

Inleiding
Uw pneumatische systeem verliest druk, de productiviteit daalt en de onderhoudskosten schieten omhoog. 💨 U hebt deze maand al twee keer de afdichtingen vervangen, maar binnen enkele weken zijn ze weer defect. De oorzaak ligt niet bij de kwaliteit van de afdichtingen, maar bij de fysica van de extrusiespleet, iets wat de meeste ingenieurs over het hoofd zien. Wanneer druk het afdichtingsmateriaal in microscopisch kleine openingen drukt, is een catastrofale storing slechts een kwestie van tijd.
Extrusiespleten zijn de openingen tussen bij elkaar passende cilinderonderdelen waar hoge druk ervoor kan zorgen dat afdichtingsmateriaal gaat vloeien en vervormen. Om te voorkomen dat de afdichting defect raakt, moeten de afmetingen van de spleten onder kritieke drempels blijven (meestal 0,1-0,3 mm, afhankelijk van de druk en de hardheid van de afdichting). Dit kan worden bereikt door nauwkeurige bewerkingstoleranties, de juiste keuze van steunringen en materiaalcompatibiliteit om knabbelen, scheuren en progressieve afbraak van de afdichting te voorkomen.
Onlangs heb ik Thomas, een onderhoudssupervisor bij een hogesnelheidsbottelarij in Wisconsin, geholpen bij het oplossen van een mysterieus probleem met defecte afdichtingen. Zijn stangloze cilinders werkten op 12 bar en ondanks het gebruik van hoogwaardige polyurethaan afdichtingen gingen de afdichtingen elke 3-4 weken kapot. Toen we de werkelijke extrusiespeling opnamen, constateerden we een speling van 0,45 mm – ver boven de veilige limiet. Na een retrofit met onze Bepto-cilinders, ontworpen met een maximale speling van 0,15 mm en de juiste steunringen, werd de levensduur van zijn afdichtingen verlengd tot meer dan 18 maanden. 🔍
Inhoudsopgave
- Wat zijn extrusiespleten en waarom veroorzaken ze defecten aan afdichtingen?
- Hoe beïnvloedt druk het gedrag van afdichtingsmateriaal in extrusiespleten?
- Wat zijn de kritische spelingafmetingen voor verschillende drukbereiken?
- Welke ontwerpkenmerken en steunringen voorkomen extrusie van de afdichting in staafloze cilinders?
Wat zijn extrusiespleten en waarom veroorzaken ze defecten aan afdichtingen?
Inzicht in de mechanische fysica achter de extrusie van afdichtingen is essentieel om voortijdige defecten en kostbare stilstand te voorkomen. ⚙️
Extrusiespleten zijn de radiale of axiale spelingen tussen cilinderonderdelen (zuiger-cilinder, stang-pakkingbus) waar onder druk staand afdichtingsmateriaal onder belasting kan vloeien. Wanneer de systeemdruk de vervormingsweerstand van de afdichting overschrijdt, wordt het elastomeer in deze spleten geëxtrudeerd, wat leidt tot knabbelen (kleine scheurtjes aan de randen van de afdichting), progressief materiaalverlies en uiteindelijk volledig falen van de afdichting door scheuren of verlies van afdichtingsinterferentie.
De mechanica van afdichtingsextrusie
Stel je afdichtingsmateriaal voor als dikke honing onder druk. Bij lage druk behoudt de afdichting zijn vorm en blijft hij in zijn groef. Naarmate de druk toeneemt, ondergaat het materiaal spanning die het in elke beschikbare ruimte probeert te duwen. De extrusiespleet werkt als een klepopening: zodra de drukkracht de materiaalsterkte en wrijvingsweerstand van de afdichting overwint, begint de afdichting in de spleet te vloeien.
Dit is geen plotselinge storing. Het is een geleidelijke verslechtering die begint met microscopisch kleine materiaalverplaatsing aan de rand van de afdichting. Bij elke drukcyclus wordt er een klein beetje meer materiaal in de opening geduwd. Na honderden of duizenden cycli ontstaat er zichtbare knabbels: kleine scheurtjes die eruitzien alsof iemand kleine hapjes uit de rand van de afdichting heeft genomen.
Waarom standaardtoleranties niet voldoende zijn
Veel cilinderfabrikanten werken met algemene bewerkingstoleranties van ±0,2 mm of zelfs ±0,3 mm. Voor lagedruktoepassingen onder 6 bar is dit misschien acceptabel. Maar bij 10-16 bar – gebruikelijk in moderne industriële pneumatiek – veroorzaken deze toleranties extrusiespleten die garant staan voor defecte afdichtingen.
Bij Bepto hebben we dit door pijnlijke ervaringen in de praktijk geleerd. In het begin van onze bedrijfsgeschiedenis produceerden we cilinders volgens de standaardtoleranties in de sector en konden we niet begrijpen waarom klanten melding maakten van defecte afdichtingen bij hoge druk. Uit een gedetailleerde analyse van de defecten bleek dat dit te wijten was aan het extrusiemechanisme, en we hebben onze productieprocessen volledig herzien om kleinere spelingen te behouden.
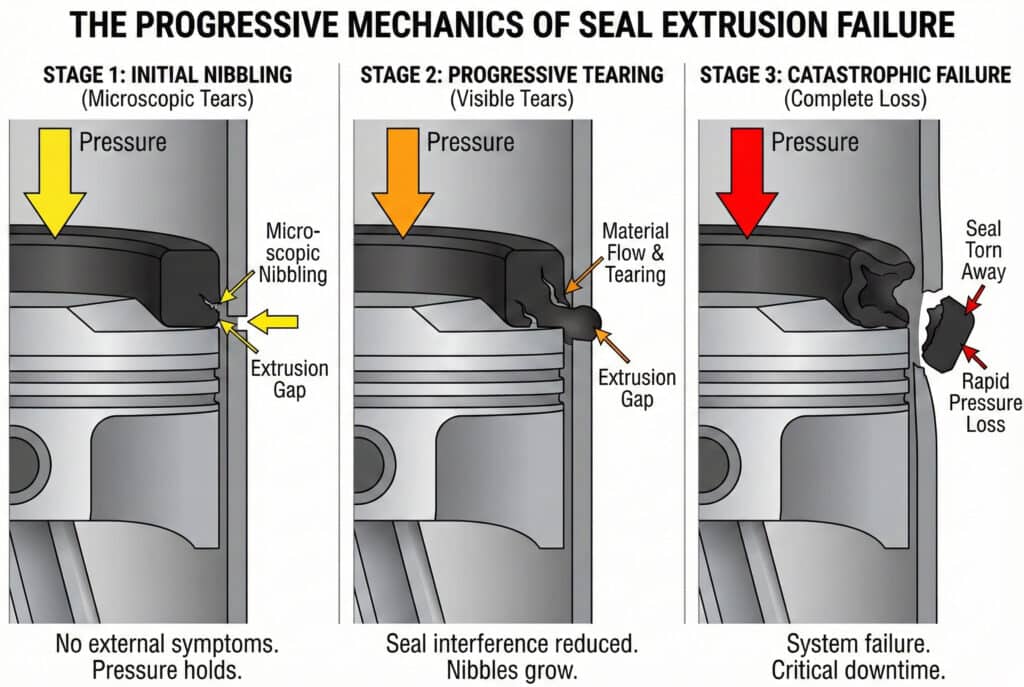
De drie stadia van extrusiefalen
Ik heb honderden defecte afdichtingen onderzocht en de ontwikkeling is opvallend consistent:
- Eerste knabbelen (eerste 10-20% van de levensduur van de afdichting): Er ontstaan microscopisch kleine scheurtjes aan de randen van de afdichting aan de drukzijde.
- Progressieve scheuring (midden 60-70% van het leven): Knabbels groeien uit tot zichtbare scheuren, afdichting begint interferentie te verliezen
- Catastrofaal falen (laatste 10-20% van het leven): Grote delen scheuren weg, waardoor snel drukverlies ontstaat.
Het verraderlijke is dat fase 1 en 2 vaak geen uiterlijke symptomen vertonen. De cilinder werkt nog steeds, de druk blijft op peil en alles lijkt in orde – totdat u fase 3 bereikt en tijdens een cruciale productierun plotseling een totale storing krijgt.
Hoe beïnvloedt druk het gedrag van afdichtingsmateriaal in extrusiespleten?
De relatie tussen druk, materiaaleigenschappen en spleetafmetingen bepaalt de levensduur van de afdichting en de betrouwbaarheid van het systeem. 📈
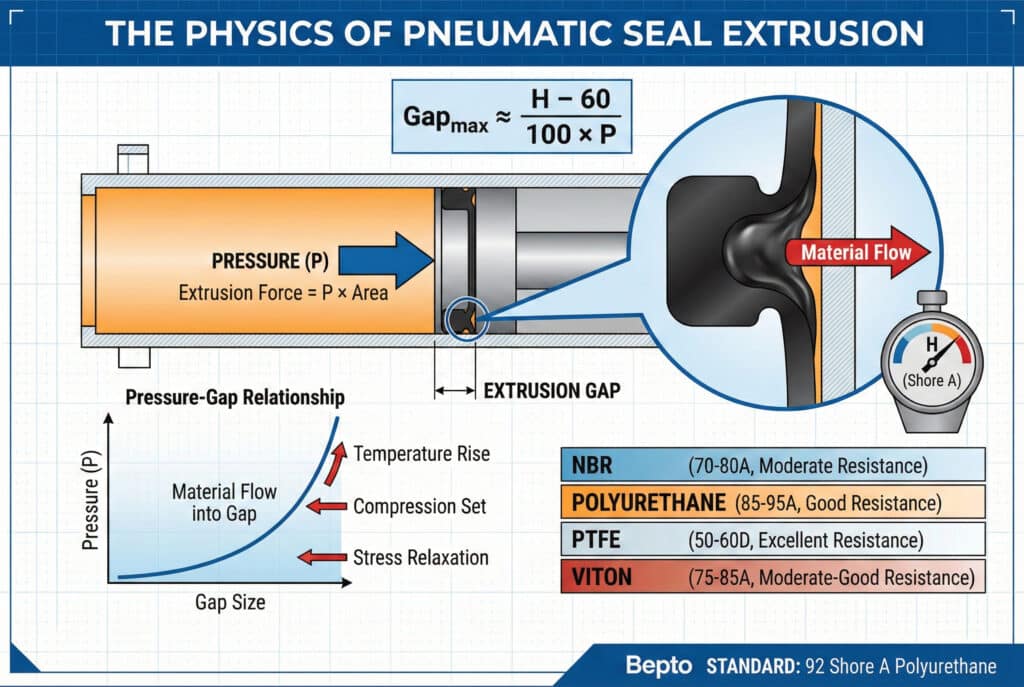
De extrusie van afdichtingen volgt een drukafhankelijk vervormingsmodel waarbij de materiaalstroom in openingen exponentieel toeneemt boven kritische drukniveaus: de extrusiekracht is gelijk aan de druk vermenigvuldigd met het afdichtingsoppervlak, terwijl de weerstand afhankelijk is van de hardheid van het materiaal (Shore A durometer1), temperatuur en wrijvingscoëfficiënt, waardoor een evenwichtspunt ontstaat waarbij openingen van meer dan 0,2-0,4 mm (afhankelijk van de hardheid van de afdichting en de druk) geleidelijke materiaalverplaatsing en defecten mogelijk maken.
De relatie tussen druk, spleet en hardheid
Er is een cruciale vergelijking die bepalend is voor de extrusie van afdichtingen, hoewel de meeste ingenieurs deze nooit te zien krijgen. De maximale veilige opening (in mm) is ongeveer gelijk aan: Gap_max = (H – 60) / (100 × P) waarbij H de Shore A-hardheid is en P de druk in bar.
Voor een standaard 90 Shore A polyurethaan afdichting bij 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm — een ongelooflijk kleine tolerantie! Daarom is een goed cilinderontwerp zo belangrijk.
Veranderingen in materiaaleigenschappen onder druk
Afdichtingsmaterialen gedragen zich niet hetzelfde bij 1 bar en 15 bar. Onder hoge druk gebeuren er verschillende dingen tegelijk:
- Compressieset2: De afdichting wordt samengedrukt, waardoor de effectieve hardheid afneemt.
- TemperatuurstijgingWrijving genereert warmte, waardoor het elastomeer zachter wordt.
- Ontspanning door stressLangdurige druk veroorzaakt herschikking van moleculaire ketens.
- PlastificeringSommige afdichtingsmaterialen worden vloeibaarder onder aanhoudende druk.
Deze factoren zorgen er samen voor dat afdichtingen gevoeliger worden voor extrusie naarmate de bedrijfstijd toeneemt. Een afdichting die de eerste hogedruktest doorstaat, kan na 100.000 cycli toch defect raken als gevolg van cumulatieve veranderingen in de materiaaleigenschappen.
Vergelijkende prestaties van afdichtingsmaterialen
| Afdichtingsmateriaal | Shore A hardheid | Maximale druk (0,2 mm opening) | Maximale druk (0,3 mm opening) | Extrusieweerstand |
|---|---|---|---|---|
| NBR (Nitril) | 70-80 | 6-8 bar | 4-5 bar | Matig |
| Polyurethaan | 85-95 | 10-14 bar | 7-9 bar | Goed |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bar | Uitstekend |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Matig-Goed |
Deze tabel laat zien waarom wij bij Bepto 92 Shore A polyurethaan specificeren voor onze hogedrukcilinders zonder stang: het biedt de beste balans tussen afdichtingsprestaties, slijtvastheid en extrusieweerstand voor industriële pneumatische toepassingen.
Dynamisch versus statisch extrusiegedrag
Statische afdichtingen (zoals O-ringen in eindkappen) staan onder constante druk en kunnen iets grotere openingen verdragen omdat er geen cyclische belasting is. Dynamische afdichtingen (zuiger- en stangafdichtingen) worden blootgesteld aan herhaalde drukcycli, temperatuurschommelingen en glijwrijving, die allemaal extrusieschade versnellen.
Bij stangloze cilinders is dit bijzonder belangrijk omdat het gehele afdichtingssysteem van de slede dynamisch is. Bij elke slag worden de afdichtingen blootgesteld aan drukwisselingen, wrijvingswarmte en mechanische belasting. Daarom vereist het ontwerp van stangloze cilinders een nog strengere controle van de extrusiespleet dan bij standaardcilinders.
Wat zijn de kritische spelingafmetingen voor verschillende drukbereiken?
Als u de precieze afmetingen kent, kunt u de cilinders correct specificeren en voortijdige defecten voorkomen. 🎯
Kritische maximale extrusieopeningen variëren per drukbereik: 0,3-0,4 mm voor 6-8 bar, 0,2-0,25 mm voor 8-10 bar, 0,15-0,20 mm voor 10-12 bar en 0,10-0,15 mm voor 12-16 bar toepassingen. Deze afmetingen moeten over de gehele omtrek van de afdichting worden gehandhaafd, rekening houdend met thermische uitzetting, slijtage en fabricagetoleranties, wat een nauwkeurige bewerking vereist. IT73 of betere toleranties voor hogedruk-pneumatische systemen.
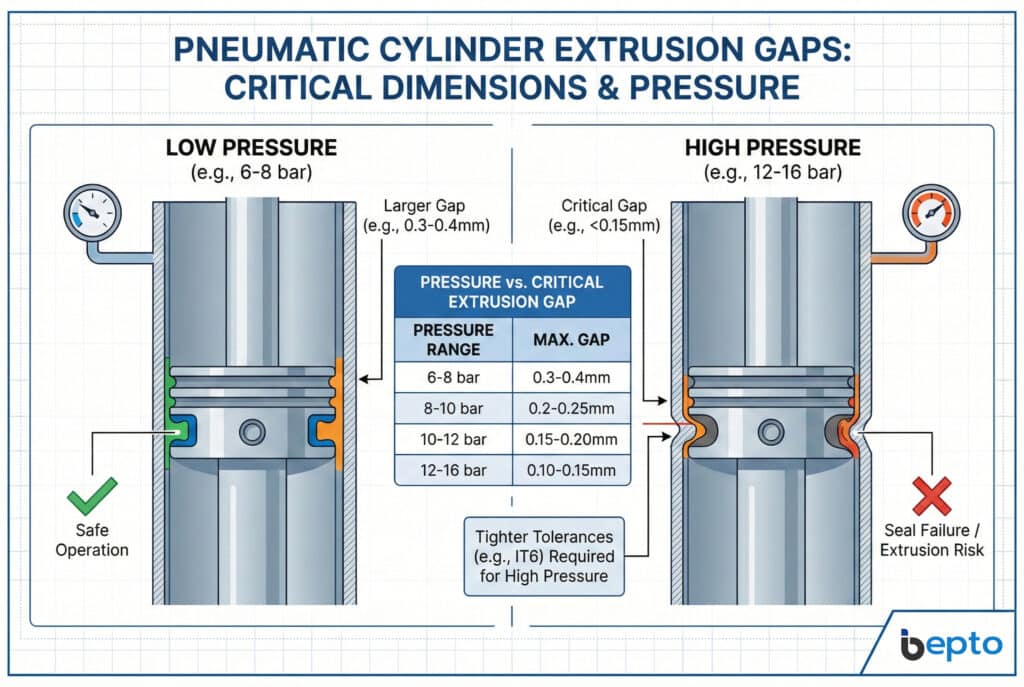
Specificaties voor drukgebaseerde openingen
Bij Bepto hanteren we de volgende ontwerpregels voor onze stangloze cilinders:
Lage druk (tot 6 bar):
- Maximale radiale speling: 0,35 mm
- Aanbevolen: 0,25-0,30 mm
- Tolerantieklasse: IT8 (±0,046 mm voor een diameter van 50 mm)
Middendruk (6-10 bar):
- Maximale radiale speling: 0,20 mm
- Aanbevolen: 0,15-0,18 mm
- Tolerantieniveau: IT7 (±0,030 mm voor een diameter van 50 mm)
Hoge druk (10-16 bar):
- Maximale radiale speling: 0,15 mm
- Aanbevolen: 0,10-0,12 mm
- Tolerantieniveau: IT6 (±0,019 mm voor een diameter van 50 mm)
Dit zijn geen theoretische cijfers, maar cijfers die zijn afgeleid van praktijktests bij duizenden installaties en miljoenen bedrijfsuren.
Rekening houden met thermische uitzetting
Hier is een factor die veel ingenieurs over het hoofd zien: aluminium zet ongeveer 23 μm per meter per °C uit. In een 1 meter lange cilinder zonder stang die werkt bij temperaturen tussen 20 °C en 60 °C (gebruikelijk in industriële omgevingen), zet de cilinder 0,92 mm uit in lengte en proportioneel in diameter.
Voor een cilinder met een boring van 63 mm komt dat neer op een toename van ongeveer 0,058 mm in diameter. Als uw koudespeling 0,15 mm is en u geen rekening houdt met thermische uitzettingscoëfficiënt4, wordt uw warmteverschil 0,208 mm, waardoor u bij hoge druk mogelijk in de storingszone terechtkomt.
We ontwerpen onze Bepto-cilinders met thermische compensatie in gedachten, waarbij we materiaalcombinaties en dimensionale specificaties gebruiken die veilige tussenruimtes behouden over het volledige bedrijfstemperatuurbereik.
Slijtageprogressie en spelinggroei
Zelfs met perfecte initiële afmetingen neemt de slijtage geleidelijk toe, waardoor de extrusiespeling toeneemt. Uit onze tests is gebleken dat:
- Vatverslijting: 0,01-0,02 mm per miljoen cycli (hard geanodiseerd aluminium)
- Zuigerslijtage: 0,02-0,03 mm per miljoen cycli (aluminium met coating)
- Slijtage afdichtingen: 0,05-0,10 mm hoogtevermindering per miljoen cycli
Dit betekent dat een cilinder die begint met een speling van 0,15 mm na 500.000 cycli een speling van 0,20 mm kan bereiken. Door bij het ontwerp rekening te houden met deze ontwikkeling – door te beginnen met een kleinere speling – wordt de totale levensduur van de afdichting aanzienlijk verlengd.
Meet- en verificatiemethoden
Wanneer ik klanten bezoek om defecte afdichtingen te repareren, neem ik altijd precisiemeetinstrumenten mee. Wat je niet meet, kun je niet beheren. We controleren extrusiespleten met behulp van:
- Pincet voor snelle go/no-go-controles
- Boremicrometers voor nauwkeurige interne metingen
- Coördinatenmeetmachines (CMM) voor volledige geometrische verificatie
Ik herinner me een bezoek aan Laura, kwaliteitsmanager bij een fabrikant van automatiseringsapparatuur in Ontario. Ze was gefrustreerd door de inconsistente levensduur van afdichtingen in cilinders die zogenaamd identiek waren. Toen we de werkelijke openingen maten, ontdekten we variaties van 0,12 mm tot 0,38 mm in dezelfde productiebatch van haar vorige leverancier. Na de overstap naar Bepto-cilinders met gecontroleerde openingen van 0,15 mm ±0,02 mm werd de levensduur van haar afdichtingen voorspelbaar en consistent. 📏
Welke ontwerpkenmerken en steunringen voorkomen extrusie van de afdichting in staafloze cilinders?
Goede technische oplossingen combineren dimensionale controle met mechanische ondersteuningssystemen om de levensduur van de afdichting te maximaliseren. 🔧
Om extrusie van afdichtingen te voorkomen, zijn geïntegreerde ontwerpbenaderingen nodig, waaronder nauwkeurig bewerkte afdichtingsgroeven met geoptimaliseerde diepte- en breedteverhoudingen, anti-extrusie Back-up ringen5 (PTFE of versterkt polyurethaan) geplaatst aan de drukzijde, afgeschuinde randen om schade aan de afdichting tijdens de montage te voorkomen, en materiaalkeuze waarbij de hardheid van de afdichting is afgestemd op de werkdruk — in stangloze cilinders verminderen dubbele afdichtingsconfiguraties met drukgebalanceerde ontwerpen het risico op extrusie nog verder, terwijl de wrijving laag blijft.

Geoptimaliseerde afdichtingsgroefgeometrie
De afdichtingsgroef is niet zomaar een rechthoekige sleuf – de afmetingen ervan zijn van cruciaal belang voor de extrusieweerstand. Wij ontwerpen onze Bepto-afdichtingsgroeven volgens de volgende principes:
Groefdiepte: 70-80% van de afdichtingsdoorsnede (maakt gecontroleerde compressie mogelijk)
Groefbreedte: 90-95% van de dwarsdoorsnede van de afdichting (voorkomt overcompressie)
Hoekradius: 0,2-0,4 mm (voorkomt spanningsconcentratie)
Afwerking oppervlakRa 0,4-0,8 μm (optimaliseert de wrijving van de afdichting)
Deze verhoudingen zorgen ervoor dat de afdichting voldoende wordt samengedrukt om een afdichtingskracht te creëren zonder het materiaal te zwaar te belasten, wat extrusie zou versnellen.
Selectie en plaatsing van steunringen
Back-upringen zijn de onbezongen helden van hogedrukafdichtingen. Deze stijve of halfstijve ringen bevinden zich naast de afdichting aan de drukzijde en blokkeren fysiek de extrusiespleet. Zie ze als een dam die voorkomt dat afdichtingsmateriaal in de speling stroomt.
PTFE steunringen (onze norm bij Bepto voor 10+ bar):
- Shore D-hardheid 50-60 (veel harder dan elastomeren)
- Kan openingen tot 0,4 mm bij 16 bar overbruggen
- Lage wrijvingscoëfficiënt (0,05-0,10)
- Temperatuurbestendig tot 200 °C
Versterkte polyurethaan steunringen (voor matige druk):
- Shore A-hardheid 95-98
- Effectief voor openingen tot 0,3 mm bij 10 bar
- Betere elasticiteit dan PTFE
- Voordeliger voor toepassingen met gemiddelde druk
De sleutel is de positionering: de steunring moet aan de drukzijde van de afdichting worden geplaatst. Ik heb installaties gezien waarbij steunringen achterstevoren waren geplaatst, waardoor ze geen enkele bescherming boden – een kostbare fout die gemakkelijk kan worden voorkomen met de juiste training.
Specifieke uitdagingen voor stangloze cilinders
Stangloze cilinders vormen een unieke uitdaging op het gebied van extrusie, omdat de afdichtingen van de slede de druk moeten behouden terwijl ze over de gehele lengte van de cilinder glijden. Bij Bepto gebruiken we een dubbele afdichting:
- Primaire afdichting: 92 Shore A polyurethaan U-cup met geoptimaliseerde lipgeometrie
- Secundaire afdichtingPTFE-steunring met veermechanisme
- RuitenwisserafdichtingVerwijdert verontreinigingen die de primaire afdichting kunnen beschadigen.
Dit systeem met drie elementen biedt redundantie: als de primaire afdichting extrusieschade begint te vertonen, voorkomt de reserve-ring catastrofale storingen, waardoor u tijd heeft om onderhoud in te plannen in plaats van te maken te krijgen met noodstilstand.
Materiaalcompatibiliteit en chemische bestendigheid
De extrusie van afdichtingen is niet louter mechanisch: chemische compatibiliteit beïnvloedt de materiaaleigenschappen en de extrusieweerstand. Blootstelling aan incompatibele vloeistoffen of smeermiddelen kan:
- Zwelling de afdichting, waardoor wrijving en warmteontwikkeling toenemen
- Verzachten het materiaal, waardoor de extrusieweerstand wordt verminderd
- Verharden de afdichting, waardoor scheuren en verlies van afdichting ontstaan
Bij Bepto specificeren we onze afdichtingsmaterialen op basis van gangbare industriële omgevingen:
- Standaard luchtPolyurethaan afdichtingen (uitstekende allround prestaties)
- Met olie verontreinigde lucht: NBR-afdichtingen (oliebestendig)
- Toepassingen bij hoge temperaturen: Viton-afdichtingen (hittebestendig tot 200 °C)
- Voeding/farmaceutica: FDA-conform polyurethaan of PTFE
Preventief onderhoud en monitoring
Zelfs bij een perfect ontwerp voorkomt het controleren van de afdichtingstoestand onverwachte storingen. Wij raden de volgende maatregelen aan:
Visuele inspectie om de 100.000 cycli of om de 6 maanden:
- Controleer op zichtbare knabbels aan de randen van de afdichting.
- Controleer op olielekkage of luchtlekkage
- Controleer of alles soepel werkt zonder vast te lopen.
Prestatiebewaking:
- Volg de cyclustijden (een toename van de tijd duidt op een toename van de wrijving)
- Controleer het luchtverbruik (een toename duidt op een lek)
- Noteer alle ongewone geluiden of trillingen.
Voorspellende vervanging:
- Vervang afdichtingen bij 70-80% van de verwachte levensduur
- Wacht niet tot het helemaal misgaat
- Plan vervangingen tijdens geplande stilstand
Bij Bepto bieden we onze klanten tools voor het voorspellen van de levensduur van afdichtingen op basis van hun specifieke bedrijfsomstandigheden: druk, cyclussnelheid, temperatuur en omgeving. Dit maakt een einde aan het giswerk bij het plannen van onderhoud en voorkomt kostbare noodstoringen die de productieschema's verstoren.
Conclusie
De fysica van extrusiespleten is niet alleen academische theorie, maar maakt ook het verschil tussen betrouwbare pneumatische systemen en kostbare, frustrerende defecten aan afdichtingen. Door de afmetingen van de spleten onder kritieke drempels te houden, geschikte steunringen te gebruiken en materialen te kiezen die zijn afgestemd op de bedrijfsomstandigheden, kunt u de levensduur van afdichtingen met een factor 5 tot 10 verlengen in vergelijking met slecht ontworpen systemen. Bij Bepto worden deze principes voor het voorkomen van extrusie toegepast in elke stangloze cilinder die we produceren, omdat we begrijpen dat uw productie zich geen onverwachte stilstand kan veroorloven. Accepteer bij het specificeren van cilinders geen vage beloften, maar eis dimensionale specificaties, spleetmetingen en details over het afdichtingssysteem die de extrusiebestendigheid aantonen. 🛡️
Veelgestelde vragen over extrusiespleten en defecte afdichtingen
V: Hoe kan ik extrusiespeling in geïnstalleerde cilinders meten zonder deze te demonteren?
Directe metingen vereisen demontage, maar u kunt overmatige speling afleiden uit prestatiesymptomen: snelle slijtage van afdichtingen (minder dan 100.000 cycli), zichtbare afknijpingen op verwijderde afdichtingen, toenemend luchtverbruik in de loop van de tijd en drukdalingen onder belasting. Voor kritieke toepassingen raadt Bepto aan om elke 500.000 cycli een inspectie uit te voeren, waarbij de afdichtingen worden gecontroleerd en de speling wordt geverifieerd met precisie-meetinstrumenten.
V: Kan ik back-upringen gebruiken om cilinders met te grote extrusiespleten te compenseren?
Back-upringen helpen, maar zijn geen volledige oplossing voor slecht ontworpen cilinders. Ze kunnen openingen van 0,1-0,15 mm boven de optimale afmetingen overbruggen, maar openingen van meer dan 0,4 mm zullen zelfs met back-upringen storingen veroorzaken. Bovendien verhogen te grote openingen de wrijving en slijtage van de back-upringen zelf. Een goed cilinderontwerp met de juiste initiële openingen is altijd beter dan compensatie met back-upringen.
V: Waarom gaan mijn afdichtingen sneller kapot bij hogere cyclussnelheden, zelfs bij dezelfde druk?
Hogere cyclussnelheden genereren meer wrijvingswarmte, waardoor afdichtingsmaterialen zachter worden en de extrusieweerstand afneemt. Een afdichting die door hoge snelheidswrijving bij 90 °C werkt, heeft in feite een hardheid die 10-15 Shore A-punten lager is dan hetzelfde materiaal bij 40 °C. Bovendien veroorzaakt snelle drukcycli dynamische spanningsconcentraties die het ontstaan van knabbelen versnellen. Voor toepassingen met hoge snelheden boven 1 meter/seconde moet u afdichtingen met een hardheidsgraad hoger specificeren en de maximale openingen met 0,02-0,03 mm verminderen.
V: Zijn er afdichtingsmaterialen die extrusieproblemen volledig elimineren?
PTFE en gevulde PTFE-verbindingen bieden de hoogste extrusieweerstand en functioneren betrouwbaar bij 16+ bar met openingen van 0,3-0,4 mm, maar ze vereisen hogere afdichtingskrachten en hebben een beperkte elasticiteit in vergelijking met polyurethaan of rubber. Voor de meeste pneumatische toepassingen bieden goed ontworpen polyurethaan afdichtingssystemen met steunringen betere algemene prestaties: minder wrijving, betere afdichting bij het opstarten en voldoende extrusieweerstand wanneer de openingen goed worden gecontroleerd.
V: Hoe geef ik de vereisten voor de extrusiespleet op bij het bestellen van cilinders op maat?
Vraag in uw bestelling om expliciete afmetingen: “Maximale radiale speling tussen de buitendiameter van de zuiger en de binnendiameter van de cilinder: 0,15 mm gemeten bij 20 °C” en “Het afdichtingssysteem moet PTFE-steunringen bevatten die geschikt zijn voor [uw druk] bar.” Bij Bepto leveren we bij elke op maat gemaakte cilinder afmetingenrapporten met de daadwerkelijk gemeten speling en specificaties van het afdichtingssysteem, zodat u cilinders ontvangt die zijn ontworpen voor uw specifieke druk- en prestatie-eisen.
-
Meer informatie over de Shore A-hardheidsschaal die wordt gebruikt om de weerstand van elastomeren en rubbers te meten. ↩
-
Begrijp compressieset, de permanente vervorming van een materiaal na te zijn uitgerekt. ↩
-
Bekijk het ISO-systeem van limieten en pasvormen dat standaardtolerantieniveaus zoals IT7 definieert. ↩
-
Lees hoe materialen uitzetten en krimpen bij temperatuurschommelingen op basis van hun fysische eigenschappen. ↩
-
Ontdek hoe back-upringen extrusie voorkomen door de opening tussen metalen onderdelen te dichten. ↩
