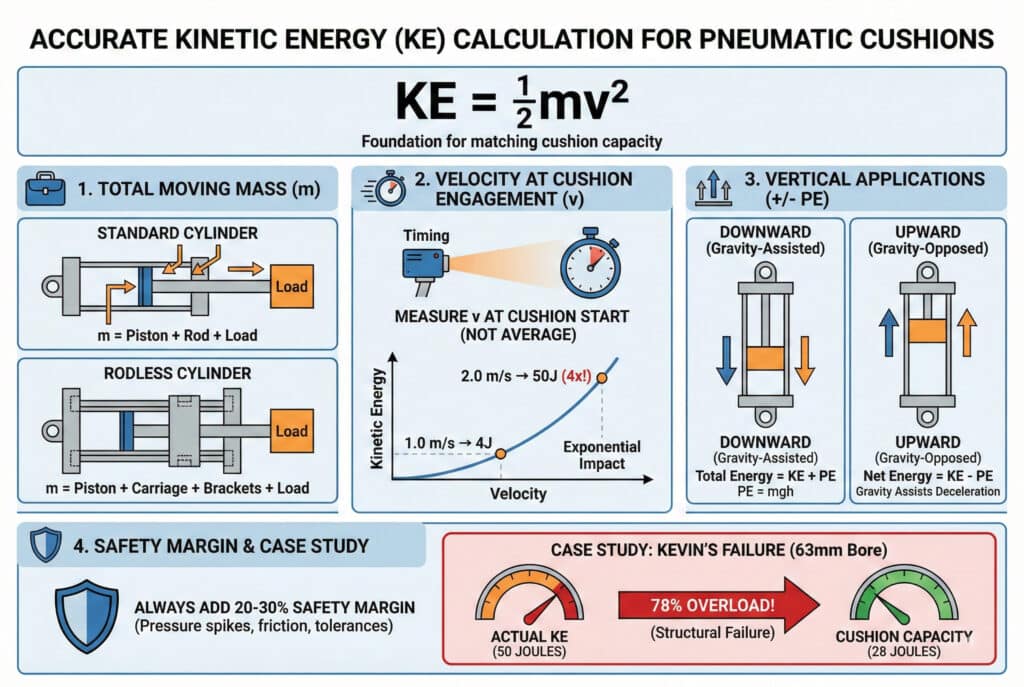
Beregn kinetisk energi ved hjelp av KE = ½mv², hvor m er lik total bevegelig masse (stempel + stang + last) i kilogram og v er lik hastigheten ved demperinnkobling i meter per sekund. For stangløse sylindere må du inkludere vognens masse; for horisontale anvendelser må du ekskludere tyngdekraften; for vertikale anvendelser må du legge til potensiell energi (PE = mgh). Legg alltid til en sikkerhetsmargin på 20-30% for å ta hensyn til trykkstigninger, friksjonsvariasjoner og komponenttoleranser.
Grunnleggende beregning av kinetisk energi
Den grunnleggende formelen for Kinetisk energi3 er greit:
$$
KE = \frac{1}{2} m v^{2}
$$
Eksempel 1 – Lett belastning:
- Bevegelig masse: 8 kg
- Hastighet: 1,0 m/s
- KE = ½ × 8 × 1,0² = 4 joule
Eksempel 2 – Middels belastning:
- Bevegelig masse: 15 kg
- Hastighet: 1,5 m/s
- KE = ½ × 15 × 1,5² = 16,9 joule
Eksempel 3 – Tung last:
- Bevegelig masse: 25 kg
- Hastighet: 2,0 m/s
- KE = ½ × 25 × 2,0² = 50 joule
Merk at en dobling av hastigheten firedobler den kinetiske energien – hastigheten har eksponentiell innvirkning på kravene til støtdemping.
Komponenter for masseberegning
Det er avgjørende å bestemme den totale bevegelige massen nøyaktig:
For standardsylindere:
- Stempelmontering: 0,5–3 kg (avhengig av boring)
- Stang: 0,2–1,5 kg (avhengig av diameter og lengde)
- Ekstern last: Faktisk nyttelastmasse
- Totalt = Stempel + Stang + Last
For sylindere uten stang:
- Internt stempel: 0,3–2 kg
- Ekstern transport: 1-5 kg
- Monteringsbraketter: 0,5–2 kg
- Ekstern last: Faktisk nyttelastmasse
- Totalt = Stempel + Vogn + Braketter + Last
Bestemmelse av hastighet
Mål eller beregne faktisk hastighet ved puteinnkobling:
Målemetoder:
- Tidssensorer: Måler tid over kjent avstand
- Hastighet = Avstand / Tid
- Ta hensyn til akselerasjon/bremsing før støtdempere aktiveres
- Bruk hastigheten ved start av dempingen, ikke gjennomsnittshastigheten.
Beregning fra luftstrøm:
- Hastighet = (strømningshastighet × 60) / (stempelareal × 1000)
- Krever nøyaktig strømningsmåling
- Mindre nøyaktig på grunn av kompressibilitetseffekter
Vertikale applikasjonsjusteringer
For vertikale sylindere, legg til Gravitasjonspotensialenergi4:
Nedadgående bevegelse (tyngdekraftassistert):
- Total energi = KE + PE
- PE = mgh (der h = slaglengde i meter, g = 9,81 m/s²)
- Puten må absorbere både kinetisk og potensiell energi.
Oppadgående bevegelse (motvirker tyngdekraften):
- Tyngdekraften bidrar til retardasjon
- Nettoenergi = KE – PE
- Krav til demping redusert
Kevins analyse av søknaden til Michigan:
Da vi analyserte Kevins defekte sylindere, avslørte tallene umiddelbart problemet:
- Bevegelig masse: 25 kg (18 kg produkt + 7 kg vogn)
- Hastighet: 2,0 m/s (målt med tidssensorer)
- Kinetisk energi: ½ × 25 × 2,0² = 50 joule
- Dempingskapasitet: 63 mm boring, 120 cm³ kammer = Maksimalt 28 joule
- Energioverskudd: 78% over kapasitet 🚨
Ikke rart at sylindrene hans ødela seg selv. Puten absorberte alt den kunne, og de resterende 22 joule ble absorbert av strukturelle komponenter – noe som førte til feilene. 💡
Hva skjer når du overskrider dempingsgrensene?
Å forstå feilmoduser hjelper med å diagnostisere problemer og forhindre katastrofale skader. ⚠️
Overskridelse av dempningsenergigrensene fører til progressiv svikt: først overskrider topptrykkene tetningsverdiene, noe som fører til ekstrudering og blow-by; deretter skaper overdreven trykk strukturell belastning som fører til sprekker i endehetten eller svikt i festene; til slutt “bunnstøter” dempningen, og stempelet kommer i kontakt med endehetten med høy hastighet, noe som fører til voldsomme støt, støynivåer over 95 dB og rask ødeleggelse av komponentene. Typisk sviktprogresjon skjer over 10 000–50 000 sykluser, avhengig av overbelastningens alvorlighetsgrad.
Fase 1: Tetningsnedbrytning (0-20% overbelastning)
De første symptomene vises i pakningspakningene:
Tidlige varselsignaler:
- Økt luftforbruk (0,5–2 SCFM overskudd)
- Lett susende lyd under demping
- Gradvis økning i støtets hardhet
- Sjøliv redusert fra 2-3 år til 6-12 måneder
Fysisk skade:
- Ekstrudering av tetninger5 inn i klaringshull
- Overflatesprekker fra trykksvingninger
- Herding fra overdreven varmeutvikling
Fase 2: Strukturell belastning (20-50% Overbelastning)
Overdreven trykk skader sylinderstrukturen:
| Komponent | Feilmodus | Tid til fiasko | Reparasjonskostnader |
|---|---|---|---|
| Endestykke | Sprekkdannelse ved gjengene på porten | 50 000–100 000 sykluser | $150-400 |
| Strekkstag | Løsne/strekke | 30 000–80 000 sykluser | $80-200 |
| Putehylse | Deformasjon/sprekkdannelse | 40 000–90 000 sykluser | $120-300 |
| Sylinderhus | Utbuling ved endehetter | Over 100 000 sykluser | Utskifting |
Fase 3: Katastrofal feil (>50% overbelastning)
Alvorlig overbelastning fører til rask ødeleggelse:
Feilegenskaper:
- Høy smellende lyd (>95 dB) ved hvert slag
- Synlig sylinderbevegelse/vibrasjon
- Rask tetningssvikt (uker i stedet for år)
- Sprekkdannelse eller fullstendig separasjon av endehetten
- Sikkerhetsfare fra flygende komponenter
Fenomenet “bunnivå”
Når putekapasiteten er fullstendig overskredet:
Hva skjer:
- Pute-kammeret komprimeres til minimalt volum
- Trykket når maksimum (1000+ psi)
- Stempelet fortsetter å bevege seg (energien er ikke fullstendig absorbert)
- Metall-mot-metall-støt oppstår
- Sjokkbølgen sprer seg gjennom hele systemet
Konsekvenser:
- Slagkraft: 2000–5000 N (mot 50–200 N med riktig demping)
- Støynivå: 90–100 dB
- Skader på utstyr: Løse festemidler, sprukne sveiser, skader på lagre
- Posisjonsfeil: ±1-3 mm på grunn av sprett og vibrasjon
Tidslinje for feil i virkeligheten
Kevins anlegg i Michigan leverte tydelig dokumentasjon:
Feilprogresjon (50 J energi, 28 J kapasitet):
- Uke 1-2: Liten økning i støy, ingen synlige skader
- Uke 3-4: Merkbar susing, luftforbruk opp 15%
- Uke 5-6: Høye støt, synlig vibrasjon i sylinderen
- Uke 7-8: Puteforsegling defekt, synlige sprekker i endehetten
- Uke 8: Fullstendig svikt som krever utskifting av sylinder
Denne forutsigbare utviklingen skjer fordi hver syklus påfører kumulativ skade som fremskynder svikt. 📉
Hvordan kan du øke energiabsorpsjonskapasiteten?
Når beregninger viser at bufferkapasiteten er utilstrekkelig, finnes det flere løsninger som kan gjenopprette sikker drift. 🔧
Øk energiabsorberingskapasiteten gjennom fire primære metoder: forstørre dempningskammerets volum (mest effektivt, krever omdesign av sylinderen), forlenge dempningsslagets lengde (forbedrer effektiviteten 15-25%), reduser tilnærmingshastigheten (skjærehastighet 25% reduserer energien 44%) eller legg til eksterne støtdempere (håndterer 20-100+ joule). For eksisterende sylindere gir hastighetsreduksjon og eksterne dempere praktiske ettermonteringer, mens nye installasjoner bør spesifisere tilstrekkelig intern demping fra starten av.

Løsning 1: Øk volumet på dempingskammeret
Den mest effektive, men mest omfattende løsningen:
Gjennomføring:
- Krever omdesign eller utskifting av sylinder
- Øk kammervolumet 50-100% for proporsjonal kapasitetsøkning
- Bepto tilbyr forbedrede dempingsalternativer med kammervolumer på 15-20%.
- Kostnad: $200-600 avhengig av sylinderstørrelse
Effektivitet:
- Direkte proporsjonal: 2x volum = 2x kapasitet
- Ingen driftsendringer nødvendig
- Permanent løsning
Løsning 2: Forleng putens slaglengde
Forbedre komprimeringseffektiviteten:
Endringer:
- Forleng putespydet/hylsen med 10–20 mm.
- Øk engasjementsavstanden
- Forbedrer energiabsorpsjonen 15-25%
- Kostnad: $80-200 for tilpassede pute-komponenter
Begrensninger:
- Krever tilgjengelig slaglengde
- Avtagende avkastning utover 40-50 mm
- Kan påvirke syklustiden litt
Løsning 3: Reduser driftshastigheten
Den mest umiddelbare og kostnadseffektive løsningen:
Effekt av hastighetsreduksjon:
- 25% hastighetsreduksjon = 44% energireduksjon
- 50% hastighetsreduksjon = 75% energireduksjon
- Oppnådd gjennom justering av strømningskontroll
- Kostnad: $0 (kun justering)
Avveininger:
- Øker syklustiden proporsjonalt
- Kan redusere produksjonskapasiteten
- Midlertidig løsning inntil riktig demping er installert
Løsning 4: Legg til eksterne støtdempere
Håndter overskuddsenergi eksternt:
| Støtdempertype | Energikapasitet | Kostnader | Beste applikasjon |
|---|---|---|---|
| Hydraulisk justerbar | 20–100 J | $150-400 | Høyenergisystemer |
| Selvkompenserende | 10-50 J | $80-200 | Variable belastninger |
| Elastomer støtfangere | 5-20 J | $20-60 | Lysoverbelastning |
Installasjonshensyn:
- Krever monteringsplass ved slaglengdeender
- Legger til mekanisk kompleksitet
- Vedlikeholdsdel (renoveres hvert 1–2 år)
- Utmerket for ettermontering
Kevins Michigan-løsning
Vi implementerte en omfattende løsning for Kevins overbelastede sylindere:
Umiddelbare tiltak (uke 1):
- Redusert hastighet fra 2,0 m/s til 1,5 m/s
- Energien redusert fra 50 J til 28 J (innenfor kapasiteten)
- Produksjonskapasiteten redusert midlertidig med 15%
Permanent løsning (uke 4):
- Erstattet sylindere med Bepto-modeller med forbedret demping
- Kammervolumet økte fra 120 cm³ til 200 cm³.
- Energikapasiteten økte fra 28J til 55J
- Gjenopprettet full hastighet på 2,0 m/s
Resultater etter 6 måneder:
- Ingen feil på puter (mot 6 feil i løpet av de foregående 6 månedene)
- Sylinderens forventede levetid er 4–5 år (mot 2–3 måneder)
- Støyen redusert fra 94 dB til 72 dB
- Redusert vibrasjon i utstyret 80%
- Årlig besparelse: $32 000 i reservedeler og driftsstans 💰
Nøkkelen var å tilpasse bufferkapasiteten til det faktiske energibehovet gjennom riktig beregning og valg av passende komponenter.
Konklusjon
Beregning av absorpsjonsgrenser for kinetisk energi er ikke valgfritt – det er avgjørende for å forhindre katastrofale feil i høyhastighets pneumatiske systemer. Ved å nøyaktig bestemme kinetisk energi ved hjelp av ½mv², sammenligne den med dempingskapasiteten basert på kammervolum og trykkgrenser, og implementere passende løsninger når grensene overskrides, kan du eliminere ødeleggende påvirkninger og oppnå pålitelig drift på lang sikt. Hos Bepto konstruerer vi dempingssystemer med tilstrekkelig kapasitet for krevende applikasjoner og tilbyr teknisk støtte for å sikre at systemene dine fungerer innenfor sikre grenser.
Vanlige spørsmål om energigrenser for luftputer
Hvordan beregner man den maksimale energiabsorpsjonskapasiteten til en eksisterende sylinder?
Beregn maksimal dempningskapasitet ved hjelp av formelen: Energi (J) = 0,5 × kammervolum (cm³) × (P_max – P_system) / 100, hvor P_max er maksimalt sikkert trykk (vanligvis 800 psi) og P_system er driftstrykk. For en sylinder med 63 mm boring og 120 cm³ bufferkammer ved 100 psi systemtrykk: Energi = 0,5 × 120 × (800-100)/100 = maksimalt 42 joule. Denne forenklede formelen gir konservative estimater som er egnet for sikkerhetsverifisering. Kontakt Bepto for en detaljert analyse av din spesifikke sylindermodell.
Hva er den typiske energiabsorpsjonskapasiteten per sylinderboringsstørrelse?
Energiabsorberingskapasiteten varierer omtrent med borearealet: 40 mm bore = 8-15 J, 63 mm bore = 20-35 J, 80 mm bore = 35-60 J og 100 mm bore = 60-100 J, avhengig av kvaliteten på dempingsdesignet. Disse områdene forutsetter standard demping med 8-12% kammervolum og 600-800 psi topptrykkgrenser. Forbedrede dempingsdesign med større kamre kan øke kapasiteten med 50-100%. Kontroller alltid den faktiske kapasiteten gjennom beregninger eller produsentens spesifikasjoner, i stedet for å basere deg på boringsstørrelsen alene.
Kan eksisterende sylindere ettermonteres for å håndtere høyere energibelastninger?
Ettermontering er mulig, men begrenset: Du kan forlenge demperens slaglengde (15-25% kapasitetsøkning) eller legge til eksterne støtdempere (håndtere 20-100+ joule), men for å øke den interne demperkapasiteten betydelig må sylinderen byttes ut. For applikasjoner som overskrider kapasiteten med 20-40%, gir eksterne støtdempere kostnadseffektive løsninger til $150-400 per sylinder. For større overbelastninger eller nye installasjoner, spesifiser sylindere med tilstrekkelig intern demping fra starten av – Bepto tilbyr forbedrede dempingsalternativer til en beskjeden merpris.
Hva skjer hvis du opererer nøyaktig på den beregnede energigrensen?
Drift ved 100% av beregnet kapasitet gir ingen sikkerhetsmargin for variasjoner i masse, hastighet, trykk eller komponenttilstand, noe som fører til for tidlige feil innen 6-12 måneder i de fleste applikasjoner. Beste praksis: design for 60-70% maksimal kapasitet under normale forhold, med 30-40% sikkerhetsmargin for belastningsvariasjoner, trykkfluktuasjoner, slitasje på tetninger og uventede forhold. Denne marginen forlenger komponentens levetid med 3-5 ganger og forhindrer katastrofale feil som følge av mindre driftsvariasjoner.
Hvordan påvirker temperaturen putens energiabsorberende evne?
Høyere temperaturer reduserer lufttettheten og viskositeten, noe som reduserer energiabsorpsjonskapasiteten med 10-20% ved 60-80 °C sammenlignet med 20 °C, samtidig som det akselererer nedbrytningen av tetningen, noe som ytterligere reduserer dempningseffektiviteten. Kalde temperaturer (<0 °C) øker lufttettheten litt, men fører til at tetningen herder, noe som svekker dempingsegenskapene. For bruksområder med store temperatursvingninger bør kapasiteten beregnes ved høyeste forventede driftstemperatur, og tetningsmaterialets kompatibilitet bør kontrolleres. Bepto tilbyr temperaturkompenserte dempingskonstruksjoner for bruksområder med ekstreme miljøforhold.
-
Gjennomgå prinsippet om at arbeid utført på et system er lik endringen i dets energi. ↩
-
Lær om den termodynamiske prosessen som beskriver ekspansjon og kompresjon av gasser der $PV^n = C$. ↩
-
Forstå energien som et objekt har på grunn av sin bevegelse. ↩
-
Utforsk energien et objekt har på grunn av sin posisjon i et gravitasjonsfelt. ↩
-
Les om feilmodus der tetningsmateriale presses inn i klaringsspalten under høyt trykk. ↩
