

Czy w systemach sterowania pneumatycznego występują niespójności czasowe, nieoczekiwane awarie sekwencji lub niebezpieczne obejścia blokad? Te powszechne problemy często wynikają z niewłaściwego doboru komponentów logicznych, co prowadzi do nieefektywności produkcji, incydentów związanych z bezpieczeństwem i zwiększonych kosztów konserwacji. Wybór odpowiednich pneumatycznych komponentów logicznych może natychmiast rozwiązać te krytyczne problemy.
Idealny pneumatyczny system logiczny musi zapewniać niezawodne działanie sekwencyjne, precyzyjną kontrolę czasu i mechanizmy blokady odporne na awarie. Właściwy dobór komponentów wymaga zrozumienia standardów schematów sekwencyjnych, metodologii walidacji opóźnień czasowych i procedur testowania blokad wielosygnałowych w celu zapewnienia integralności i wydajności systemu.
Niedawno konsultowałem się z producentem sprzętu do pakowania, który doświadczał przerywanych awarii sekwencji w swoim podnośniku skrzyń, co skutkowało stratami produkcyjnymi na poziomie 7%. Po wdrożeniu odpowiednio określonych pneumatycznych komponentów logicznych ze sprawdzonym taktowaniem i blokadami, ich wskaźnik awaryjności spadł poniżej 0,5%, oszczędzając ponad $180 000 rocznie na utraconej produkcji. Pozwól mi podzielić się tym, czego nauczyłem się o wyborze idealnych pneumatycznych komponentów logicznych dla Twojej aplikacji.
Spis treści
- Jak tworzyć pneumatyczne schematy sekwencyjne zgodne z normami?
- Metody walidacji dokładności modułu opóźnienia czasowego dla precyzyjnego sterowania
- Testowanie mechanizmu blokady wielosygnałowej pod kątem działania w trybie awaryjnym
Jak tworzyć pneumatyczne schematy sekwencyjne zgodne z normami?
Schematy sekwencyjne są podstawą projektowania pneumatycznych układów logicznych, zapewniając znormalizowaną reprezentację działania systemu, która zapewnia przejrzystość i spójność.
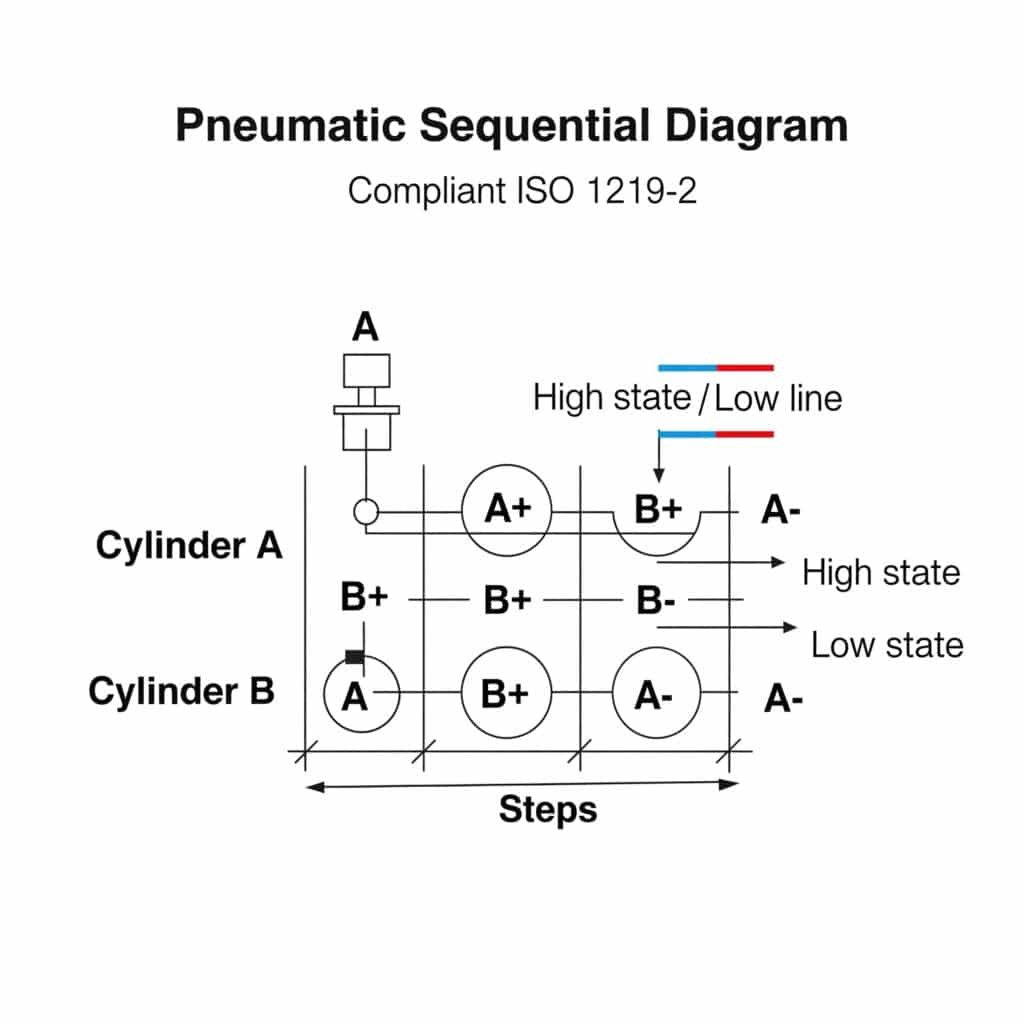
Sekwencyjne diagramy pneumatyczne wizualizują zależności czasowe między zdarzeniami systemowymi przy użyciu standardowych symboli i konwencji formatowania zdefiniowanych przez ISO 1219-21 i standardami ANSI/JIC. Prawidłowo skonstruowane schematy umożliwiają dokładny wybór komponentów, ułatwiają rozwiązywanie problemów i służą jako niezbędna dokumentacja do konserwacji i modyfikacji systemu.
Zrozumienie standardów schematów sekwencyjnych
Kilka międzynarodowych standardów reguluje tworzenie pneumatycznych schematów sekwencyjnych:
| Standard | Koncentracja | Kluczowe elementy | Zastosowanie |
|---|---|---|---|
| ISO 1219-2 | Systemy zasilania płynami | Standardy symboli, układ diagramów | Międzynarodowy standard |
| ANSI/JIC | Przemysłowe systemy sterowania | Amerykańskie konwencje symboli | Produkcja w USA |
| IEC 60848 | GRAFCET/SFC | Metodologia stopniowego przejścia | Złożone sekwencje |
| VDI 3260 | Logika pneumatyczna | Specjalistyczne symbole logiczne | Systemy niemieckie/europejskie |
Typy diagramów sekwencyjnych i ich zastosowania
Różne typy diagramów służą określonym celom w projektowaniu pneumatycznych układów logicznych:
Diagram przemieszczenia
Najpopularniejszy format reprezentacji sekwencji pneumatycznej:
Struktura
- Oś pionowa: Elementy systemu (cylindry, zawory)
- Oś pozioma: Kroki lub postęp czasu
- Linie ruchu: Aktywacja/dezaktywacja komponentuNajważniejsze cechy
- Wyraźna wizualizacja ruchu komponentów
- Postęp krok po kroku
- Identyfikacja jednoczesnych działań
- Rozróżnienie między ruchami rozciągania/ściąganiaNajlepsze aplikacje
- Sekwencje wielocylindrowe
- Rozwiązywanie problemów z istniejącymi systemami
- Materiały szkoleniowe dla operatorów
Schemat krok-sygnał
Koncentruje się na sygnałach kontrolnych, a nie na ruchach fizycznych:
Struktura
- Oś pionowa: Źródła sygnału (wyłączniki krańcowe, czujniki)
- Oś pozioma: Kroki lub postęp czasu
- Linie sygnałowe: Zmiany stanu ON/OFFNajważniejsze cechy
- Nacisk na logikę sterowania
- Wyraźne zależności czasowe sygnału
- Identyfikacja nakładania się sygnałów
- Wizualizacja warunków blokadyNajlepsze aplikacje
- Złożone systemy logiczne
- Sekwencje zależne od sygnału
- Weryfikacja blokady
Schemat funkcji (GRAFCET2/SFC)
Ustrukturyzowane podejście do złożonych sekwencji:
Struktura
- Kroki (prostokąty): Stabilne stany systemu
- Przejścia (poziome linie): Warunki zmiany stanu
- Połączenia kierowane: Przepływ między krokami
- Działania: Operacje wykonywane w każdym krokuNajważniejsze cechy
- Wyraźne rozróżnienie między stanami i przejściami
- Obsługa sekwencji równoległych
- Warunkowa reprezentacja rozgałęzień
- Zdolność struktury hierarchicznejNajlepsze aplikacje
- Złożone, wielościeżkowe sekwencje
- Systemy z operacjami warunkowymi
- Integracja z programowaniem PLC
Standardowe konwencje symboli
Spójne użycie symboli ma kluczowe znaczenie dla przejrzystości diagramu:
Reprezentacja siłownika
| Komponent | Konwencja symboli | Reprezentacja ruchu | Wskazanie stanu |
|---|---|---|---|
| Siłownik jednostronnego działania | Pojedynczy przewód ze sprężyną powrotną | Przemieszczenie poziome | Pozycja wysunięta/cofnięta |
| Siłownik dwustronnego działania | Podwójna linia bez sprężyny | Przemieszczenie poziome | Pozycja wysunięta/cofnięta |
| Siłownik obrotowy | Okrąg ze strzałką obrotu | Przemieszczenie kątowe | Pozycja obrócona/domowa |
| Chwytak | Linie równoległe ze strzałkami | Wskazanie otwarcia/zamknięcia | Stan otwarty/zamknięty |
Reprezentacja elementu sygnału
| Element | Symbol | Reprezentacja państwa | Konwencja połączenia |
|---|---|---|---|
| Wyłącznik krańcowy | Kwadrat z rolką | Wypełniony po aktywacji | Linia przerywana do siłownika |
| Przełącznik ciśnieniowy | Koło z membraną | Wypełniony po aktywacji | Linia ciągła do źródła ciśnienia |
| Timer | Tarcza zegara | Promieniowy ruch linii | Połączenie z wyzwalanym elementem |
| Element logiczny | Symbol funkcji (AND, OR) | Wskazanie stanu wyjścia | Linie wejścia/wyjścia |
Proces tworzenia diagramu sekwencyjnego
Postępuj zgodnie z tym systematycznym podejściem, aby tworzyć diagramy sekwencyjne zgodne ze standardami:
Analiza systemu
- Identyfikacja wszystkich siłowników i ich ruchów
- Określenie wymagań dotyczących sekwencji
- Określenie zależności sterowania
- Określenie wymagań czasowychLista komponentów
- Tworzenie listy komponentów osi pionowej
- Uporządkuj w logicznej kolejności (typowy przepływ operacji)
- Obejmuje wszystkie siłowniki i elementy sygnalizacyjne
- Dodaj komponenty czasowe/logiczneDefinicja kroku
- Zdefiniowanie odrębnych kroków w sekwencji
- Określenie warunków przejścia między krokami
- Określenie czasu trwania kroku (jeśli dotyczy)
- Identyfikacja operacji równoległychBudowa schematu
- Narysuj linie ruchu komponentów
- Dodaj punkty aktywacji sygnału
- Uwzględnienie elementów synchronizacji
- Oznaczanie blokad i zależnościWeryfikacja i walidacja
- Sprawdzanie spójności logicznej
- Weryfikacja pod kątem wymagań dotyczących sekwencji
- Sprawdzanie zależności czasowych
- Potwierdzenie działania blokady
Typowe błędy schematów sekwencyjnych
Unikaj tych częstych błędów podczas tworzenia diagramów:
Niespójności logiczne
- Zależności sygnałowe bez źródeł
- Niemożliwe jednoczesne ruchy
- Brakujące ruchy powrotne
- Niekompletne sekwencjeStandardowe naruszenia
- Niespójne użycie symboli
- Niestandardowe typy linii
- Nieprawidłowa reprezentacja komponentów
- Niejasne przejścia między krokamiKwestie praktyczne
- Nierealistyczne wymagania czasowe
- Niewystarczające pozycjonowanie czujnika
- Nieuwzględnione ograniczenia mechaniczne
- Brakujące względy bezpieczeństwa
Studium przypadku: Optymalizacja schematów sekwencyjnych
Niedawno współpracowałem z producentem sprzętu do przetwarzania żywności, który doświadczał sporadycznych zacięć w swoim systemie obsługi produktów. Istniejąca dokumentacja była niekompletna i niespójna, co utrudniało rozwiązywanie problemów.
Analiza wykazała:
- Niespójne formaty diagramów sekwencyjnych w dokumentacji
- Zależności od brakującego sygnału w krytycznych przejściach
- Niejasne wymagania czasowe między ruchami
- Nieudokumentowane ręczne interwencje w sekwencji
Poprzez wdrożenie kompleksowego rozwiązania:
- Stworzono znormalizowane diagramy przemieszczeń i kroków do użytku przez operatora.
- Opracowano szczegółowe schematy kroków sygnalizacyjnych na potrzeby konserwacji
- Zaimplementowane diagramy GRAFCET dla złożonych punktów decyzyjnych
- Ujednolicone użycie symboli we wszystkich dokumentach
Wyniki były znaczące:
- Zidentyfikowano trzy wcześniej niewykryte błędy logiczne
- Wykryto krytyczny błąd czasowy w transferze produktu
- Wdrożono odpowiednie blokady w kluczowych punktach sekwencji.
- Zmniejszenie liczby zakleszczeń o 83%
- Skrócenie czasu rozwiązywania problemów o 67%
- Lepsze zrozumienie działania systemu przez operatora
Metody walidacji dokładności modułu opóźnienia czasowego dla precyzyjnego sterowania
Pneumatyczne moduły opóźnienia czasowego są krytycznymi komponentami w systemach sekwencyjnych, ale ich działanie musi zostać zweryfikowane, aby zapewnić niezawodne działanie.
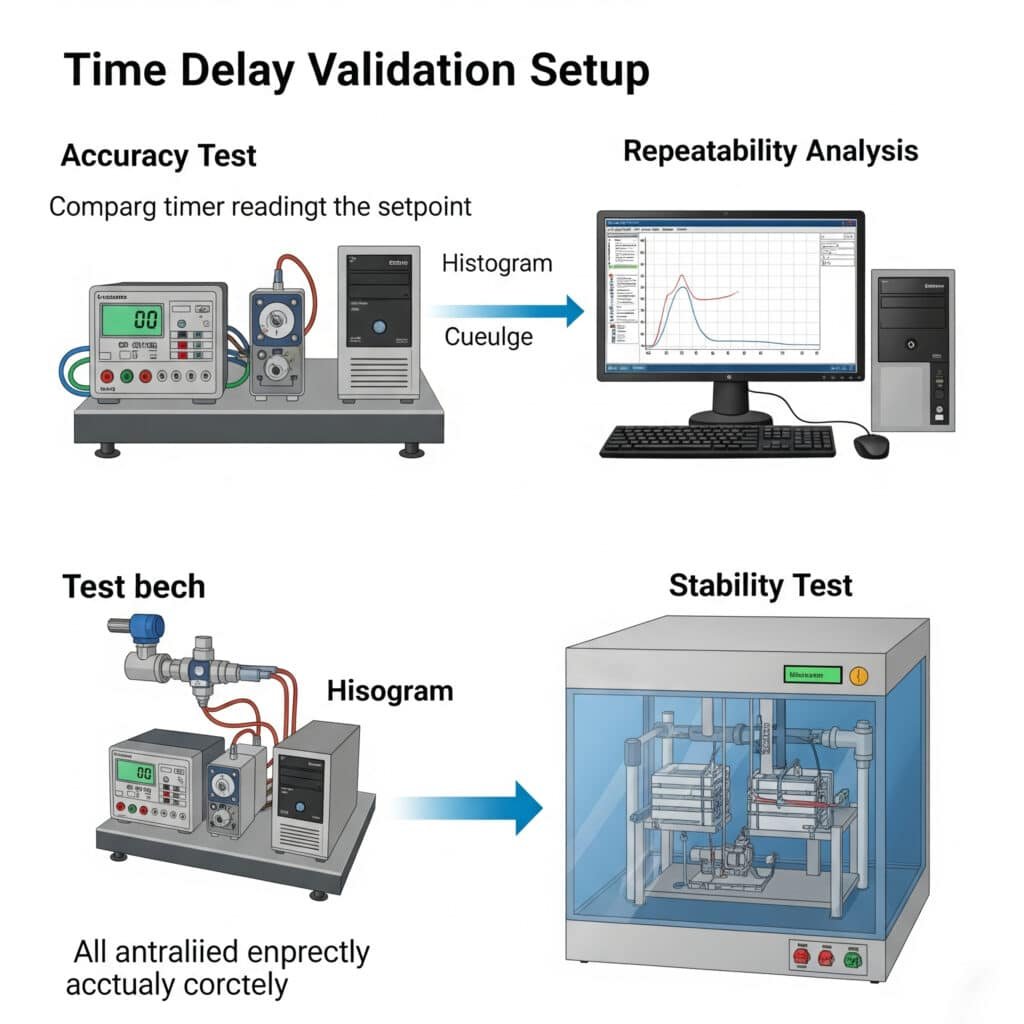
Metodologie walidacji opóźnień czasowych systematycznie weryfikują dokładność, powtarzalność i stabilność pneumatycznych modułów czasowych w różnych warunkach pracy. Właściwa walidacja zapewnia, że operacje o krytycznym znaczeniu dla czasu zachowują wymaganą precyzję przez cały okres użytkowania, zapobiegając awariom sekwencji i zakłóceniom produkcji.
Podstawy pneumatycznego opóźnienia czasowego
Przed przystąpieniem do walidacji konieczne jest zrozumienie zasad działania i specyfikacji pneumatycznych urządzeń do pomiaru czasu:
Rodzaje pneumatycznych modułów opóźnienia czasowego
| Typ opóźnienia | Zasada działania | Typowa dokładność | Zakres regulacji | Najlepsze aplikacje |
|---|---|---|---|---|
| Kryza-zbiornik | Powietrze przepływające przez ograniczenie | ±10-15% | 0,1-30 sekund | Cel ogólny |
| Precyzyjna kryza | Skalibrowane ograniczenie z kompensacją | ±5-10% | 0,2-60 sekund | Sekwencje przemysłowe |
| Mechaniczny wyłącznik czasowy | Mechanizm zegarowy lub mechanizm mechanizmu przerzutowego | ±2-5% | 0,5-300 sekund | Krytyczny czas |
| Pneumatyczny zawór rozdzielczy | Kontrolowany przepływ powietrza | ±7-12% | 0,1-10 sekund | Amortyzacja, tłumienie |
| Elektroniczno-pneumatyczny | Elektroniczny timer z wyjściem pneumatycznym | ±1-3% | 0,01-999 sekund | Aplikacje precyzyjne |
Krytyczne parametry wydajności
Kluczowe metryki, które muszą zostać zweryfikowane dla każdego modułu synchronizacji:
Dokładność
- Odchylenie od wartości zadanej w warunkach standardowych
- Zazwyczaj wyrażony jako procent ustawionego czasuPowtarzalność
- Zmienność między kolejnymi operacjami
- Krytyczne dla spójnej wydajności sekwencjiStabilność temperaturowa
- Zmienność taktowania w całym zakresie temperatur roboczych
- Często pomijane, ale istotne w rzeczywistych zastosowaniachWrażliwość na nacisk
- Zmiana czasu przy zmianach ciśnienia zasilania
- Ważne dla systemów o zmiennym ciśnieniuDługoterminowy dryf
- Zmiana taktowania podczas dłuższego działania
- Wpływa na częstotliwość konserwacji i potrzeby w zakresie kalibracji
Znormalizowane metodologie walidacji
Istnieje kilka ustalonych metod walidacji wydajności opóźnienia czasowego:
Podstawowa metoda walidacji synchronizacji (zgodna z ISO 6358)
Nadaje się do ogólnych zastosowań przemysłowych:
Konfiguracja testowa
- Instalacja modułu czasowego w obwodzie testowym
- Podłącz precyzyjne czujniki ciśnienia na wejściu i wyjściu
- Użycie szybkiego systemu akwizycji danych (minimum 100 Hz)
- Precyzyjna regulacja ciśnienia zasilania
- Kontrola temperatury otoczenia do 23°C ±2°CProcedura testowa
- Ustaw opóźnienie na wartość docelową
- Zastosuj standardowe ciśnienie robocze (zazwyczaj 6 barów).
- Moduł wyzwalania czasowego
- Rejestrowanie profili ciśnienia na wejściu i wyjściu
- Zdefiniuj punkt pomiaru czasu przy 50% wzrostu ciśnienia
- Powtórzyć minimum 10 cykli
- Test przy minimalnych, typowych i maksymalnych ustawieniach opóźnieniaWskaźniki analizy
- Obliczanie średniego czasu opóźnienia
- Określenie odchylenia standardowego
- Oblicz dokładność (odchylenie od wartości zadanej)
- Określenie powtarzalności (maksymalnej zmienności)
Kompleksowy protokół walidacji
Dla krytycznych aplikacji wymagających szczegółowych danych o wydajności:
Standardowy stan wyjściowy
- Przeprowadzenie podstawowej walidacji w warunkach referencyjnych
- Ustalenie podstawowych wskaźników wydajności
- Co najmniej 30 cykli dla uzyskania wiarygodności statystycznejTestowanie wrażliwości na ciśnienie
- Test przy -15%, nominalnym i +15% ciśnieniu zasilania
- Obliczyć współczynnik ciśnienia (zmiana % na bar)
- Określenie minimalnego ciśnienia zapewniającego niezawodne działanieTestowanie wrażliwości na temperaturę
- Test w minimalnej, nominalnej i maksymalnej temperaturze roboczej
- Pozostawić do całkowitej stabilizacji termicznej (minimum 2 godziny).
- Obliczyć współczynnik temperaturowy (zmiana % na °C)Długoterminowe testy stabilności
- Praca ciągła przez ponad 10 000 cykli
- Próbkowanie w regularnych odstępach czasu
- Obliczenie współczynnika dryftu i przewidywanego interwału kalibracjiTestowanie wrażliwości na obciążenie
- Test z różnymi objętościami w dolnym strumieniu
- Test z różnymi podłączonymi komponentami
- Określenie maksymalnego niezawodnego udźwigu
Wymagania dotyczące sprzętu walidacyjnego
Prawidłowa walidacja wymaga odpowiedniego sprzętu testowego:
Podstawowe specyfikacje sprzętu
| Sprzęt | Minimalna specyfikacja | Zalecana specyfikacja | Cel |
|---|---|---|---|
| Czujniki ciśnienia | Dokładność 0,5%, próbkowanie 100 Hz | Dokładność 0,1%, próbkowanie 1 kHz | Pomiar profili ciśnienia |
| Pozyskiwanie danych | Rozdzielczość 12 bitów, 100 Hz | Rozdzielczość 16 bitów, 1 kHz | Zapis danych pomiaru czasu |
| Timer/licznik | Rozdzielczość 0,01 s | Rozdzielczość 0,001s | Pomiar referencyjny |
| Regulacja ciśnienia | Stabilność ±0,1 bar | Stabilność ±0,05 bar | Warunki testu kontrolnego |
| Kontrola temperatury | Stabilność ±2°C | Stabilność ±1°C | Kontrola środowiska |
| Pomiar przepływu | Dokładność 2% | Dokładność 1% | Weryfikacja charakterystyki przepływu |
Analiza i interpretacja danych walidacyjnych
Właściwa analiza danych walidacyjnych ma kluczowe znaczenie dla uzyskania znaczących wyników:
Analiza statystyczna
- Oblicz średnią, medianę i odchylenie standardowe
- Określić Cpk3 i zdolność procesowa
- Identyfikacja wartości odstających i szczególnych przyczyn
- Stosowanie metodologii wykresów kontrolnychAnaliza korelacji
- Powiązanie zmian czasu z czynnikami środowiskowymi
- Identyfikacja istotnych zmiennych wpływających
- Opracowanie strategii wynagrodzeńAnaliza trybu awaryjnego
- Identyfikacja warunków powodujących awarie synchronizacji
- Określenie limitów operacyjnych
- Ustalenie marginesów bezpieczeństwa
Studium przypadku: Wdrożenie walidacji opóźnienia czasowego
Niedawno współpracowałem z producentem sprzętu farmaceutycznego, który doświadczał niespójnych czasów oczekiwania w swoim systemie napełniania fiolek, co skutkowało wahaniami objętości napełniania.
Analiza wykazała:
- Moduły czasowe działające z dokładnością ±12% (wymagana specyfikacja ±5%)
- Znaczna wrażliwość na temperaturę podczas zmian produkcyjnych
- Problemy z powtarzalnością po dłuższej pracy
- Wahania ciśnienia wpływające na spójność rozrządu
Poprzez wdrożenie kompleksowego programu walidacji:
- Opracowanie niestandardowego protokołu walidacji w oparciu o wymagania aplikacji
- Przetestowano wszystkie moduły czasowe w rzeczywistych warunkach pracy.
- Charakterystyczna wydajność w różnych zakresach ciśnienia i temperatury
- Wdrożono statystyczną kontrolę procesu w celu walidacji taktowania
Wyniki były znaczące:
- Zidentyfikowano trzy moduły rozrządu wymagające wymiany
- Wykryto krytyczny problem z regulacją ciśnienia
- Wdrożona strategia kompensacji temperatury
- Zmniejszona zmienność taktowania z ±12% do ±3,5%
- Zmniejszona zmienność objętości wypełnienia przez 68%
- Ustalony 6-miesięczny okres walidacji na podstawie analizy dryftu
Testowanie mechanizmu blokady wielosygnałowej pod kątem działania w trybie awaryjnym
Systemy blokad są krytycznymi elementami bezpieczeństwa w pneumatycznych systemach logicznych, wymagającymi dokładnych testów w celu zapewnienia prawidłowego działania w każdych warunkach.
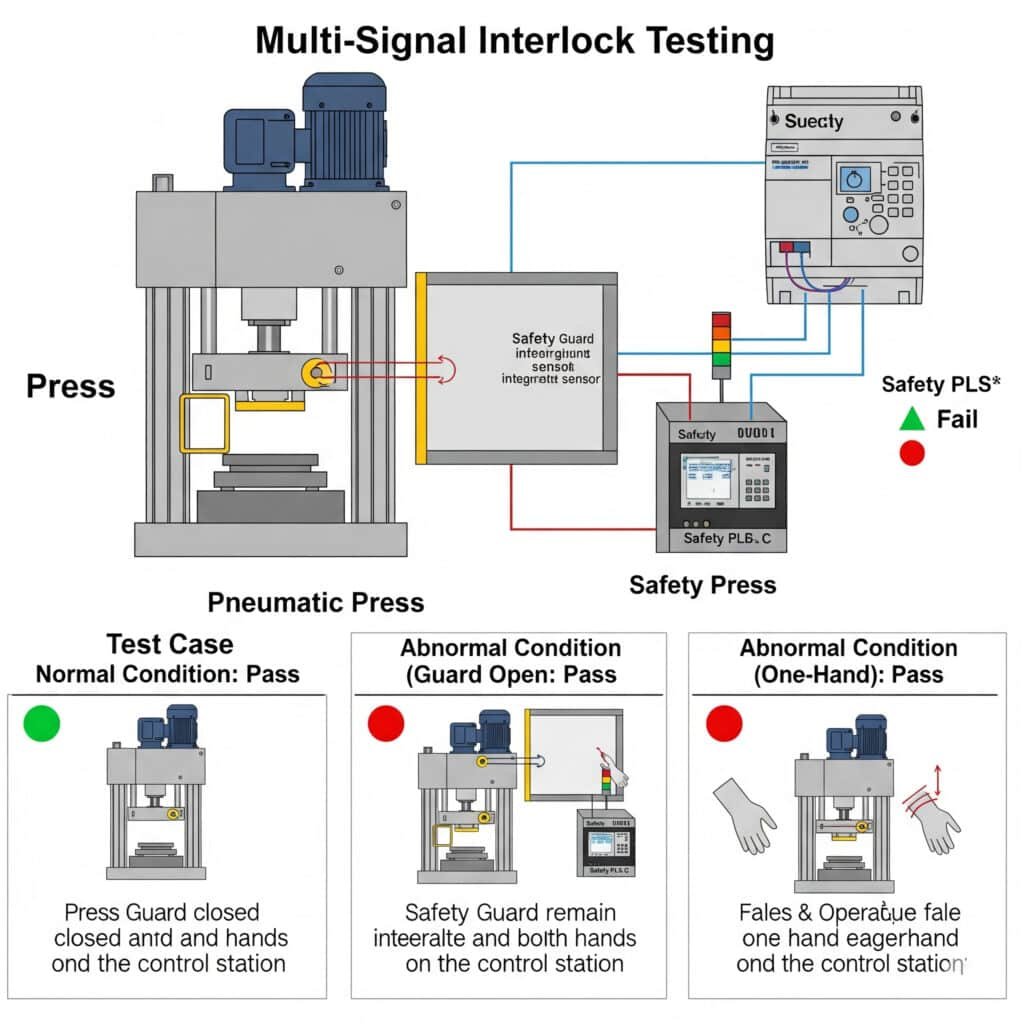
Metody testowania blokad wielosygnałowych systematycznie weryfikują, czy pneumatyczne systemy bezpieczeństwa zapobiegają niebezpiecznym operacjom, gdy warunki ochronne nie są spełnione. Kompleksowe testy zapewniają, że blokady działają prawidłowo w normalnych, nienormalnych i awaryjnych warunkach, chroniąc personel i sprzęt przed potencjalnie niebezpiecznymi sytuacjami.
Zrozumienie podstaw blokady pneumatycznej
Blokady wykorzystują logiczne kombinacje sygnałów, aby zezwolić lub uniemożliwić działanie:
Rodzaje pneumatycznych systemów blokujących
| Typ blokady | Zasada działania | Poziom bezpieczeństwa | Złożoność | Najlepsze aplikacje |
|---|---|---|---|---|
| Pojedynczy sygnał | Podstawowa funkcja blokowania | Niski | Prosty | Operacje niekrytyczne |
| Podwójny sygnał | Weryfikacja dwuwarunkowa | Średni | Umiarkowany | Standardowe aplikacje bezpieczeństwa |
| Logika głosowania | Redundancja 2 na 3 lub podobna | Wysoki | Kompleks | Krytyczne funkcje bezpieczeństwa |
| Blokada monitorowana | Możliwość samokontroli | Bardzo wysoka | Bardzo złożony | Bezpieczeństwo personelu |
| Blokada czasowa | Dopuszczalność zależna od sekwencji | Średni | Umiarkowany | Sekwencjonowanie procesów |
Metody implementacji blokad
Typowe podejścia do wdrażania blokad pneumatycznych:
Podejście oparte na elementach logicznych
- Używa funkcji AND, OR, NOT
- Implementacja komponentów dyskretnych
- Widoczny stan działania
- Łatwa modyfikacjaPodejście do blokowania zaworów
- Mechaniczna lub pilotowa blokada zaworów
- Zintegrowany z konstrukcją zaworu
- Zazwyczaj bardziej wytrzymałe
- Mniejsza elastyczność w zakresie modyfikacjiPodejście mieszane technologicznie
- Łączy elementy pneumatyczne z elektrycznymi/elektronicznymi
- Często wykorzystuje przełączniki ciśnieniowe jako interfejsy
- Większa elastyczność
- Wymaga wielodyscyplinarnej wiedzy specjalistycznej
Kompleksowa metodologia testowania blokad
Systematyczne podejście do walidacji funkcjonalności blokad:
Protokół testów funkcjonalnych
Podstawowa weryfikacja zamierzonego działania:
Testowanie normalnego działania
- Sprawdź, czy blokada pozwala na działanie, gdy spełnione są wszystkie warunki.
- Potwierdź prawidłowe sekwencjonowanie z wymaganiami czasowymi
- Przetestuj wiele cykli pod kątem spójności
- Weryfikacja prawidłowego resetowaniaTestowanie funkcji blokowania
- Przetestuj każdy warunek blokady osobno
- Weryfikacja działania jest uniemożliwiona, gdy którykolwiek warunek nie jest spełniony
- Potwierdzenie odpowiedniego wskazania/informacji zwrotnej
- Warunki brzegowe testu (tuż powyżej/poniżej wartości progowych)Testowanie zachowania resetowania
- Sprawdzić poprawność resetu po aktywacji blokady
- Testowanie funkcji automatycznego i ręcznego resetowania
- Potwierdzenie braku nieoczekiwanego przywrócenia działania
- Sprawdź funkcje pamięci, jeśli dotyczy
Testowanie stanu awarii
Weryfikacja zachowania w nietypowych warunkach:
Testowanie awarii sygnału
- Symulacja awarii czujnika/przełącznika
- Test z odłączonymi liniami sygnałowymi
- Weryfikacja działania w trybie awaryjnym
- Potwierdzenie odpowiednich alarmów/wskaźnikówTestowanie utraty mocy
- Zachowanie testowe podczas utraty ciśnienia
- Weryfikacja stanu po przywróceniu ciśnienia
- Potwierdź brak nieoczekiwanych ruchów podczas odzyskiwania
- Testowe scenariusze ciśnienia parcjalnegoSymulacja awarii komponentów
- Wprowadzenie nieszczelności w krytycznych komponentach
- Test z częściowo działającymi zaworami
- Symulacja zablokowanych komponentów
- Weryfikacja reakcji systemu na pogorszone warunki
Testowanie granic wydajności
Weryfikacja działania w granicach specyfikacji:
Testowanie marginesu synchronizacji
- Test przy minimalnym i maksymalnym określonym czasie
- Weryfikacja działania przy najszybszych możliwych zmianach sygnału
- Test z najwolniejszymi oczekiwanymi zmianami sygnału
- Potwierdzenie marginesu między normalnym a błędnym taktowaniemCiśnieniowe testy graniczne
- Test przy minimalnym określonym ciśnieniu
- Test przy maksymalnym określonym ciśnieniu
- Weryfikacja działania podczas wahań ciśnienia
- Określenie czułości ciśnieniowej funkcji blokadyTestowanie warunków środowiskowych
- Test w skrajnych temperaturach
- Weryfikacja działania za pomocą wibracji/wstrząsów
- Test z wprowadzeniem zanieczyszczeń
- Potwierdzenie działania w najgorszych warunkach środowiskowych
Wymagania dotyczące dokumentacji testu blokady
Właściwa dokumentacja jest niezbędna do testowania blokady:
Krytyczne elementy dokumentacji
Specyfikacja testu
- Jasne kryteria zaliczenia/niezaliczenia
- Odniesienie do obowiązujących norm
- Wymagane warunki testowe
- Specyfikacje sprzętu testowegoProcedura testowa
- Instrukcje testowe krok po kroku
- Warunki początkowe i konfiguracja
- Wymagane pomiary szczegółowe
- Środki ostrożności podczas testówWyniki testów
- Surowe dane z testów
- Analiza i obliczenia
- Określenie wyniku pozytywnego/negatywnego
- Anomalie i obserwacjeDokumentacja weryfikacyjna
- Identyfikacja i kwalifikacje testerów
- Rejestry kalibracji sprzętu testowego
- Weryfikacja warunków testowych
- Podpisy zatwierdzające
Normy i przepisy dotyczące testowania blokad
Kilka standardów reguluje wymagania dotyczące testowania blokad:
| Norma/Regulacje | Koncentracja | Kluczowe wymagania | Zastosowanie |
|---|---|---|---|
| ISO 138494 | Bezpieczeństwo maszyn | Weryfikacja poziomu wydajności | Bezpieczeństwo maszyn |
| IEC 61508 | Bezpieczeństwo funkcjonalne | Walidacja poziomu SIL | Bezpieczeństwo procesu |
| OSHA 1910.1475 | Lockout/tagout | Weryfikacja izolacji | Bezpieczeństwo pracowników |
| PL 983 | Bezpieczeństwo pneumatyczne | Specyficzne wymagania pneumatyczne | Maszyny europejskie |
| ANSI/PMMI B155.1 | Maszyny pakujące | Wymagania specyficzne dla branży | Sprzęt do pakowania |
Studium przypadku: Optymalizacja systemu blokad
Niedawno konsultowałem się z producentem części samochodowych, który doświadczył incydentu związanego z bezpieczeństwem, gdy prasa pneumatyczna nieoczekiwanie zadziałała podczas konserwacji.
Analiza wykazała:
- Nieodpowiedni program testowania blokad
- Awarie jednopunktowe w krytycznych obwodach bezpieczeństwa
- Brak formalnej walidacji po modyfikacjach systemu
- Niespójna metodologia testowania między zmianami
Poprzez wdrożenie kompleksowego rozwiązania:
- Opracowanie standardowych protokołów testowania blokad
- Wdrożono testy wstrzykiwania błędów dla wszystkich obwodów bezpieczeństwa
- Tworzenie szczegółowej dokumentacji testowej i zapisów
- Ustanowiony regularny harmonogram walidacji
- Przeszkolony personel obsługi technicznej w zakresie procedur testowania
Wyniki były znaczące:
- Zidentyfikowano siedem wcześniej niewykrytych trybów awarii
- Wykryto krytyczny błąd synchronizacji blokady
- Wdrożono nadmiarowe blokady dla bezpieczeństwa personelu
- Wyeliminowano awarie jednopunktowe we wszystkich obwodach bezpieczeństwa
- Osiągnięto zgodność z normą ISO 13849 Performance Level d
- Zero incydentów bezpieczeństwa w ciągu 18 miesięcy od wdrożenia
Kompleksowa strategia wyboru komponentów logiki pneumatycznej
Aby wybrać optymalne pneumatyczne komponenty logiczne dla dowolnej aplikacji, należy postępować zgodnie z tym zintegrowanym podejściem:
Określenie wymagań systemowych
- Określenie złożoności sekwencji i potrzeb czasowych
- Identyfikacja funkcji krytycznych dla bezpieczeństwa
- Ustalenie środowiskowych warunków pracy
- Określenie wymagań dotyczących niezawodności i konserwacjiDokumentowanie logiki systemu
- Tworzenie zgodnych ze standardami diagramów sekwencyjnych
- Identyfikacja wszystkich funkcji zależnych od czasu
- Mapowanie wszystkich wymaganych blokad
- Dokumentowanie zależności między sygnałamiWybór odpowiednich komponentów
- Wybór elementów logicznych w oparciu o wymagania funkcjonalne
- Wybór modułów pomiaru czasu w oparciu o wymagania dotyczące dokładności
- Określenie podejścia do implementacji blokady
- Rozważ kompatybilność środowiskowąWeryfikacja wydajności systemu
- Testowanie dokładności i stabilności modułu pomiaru czasu
- Weryfikacja działania blokady w każdych warunkach
- Sprawdź, czy sekwencja operacji jest zgodna ze schematami
- Dokumentowanie wszystkich wyników walidacji
Zintegrowana matryca wyboru
| Wymagania dotyczące aplikacji | Zalecany typ logiki | Wybór modułu synchronizacji | Implementacja blokady |
|---|---|---|---|
| Prosta sekwencja, niekrytyczna | Podstawowa logika zaworu | Standardowy zbiornik z kryzą | Blokada jednosygnałowa |
| Średnia złożoność, przemysłowe | Dedykowane elementy logiczne | Precyzyjna kryza z kompensacją | Blokada dwusygnałowa |
| Złożona sekwencja, krytyczny czas | Specjalistyczne moduły logiczne | Hybryda elektroniczno-pneumatyczna | Logika głosowania z monitorowaniem |
| Aplikacja o krytycznym znaczeniu dla bezpieczeństwa | Nadmiarowe układy logiczne | Mechaniczny wyłącznik czasowy z monitorowaniem | Monitorowana blokada ze sprzężeniem zwrotnym |
| Trudne warunki, niezawodne działanie | Uszczelnione moduły logiczne | Zegar sterujący z kompensacją temperatury | Mechanicznie połączona blokada |
Wnioski
Wybór optymalnych pneumatycznych komponentów logicznych wymaga zrozumienia standardów schematów sekwencyjnych, metodologii walidacji opóźnień czasowych i procedur testowania blokad. Stosując te zasady, można uzyskać niezawodne działanie sekwencji, precyzyjną kontrolę czasu i bezpieczne blokowanie w każdej aplikacji sterowania pneumatycznego.
Najczęściej zadawane pytania dotyczące wyboru komponentów logiki pneumatycznej
Jak określić wymaganą dokładność pomiaru czasu dla mojego systemu pneumatycznego?
Przeanalizuj wymagania procesowe, identyfikując operacje krytyczne pod względem czasu i ich wpływ na jakość produktu lub wydajność systemu. W przypadku ogólnej obsługi materiałów, dokładność ±10% jest zazwyczaj wystarczająca. W przypadku operacji zsynchronizowanych (takich jak punkty transferu) należy dążyć do dokładności ±5%. W przypadku precyzyjnych procesów wpływających na jakość produktu (napełnianie, dozowanie) wymagana jest dokładność ±2-3%. Krytyczne aplikacje mogą wymagać ±1% lub lepszej, zwykle osiąganej za pomocą elektroniczno-pneumatycznych zegarów hybrydowych. Zawsze należy dodawać margines bezpieczeństwa wynoszący co najmniej 25% do obliczonych wymagań i walidować czas w rzeczywistych warunkach pracy, a nie tylko w testach laboratoryjnych.
Jaka jest najbardziej niezawodna metoda wdrażania krytycznych blokad bezpieczeństwa?
W przypadku krytycznych zastosowań związanych z bezpieczeństwem należy wdrożyć redundantną logikę głosowania (2 na 3) z monitorowaniem. Tam, gdzie to możliwe, należy stosować mechanicznie połączone elementy zaworów, aby zapobiec awariom w trybie wspólnym. Zastosuj zarówno logikę pozytywną, jak i negatywną (weryfikacja obecności ORAZ braku sygnałów) dla funkcji krytycznych. Upewnij się, że system domyślnie przechodzi do bezpiecznego stanu we wszystkich warunkach awarii, w tym w przypadku utraty zasilania/ciśnienia. Uwzględnij wizualne wskaźniki pokazujące stan blokady i wdrażaj regularne testy funkcjonalne w odstępach czasu określonych na podstawie oceny ryzyka. Aby uzyskać najwyższą niezawodność, należy rozważyć rozwiązania wyłącznie pneumatyczne w obszarach, w których systemy elektryczne mogą być zagrożone przez czynniki środowiskowe.
Jak często pneumatyczne schematy sekwencyjne powinny być aktualizowane podczas modyfikacji systemu?
Schematy sekwencji pneumatycznych należy aktualizować przed wdrożeniem jakichkolwiek modyfikacji systemu, a nie po ich wprowadzeniu. Schemat należy traktować jako dokument główny, który napędza zmiany, a nie jako zapis zmian. Po wdrożeniu należy zweryfikować rzeczywiste działanie systemu w odniesieniu do zaktualizowanego schematu i natychmiast skorygować wszelkie rozbieżności. W przypadku drobnych modyfikacji należy zaktualizować odpowiednią część diagramu i przejrzeć sąsiednie sekwencje pod kątem wpływu. W przypadku większych modyfikacji należy przeprowadzić pełny przegląd i walidację diagramu. Utrzymuj kontrolę wersji wszystkich diagramów i upewnij się, że wszystkie nieaktualne wersje zostały usunięte z obszarów serwisowych. Wdrożenie formalnego procesu przeglądu wymagającego zatwierdzenia dokładności diagramu po każdym cyklu modyfikacji.
-
Zawiera przegląd normy ISO 1219-2, która określa zasady rysowania schematów obwodów dla systemów zasilania płynami, w tym użycie symboli i konwencje układu. ↩
-
Wyjaśnia zasady GRAFCET (Sequential Function Chart), znormalizowanego języka graficznego używanego do opisywania zachowania sekwencyjnych systemów sterowania, szczególnie w automatyce. ↩
-
Oferuje szczegółową definicję wskaźnika zdolności procesu (Cpk), narzędzia statystycznego używanego do pomiaru zdolności procesu do produkcji w granicach specyfikacji klienta. ↩
-
Opisuje normę ISO 13849, która zawiera wymagania bezpieczeństwa i wytyczne dotyczące zasad projektowania i integracji części systemów sterowania związanych z bezpieczeństwem, w tym określania poziomów wydajności (PL). ↩
-
Zawiera informacje na temat normy OSHA 1910.147, znanej również jako Lockout/Tagout (LOTO), która określa wymagania dotyczące wyłączania maszyn lub urządzeń w celu zapobiegania uwalnianiu niebezpiecznej energii podczas serwisowania lub konserwacji. ↩
