

Alle ingeniører jeg har snakket med, står overfor det samme dilemmaet: Du trenger absolutt tillit til dine pneumatiske komponenter, men tradisjonell pålitelighetstesting kan forsinke prosjekter med flere måneder. I mellomtiden rykker produksjonsfristene nærmere, og presset øker fra ledelsen som vil ha resultater i går. Dette gapet i pålitelighetsverifiseringen skaper en enorm risiko.
Effektiv pneumatisk sylinder pålitelighetsverifisering kombinerer akselerert vibrasjonstesting1 med riktig spektrumvalg, standardiserte eksponeringssykluser for saltspray og omfattende feilmodusanalyse for å komprimere måneder med validering i den virkelige verden til uker, samtidig som den statistiske sikkerheten opprettholdes.
I fjor rådførte jeg meg med en produsent av medisinsk utstyr i Sveits som slet med akkurat dette problemet. Produksjonslinjen var klar, men de kunne ikke lansere uten å ha validert at de stangløse pneumatiske sylindrene ville opprettholde presisjonen i minst fem år. Ved hjelp av vår metode for akselerert verifisering komprimerte vi det som ville ha tatt seks måneder med testing, til bare tre uker, slik at de kunne lansere i henhold til tidsplanen og samtidig ha full tillit til systemets pålitelighet.
Innholdsfortegnelse
- Valg av spektrum for vibrasjonstester
- Sammenligning av sykluser for saltspraytester
- Mal for feilmodus- og effektanalyse
- Konklusjon
- Vanlige spørsmål om pålitelighetsverifisering
Hvordan velger du riktig akselerasjonsspektrum for vibrasjonstester?
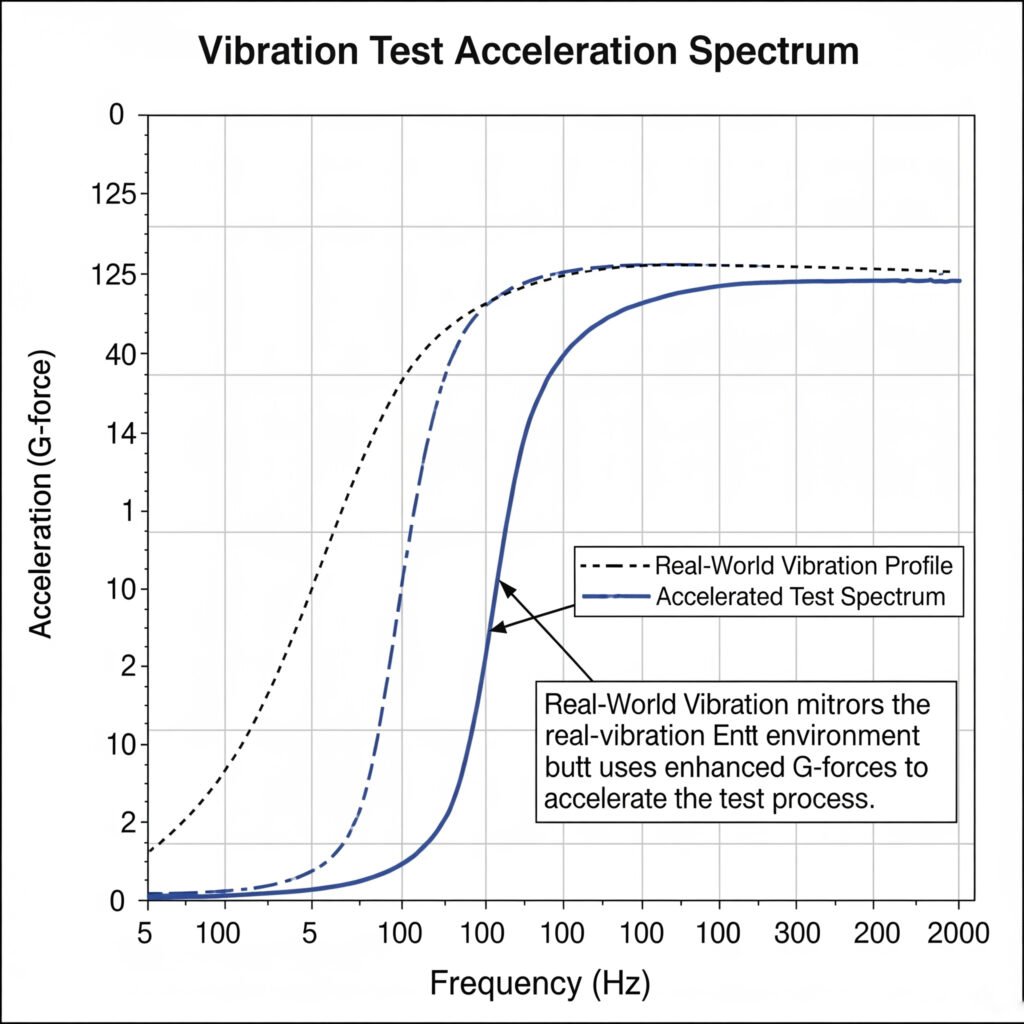
Å velge feil vibrasjonstestspektrum er en av de vanligste feilene jeg ser i pålitelighetsverifisering. Enten er spekteret for aggressivt, noe som fører til urealistiske feil, eller så er det for skånsomt, slik at man overser kritiske svakheter som vil dukke opp i den virkelige verden.
Det optimale akselerasjonsspekteret for vibrasjonstester må passe til det spesifikke applikasjonsmiljøet, samtidig som det forsterker kreftene for å fremskynde testingen. For pneumatiske systemer gir et spektrum som dekker 5-2000 Hz med passende G-kraftmultiplikasjonsfaktorer basert på installasjonsmiljøet, de mest nøyaktige prediktive resultatene.
Forståelse av vibrasjonsprofilkategorier
Etter å ha analysert hundrevis av pneumatiske systeminstallasjoner har jeg kategorisert vibrasjonsmiljøer i disse profilene:
| Kategori Miljø | Frekvensområde | Maksimal G-kraft | Faktor for testvarighet |
|---|---|---|---|
| Lett industri | 5-500 Hz | 0.5-2G | 1x |
| Generell produksjon | 5-1000 Hz | 1-5G | 1.5x |
| Tung industri | 5-2000 Hz | 3-10G | 2x |
| Transport/mobil | 5-2000 Hz | 5-20G | 3x |
Metode for valg av spektrum
Når jeg hjelper kundene med å velge riktig vibrasjonsspektrum, følger jeg denne tretrinnsprosessen:
Trinn 1: Karakterisering av miljøet
Først må du måle eller estimere den faktiske vibrasjonsprofilen i applikasjonsmiljøet. Hvis direkte måling ikke er mulig, kan du bruke industristandarder som utgangspunkt:
- ISO 20816 for industrimaskiner
- MIL-STD-810G2 for transportapplikasjoner
- IEC 60068 for generelt elektronisk utstyr
Trinn 2: Bestemmelse av akselerasjonsfaktor
For å komprimere testtiden må vi forsterke vibrasjonskreftene. Forholdet følger dette prinsippet:
Testtid = (faktiske levetidstimer × faktisk G-kraft²) ÷ (test-G-kraft²)
Hvis du for eksempel skal simulere 5 års (43 800 timer) drift på 2G på bare 168 timer (1 uke), må du teste på
G-kraft = √[(43 800 × 2²) ÷ 168] = ca. 32,3G
Trinn 3: Forming av spektrum
Det siste trinnet er å forme frekvensspekteret slik at det passer til bruksområdet. Dette er avgjørende for stangløse pneumatiske sylindere, som har spesifikke resonansfrekvenser som varierer etter design.
Casestudie: Verifisering av emballasjeutstyr
Jeg jobbet nylig med en produsent av emballasjeutstyr i Tyskland som opplevde mystiske feil i de stangløse sylindrene sine etter omtrent åtte måneder i felten. Standardtestingen deres hadde ikke identifisert problemet.
Ved å måle den faktiske vibrasjonsprofilen til utstyret deres oppdaget vi en resonansfrekvens på 873 Hz som aktiverte en komponent i sylinderkonstruksjonen. Vi utviklet et tilpasset testspektrum som la vekt på dette frekvensområdet, og i løpet av 72 timer med akselerert testing kunne vi gjenskape feilen. Produsenten endret konstruksjonen, og problemet ble løst før flere kunder ble berørt.
Tips for gjennomføring av vibrasjonstester
Følg disse retningslinjene for å få mest mulig nøyaktige resultater:
Testing med flere akser
Test i alle tre aksene i rekkefølge, ettersom feil ofte oppstår i retninger som ikke er åpenbare. Spesielt for sylindere uten stang kan torsjonsvibrasjoner føre til feil som rene lineære vibrasjoner kan overse.
Temperaturhensyn
Utfør vibrasjonstesting ved både omgivelsestemperatur og maksimal driftstemperatur. Vi har funnet ut at kombinasjonen av høye temperaturer og vibrasjoner kan avdekke feil 2,3 ganger raskere enn vibrasjoner alene.
Metoder for datainnsamling
Bruk disse målepunktene for å få omfattende data:
- Akselerasjon ved monteringspunkter
- Forskyvning ved midtspenn og endepunkter
- Interne trykksvingninger under vibrasjon
- Lekkasjerate før, under og etter testing
Hvilke testsykluser for saltsprøyting forutsier egentlig korrosjon i virkeligheten?
Saltspraytesting blir ofte misforstått og brukt feil i valideringen av pneumatiske komponenter. Mange ingeniører følger bare standard testvarigheter uten å forstå hvordan de korrelerer med de faktiske forholdene i felten.
De mest forutsigbare testsyklusene for saltspraytest samsvarer med korrosjonsfaktorene i ditt spesifikke driftsmiljø. For de fleste industrielle pneumatiske bruksområder gir en syklisk test som veksler mellom 5% NaCl-spray (35 °C) og tørre perioder, en betydelig bedre korrelasjon med ytelsen i den virkelige verden enn kontinuerlige spraymetoder.

Sammenheng mellom testtimer og prestasjoner i felt
Denne sammenligningstabellen viser hvordan ulike saltspraytestmetoder korrelerer med reell eksponering i ulike miljøer:
| Miljø | Kontinuerlig ASTM B1173 | Syklisk ISO 9227 | Modifisert ASTM G85 |
|---|---|---|---|
| Innendørs industri | 24 timer = 1 år | 8 timer = 1 år | 12 timer = 1 år |
| Utendørs Urban | 48 timer = 1 år | 16h = 1 år | 24 timer = 1 år |
| Kystnære | 96 timer = 1 år | 32 timer = 1 år | 48 timer = 1 år |
| Marine/Offshore | 200 timer = 1 år | 72 timer = 1 år | 96 timer = 1 år |
Rammeverk for valg av testsyklus
Når jeg gir råd til kunder om saltspraytesting, anbefaler jeg disse syklusene basert på komponenttype og bruksområde:
Standardkomponenter (aluminium/stål med grunnleggende overflater)
| Søknad | Testmetode | Syklusdetaljer | Kriterier for bestått |
|---|---|---|---|
| Innendørs bruk | ISO 9227 NSS | 24 timers spraying, 24 timers tørking × 3 sykluser | Ingen rødrust, <5% hvitrust |
| Generell industri | ISO 9227 NSS | 48 timer spray, 24 timer tørr × 4 sykluser | Ingen rødrust, <10% hvitrust |
| Tøffe omgivelser | ASTM G85 A5 | 1 time spraying, 1 time tørking × 120 sykluser | Ingen korrosjon av uedle metaller |
Premium-komponenter (forbedret korrosjonsbeskyttelse)
| Søknad | Testmetode | Syklusdetaljer | Kriterier for bestått |
|---|---|---|---|
| Innendørs bruk | ISO 9227 NSS | 72 timer spraying, 24 timer tørking × 3 sykluser | Ingen synlig korrosjon |
| Generell industri | ISO 9227 NSS | 96 timers spraying, 24 timers tørking × 4 sykluser | Ingen rødrust, <5% hvitrust |
| Tøffe omgivelser | ASTM G85 A5 | 1 time spraying, 1 time tørking × 240 sykluser | Ingen synlig korrosjon |
Tolkning av testresultater
Nøkkelen til verdifull saltspraytesting er riktig tolkning av resultatene. Her er hva du bør se etter:
Visuelle indikatorer
- Hvit rust: Tidlig indikator på sinkoverflater, generelt ikke et funksjonelt problem
- Rød/brun rust: Korrosjon av uedelt metall, indikerer svikt i belegget
- Blemmer: Indikerer svikt i beleggets vedheft eller korrosjon under overflaten
- Kryp fra Scribe: Tiltak for beskyttelse av belegg på skadede områder
Vurdering av ytelsens innvirkning
Etter salttåketesting skal du alltid evaluere disse funksjonelle aspektene:
- Tetningens integritet: Mål lekkasjerater før og etter eksponering
- Betjeningskraft: Sammenlign nødvendig kraft før og etter testing
- Overflatebehandling: Evaluer endringer som kan påvirke sammenkoblede komponenter
- Dimensjonell stabilitet: Kontroller for korrosjonsindusert hevelse eller forvrengning
Casestudie: Testing av bilkomponenter
En stor leverandør til bilindustrien opplevde for tidlig korrosjonssvikt på pneumatiske komponenter i kjøretøy som ble eksportert til land i Midtøsten. Deres standard 96-timers salttåketest identifiserte ikke problemet.
Vi implementerte en modifisert syklisk test som inkluderte:
- 4 timer saltspray (5% NaCl ved 35 °C)
- 4 timers tørketid ved 60 °C med 30% fuktighet
- 16 timers fuktighetseksponering ved 50 °C med 95% RH
- Gjentatt i 10 sykluser
Denne testen identifiserte feilmekanismen i løpet av syv dager, og avslørte at kombinasjonen av høy temperatur og salt brøt ned et spesifikt tetningsmateriale. Etter at man byttet til et mer egnet materiale, gikk antall feil i felten ned med 94%.
Hvordan kan du skape en FMEA4 Som faktisk forhindrer feltfeil?
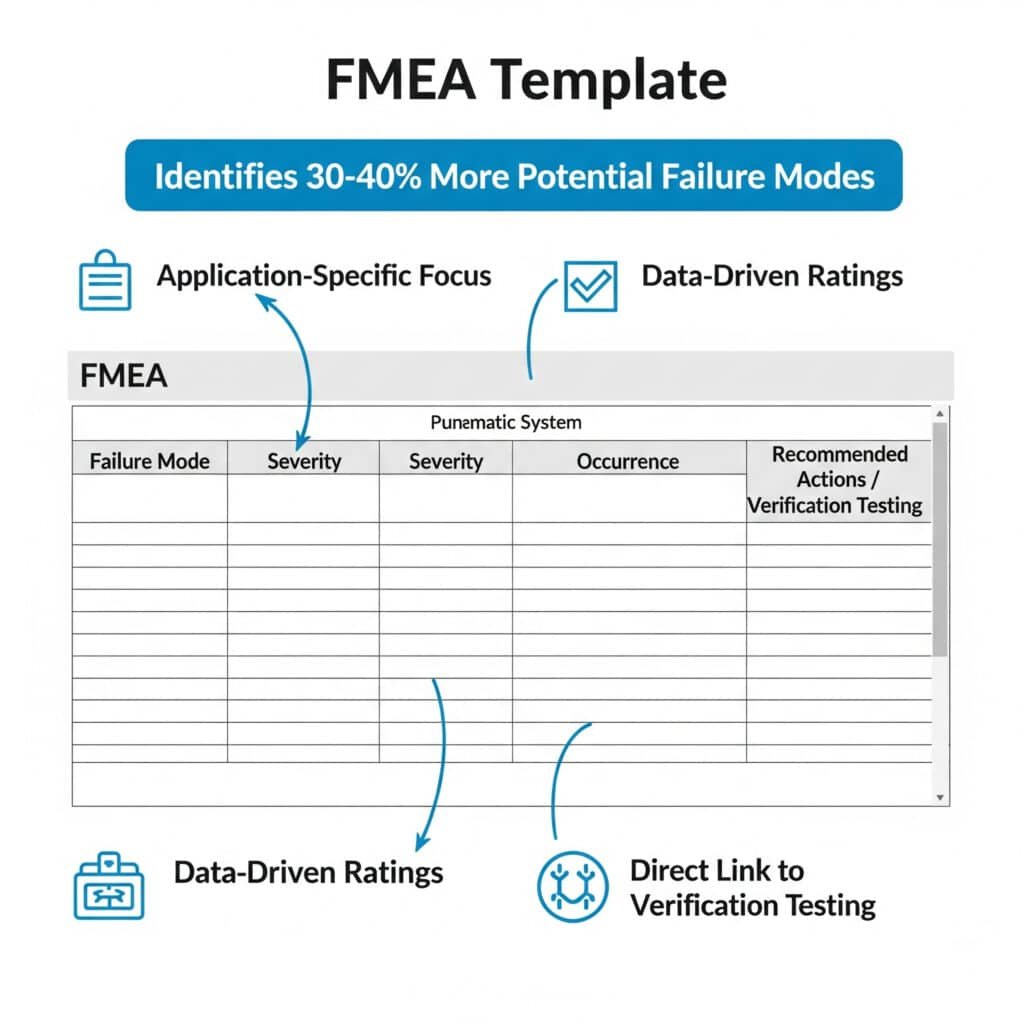
Feilmodus- og effektanalyse (FMEA) blir ofte behandlet som en papirøvelse i stedet for et effektivt pålitelighetsverktøy. De fleste FMEA-er jeg ser på, er enten altfor generiske eller så komplekse at de er ubrukelige i praksis.
En effektiv FMEA for pneumatiske systemer fokuserer på applikasjonsspesifikke feilmodi, kvantifiserer både sannsynlighet og konsekvens ved hjelp av datadrevne vurderinger, og kobler direkte til verifikasjonstestmetoder. Denne tilnærmingen identifiserer vanligvis 30-40% flere potensielle feilmodi enn generiske maler.
FMEA-struktur for pneumatiske komponenter
Den mest effektive FMEA-malen for pneumatiske systemer inneholder disse nøkkelelementene:
| Seksjon | Formål | Nøkkelfordel |
|---|---|---|
| Fordeling av komponenter | Identifiserer alle kritiske deler | Sikrer omfattende analyser |
| Funksjonsbeskrivelse | Definerer tiltenkt ytelse | Klargjør hva som utgjør en fiasko |
| Feilmodi | Lister opp spesifikke måter funksjonen kan svikte på | Veileder målrettet testing |
| Analyse av effekter | Beskriver innvirkningen på system og bruker | Prioriterer kritiske spørsmål |
| Analyse av årsaker | Identifiserer grunnleggende årsaker | Styrer forebyggende tiltak |
| Nåværende kontroller | Dokumenterer eksisterende sikkerhetstiltak | Forhindrer dobbeltarbeid |
| Nummer for risikoprioritet5 | Kvantifiserer den samlede risikoen | Fokuserer ressursene på de høyeste risikoene |
| Anbefalte tiltak | Angir avbøtende tiltak | Utarbeider en handlingsrettet plan |
| Verifiseringsmetode | Lenker til spesifikke tester | Sikrer riktig validering |
Utvikling av applikasjonsspesifikke feilmodi
Generiske FMEA-er overser ofte de viktigste feilmodusene fordi de ikke tar hensyn til din spesifikke applikasjon. Jeg anbefaler denne tilnærmingen for å utvikle omfattende feilmodi:
Trinn 1: Funksjonsanalyse
Bryt ned hver komponentfunksjon i spesifikke ytelseskrav:
For en stangløs pneumatisk sylinder inkluderer funksjonene
- Gir lineær bevegelse med spesifisert kraft
- Oppretthold posisjonsnøyaktigheten innenfor toleransen
- Inneholder trykk uten lekkasje
- Arbeide innenfor hastighetsparametrene
- Opprettholder justeringen under belastning
Trinn 2: Kartlegging av miljøfaktorer
For hver funksjon må du vurdere hvordan disse miljøfaktorene kan føre til feil:
| Faktor | Potensiell innvirkning |
|---|---|
| Temperatur | Endringer i materialegenskaper, termisk ekspansjon |
| Luftfuktighet | Korrosjon, elektriske problemer, friksjonsendringer |
| Vibrasjon | Løsgjøring, tretthet, resonans |
| Forurensning | Slitasje, tilstopping, tetningsskader |
| Trykkvariasjon | Spenning, deformasjon, tetningssvikt |
| Syklusfrekvens | Utmattelse, varmeutvikling, nedbrytning av smøring |
Trinn 3: Interaksjonsanalyse
Vurder hvordan komponentene samhandler med hverandre og med systemet:
- Grensesnittpunkter mellom komponenter
- Veier for energioverføring
- Signal-/kontrollavhengigheter
- Problemer med materialkompatibilitet
Metode for risikovurdering
Den tradisjonelle RPN-beregningen (Risk Priority Number) gir ofte en feilaktig prioritering av risikoer. Jeg anbefaler denne forbedrede tilnærmingen:
Alvorlighetsgrad (1-10)
Basert på disse kriteriene:
1-2: Ubetydelig påvirkning, ingen merkbar effekt
3-4: Mindre innvirkning, liten ytelsesforringelse
5-6: Moderat påvirkning, redusert funksjonalitet
7-8: Stor innvirkning, betydelig tap av ytelse
9-10: Kritisk innvirkning, sikkerhetsproblem eller fullstendig svikt
Vurdering av forekomst (1-10)
Basert på datadrevet sannsynlighet:
1: <1 per million sykluser
2-3: 1-10 per million sykluser
4-5: 1-10 per 100 000 sykluser
6-7: 1-10 per 10 000 sykluser
8-10: >1 per 1 000 sykluser
Vurdering av deteksjon (1-10)
Basert på verifiseringskapasitet:
1-2: Sikker deteksjon før kunden påvirkes
3-4: Høy oppdagelsessannsynlighet
5-6: Moderat sjanse for oppdagelse
7-8: Lav oppdagelsessannsynlighet
9-10: Kan ikke oppdages med dagens metoder
Kobling av FMEA til verifiseringstesting
Det mest verdifulle aspektet ved en skikkelig FMEA er å skape direkte koblinger til verifikasjonstesting. Spesifiser for hver feilmodus:
- Testmetode: Den spesifikke testen som vil verifisere denne feilmodusen
- Testparametere: De nøyaktige betingelsene som kreves
- Kriterier for bestått/ikke bestått: Kvantitative akseptstandarder
- Utvalgsstørrelse: Statistiske tillitskrav
Casestudie: FMEA-drevet designforbedring
En produsent av medisinsk utstyr i Danmark var i ferd med å utvikle et nytt apparat med stangløse pneumatiske sylindere for presis posisjonering. Den første FMEA-en var generisk og overså flere kritiske feilmodi.
Ved hjelp av vår applikasjonsspesifikke FMEA-prosess identifiserte vi en potensiell feilmodus der vibrasjoner kunne føre til gradvis feiljustering av sylinderens lagersystem. Dette ble ikke fanget opp i standardtestingen.
Vi utviklet en kombinert vibrasjons- og syklustest som simulerte fem års drift i løpet av to uker. Testen avslørte en gradvis ytelsesforringelse som ville ha vært uakseptabel i en medisinsk applikasjon. Ved å endre lagerkonstruksjonen og legge til en sekundær justeringsmekanisme ble problemet løst før produktlansering.
Konklusjon
Effektiv verifisering av påliteligheten til pneumatiske systemer krever nøye utvalgte vibrasjonstestspektre, applikasjonstilpassede testsykluser med saltspray og omfattende feilmodusanalyser. Ved å integrere disse tre tilnærmingene kan du redusere verifiseringstiden dramatisk, samtidig som du faktisk øker tilliten til langsiktig pålitelighet.
Vanlige spørsmål om pålitelighetsverifisering
Hva er minimumsstørrelsen på prøvene som trengs for pålitelig testing av pneumatiske komponenter?
For pneumatiske komponenter som sylindere uten stang, krever statistisk sikkerhet testing av minst 5 enheter for kvalifiseringstesting og 3 enheter for løpende kvalitetsverifisering. Kritiske bruksområder kan kreve større prøver på 10-30 enheter for å oppdage feilmodi med lavere sannsynlighet.
Hvordan bestemmer du riktig akselerasjonsfaktor for pålitelighetstesting?
Hvilken akselerasjonsfaktor som er passende, avhenger av hvilke feilmekanismer som testes. For mekanisk slitasje er faktorer på 2-5 ganger vanlig. For termisk aldring er 10 ganger vanlig. For vibrasjonstesting kan faktorer på 5-20x brukes. Høyere faktorer risikerer å indusere urealistiske feilmodi.
Kan resultatene fra salttåketester forutsi den faktiske korrosjonsbestandigheten om mange år?
Saltsprøytetesting gir relative, ikke absolutte, prediksjoner om korrosjonsbestandighet. Sammenhengen mellom testtimer og faktiske år varierer betydelig fra miljø til miljø. For industrielle innendørsmiljøer tilsvarer 24-48 timer med kontinuerlig salttåke vanligvis 1-2 års eksponering.
Hva er forskjellen mellom DFMEA og PFMEA for pneumatiske komponenter?
Design-FMEA (DFMEA) fokuserer på iboende svakheter i konstruksjonen av pneumatiske komponenter, mens prosess-FMEA (PFMEA) tar for seg potensielle feil som oppstår under produksjonen. Begge deler er nødvendig - DFMEA sikrer at konstruksjonen er robust, mens PFMEA sørger for jevn produksjonskvalitet.
Hvor ofte bør pålitelighetstesting gjentas under produksjonen?
Full pålitelighetsverifisering bør utføres under den første kvalifiseringen og når det skjer vesentlige endringer i design eller prosess. Forkortet verifisering (med fokus på kritiske parametere) bør utføres hvert kvartal, med statistisk prøvetaking basert på produksjonsvolum og risikonivå.
Hvilke miljøfaktorer har størst innvirkning på påliteligheten til stangløse pneumatiske sylindere?
De viktigste miljøfaktorene som påvirker påliteligheten til stangløse pneumatiske sylindere, er temperatursvingninger (som påvirker tetningenes ytelse), partikkelforurensning (som forårsaker akselerert slitasje) og vibrasjoner (som påvirker lagerinnrettingen og tetningenes integritet). Disse tre faktorene står for omtrent 70% av alle for tidlige feil.
-
Forklarer prinsippene for akselerert levetidstesting (ALT), en prosess der man tester et produkt ved å utsette det for forhold (for eksempel stress, belastning, temperatur, spenning, vibrasjonshastighet) som overskrider de normale driftsparametrene for å bestemme levetiden på kortere tid. ↩
-
Gir en oversikt over MIL-STD-810, en amerikansk militærstandard som beskriver miljøtekniske hensyn og laboratorietester, med fokus på de mye brukte metodene for vibrasjonstesting som simulerer virkelige forhold for utstyr. ↩
-
Detaljer om ASTM B117-standarden, som gir en standardisert prosedyre for bruk av et nøytralt saltsprayapparat (tåke), en vanlig og langvarig korrosjonstest som brukes til å evaluere den relative korrosjonsbestandigheten til materialer og belegg. ↩
-
Gir en omfattende forklaring av FMEA (Failure Mode and Effects Analysis), en systematisk, proaktiv tilnærming for å identifisere potensielle feilmodi i et design, en prosess eller et produkt, og vurdere risikoen forbundet med disse feilene. ↩
-
Beskriver metoden for å beregne risikoprioriteringstallet (RPN) i en FMEA, som er en kvantitativ rangering av risiko som beregnes ved å multiplisere poengene for alvorlighetsgrad, forekomst og deteksjon, og som brukes til å prioritere korrigerende tiltak. ↩
