

Sliter du med å rettferdiggjøre ytterligere investeringer i pneumatiske systemer samtidig som du står overfor et økende press for å redusere driftskostnadene? Mange vedlikeholds- og ingeniørsjefer befinner seg i en skvis mellom budsjettbegrensninger og ytelsesforventninger, og er usikre på hvordan de skal demonstrere de økonomiske fordelene ved systemoptimalisering.
Strategisk ROI1 forbedring for stangløs sylinder systemene kombinerer synergioptimalisering av flere sylindere, systematisk deteksjon av luftlekkasjer og datadrevet modellering av reservedelslager - noe som gir typiske tilbakebetalingstider på 3-8 måneder, samtidig som driftskostnadene reduseres med 15-30% og systemets pålitelighet forbedres med 25-40%.
Jeg jobbet nylig med en produsent av emballasjeutstyr som implementerte disse strategiene i sine pneumatiske systemer og oppnådde en bemerkelsesverdig avkastning på 267% i løpet av det første året, noe som forvandlet de pneumatiske systemene fra å være en vedlikeholdsbyrde til et konkurransefortrinn. Deres erfaring er ikke unik - slike resultater kan oppnås i praktisk talt alle industrielle applikasjoner når de riktige forbedringsstrategiene implementeres på riktig måte.
Innholdsfortegnelse
- Hvordan kan flersylindret synergioptimalisering maksimere systemets effektivitet?
- Hvilke teknikker for deteksjon av luftlekkasjer gir raskest avkastning på investeringen?
- Hvilken modell for reservedelslager vil minimere nedetidskostnadene dine?
- Konklusjon
- Vanlige spørsmål om ROI-forbedring for sylindere uten stang
Hvordan kan flersylindret synergioptimalisering maksimere systemets effektivitet?
Synergioptimalisering med flere sylindere er en av de mest oversette mulighetene for betydelige effektivitetsforbedringer i pneumatiske systemer.
Effektiv synergioptimalisering med flere sylindere kombinerer strategisk struping, koordinert bevegelsesprofilering og utnyttelse av trykkaskade - noe som vanligvis reduserer luftforbruket med 20-35%, samtidig som syklustidene forbedres med 10-15% og komponentlevetiden forlenges med 30-50%.
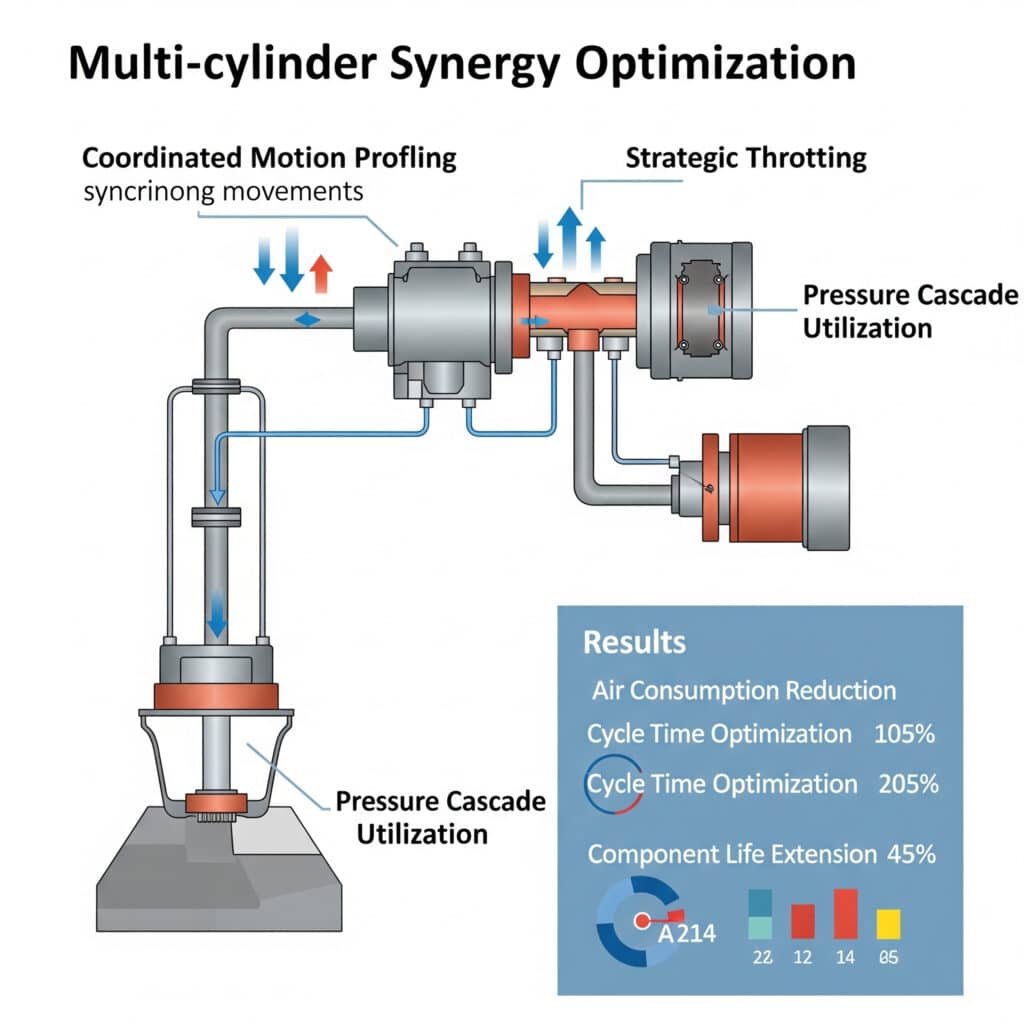
Etter å ha implementert optimaliseringsstrategier i ulike bransjer har jeg erfart at de fleste organisasjoner fokuserer på ytelsen til den enkelte sylinderen, mens de går glipp av de betydelige fordelene ved optimalisering på systemnivå. Nøkkelen er å se på flere sylindere som et integrert system i stedet for isolerte komponenter.
Omfattende rammeverk for synergioptimalisering
En riktig implementert tilnærming til synergioptimalisering omfatter disse viktige elementene:
1. Implementering av strategisk struping
Koordinert struping på tvers av flere sylindere gir betydelige fordeler:
| Strategi for struping | Innvirkning på luftforbruket | Innvirkning på ytelsen | Implementeringskompleksitet |
|---|---|---|---|
| Optimalisering av individuelle sylindere | 10-15% reduksjon | Minimal endring | Lav |
| Koordinering av sekvensiell bevegelse | 15-25% reduksjon | 5-10% forbedring | Medium |
| Implementering av trykkaskade | 20-30% reduksjon | 10-15% forbedring | Middels-høy |
| Dynamisk trykktilpasning | 25-35% reduksjon | 15-20% forbedring | Høy |
Hensyn til implementering:
- Analyser krav til bevegelsessekvenser
- Identifisere gjensidig avhengighet mellom sylindere
- Bestem kritiske og ikke-kritiske bevegelser
- Fastsett minimumskrav til trykk for hver bevegelse
2. Koordinert utvikling av bevegelsesprofiler
Optimaliserte bevegelsesprofiler maksimerer effektiviteten på tvers av flere sylindere:
Teknikker for sekvensoptimalisering
- Overlappende, ikke-konfliktende bevegelser
- Oppdeling av operasjoner med høyt forbruk
- Minimere oppholdstiden mellom bevegelsene
- Optimalisering av akselerasjons- og retardasjonsprofilerStrategier for lastbalansering
- Fordeling av maksimalt luftforbruk
- Utjevning av trykkbehov
- Balansering av arbeidsbelastningen på tvers av sylindrene
- Minimerer trykksvingningerOptimalisering av syklustid
- Identifisere kritiske operasjoner
- Effektivisering av ikke-verdiskapende bevegelser
- Implementering av parallelle operasjoner der det er mulig
- Optimalisering av overgangstidspunkt
3. Trykkaskade2 Utnyttelse
Utnyttelse av trykkforskjeller i hele systemet forbedrer effektiviteten:
Design med flere trykksystemer
- Implementering av differensierte trykknivåer
- Tilpasse trykket til de faktiske kravene
- Bruk av trykkreduksjonsstrategier
- Gjenvinning av eksosenergi der det er muligSekvensiell utnyttelse av trykk
- Bruk av avtrekksluft til sekundære operasjoner
- Implementering av luftgjenvinningsteknikker
- Kaskaderende trykk fra høye til lave krav
- Optimalisering av ventil- og regulatorplasseringDynamisk trykkregulering
- Implementering av adaptiv trykkregulering
- Bruk av elektroniske trykkregulatorer
- Utvikling av applikasjonsspesifikke trykkprofiler
- Integrering av tilbakemeldingsbasert justering
Metodikk for implementering
Følg denne strukturerte fremgangsmåten for å implementere effektiv synergioptimalisering med flere sylindere:
Trinn 1: Systemanalyse og kartlegging
Begynn med en omfattende systemforståelse:
Dokumentasjon av bevegelsessekvenser
- Opprett detaljerte operasjonssekvensdiagrammer
- Dokumentere tidskrav
- Identifisere avhengigheter mellom bevegelser
- Kartlegge dagens luftforbruksmønsterAnalyse av trykkbehov
- Mål det faktiske trykkbehovet for hver operasjon
- Identifiser operasjoner med for høyt trykk
- Dokumenter minimumskrav til trykk
- Analyser trykksvingningerIdentifisering av begrensninger
- Bestem kritiske tidskrav
- Identifiser fysiske forstyrrelsessoner
- Dokumentere sikkerhetshensyn
- Fastsette krav til ytelse
Trinn 2: Utvikling av optimaliseringsstrategi
Lag en skreddersydd optimaliseringsplan:
Utforming av strupende strategi
- Bestem optimale gassinnstillinger
- Velg passende strupingskomponenter
- Tilnærming til designimplementering
- Utvikle justeringsprosedyrerRedesign av bevegelsesprofilen
- Lag optimaliserte sekvensdiagrammer
- Utvikle koordinerte bevegelsesprofiler
- Tidspunkt for designovergang
- Fastsett kontrollparametereRekonfigurering av trykksystemet
- Implementering av designtrykksone
- Utvikle en kaskademetode for trykk
- Velg kontrollkomponenter
- Utarbeide implementeringsspesifikasjoner
Trinn 3: Implementering og validering
Utfør optimaliseringsplanen med riktig validering:
Trinnvis implementering
- Implementere endringer i logisk rekkefølge
- Test individuelle optimaliseringer
- Gradvis integrering av systemendringer
- Dokumentere resultatene på hvert trinnMåling av ytelse
- Overvåk luftforbruket
- Mål syklustider
- Dokumenter trykkprofiler
- Sporesystemets pålitelighetKontinuerlig forbedring
- Analyser ytelsesdata
- Gjør trinnvise justeringer
- Dokumenter optimaliseringsresultater
- Implementere erfaringene
Anvendelse i den virkelige verden: Monteringslinje for bilindustrien
Et av mine mest vellykkede optimeringsprosjekter med flere sylindere var for et samlebånd i bilindustrien med 24 sylindere uten stenger som opererte i en koordinert sekvens. Utfordringene deres inkluderte:
- Høye energikostnader på grunn av for høyt luftforbruk
- Inkonsekvente syklustider påvirker produksjonen
- Trykksvingninger forårsaker problemer med påliteligheten
- Begrenset budsjett for komponentoppgraderinger
Vi implementerte en omfattende optimaliseringsstrategi:
Systemanalyse
- Kartlagt komplett operasjonssekvens
- Målt faktisk trykkbehov
- Dokumenterte luftforbruksmønstre
- Identifiserte optimaliseringsmuligheterImplementering av strategisk struping
- Installerte presisjonsflytkontroller
- Implementert differensiell struping
- Optimaliserte hastigheter for uttrekk/inntrekk
- Balanserte bevegelsesprofilerOptimalisering av trykksystemet
- Opprettet tre trykksoner (6 bar, 5 bar, 4 bar)
- Implementert sekvensiell trykkutnyttelse
- Installerte elektroniske trykkregulatorer
- Utviklet applikasjonsspesifikke trykkprofiler
Resultatene overgikk forventningene:
| Metrisk | Før optimalisering | Etter optimalisering | Forbedring |
|---|---|---|---|
| Luftforbruk | 1 240 liter/syklus | 820 liter/syklus | 34% reduksjon |
| Syklustid | 18,5 sekunder | 16,2 sekunder | 12.4% forbedring |
| Trykksvingninger | ±0,8 bar | ±0,3 bar | 62,5%-reduksjon |
| Sylinderfeil | 37 per år | 14 per år | 62% reduksjon |
| Årlig energikostnad | $68,400 | $45,200 | $23 200 besparelser |
Den viktigste innsikten var å innse at sylindere som opererer i sekvens, skaper både begrensninger og muligheter. Ved å se systemet i et helhetsperspektiv kunne vi utnytte disse interaksjonene til å skape betydelige forbedringer uten å måtte bytte ut store komponenter. Optimaliseringen ga en tilbakebetalingsperiode på 3,2 måneder med minimale kapitalinvesteringer.
Hvilke teknikker for deteksjon av luftlekkasjer gir raskest avkastning på investeringen?
Luftlekkasjer i pneumatiske systemer er en av de mest vedvarende og kostbare ineffektivitetsproblemene, men gir også en av de raskeste avkastningene på investeringene når de løses på riktig måte.
Effektiv deteksjon av luftlekkasjer kombinerer systematisk ultralydinspeksjon, trykkfallstesting og strømningsbasert overvåking - og identifiserer vanligvis lekkasjer som sløser bort 20-35% av trykkluftproduksjonen, samtidig som de gir avkastning på investeringen innen 2-4 måneder gjennom enkle reparasjoner og målrettet komponentutskifting.

Etter å ha implementert lekkasjedeteksjonsprogrammer i flere bransjer, har jeg erfart at de fleste organisasjoner blir sjokkert når de oppdager omfanget av luftlekkasjer når systematiske deteksjonsmetoder tas i bruk. Nøkkelen er å implementere et omfattende, løpende deteksjonsprogram i stedet for reaktive, sporadiske inspeksjoner.
Omfattende rammeverk for lekkasjedeteksjon
Et effektivt lekkasjedeteksjonsprogram omfatter disse viktige komponentene:
1. Ultralydinspeksjon3 Metodikk
Ultralyddeteksjon er den mest allsidige og effektive metoden:
Valg og oppsett av utstyr
- Velge passende ultralyddetektorer
- Konfigurere frekvensfølsomhet
- Bruk av passende redskaper og tilbehør
- Kalibrering for spesifikke miljøerSystematiske inspeksjonsprosedyrer
- Utvikling av standardiserte skannemønstre
- Opprette sonebaserte inspeksjonsruter
- Etablering av konsistente avstands- og vinkelteknikker
- Implementering av støyisoleringsmetoderKlassifisering og dokumentasjon av lekkasjer
- Utvikling av system for klassifisering av alvorlighetsgrad
- Skape standardisert dokumentasjon
- Implementering av digitale opptaksmetoder
- Etablering av rutiner for trendsporing
2. Gjennomføring av trykkfallstesting
Trykkfallstesting gir kvantitativ lekkasjemåling:
Tilnærming til systemsegmentering
- Deler systemet inn i testbare seksjoner
- Installering av egnede avstengningsventiler
- Opprettelse av trykktestpunkter
- Utvikling av testprosedyrer for hver enkelt seksjonTeknikker for måling og analyse
- Fastsettelse av baseline-trykkfallshastigheter
- Implementering av standardiserte testvarigheter
- Beregning av volumetriske lekkasjerater
- Sammenligning mot akseptable terskelverdierMetoder for prioritering og sporing
- Rangering av seksjoner etter lekkasjens alvorlighetsgrad
- Spore forbedringer over tid
- Fastsettelse av mål for reduksjon
- Implementering av verifikasjonstesting
3. Strømningsbaserte overvåkingssystemer
Kontinuerlig overvåking gir løpende lekkasjedeteksjon:
Strategi for installasjon av gjennomstrømningsmåler
- Velge riktig teknologi for strømningsmåling
- Bestemme optimal målerplassering
- Implementering av bypass-funksjoner
- Fastsettelse av måleparametereAnalyse av basisforbruket
- Måling av produksjons- og ikke-produksjonsrelatert forbruk
- Etablering av normale flytmønstre
- Identifisere unormalt forbruk
- Utvikle trendanalyserVarslings- og responssystem
- Innstilling av terskelbaserte varsler
- Implementering av automatiserte varsler
- Utvikling av responsprosedyrer
- Opprette eskaleringsprotokoller
Metodikk for implementering
Følg denne strukturerte fremgangsmåten for å implementere effektiv lekkasjedeteksjon:
Trinn 1: Innledende vurdering og planlegging
Begynn med en omfattende forståelse av den nåværende situasjonen:
Baseline-måling
- Mål total trykkluftproduksjon
- Dokumentere nåværende energikostnader
- Estimer strømlekkasje i prosent
- Beregn potensielle besparelserSystemkartlegging
- Lage omfattende systemdiagrammer
- Dokumentere plassering av komponenter
- Identifisere høyrisikoområder
- Etablere inspeksjonssonerProgramutvikling
- Velg passende deteksjonsmetoder
- Utvikle inspeksjonsplaner
- Opprett maler for dokumentasjon
- Etablere reparasjonsprotokoller
Trinn 2: Implementering av deteksjon
Utfør deteksjonsprogrammet systematisk:
Utførelse av ultralydinspeksjon
- Gjennomfør inspeksjoner sone for sone
- Dokumenter alle identifiserte lekkasjer
- Klassifiser etter alvorlighetsgrad og type
- Opprett en prioriteringsliste for reparasjonerImplementering av trykktesting
- Utfør testing seksjon for seksjon
- Beregn lekkasjerater
- Identifiser seksjoner med dårligst ytelse
- Dokumentere resultater og anbefalingerUtplassering av overvåkingssystem
- Installer utstyr for strømningsmåling
- Konfigurere overvåkingsparametere
- Etablere grunnleggende mønstre
- Implementere varslingsterskler
Trinn 3: Reparasjon og verifisering
Ta tak i identifiserte lekkasjer på en systematisk måte:
Prioritert utførelse av reparasjoner
- Ta tak i lekkasjene med størst innvirkning først
- Implementere standardiserte reparasjonsmetoder
- Dokumenter alle reparasjoner
- Spor reparasjonskostnaderVerifikasjonstesting
- Test på nytt etter reparasjoner
- Forbedring av dokumenter
- Beregn faktiske besparelser
- Oppdatering av systemets baselineBærekraftige programmer
- Implementere regelmessig inspeksjonsplan
- Opplæring av personell i deteksjonsmetoder
- Opprett løpende rapportering
- Feire og offentliggjøre resultater
Anvendelse i den virkelige verden: Anlegg for næringsmiddelproduksjon
En av mine mest vellykkede lekkasjedeteksjonsprosjekter var for et stort næringsmiddelforedlingsanlegg med omfattende pneumatiske systemer. Utfordringene deres inkluderte:
- Høye energikostnader fra trykkluftproduksjon
- Inkonsekvent trykk påvirker produksjonsutstyret
- Begrensede vedlikeholdsressurser
- Utfordrende sanitære krav
Vi implementerte et omfattende deteksjonsprogram:
Innledende vurdering
- Målt forbruk ved baseline: 1 250 CFM i gjennomsnitt
- Dokumentert forbruk utenfor produksjon: 480 CFM
- Beregnet estimert lekkasje: 38% av produksjonen
- Forventet potensiell besparelse: $94 500 årligImplementering av deteksjonsprogram
- Utplassert ultralyddeteksjon i alle soner
- Implementerte ukentlige trykkfallstester utenom arbeidstid
- Installerte gjennomstrømningsmålere på hoveddistribusjonsledninger
- Opprettet digitalt dokumentasjonssystemSystematisk reparasjonsprogram
- Prioriterte reparasjoner etter lekkasjevolum
- Implementerte standardiserte reparasjonsprosedyrer
- Opprettet ukentlig reparasjonsplan
- Sporbare og verifiserte resultater
Resultatene var bemerkelsesverdige:
| Metrisk | Før programmet | Etter 3 måneder | Etter 6 måneder |
|---|---|---|---|
| Totalt luftforbruk | 1 250 CFM | 980 CFM | 840 CFM |
| Ikke-produksjonsrelatert forbruk | 480 CFM | 210 CFM | 70 CFM |
| Lekkasjeprosent | 38% | 21% | 8% |
| Månedlig energikostnad | $21,600 | $16,900 | $14,500 |
| Årlige besparelser | – | $56,400 | $85,200 |
Den viktigste innsikten var å innse at lekkasjedeteksjon må være et kontinuerlig program snarere enn en engangshendelse. Ved å implementere systematiske prosedyrer og skape ansvarlighet for resultatene, klarte anlegget å oppnå og opprettholde eksepsjonell ytelse. Programmet ga full avkastning på bare 2,7 måneder, med minimale kapitalinvesteringer utover deteksjonsutstyret.
Hvilken modell for reservedelslager vil minimere nedetidskostnadene dine?
Optimalisering av reservedelslageret for sylindere uten stang er et av de mest utfordrende aspektene ved styring av pneumatiske systemer, og krever en nøye balanse mellom lagerkostnader og risiko for driftsstans.
Effektiv optimering av reservedelslageret kombinerer kritisk lagerbeholdning, forbruksdrevne prognoser og leverandørstyrte lagertilnærminger - noe som vanligvis reduserer lagerkostnadene med 25-40%, samtidig som tilgjengeligheten av deler forbedres med 15-25% og utgiftene til nødanskaffelser reduseres med 60-80%.
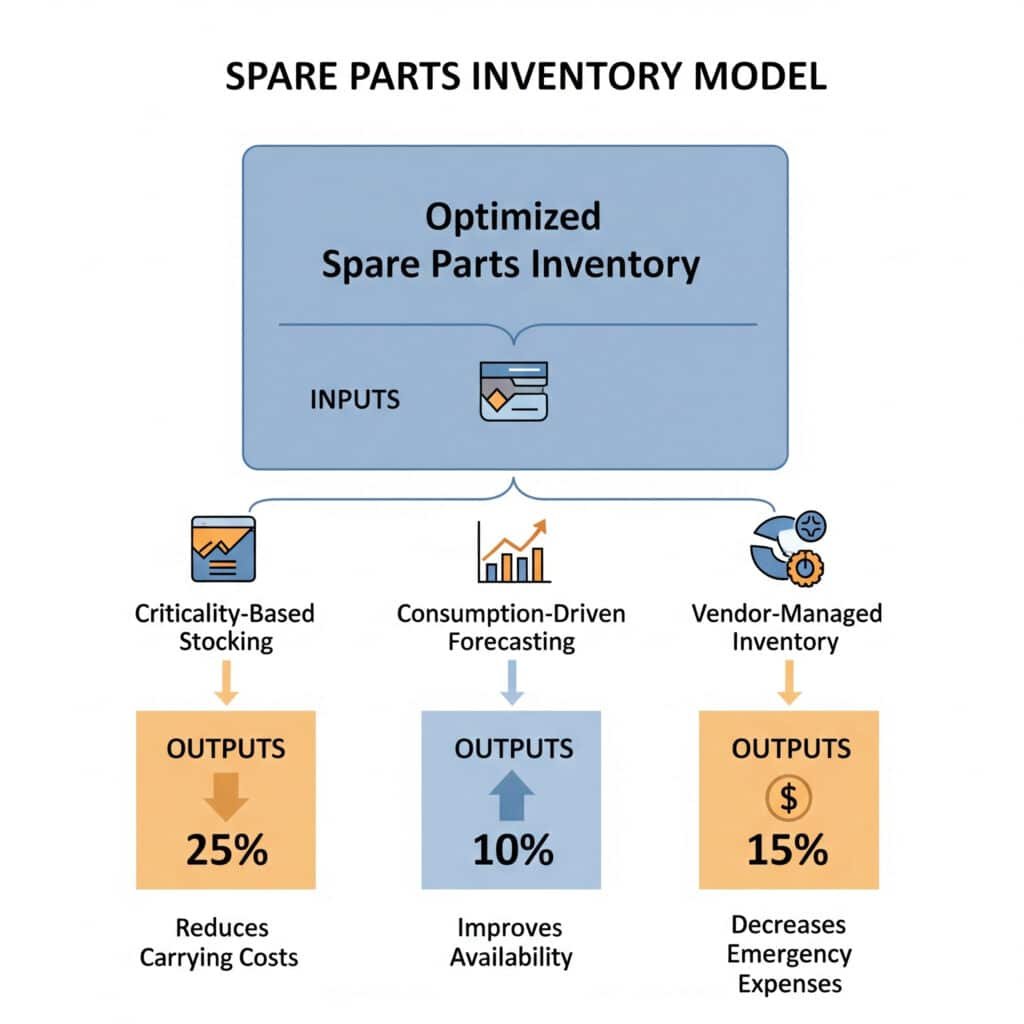
Etter å ha utviklet lagerstrategier for pneumatiske systemer i flere bransjer, har jeg erfart at de fleste organisasjoner sliter med å finne den rette balansen mellom overlagring og risiko for nedetid. Nøkkelen er å implementere en datadrevet modell som tilpasser lagernivåene til faktiske risiko- og forbruksmønstre.
Omfattende rammeverk for lageroptimalisering
En effektiv modell for reservedelslager inkluderer disse viktige komponentene:
1. Kritikalitetsbasert klassifiseringssystem4
Strategisk delklassifisering driver frem riktige lagerbeslutninger:
Vurdering av komponentenes kritikalitet
- Evaluering av produksjonseffekt
- Redundansanalyse
- Vurdering av feilkonsekvenser
- Krav til restitusjonstidUtvikling av klassifiseringsmatrise
- Opprette klassifiseringssystem med flere faktorer
- Fastsette retningslinjer for lagerbeholdning etter klasse
- Definere mål for servicenivå
- Implementering av vurderingsfrekvenserTilpasning av lagerstrategi
- Tilpasning av lagernivåer til kritikalitet
- Etablering av sikkerhetslager etter klasse
- Definere terskelverdier for ekspedisjon
- Opprette eskaleringsprosedyrer
2. Forbruksdrevet prognosemodell
Datadrevne prognoser forbedrer lagernøyaktigheten:
Analyse av forbruksmønster
- Evaluering av historisk bruk
- Identifisering av trender
- Vurdering av sesongvariasjoner
- Korrelasjon med produksjonUtvikling av prediktiv modell
- Statistiske prognosemetoder
- Pålitelighetsbaserte forbruksmodeller
- Integrering av vedlikeholdsplaner
- Tilpasning av produksjonsplanenDynamiske justeringsmekanismer
- Sporing av prognosenes nøyaktighet
- Unntaksbasert justering
- Kontinuerlig forbedring av modellen
- Håndtering av avvik
3. Leverandørstyrt lagerbeholdning5 Integrering
Strategiske leverandørpartnerskap optimaliserer lagerstyringen:
Utvikling av leverandørpartnerskap
- Identifisere VMI-kompatible leverandører
- Etablering av forventninger til prestasjoner
- Utvikle protokoller for informasjonsdeling
- Skape modeller for gjensidig nytteImplementering av Consignment-programmet
- Utvelgelse av forsendelseskandidater
- Fastsettelse av eierskapsgrenser
- Utvikling av bruksrapportering
- Opprette betalingsutløsereSystem for resultatstyring
- Etablering av KPI-rammeverk
- Gjennomføre regelmessige gjennomganger
- Skape mekanismer for kontinuerlig forbedring
- Utvikle prosedyrer for problemløsning
Metodikk for implementering
Følg denne strukturerte tilnærmingen for å implementere effektiv lageroptimalisering:
Trinn 1: Vurdering av nåværende tilstand
Begynn med en omfattende oversikt over eksisterende varelager:
Analyse av varelageret
- Katalogiser nåværende lagerbeholdning
- Dokumentbrukshistorikk
- Analyser omløpshastigheten
- Identifisere overflødige og ukurante varerVurdering av kritikalitet
- Vurdere komponentenes betydning
- Dokumentere konsekvensene av feil
- Vurdere ledetider
- Fastsette krav til gjenopprettingAnalyse av kostnadsstruktur
- Beregn bokføringskostnader
- Dokumentere utgifter til nødanskaffelser
- Kvantifiser nedetidskostnadene
- Etablere baseline-målinger
Trinn 2: Utvikling og implementering av modellen
Opprett og implementer optimaliseringsmodellen:
Implementering av klassifiseringssystemet
- Utvikle klassifiseringskriterier
- Tilordne deler til passende kategorier
- Etablere retningslinjer for lagerbeholdning etter klasse
- Opprett ledelsesprosedyrerUtvikling av prognosesystemer
- Velg passende prognosemetoder
- Implementere prosedyrer for datainnsamling
- Utvikle prognosemodeller
- Opprett prosesser for gjennomgang og justeringIntegrering av leverandører
- Identifisere strategiske leverandørpartnere
- Utvikle VMI-avtaler
- Implementere informasjonsdeling
- Etablere prestasjonsmålinger
Trinn 3: Overvåking og kontinuerlig forbedring
Sørg for kontinuerlig optimalisering:
Sporing av ytelse
- Overvåke viktige resultatindikatorer
- Følg med på servicenivået
- Dokumentere kostnadsforbedringer
- Analyser unntakshendelserRegelmessig gjennomgangsprosess
- Gjennomføre planlagte gjennomganger
- Juster klassifiseringen etter behov
- Forbedre prognosemodellene
- Optimaliser leverandørens ytelseKontinuerlig forbedring
- Identifisere forbedringsmuligheter
- Implementere prosessforbedringer
- Dokumenter beste praksis
- Del suksesshistorier
Anvendelse i den virkelige verden: Produksjonsanlegg
Et av mine mest vellykkede lageroptimaliseringsprosjekter var for et produksjonsanlegg med omfattende pneumatiske systemer. Utfordringene deres inkluderte:
- For høye lagerføringskostnader
- Hyppig lageroppfylling av kritiske komponenter
- Høye utgifter til nødanskaffelser
- Begrenset lagringsplass
Vi implementerte en omfattende optimaliseringsmetode:
Kritikalitetsbasert klassifisering
- Evaluerte 840 pneumatiske komponenter
- Opprettet et firedelt klassifiseringssystem
- Fastsatte servicenivåmål per klasse
- Utviklet retningslinjer for lagerbeholdning for hver kategoriForbruksdrevne prognoser
- Analyserte 24 måneders brukshistorikk
- Utviklet statistiske prognosemodeller
- Integrerte vedlikeholdsplaner
- Implementert avviksrapporteringUtvikling av leverandørpartnerskap
- Etablert VMI-program med viktige leverandører
- Implementerte konsignasjon for varer av høy verdi
- Utarbeidet ukentlig bruksrapportering
- Utviklet prestasjonsmålinger
Resultatet ble en helt ny lagerstyring:
| Metrisk | Før optimalisering | Etter optimalisering | Forbedring |
|---|---|---|---|
| Beholdningsverdi | $387,000 | $241,000 | 38% reduksjon |
| Servicenivå | 92.3% | 98.7% | 6.4% forbedring |
| Nødordrer | 47 per år | 8 per år | 83% reduksjon |
| Årlig bokføringskostnad | $96,750 | $60,250 | $36 500 besparelser |
| Nedetid på grunn av deler | 87 timer/år | 12 timer/år | 86% reduksjon |
Den viktigste innsikten var å innse at ikke alle deler fortjener samme lagerstrategi. Ved å implementere en flerdelt strategi basert på faktisk kritikalitet og forbruksmønster, kunne fabrikken både redusere lagerkostnadene og forbedre tilgjengeligheten av deler. Optimaliseringen ga full avkastning på bare 5,2 måneder, først og fremst gjennom reduserte lagerkostnader og mindre nedetid.
Konklusjon
Strategisk ROI-forbedring for stangløse sylindersystemer ved hjelp av synergioptimalisering med flere sylindere, systematisk deteksjon av luftlekkasjer og datadrevet lagermodellering av reservedeler gir betydelige økonomiske fordeler, samtidig som systemets ytelse og pålitelighet forbedres. Disse tilnærmingene genererer vanligvis tilbakebetalingsperioder som måles i måneder i stedet for år, noe som gjør dem ideelle selv i miljøer med begrensede budsjetter.
Den viktigste innsikten fra min erfaring med å implementere disse strategiene på tvers av flere bransjer er at det ofte er mulig å oppnå betydelige forbedringer med minimale kapitalinvesteringer. Ved å fokusere på optimalisering av eksisterende systemer i stedet for å skifte ut hele systemet, kan organisasjoner oppnå en bemerkelsesverdig avkastning på investeringen, samtidig som de bygger opp interne evner som gir løpende fordeler.
Vanlige spørsmål om ROI-forbedring for sylindere uten stang
Hva er den typiske tidsrammen for ROI for prosjekter med flere sylindere?
De fleste flersylindrede optimaliseringsprosjekter gir 3-8 måneders avkastning gjennom redusert energiforbruk, økt produktivitet og lavere vedlikeholdskostnader.
Hvor mye trykkluft går vanligvis tapt på grunn av lekkasje i industrielle systemer?
Industrielle pneumatiske systemer mister vanligvis 20-35% trykkluft på grunn av lekkasje, noe som utgjør tusenvis av dollar i bortkastet energi hvert år.
Hva er den største feilen bedrifter gjør med reservedelslageret?
De fleste bedrifter har enten for store lagre av ikke-kritiske deler eller for små lagre av kritiske komponenter, og klarer ikke å tilpasse lagerstrategien til faktisk risiko og bruksmønster.
Hvor ofte bør luftlekkasjedeteksjon utføres?
Gjennomfør kvartalsvise ultralydinspeksjoner, månedlige trykkfallstester og kontinuerlig strømningsovervåking for optimal lekkasjestyring og varige besparelser.
Hva er det første trinnet i implementeringen av flersylindret synergioptimalisering?
Begynn med en omfattende systemkartlegging og analyse av bevegelsessekvenser for å identifisere gjensidig avhengighet og optimaliseringsmuligheter før du gjør endringer.
-
Gir en klar definisjon av avkastning på investeringen (ROI), et nøkkeltall som brukes til å evaluere lønnsomheten av en investering, og forklarer hvordan man beregner den. ↩
-
Forklarer prinsippet for et trykkaskadesystem, en energibesparende teknikk der avtrekksluften fra en høytrykksapplikasjon brukes til å drive en separat lavtrykksapplikasjon. ↩
-
Beskriver teknologien bak ultralydbasert lekkasjedeteksjon, der spesialiserte sensorer registrerer den høyfrekvente lyden som produseres av turbulent gasstrøm, noe som gjør det mulig å lokalisere lekkasjer raskt og nøyaktig. ↩
-
Beskriver konseptet ABC-analyse, en lagerkategoriseringsmetode som klassifiserer varer i A-, B- og C-kategorier basert på deres verdi og viktighet for å bestemme riktig nivå for styring og kontroll. ↩
-
Gir en forklaring på Vendor-Managed Inventory (VMI), en leverandørkjedestrategi der leverandøren tar det fulle ansvaret for å opprettholde en avtalt lagerbeholdning av materialet sitt hos kjøperen. ↩
