

Forårsaker dine pneumatiske fiksturer feiljustering, vibrasjonsinduserte kvalitetsproblemer eller for lang omstillingstid? Disse vanlige problemene skyldes ofte feil valg av fiksturer, noe som fører til forsinkelser i produksjonen, kvalitetsfeil og økte vedlikeholdskostnader. Ved å velge riktig pneumatisk fikstur kan du umiddelbart løse disse kritiske problemene.
Den ideelle pneumatiske fiksturen må sørge for presis synkronisering av flere kjever, effektiv vibrasjonsdemping og kompatibilitet med eksisterende systemer. For å velge riktig må du forstå standarder for synkroniseringsnøyaktighet, vibrasjonsdempende dynamiske egenskaper og kompatibilitetskrav for mekanismer for rask omstilling.
Jeg var nylig konsulent for en produsent av bildeler som hadde en kassasjonsrate på 4,2% på grunn av feilinnretting og vibrasjonsinduserte defekter. Etter å ha implementert korrekt spesifiserte pneumatiske fiksturer med forbedret synkronisering og vibrasjonskontroll, falt kassasjonsraten til under 0,3%, noe som sparte over $230 000 årlig i kostnader for kassasjon og omarbeiding. La meg dele det jeg har lært om hvordan du velger den perfekte pneumatiske fiksturen for din applikasjon.
Innholdsfortegnelse
- Slik bruker du standarder for presisjonsapplikasjoner med synkronisering av flere jekker
- Dynamisk analyse av antivibrasjonsstrukturer for optimal stabilitet
- Kompatibilitetsveiledning for hurtigbyttemekanismer for effektiv omstilling
Slik bruker du standarder for presisjonsapplikasjoner med synkronisering av flere jekker
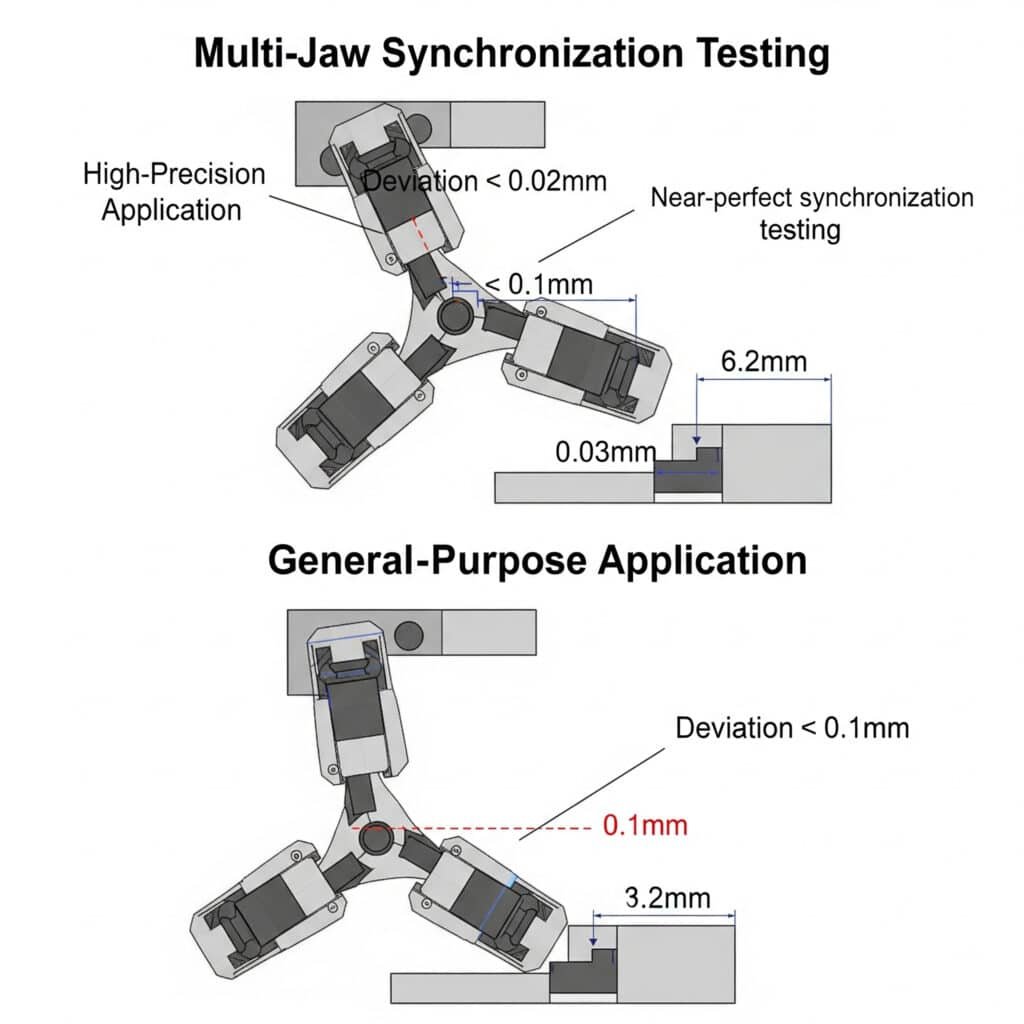
Synkroniseringsnøyaktigheten i pneumatiske fiksturer med flere kjever har direkte innvirkning på presisjonen i emneposisjoneringen og den generelle produksjonskvaliteten.
Synkroniseringsnøyaktigheten for flere kjever refererer til det maksimale posisjonsavviket mellom to kjever i løpet av fastspenningssyklusen, vanligvis målt i hundredeler av en millimeter. Bransjestandarder definerer akseptable synkroniseringstoleranser basert på applikasjonens presisjonskrav, der høypresisjonsapplikasjoner krever avvik på under 0,02 mm, mens generelle applikasjoner kan tolerere opp til 0,1 mm.
Forståelse av standarder for synkroniseringsnøyaktighet
Synkroniseringsstandardene varierer avhengig av bransje og krav til applikasjonspresisjon:
| Industri | Søknadstype | Synkroniseringstoleranse | Målestandard | Testfrekvens |
|---|---|---|---|---|
| Bilindustrien | Generalforsamling | ±0,05-0,1 mm | ISO 230-21 | Kvartalsvis |
| Bilindustrien | Presisjonskomponenter | ±0,02-0,05 mm | ISO 230-2 | Månedlig |
| Luft- og romfart | Generelle komponenter | ±0,03-0,05 mm | AS9100D | Månedlig |
| Luft- og romfart | Kritiske komponenter | ±0,01-0,02 mm | AS9100D | Ukentlig |
| Medisinsk | Kirurgiske instrumenter | ±0,01-0,03 mm | ISO 13485 | Ukentlig |
| Elektronikk | PCB-montering | ±0,02-0,05 mm | IPC-A-610 | Månedlig |
| Generell produksjon | Ikke-kritiske deler | ±0,08-0,15 mm | ISO 9001 | To ganger i året |
Standardiserte testmetoder
Det finnes flere etablerte metoder for å måle nøyaktigheten ved synkronisering av flere kjever:
Metode med forskyvningssensor (ISO 230-2-kompatibel)
Dette er den vanligste og mest pålitelige testmetoden:
Testoppsett
- Monter høypresisjons forskyvningssensorer (LVDT2 eller kapasitiv) på en referansearmatur
- Posisjonssensorer som kontakter hver kjeve i identiske relative posisjoner
- Koble sensorer til et synkronisert datainnsamlingssystem
- Sikre temperaturstabilitet (20 °C ±1 °C)Testprosedyre
- Initialiser systemet med kjevene i helt åpen stilling
- Aktiver klemmesyklus ved standard driftstrykk
- Registrer posisjonsdata for alle kjever under hele bevegelsen
- Gjenta testen minst 5 ganger
- Mål under ulike forhold:
- Standard driftstrykk
- Minimum spesifisert trykk (-10%)
- Maksimalt spesifisert trykk (+10%)
- Med maksimal nominell nyttelast
- Ved forskjellige hastigheter (hvis justerbar)Analyse av data
- Beregn maksimalt avvik mellom to kjever på hvert punkt i bevegelsen
- Bestem maksimal synkroniseringsfeil over hele slaglengden
- Analyser repeterbarhet på tvers av flere testsykluser
- Identifiser eventuelle mønstre av konsekvent bly/forsinkelse mellom spesifikke kjever
Optisk målesystem
For applikasjoner med høy presisjon eller komplekse kjevebevegelser:
Oppsett og kalibrering
- Monter optiske mål på hver kjeve
- Plasser høyhastighetskameraer for å fange opp alle mål samtidig
- Kalibrer systemet for å etablere romlig referanseMåleprosessen
- Ta opp kjevebevegelser med høy bildefrekvens (500+ fps)
- Behandle bilder for å hente ut posisjonsdata
- Beregn 3D-posisjon for hver kjeve gjennom hele syklusenAnalysemålinger
- Maksimalt posisjonsavvik mellom kjevene
- Vinkelsynkroniseringsnøyaktighet
- Konsistente baner
Faktorer som påvirker synkroniseringsnøyaktigheten
Flere viktige faktorer påvirker synkroniseringsytelsen til flerkjevefiksturer:
Mekaniske designfaktorer
Type kinematisk mekanisme
- Kileaktivering: God synkronisering, kompakt design
- Kamaktivering: Utmerket synkronisering, kompleks design
- Koblingssystemer: Variabel synkronisering, enkel design
- Direkte drift: Dårlig naturlig synkronisering, krever kompensasjonStyringssystem for kjever
- Lineære lagre: Høy presisjon, følsomme for forurensning
- Svalehaleskinner: Moderat presisjon, god holdbarhet
- Rulleføringer: God presisjon, utmerket holdbarhet
- Glidelagre: Lavere presisjon, enkel konstruksjonPresisjon i produksjonen
- Komponenttoleranser
- Nøyaktighet ved montering
- Materialstabilitet
Pneumatiske systemfaktorer
Design av luftfordeling
- Balansert manifoldutforming: Avgjørende for lik trykkfordeling
- Like rørlengder: Minimerer tidsforskjeller
- Balansering av strømningsbegrensere: Kompenserer for mekaniske forskjellerBetjeningskontroll
- Presisjon i trykkreguleringen
- Konsistent flytkontroll
- Ventilens responstidSystemdynamikk
- Effekter av luftkompressibilitet
- Dynamiske trykkvariasjoner
- Forskjeller i strømningsmotstand
Teknikker for synkroniseringskompensasjon
For applikasjoner som krever eksepsjonell synkronisering, kan disse kompensasjonsteknikkene brukes:
Mekanisk kompensasjon
- Justerbare koblinger for innledende synkronisering
- Presise mellomlegg for justering av kjevene
- Optimalisering av kamprofilenPneumatisk kompensasjon
- Individuelle strømningsregulatorer for hver kjeve
- Sekvensventiler for kontrollert bevegelse
- TrykkbalanseringskamreAvanserte kontrollsystemer
- Servopneumatisk posisjonskontroll
- Elektronisk synkroniseringsovervåking
- Adaptive kontrollalgoritmer
Casestudie: Forbedring av synkronisering i en bilapplikasjon
Jeg jobbet nylig med en av de største underleverandørene til bilindustrien, som produserer girkassehus i aluminium. De opplevde inkonsekvent plassering av delene i maskineringsfiksturene, noe som resulterte i dimensjonsvariasjoner og tidvis krasj.
Analysen avslørte..:
- Eksisterende 4-kjevefikstur med ±0,08 mm synkroniseringsfeil
- Krav: ±0,03 mm maksimalt avvik
- Utfordring: Ettermonteringsløsning uten fullstendig utskifting av armaturer
Ved å implementere en helhetlig løsning:
- Oppgradert til presisjonstilpassede koblingskomponenter
- Installert balansert pneumatisk fordelingsmanifold
- Lagt til individuelle strømningsreguleringsventiler med låsbar justering
- Implementert regelmessig verifisering ved hjelp av testing med forskyvningssensor
Resultatene var signifikante:
- Forbedret synkroniseringsnøyaktighet til ±0,025 mm
- Redusert variasjon i delposisjonering med 68%
- Eliminerte maskinkrasj i forbindelse med fiksturer
- Færre kvalitetsavvisninger med 71%
- ROI oppnådd på 7,5 uker
Dynamisk analyse av antivibrasjonsstrukturer for optimal stabilitet
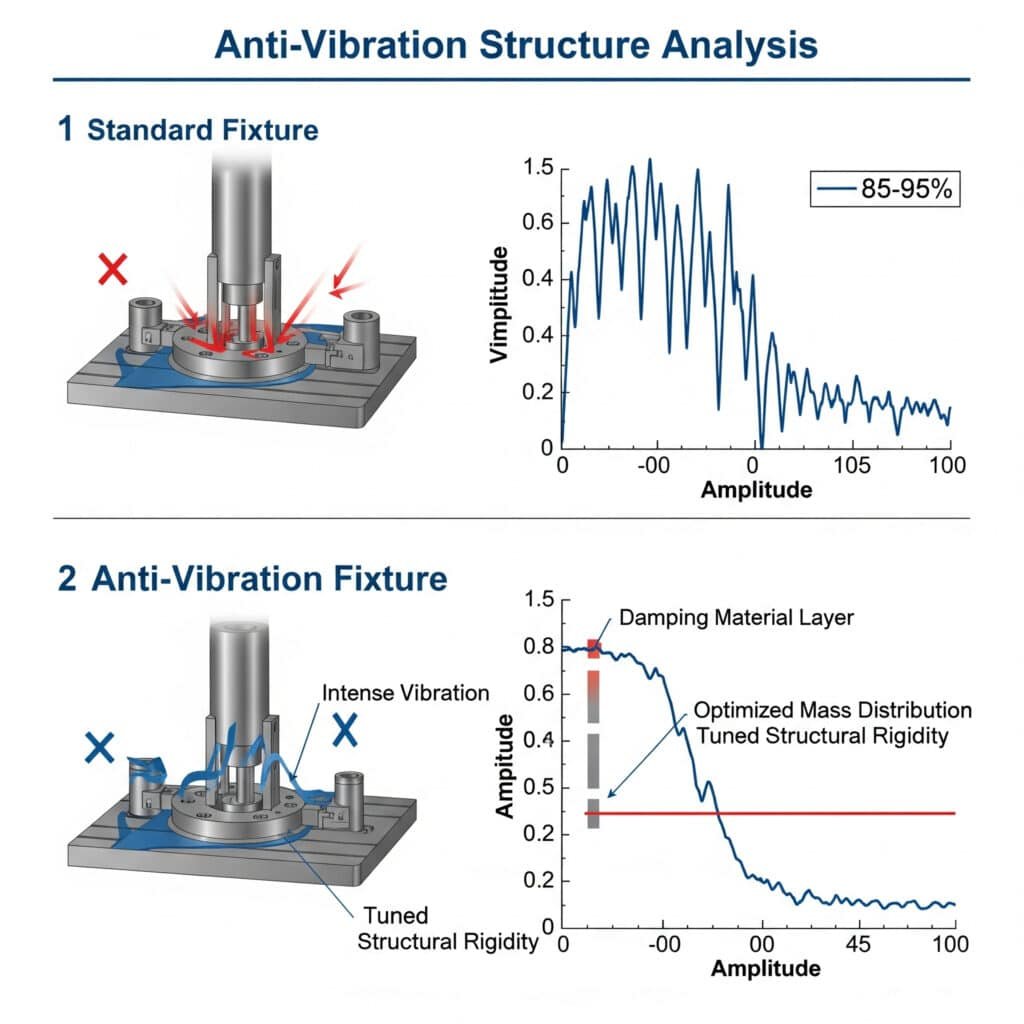
Vibrasjoner i pneumatiske fiksturer kan ha betydelig innvirkning på maskineringskvalitet, verktøyets levetid og produksjonseffektivitet. Riktig antivibrasjonsdesign er avgjørende for bruksområder med høy presisjon.
Antivibrasjonsstrukturer i pneumatiske fiksturer bruker målrettede dempematerialer, optimalisert massefordeling og finjusterte dynamiske egenskaper for å minimere skadelige vibrasjoner. Effektive konstruksjoner reduserer vibrasjonsamplituden med 85-95% ved kritiske frekvenser, samtidig som den nødvendige stivheten opprettholdes, noe som resulterer i forbedret overflatefinish, forlenget verktøylevetid og økt dimensjonsnøyaktighet.
Forstå vibrasjonsdynamikken i fiksturer
Vibrasjoner i fiksturer innebærer et komplekst samspill mellom flere komponenter og krefter:
Viktige vibrasjonskonsepter
- Naturlig frekvens: Den iboende frekvensen som en struktur har en tendens til å vibrere med når den forstyrres
- Resonans: Forsterkning av vibrasjoner når eksitasjonsfrekvensen samsvarer med egenfrekvensen
- Dempingsforhold: Mål på hvor raskt vibrasjonsenergien forsvinner (høyere er bedre)
- Overførbarhet: Forholdet mellom utgangsvibrasjon og inngangsvibrasjon
- Modalanalyse: Identifisering av vibrasjonsmodi og deres egenskaper
- Frekvensresponsfunksjon: Forholdet mellom inngang og utgang ved ulike frekvenser
Kritiske vibrasjonsparametere
| Parameter | Betydning | Målemetode | Målområde |
|---|---|---|---|
| Naturlig frekvens | Bestemmer resonanspotensialet | Slagtesting, modalanalyse | >30% over/under driftsfrekvens |
| Dempingsforhold | Evne til energispredning | Logaritmisk dekrement, halv effekt | 0,05-0,15 (høyere er bedre) |
| Overførbarhet | Effektiv vibrasjonsisolering | Sammenligning av akselerometer | <0,3 ved driftsfrekvens |
| Stivhet | Belastningskapasitet og motstand mot nedbøyning | Statisk belastningstesting | Applikasjonsspesifikk |
| Dynamisk samsvar | Forskyvning per kraftenhet | Frekvensresponsfunksjon | Minimere ved skjærefrekvenser |
Dynamiske analysemetoder
Det finnes flere etablerte metoder for å analysere vibrasjonsegenskapene til fiksturer:
Eksperimentell modalanalyse3
Gullstandarden for å forstå den faktiske armaturdynamikken:
Testoppsett
- Monter armaturet i faktisk driftstilstand
- Installer akselerometre på strategiske steder
- Bruk kalibrert slaghammer eller rister for eksitasjon
- Koble til flerkanals dynamisk signalanalysatorTestprosedyre
- Bruk slag- eller sveipet-sinus-eksitasjon
- Mål responsen på flere punkter
- Beregn frekvensresponsfunksjoner
- Trekk ut modalparametere (frekvens, demping, modusformer)Analysemålinger
- Egenfrekvenser og deres nærhet til driftsfrekvenser
- Dempingsforhold ved kritiske modi
- Modusformer og potensiell interferens med arbeidsstykket
- Frekvensrespons ved typiske maskineringsfrekvenser
Analyse av operasjonell avbøyningsform
For å forstå oppførsel under faktiske driftsforhold:
Måleprosessen
- Installer akselerometre på tvers av fiksturen og arbeidsstykket
- Registrer vibrasjoner under faktiske maskineringsoperasjoner
- Bruk faserefererte målingerAnalyseteknikker
- Animer nedbøyningsformer ved problemfrekvenser
- Identifiser steder med maksimal nedbøyning
- Bestem faseforhold mellom komponenter
- Korrelerer med kvalitetsproblemer
Strategier for vibrasjonsdempende design
Effektive antivibrasjonsarmaturer omfatter flere strategier:
Tilnærminger til strukturell design
Optimalisering av massedistribusjon
- Øke massen på kritiske steder
- Balanser massefordelingen for minimalt moment
- Bruk finite element-analyse4 for å optimalisereForbedring av stivhet
- Triangulerte støttestrukturer
- Strategisk ribbing i områder med stor nedbøyning
- Materialvalg for optimalt forhold mellom stivhet og vektIntegrering av demping
- Begrenset lagdemping på strategiske steder
- Avstemte massedempere for spesifikke frekvenser
- Viskoelastiske materialinnsatser ved grensesnitt
Materialvalg for vibrasjonskontroll
| Materialtype | Dempingskapasitet | Stivhet | Vekt | Beste bruksområder |
|---|---|---|---|---|
| Støpejern | Utmerket | Veldig bra | Høy | Armaturer til generelle formål |
| Polymerbetong | Fremragende | Bra | Høy | Presisjonsfiksturer for maskinering |
| Aluminium med dempingsinnsatser | Bra | Bra | Moderat | Lav vekt, moderat presisjon |
| Stål med begrenset demping | Veldig bra | Utmerket | Høy | Tung maskinering |
| Komposittmaterialer | Utmerket | Variabel | Lav | Spesielle bruksområder |
Teknikker for vibrasjonsisolering
For å skille armaturet fra vibrasjonskilder:
Passive isolasjonssystemer
- Elastomeriske isolatorer (naturgummi, neopren)
- Pneumatiske isolatorer
- FjærdempersystemerAktive isolasjonssystemer
- Piezoelektriske aktuatorer
- Elektromagnetiske aktuatorer
- Feedback-kontrollsystemerHybride systemer
- Kombinerte passive/aktive løsninger
- Adaptive innstillingsmuligheter
Casestudie: Forbedring av vibrasjonsdemping i presisjonsmaskinering
Jeg konsulterte nylig en produsent av medisinsk utstyr som produserer implantatkomponenter i titan. De opplevde ujevn overflatefinish og varierende verktøylevetid under høyhastighetsfreseoperasjoner.
Analysen avslørte..:
- Fixturens egenfrekvens på 220 Hz samsvarer nøye med spindelfrekvensen
- Forsterkningsfaktor på 8,5x ved resonans
- Utilstrekkelig demping (forholdstall på 0,03)
- Ujevn vibrasjonsfordeling over hele armaturen
Ved å implementere en helhetlig løsning:
- Redesignet armatur med optimalisert ribbemønster
- Lagt til begrenset lagdemping på primære overflater
- Inkorporert tunet massedemper med 220 Hz som mål
- Installert pneumatisk isolasjonssystem
Resultatene var signifikante:
- Egenfrekvensen er flyttet til 380 Hz (utenfor driftsområdet)
- Økt dempingsforhold til 0,12
- Redusert vibrasjonsamplitude med 91%
- Forbedret konsistens i overflatefinishen med 78%
- Forlenget verktøyets levetid med 2,3 ganger
- Redusert syklustid med 15% gjennom høyere skjæreparametere
Kompatibilitetsveiledning for hurtigbyttemekanismer for effektiv omstilling
Hurtigbyttemekanismer reduserer oppsettstiden betydelig og øker produksjonsfleksibiliteten, men bare når de er riktig tilpasset dine spesifikke krav.
Hurtigbyttemekanismer i pneumatiske fiksturer bruker standardiserte grensesnittsystemer for å muliggjøre raske fiksturbytter uten at det går på bekostning av presisjon eller stabilitet. For å velge kompatible systemer må man forstå tilkoblingsstandarder, repeterbarhetsspesifikasjoner og grensesnittkrav for å sikre sømløs integrering med eksisterende utstyr og samtidig opprettholde den nødvendige posisjoneringsnøyaktigheten.

Forståelse av typer hurtigbyttesystemer
Det finnes flere standardiserte hurtigskiftesystemer med ulike egenskaper:
Viktige standarder for hurtigbytte
| Systemtype | Grensesnittstandard | Posisjoneringsnøyaktighet | Lastkapasitet | Låsemekanisme | Beste bruksområder |
|---|---|---|---|---|---|
| Nullpunktsinnspenning5 | AMF/Stark/Schunk | ±0,005 mm | Høy | Mekanisk/pneumatisk | Presisjonsbearbeiding |
| Pallesystemer | System 3R/Erowa | ±0,002-0,005 mm | Medium | Mekanisk/pneumatisk | EDM, sliping, fresing |
| T-sporbasert | Jergens/Carr Lane | ±0,025 mm | Høy | Mekanisk | Generell maskinering |
| Kulelås | Jergens/Halder | ±0,013 mm | Middels-høy | Mekanisk | Allsidige bruksområder |
| Magnetisk | Maglock/Eclipse | ±0,013 mm | Medium | Elektromagnetisk | Flate arbeidsstykker |
| Pyramide/kjegle | VDI/ISO | ±0,010 mm | Høy | Mekanisk/hydraulisk | Tung maskinering |
Faktorer for vurdering av kompatibilitet
Når du vurderer hurtigskiftsystemets kompatibilitet, må du ta hensyn til disse nøkkelfaktorene:
Mekanisk grensesnittkompatibilitet
Fysiske tilkoblingsstandarder
- Dimensjoner for monteringsmønster
- Spesifikasjoner for mottaker/stud
- Krav til klarering
- Utforming av justeringsfunksjonerMatching av lastkapasitet
- Statisk belastning
- Dynamisk belastningskapasitet
- Begrensninger for momentbelastning
- Krav til sikkerhetsfaktorMiljømessig kompatibilitet
- Temperaturområde
- Eksponering for kjølevæske/forurensende stoffer
- Krav til renrom
- Behov for nedvasking
Ytelseskompatibilitet
Krav til nøyaktighet
- Spesifikasjoner for repeterbarhet
- Absolutt posisjoneringsnøyaktighet
- Egenskaper for termisk stabilitet
- Langsiktig stabilitetOperasjonelle faktorer
- Tid for oppspenning/avspenning
- Krav til aktiveringstrykk
- Muligheter for overvåking
- Oppførsel i feilmodus
Omfattende kompatibilitetsmatrise
Denne matrisen gir krysskompatibilitet mellom de største hurtigskiftesystemene:
| System | AMF | Schunk | Stark | System 3R | Erowa | Jergens | Carr Lane | Maglock |
|---|---|---|---|---|---|---|---|---|
| AMF | Innfødt | Adapter | Direkte | Adapter | Nei | Adapter | Adapter | Nei |
| Schunk | Adapter | Innfødt | Adapter | Nei | Nei | Adapter | Adapter | Nei |
| Stark | Direkte | Adapter | Innfødt | Nei | Nei | Adapter | Adapter | Nei |
| System 3R | Adapter | Nei | Nei | Innfødt | Adapter | Nei | Nei | Nei |
| Erowa | Nei | Nei | Nei | Adapter | Innfødt | Nei | Nei | Nei |
| Jergens | Adapter | Adapter | Adapter | Nei | Nei | Innfødt | Direkte | Adapter |
| Carr Lane | Adapter | Adapter | Adapter | Nei | Nei | Direkte | Innfødt | Adapter |
| Maglock | Nei | Nei | Nei | Nei | Nei | Adapter | Adapter | Innfødt |
Krav til pneumatisk grensesnitt
Hurtigskiftesystemer krever riktige pneumatiske tilkoblinger for å fungere:
Pneumatiske tilkoblingsstandarder
| Systemtype | Tilkoblingsstandard | Driftstrykk | Krav til flyt | Kontrollgrensesnitt |
|---|---|---|---|---|
| Nullpunkt | M5/G1/8 | 5-6 bar | 20-40 l/min | 5/2- eller 5/3-ventil |
| Pall | M5 | 6-8 bar | 15-25 l/min | 5/2 ventil |
| Kulelås | G1/4 | 5-7 bar | 30-50 l/min | 5/2 ventil |
| Pyramide | G1/4 | 6-8 bar | 40-60 l/min | 5/2-ventil med trykkforsterker |
Implementeringsstrategi for blandede systemer
For anlegg med flere hurtigbyttestandarder:
Vurdering av standardisering
- Inventering av eksisterende systemer
- Evaluer ytelseskravene
- Bestem muligheten for migreringTilnærminger til overgang
- Direkte erstatningsstrategi
- Adapterbasert integrering
- Implementering av hybridsystem
- Plan for trinnvis migreringKrav til dokumentasjon
- Grensesnittspesifikasjoner
- Krav til adapter
- Spesifikasjoner for trykk/strøm
- Prosedyrer for vedlikehold
Casestudie: Integrering av Quick-change-systemet
Jeg jobbet nylig med en kontraktsprodusent som produserer komponenter til flere bransjer. De slet med for lange omstillingstider og inkonsekvent posisjonering når de byttet mellom ulike produktlinjer.
Analysen avslørte..:
- Tre inkompatible hurtigbyttesystemer fordelt på 12 maskiner
- Gjennomsnittlig omstillingstid på 42 minutter
- Problemer med repeterbarheten ved posisjonering etter omstilling
- Komplikasjoner ved pneumatisk tilkobling
Ved å implementere en helhetlig løsning:
- Standardisert på nullpunkts klemmesystem
- Utviklet tilpassede adaptere for eldre armaturer
- Opprettet standardisert pneumatisk grensesnittpanel
- Implementert fargekodet tilkoblingssystem
- Utviklet visuelle arbeidsinstruksjoner
Resultatene var imponerende:
- Redusert gjennomsnittlig omstillingstid til 8,5 minutter
- Forbedret repeterbarhet for posisjonering til ±0,008 mm
- Eliminerte tilkoblingsfeil
- Økt maskinutnyttelse med 14%
- ROI oppnådd på 4,2 måneder
Omfattende strategi for valg av pneumatiske fiksturer
Følg denne integrerte fremgangsmåten for å velge den optimale pneumatiske fiksturen for enhver applikasjon:
Definere krav til presisjon
- Bestem nødvendig nøyaktighet for posisjonering av deler
- Identifiser kritiske dimensjoner og toleranser
- Fastsett akseptable vibrasjonsgrenser
- Definer mål for omstillingstidenAnalyser driftsforholdene
- Karakteriser maskineringskrefter og vibrasjoner
- Dokumentere miljøfaktorer
- Kartlegg arbeidsflyt og omstillingskrav
- Identifiser kompatibilitetsbegrensningerVelg passende teknologi
- Velg synkroniseringsmekanisme basert på nøyaktighetsbehov
- Velg vibrasjonsdempende funksjoner basert på dynamisk analyse
- Bestem hurtigbyttesystem basert på kompatibilitetValider valget
- Prototypetesting der det er mulig
- Benchmarking mot bransjestandarder
- Beregn forventet ROI og ytelsesforbedringer
Integrert utvalgsmatrise
| Krav til søknaden | Anbefalt synkronisering | Vibrasjonsdempende tilnærming | Hurtigbyttesystem |
|---|---|---|---|
| Høy presisjon, lett maskinering | Kamaktivert (±0,01-0,02 mm) | Komposittstruktur med avstemt demping | Presisjonsnullpunkt |
| Middels presisjon, tung maskinering | Kileaktivering (±0,03-0,05 mm) | Støpejern med begrenset lagdemping | Kulelås eller pyramide |
| Generelle formål, hyppige endringer | Koblingssystem (±0,05-0,08 mm) | Stål med strategisk ribbing | T-sporbasert system |
| Høy hastighet, vibrasjonsfølsom | Direktedrift med kompensasjon | Aktivt dempingssystem | Presisjonspallesystem |
| Store deler, moderat presisjon | Pneumatisk synkronisering | Masseoptimalisering og isolering | Kraftig nullpunkt |
Konklusjon
For å velge den optimale pneumatiske fiksturen må du forstå standardene for synkronisering av flere kjever, dynamiske antivibrasjonsegenskaper og krav til kompatibilitet med hurtigbytte. Ved å bruke disse prinsippene kan du oppnå presis posisjonering av deler, minimere skadelige vibrasjoner og redusere omstillingstiden i enhver produksjonsapplikasjon.
Vanlige spørsmål om valg av pneumatiske armaturer
Hvor ofte bør synkronisering med flere kjever testes i produksjonsmiljøer?
For generelle produksjonsapplikasjoner bør synkroniseringen testes hvert kvartal. For presisjonsapplikasjoner (medisin, romfart) bør du teste månedlig. For kritiske bruksområder med små toleranser (<0,02 mm) bør du gjennomføre ukentlig verifisering. Test alltid etter vedlikehold, trykkendringer eller når det oppstår kvalitetsproblemer. Bruk kalibrerte forskyvningssensorer, og dokumenter resultatene i kvalitetssystemet. Vurder å implementere enkle go/no-go-tester for daglig operatørverifisering mellom formelle målinger.
Hva er den mest kostnadseffektive antivibrasjonsløsningen for eksisterende inventar?
For eksisterende inventar er demping med begrensende lag vanligvis den mest kostnadseffektive ettermonteringsløsningen. Påfør viskoelastiske polymerplater med tynne metallbelegg på områder med høy vibrasjon som er identifisert ved hjelp av tappetesting eller modalanalyse. Fokuser på områder med maksimal avbøyning i problematiske vibrasjonsmodi. Denne tilnærmingen reduserer vanligvis vibrasjonene med 50-70% til en beskjeden kostnad. For å oppnå mer effektivitet kan du vurdere å legge til masse på strategiske steder og implementere isolasjonsfester mellom fiksturen og maskinbordet.
Kan jeg blande ulike hurtigskiftesystemer i samme produksjonscelle?
Ja, men det krever nøye planlegging og en tilpasningsstrategi. Først må du identifisere ditt "primære" system basert på nøyaktighetskrav og eksisterende investeringer. Bruk deretter dedikerte adaptere for å integrere sekundære systemer. Dokumenter effekten av adapterstablering på nøyaktighet og stivhet, ettersom hvert grensesnitt gir flere potensielle feil. Lag tydelige visuelle identifikasjonssystemer for å forhindre feiltilpasninger, og standardiser pneumatiske tilkoblinger på tvers av alle systemer. For å oppnå effektivitet på lang sikt bør du utvikle en migreringsplan for å standardisere til ett enkelt system etter hvert som armaturene skiftes ut.
-
Gir en oversikt over ISO 230-2-standarden, som spesifiserer metoder for testing av posisjoneringsnøyaktighet og repeterbarhet for numerisk styrte verktøymaskiner. ↩
-
Forklarer arbeidsprinsippet til en lineær variabel differensialtransformator (LVDT), en type elektrisk transformator som brukes til å måle lineær forskyvning med høy presisjon og pålitelighet. ↩
-
Beskriver eksperimentell modalanalyse (EMA), en prosess for å bestemme modalparametrene (egenfrekvenser, dempningsforhold og modusformer) for en struktur basert på vibrasjonstestdata. ↩
-
Forklarer Finite Element Analysis (FEA), en kraftig beregningsmetode for å simulere hvordan et produkt eller en komponent vil reagere på krefter, vibrasjoner, varme og andre fysiske effekter i designfasen. ↩
-
Beskriver prinsippene for nullpunktsspennsystemer, en type modulær arbeidsoppspenningsteknologi som gir en svært nøyaktig, repeterbar og rask metode for posisjonering og sikring av fiksturer eller arbeidsstykker. ↩
