

Czy stosowane oprzyrządowanie pneumatyczne powoduje niewspółosiowość, problemy jakościowe wywołane wibracjami lub nadmierny czas przezbrajania? Te powszechne problemy często wynikają z niewłaściwego doboru oprzyrządowania, co prowadzi do opóźnień w produkcji, odrzutów jakościowych i zwiększonych kosztów konserwacji. Wybór odpowiedniego mocowania pneumatycznego może natychmiast rozwiązać te krytyczne problemy.
Idealne mocowanie pneumatyczne musi zapewniać precyzyjną synchronizację wieloszczękową, skuteczne tłumienie drgań i kompatybilność z istniejącymi systemami. Właściwy wybór wymaga zrozumienia standardów dokładności synchronizacji, charakterystyki dynamicznej antywibracyjnej i wymagań kompatybilności dla mechanizmów szybkiej wymiany.
Niedawno konsultowałem się z producentem komponentów motoryzacyjnych, który doświadczał współczynnika odrzutów na poziomie 4,2% z powodu niewspółosiowości części i wad spowodowanych wibracjami. Po wdrożeniu odpowiednio dobranego oprzyrządowania pneumatycznego z ulepszoną synchronizacją i kontrolą drgań, współczynnik odrzutów spadł poniżej 0,3%, co pozwoliło zaoszczędzić ponad $230,000 rocznie na kosztach złomu i przeróbek. Pozwól mi podzielić się tym, czego nauczyłem się o wyborze idealnego mocowania pneumatycznego dla Twojej aplikacji.
Spis treści
- Jak stosować standardy dokładności synchronizacji wieloszczękowej w zastosowaniach precyzyjnych?
- Analiza dynamiczna struktury antywibracyjnej dla optymalnej stabilności
- Przewodnik kompatybilności mechanizmów szybkiej wymiany dla wydajnego przezbrajania
Jak stosować standardy dokładności synchronizacji wieloszczękowej w zastosowaniach precyzyjnych?
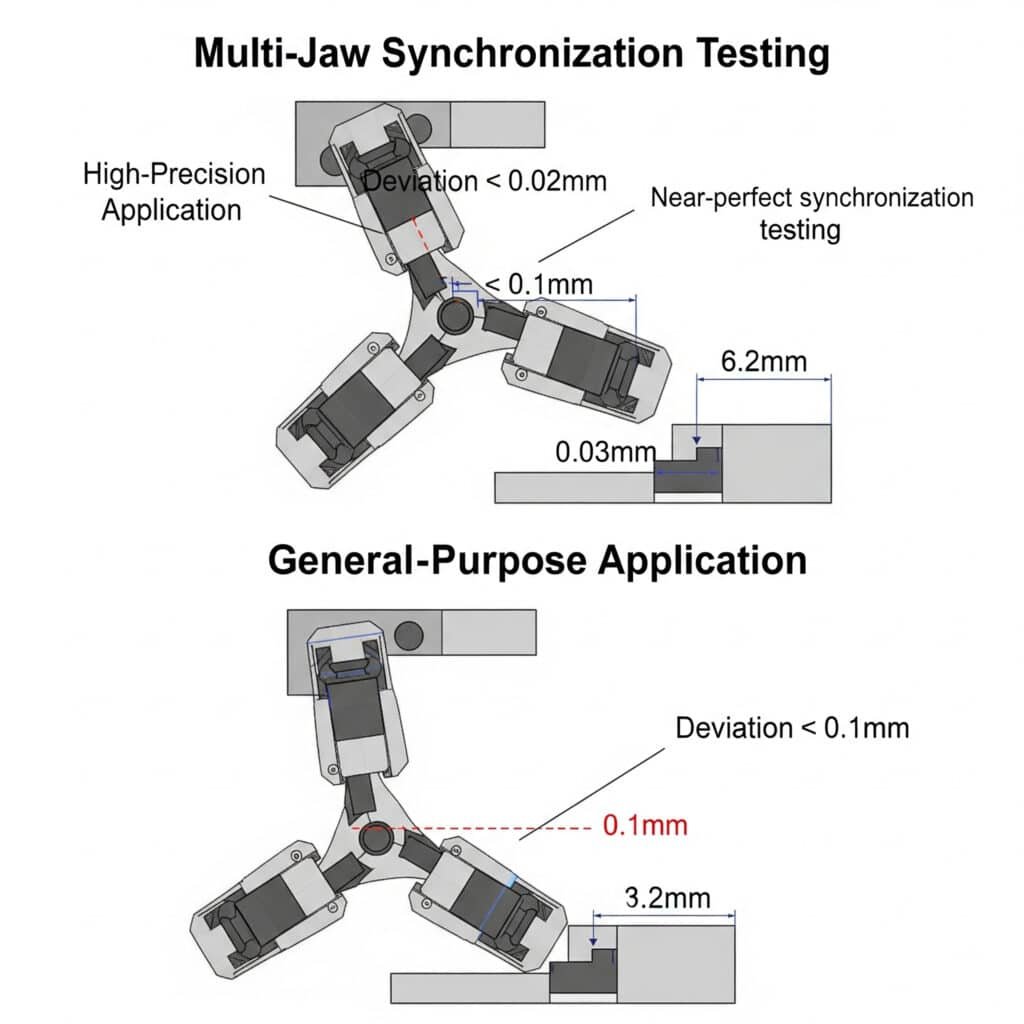
Dokładność synchronizacji w pneumatycznych uchwytach wieloszczękowych ma bezpośredni wpływ na precyzję pozycjonowania części i ogólną jakość produkcji.
Dokładność synchronizacji wielu szczęk odnosi się do maksymalnego odchylenia pozycji między dowolnymi dwiema szczękami podczas cyklu mocowania, zwykle mierzonego w setnych częściach milimetra. Standardy branżowe definiują dopuszczalne tolerancje synchronizacji w oparciu o wymagania dotyczące precyzji aplikacji, przy czym aplikacje o wysokiej precyzji wymagają odchyleń poniżej 0,02 mm, podczas gdy aplikacje ogólnego przeznaczenia mogą tolerować do 0,1 mm.
Zrozumienie standardów dokładności synchronizacji
Standardy synchronizacji różnią się w zależności od branży i wymagań dotyczących precyzji aplikacji:
| Przemysł | Typ aplikacji | Tolerancja synchronizacji | Standard pomiaru | Częstotliwość testowania |
|---|---|---|---|---|
| Motoryzacja | Zgromadzenie ogólne | ±0,05-0,1 mm | ISO 230-21 | Kwartalnie |
| Motoryzacja | Precyzyjne komponenty | ±0,02-0,05 mm | ISO 230-2 | Miesięcznie |
| Lotnictwo i kosmonautyka | Komponenty ogólne | ±0,03-0,05 mm | AS9100D | Miesięcznie |
| Lotnictwo i kosmonautyka | Krytyczne komponenty | ±0,01-0,02 mm | AS9100D | Co tydzień |
| Medyczny | Narzędzia chirurgiczne | ±0,01-0,03 mm | ISO 13485 | Co tydzień |
| Elektronika | Montaż PCB | ±0,02-0,05 mm | IPC-A-610 | Miesięcznie |
| Produkcja ogólna | Części niekrytyczne | ±0,08-0,15 mm | ISO 9001 | Co pół roku |
Znormalizowane metodologie testowania
Istnieje kilka ustalonych metod pomiaru dokładności synchronizacji wielu szczęk:
Metoda czujnika przemieszczenia (zgodna z ISO 230-2)
Jest to najbardziej powszechne i niezawodne podejście do testowania:
Konfiguracja testowa
- Montaż precyzyjnych czujników przemieszczenia (LVDT2 lub pojemnościowy) na urządzeniu referencyjnym
- Czujniki położenia stykające się z każdą szczęką w identycznych pozycjach względnych
- Podłączanie czujników do zsynchronizowanego systemu akwizycji danych
- Zapewnienie stabilności temperatury (20°C ±1°C)Procedura testowa
- Inicjalizacja systemu ze szczękami w pozycji pełnego otwarcia
- Aktywacja cyklu zaciskania przy standardowym ciśnieniu roboczym
- Rejestrowanie danych pozycji dla wszystkich szczęk podczas ruchu
- Powtórz test minimum 5 razy
- Pomiar w różnych warunkach:
- Standardowe ciśnienie robocze
- Minimalne określone ciśnienie (-10%)
- Maksymalne określone ciśnienie (+10%)
- Przy maksymalnej ładowności znamionowej
- Przy różnych prędkościach (jeśli są regulowane)Analiza danych
- Obliczyć maksymalne odchylenie między dowolnymi dwiema szczękami w każdym punkcie ruchu
- Określenie maksymalnego błędu synchronizacji dla pełnego skoku
- Analiza powtarzalności w wielu cyklach testowych
- Zidentyfikuj wszelkie wzorce stałego prowadzenia/opóźnienia między określonymi szczękami.
Optyczny system pomiarowy
Do zastosowań wymagających wysokiej precyzji lub złożonych ruchów szczęk:
Konfiguracja i kalibracja
- Zamontuj cele optyczne na każdej szczęce
- Ustaw kamery szybkoobrotowe tak, aby rejestrowały wszystkie cele jednocześnie.
- Kalibracja systemu w celu ustalenia odniesienia przestrzennegoProces pomiaru
- Nagrywanie ruchu szczęki z wysoką częstotliwością klatek (500+ fps)
- Przetwarzanie obrazów w celu wyodrębnienia danych pozycji
- Obliczanie pozycji 3D każdej szczęki w całym cykluWskaźniki analizy
- Maksymalne odchylenie położenia między szczękami
- Dokładność synchronizacji kątowej
- Spójność trajektorii
Czynniki wpływające na dokładność synchronizacji
Na wydajność synchronizacji urządzeń wieloszczękowych wpływa kilka kluczowych czynników:
Mechaniczne czynniki konstrukcyjne
Typ mechanizmu kinematycznego
- Sterowanie klinowe: Dobra synchronizacja, kompaktowa konstrukcja
- Mechanizm krzywkowy: Doskonała synchronizacja, złożona konstrukcja
- Systemy połączeń: Zmienna synchronizacja, prosta konstrukcja
- Napęd bezpośredni: Słaba naturalna synchronizacja, wymaga kompensacjiSystem naprowadzania szczęk
- Łożyska liniowe: Wysoka precyzja, wrażliwe na zanieczyszczenia
- Prowadnice typu jaskółczy ogon: Umiarkowana precyzja, dobra trwałość
- Prowadnice rolkowe: Dobra precyzja, doskonała trwałość
- Łożyska ślizgowe: Niższa precyzja, prosta konstrukcjaPrecyzja produkcji
- Tolerancje komponentów
- Dokładność montażu
- Stabilność materiału
Czynniki systemu pneumatycznego
Projekt dystrybucji powietrza
- Zrównoważona konstrukcja kolektora: Kluczowe znaczenie dla równomiernego rozkładu ciśnienia
- Równe długości rurek: minimalizuje różnice w taktowaniu
- Równoważenie ogranicznika przepływu: Kompensuje różnice mechaniczneKontrola uruchamiania
- Precyzja regulacji ciśnienia
- Spójność kontroli przepływu
- Czas reakcji zaworuDynamika systemu
- Efekty ściśliwości powietrza
- Dynamiczne zmiany ciśnienia
- Różnice w oporze przepływu
Techniki kompensacji synchronizacji
W przypadku aplikacji wymagających wyjątkowej synchronizacji można zastosować te techniki kompensacji:
Kompensacja mechaniczna
- Regulowane łączniki do początkowej synchronizacji
- Precyzyjne podkładki wyrównujące szczęki
- Optymalizacja profilu krzywkiKompensacja pneumatyczna
- Indywidualne sterowanie przepływem dla każdej szczęki
- Zawory sekwencyjne do kontrolowanego ruchu
- Komory równoważenia ciśnieniaZaawansowane systemy sterowania
- Serwo-pneumatyczne sterowanie położeniem
- Elektroniczne monitorowanie synchronizacji
- Adaptacyjne algorytmy sterowania
Studium przypadku: Poprawa synchronizacji w zastosowaniach motoryzacyjnych
Niedawno współpracowałem z dostawcą z branży motoryzacyjnej produkującym aluminiowe obudowy skrzyń biegów. Doświadczali oni niespójnego osadzenia części w swoich przyrządach obróbczych, co skutkowało różnicami wymiarowymi i sporadycznymi awariami.
Analiza wykazała:
- Istniejące mocowanie 4-szczękowe z błędem synchronizacji ±0,08 mm
- Wymagania: maksymalne odchylenie ±0,03 mm
- Wyzwanie: Rozwiązanie modernizacyjne bez całkowitej wymiany oprawy
Poprzez wdrożenie kompleksowego rozwiązania:
- Zmodernizowany do precyzyjnie dopasowanych komponentów podnośnika
- Zainstalowany zbalansowany rozdzielacz pneumatyczny
- Dodano indywidualne zawory sterujące przepływem z regulacją blokady
- Wdrożono regularną weryfikację przy użyciu testów czujników przemieszczenia.
Wyniki były znaczące:
- Zwiększona dokładność synchronizacji do ±0,025 mm
- Zmniejszona zmienność pozycjonowania części przez 68%
- Wyeliminowano awarie maszyn związane z osprzętem
- Zmniejszona liczba odrzuceń jakości przez 71%
- ROI osiągnięty w 7,5 tygodnia
Analiza dynamiczna struktury antywibracyjnej dla optymalnej stabilności
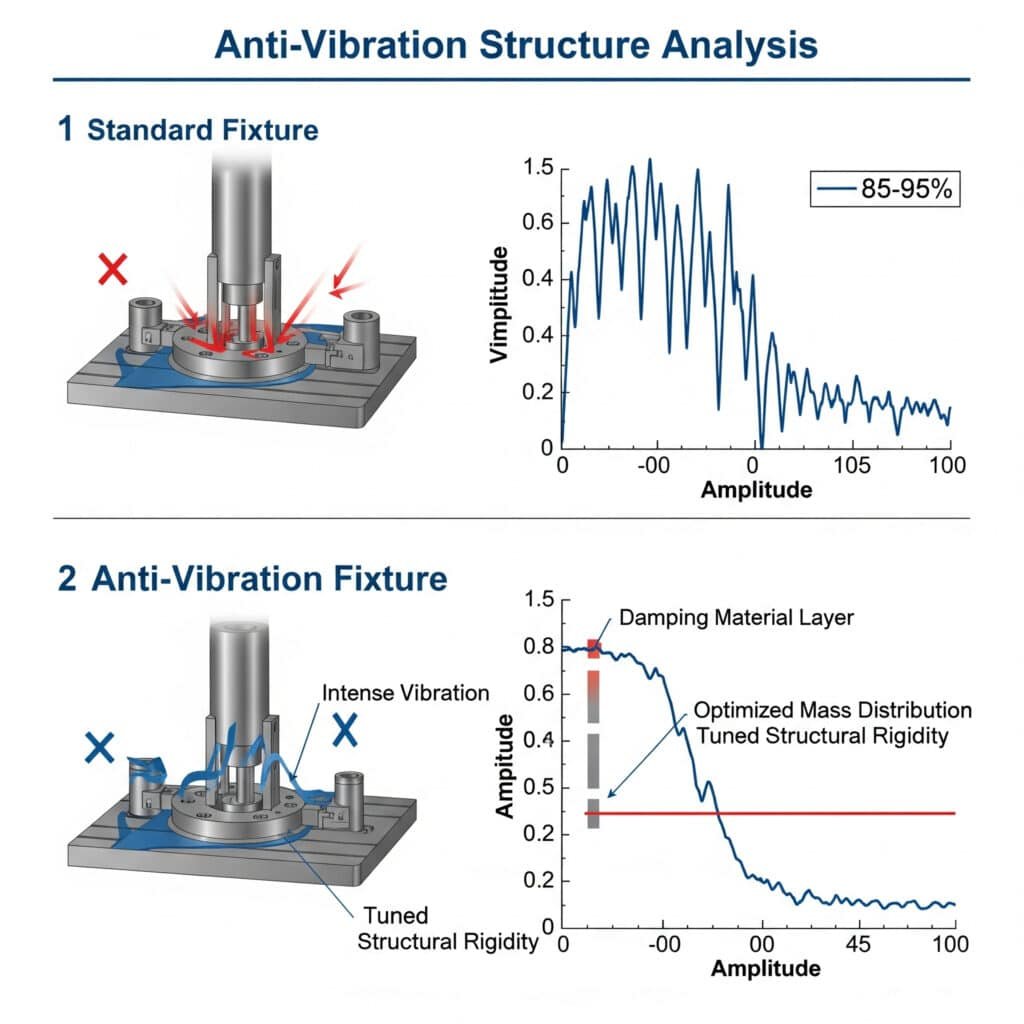
Wibracje w urządzeniach pneumatycznych mogą znacząco wpływać na jakość obróbki, żywotność narzędzi i wydajność produkcji. Właściwa konstrukcja antywibracyjna ma kluczowe znaczenie dla zastosowań wymagających wysokiej precyzji.
Struktury antywibracyjne w urządzeniach pneumatycznych wykorzystują ukierunkowane materiały tłumiące, zoptymalizowany rozkład masy i dostrojone charakterystyki dynamiczne w celu zminimalizowania szkodliwych wibracji. Skuteczne konstrukcje zmniejszają amplitudę drgań o 85-95% przy krytycznych częstotliwościach, zachowując jednocześnie niezbędną sztywność oprzyrządowania, co skutkuje lepszym wykończeniem powierzchni, wydłużoną żywotnością narzędzia i zwiększoną dokładnością wymiarową.
Zrozumienie dynamiki drgań urządzenia
Wibracje osprzętu obejmują złożone interakcje między wieloma komponentami i siłami:
Kluczowe koncepcje wibracji
- Naturalna częstotliwość: Częstotliwość własna, przy której struktura ma tendencję do drgań, gdy jest zakłócona.
- Rezonans: Wzmocnienie wibracji, gdy częstotliwość wzbudzenia odpowiada częstotliwości drgań własnych
- Współczynnik tłumienia: Miara szybkości rozpraszania energii wibracji (wyższa jest lepsza)
- Zakaźność: Stosunek drgań wyjściowych do drgań wejściowych
- Analiza modalna: Identyfikacja trybów wibracji i ich charakterystyka
- Funkcja odpowiedzi częstotliwościowej: Zależność między wejściem i wyjściem przy różnych częstotliwościach
Krytyczne parametry wibracji
| Parametr | Znaczenie | Metoda pomiaru | Zakres docelowy |
|---|---|---|---|
| Naturalna częstotliwość | Określa potencjał rezonansowy | Testy udarności, analiza modalna | >30% powyżej/poniżej częstotliwości roboczej |
| Współczynnik tłumienia | Zdolność rozpraszania energii | Dekrementacja logarytmiczna, połowa mocy | 0,05-0,15 (wyższy jest lepszy) |
| Transmisyjność | Skuteczność izolacji drgań | Porównanie akcelerometrów | <0,3 przy częstotliwości roboczej |
| Sztywność | Nośność i odporność na ugięcie | Statyczne testy obciążeniowe | Specyficzne dla aplikacji |
| Dynamiczna zgodność | Przemieszczenie na jednostkę siły | Funkcja odpowiedzi częstotliwościowej | Minimalizacja częstotliwości cięcia |
Metodologie analizy dynamicznej
Istnieje kilka sprawdzonych metod analizy charakterystyki drgań osprzętu:
Eksperymentalna analiza modalna3
Złoty standard dla zrozumienia rzeczywistej dynamiki urządzeń:
Konfiguracja testowa
- Montaż urządzenia w rzeczywistych warunkach pracy
- Instalacja akcelerometrów w strategicznych lokalizacjach
- Do wzbudzenia należy użyć skalibrowanego młota udarowego lub wstrząsarki.
- Podłączenie do wielokanałowego dynamicznego analizatora sygnałuProcedura testowa
- Zastosowanie wzbudzenia udarowego lub sinusoidalnego
- Pomiar odpowiedzi w wielu punktach
- Obliczanie funkcji odpowiedzi częstotliwościowej
- Wyodrębnienie parametrów modalnych (częstotliwość, tłumienie, kształty modów)Wskaźniki analizy
- Naturalne częstotliwości i ich bliskość do częstotliwości roboczych
- Współczynniki tłumienia w trybach krytycznych
- Kształty modów i potencjalna interferencja z obrabianym przedmiotem
- Odpowiedź częstotliwościowa przy typowych częstotliwościach obróbki
Analiza kształtu ugięcia operacyjnego
Dla zrozumienia zachowania w rzeczywistych warunkach pracy:
Proces pomiaru
- Montaż akcelerometrów na uchwycie i obrabianym przedmiocie
- Rejestrowanie drgań podczas rzeczywistych operacji obróbki
- Pomiary z odniesieniem do fazyTechniki analizy
- Animowanie kształtów ugięcia przy problematycznych częstotliwościach
- Identyfikacja miejsc maksymalnego ugięcia
- Określanie zależności fazowych między komponentami
- Powiązanie z kwestiami jakości
Strategie projektowania antywibracyjnego
Skuteczne rozwiązania antywibracyjne obejmują wiele strategii:
Strukturalne podejścia projektowe
Optymalizacja dystrybucji masy
- Zwiększenie masy w krytycznych lokalizacjach
- Równowaga rozkładu masy dla minimalnego momentu
- Użycie analiza metodą elementów skończonych4 zoptymalizowaćZwiększenie sztywności
- Trójkątne konstrukcje wsporcze
- Strategiczne ożebrowanie w obszarach o dużym ugięciu
- Wybór materiału zapewniający optymalny stosunek sztywności do masyIntegracja tłumienia
- Ograniczone tłumienie warstwowe w strategicznych lokalizacjach
- Tłumiki masowe dostrojone do określonych częstotliwości
- Wstawki z materiału lepkosprężystego na interfejsach
Wybór materiałów do kontroli wibracji
| Rodzaj materiału | Zdolność tłumienia | Sztywność | Waga | Najlepsze aplikacje |
|---|---|---|---|---|
| Żeliwo | Doskonały | Bardzo dobry | Wysoki | Oprawy ogólnego przeznaczenia |
| Beton polimerowy | Znakomity | Dobry | Wysoki | Precyzyjne uchwyty do obróbki skrawaniem |
| Aluminium z wkładkami tłumiącymi | Dobry | Dobry | Umiarkowany | Lekkość, umiarkowana precyzja |
| Stal z ograniczonym tłumieniem | Bardzo dobry | Doskonały | Wysoki | Obróbka ciężka |
| Materiały kompozytowe | Doskonały | Zmienna | Niski | Zastosowania specjalne |
Techniki izolacji drgań
Do oddzielania osprzętu od źródeł wibracji:
Pasywne systemy izolacyjne
- Izolatory elastomerowe (kauczuk naturalny, neopren)
- Izolatory pneumatyczne
- Systemy amortyzatorów sprężynowychAktywne systemy izolacyjne
- Siłowniki piezoelektryczne
- Siłowniki elektromagnetyczne
- Systemy sterowania ze sprzężeniem zwrotnymSystemy hybrydowe
- Połączone rozwiązania pasywne/aktywne
- Możliwości strojenia adaptacyjnego
Studium przypadku: Poprawa antywibracyjna w obróbce precyzyjnej
Niedawno konsultowałem się z producentem urządzeń medycznych wytwarzającym tytanowe elementy implantów. Doświadczali oni niespójnego wykończenia powierzchni i zmiennej trwałości narzędzia podczas operacji frezowania z dużymi prędkościami.
Analiza wykazała:
- Częstotliwość drgań własnych urządzenia wynosząca 220 Hz ściśle odpowiada częstotliwości wrzeciona
- Współczynnik wzmocnienia 8,5x przy rezonansie
- Niewystarczające tłumienie (współczynnik 0,03)
- Nierównomierny rozkład wibracji w urządzeniu
Poprzez wdrożenie kompleksowego rozwiązania:
- Przeprojektowany uchwyt ze zoptymalizowanym wzorem żebrowania
- Dodano ograniczone tłumienie warstw do powierzchni głównych.
- Wbudowany tłumik masowy o częstotliwości 220 Hz
- Zainstalowany system izolacji pneumatycznej
Wyniki były znaczące:
- Przesunięta częstotliwość drgań własnych do 380 Hz (z dala od zakresu roboczego)
- Zwiększony współczynnik tłumienia do 0,12
- Zmniejszona amplituda drgań przez 91%
- Lepsza spójność wykończenia powierzchni dzięki 78%
- Wydłużona żywotność narzędzia o 2,3x
- Skrócenie czasu cyklu o 15% dzięki wyższym parametrom cięcia
Przewodnik kompatybilności mechanizmów szybkiej wymiany dla wydajnego przezbrajania
Mechanizmy szybkiej wymiany znacznie skracają czas konfiguracji i zwiększają elastyczność produkcji, ale tylko wtedy, gdy są odpowiednio dopasowane do konkretnych wymagań.
Mechanizmy szybkiej wymiany w osprzęcie pneumatycznym wykorzystują znormalizowane systemy interfejsów, aby umożliwić szybką wymianę osprzętu bez poświęcania precyzji lub stabilności. Wybór kompatybilnych systemów wymaga zrozumienia standardów połączeń, specyfikacji powtarzalności i wymagań dotyczących interfejsów, aby zapewnić płynną integrację z istniejącym sprzętem przy zachowaniu wymaganej dokładności pozycjonowania.

Zrozumienie typów systemów szybkiej wymiany
Istnieje kilka znormalizowanych systemów szybkiej wymiany, z których każdy ma inną charakterystykę:
Główne standardy szybkiej wymiany
| Typ systemu | Standard interfejsu | Dokładność pozycjonowania | Udźwig | Mechanizm blokujący | Najlepsze aplikacje |
|---|---|---|---|---|---|
| Mocowanie w punkcie zerowym5 | AMF/Stark/Schunk | ±0,005 mm | Wysoki | Mechaniczny/pneumatyczny | Obróbka precyzyjna |
| Systemy paletowe | System 3R/Erowa | ±0,002-0,005 mm | Średni | Mechaniczny/pneumatyczny | EDM, szlifowanie, frezowanie |
| Oparty na rowku T | Jergens/Carr Lane | ±0,025 mm | Wysoki | Mechaniczny | Obróbka ogólna |
| Blokada kulkowa | Jergens/Halder | ±0,013 mm | Średnio-wysoki | Mechaniczny | Wszechstronne zastosowania |
| Magnetyczny | Maglock/Eclipse | ±0,013 mm | Średni | Elektromagnetyczny | Płaskie elementy obrabiane |
| Piramida/stożkowy | VDI/ISO | ±0,010 mm | Wysoki | Mechaniczny/hydrauliczny | Obróbka ciężka |
Czynniki oceny zgodności
Oceniając kompatybilność systemu szybkiej wymiany, należy wziąć pod uwagę następujące kluczowe czynniki:
Kompatybilność interfejsu mechanicznego
Standardy połączeń fizycznych
- Wymiary wzoru montażowego
- Specyfikacje odbiornika/słupka
- Wymagania dotyczące zezwolenia
- Projekt funkcji wyrównaniaDopasowanie ładowności
- Obciążalność statyczna
- Możliwość obciążenia dynamicznego
- Ograniczenia obciążenia momentem
- Wymagania dotyczące współczynnika bezpieczeństwaKompatybilność środowiskowa
- Zakres temperatur
- Narażenie na chłodziwo/zanieczyszczenie
- Wymagania dotyczące pomieszczeń czystych
- Potrzeby w zakresie zmywania
Kompatybilność wydajności
Wymagania dotyczące dokładności
- Specyfikacje powtarzalności
- Dokładność pozycjonowania bezwzględnego
- Charakterystyka stabilności termicznej
- Długoterminowa stabilnośćCzynniki operacyjne
- Czas zaciskania/odblokowywania
- Wymagania dotyczące ciśnienia uruchamiania
- Możliwości monitorowania
- Zachowanie w trybie awaryjnym
Kompleksowa matryca zgodności
Matryca ta zapewnia kompatybilność między głównymi systemami szybkiej wymiany:
| System | AMF | Schunk | Stark | System 3R | Erowa | Jergens | Carr Lane | Maglock |
|---|---|---|---|---|---|---|---|---|
| AMF | Rodzimy | Adapter | Bezpośredni | Adapter | Nie | Adapter | Adapter | Nie |
| Schunk | Adapter | Rodzimy | Adapter | Nie | Nie | Adapter | Adapter | Nie |
| Stark | Bezpośredni | Adapter | Rodzimy | Nie | Nie | Adapter | Adapter | Nie |
| System 3R | Adapter | Nie | Nie | Rodzimy | Adapter | Nie | Nie | Nie |
| Erowa | Nie | Nie | Nie | Adapter | Rodzimy | Nie | Nie | Nie |
| Jergens | Adapter | Adapter | Adapter | Nie | Nie | Rodzimy | Bezpośredni | Adapter |
| Carr Lane | Adapter | Adapter | Adapter | Nie | Nie | Bezpośredni | Rodzimy | Adapter |
| Maglock | Nie | Nie | Nie | Nie | Nie | Adapter | Adapter | Rodzimy |
Wymagania dotyczące interfejsu pneumatycznego
Systemy szybkiej wymiany wymagają do działania odpowiednich połączeń pneumatycznych:
Standardy połączeń pneumatycznych
| Typ systemu | Standard połączenia | Ciśnienie robocze | Wymagany przepływ | Interfejs sterowania |
|---|---|---|---|---|
| Punkt zerowy | M5/G1/8 | 5-6 bar | 20-40 l/min | Zawór 5/2 lub 5/3 |
| Paleta | M5 | 6-8 bar | 15-25 l/min | Zawór 5/2 |
| Blokada kulkowa | G1/4 | 5-7 bar | 30-50 l/min | Zawór 5/2 |
| Piramida | G1/4 | 6-8 bar | 40-60 l/min | Zawór 5/2 ze wzmacniaczem ciśnienia |
Strategia wdrażania dla systemów mieszanych
Dla obiektów z wieloma standardami szybkiej wymiany:
Ocena standaryzacji
- Inwentaryzacja istniejących systemów
- Ocena wymagań dotyczących wydajności
- Określenie wykonalności migracjiPodejścia przejściowe
- Strategia bezpośredniej wymiany
- Integracja oparta na adapterach
- Implementacja systemu hybrydowego
- Etapowy plan migracjiWymagania dotyczące dokumentacji
- Specyfikacja interfejsu
- Wymagania dotyczące adaptera
- Specyfikacje ciśnienia/przepływu
- Procedury konserwacji
Studium przypadku: Integracja systemu szybkiej wymiany
Niedawno współpracowałem z producentem kontraktowym wytwarzającym komponenty dla wielu branż. Borykali się oni z problemem zbyt długich czasów przezbrojeń i niespójnego pozycjonowania podczas przełączania między różnymi liniami produktów.
Analiza wykazała:
- Trzy niekompatybilne systemy szybkiej wymiany w 12 maszynach
- Średni czas wymiany wynoszący 42 minuty
- Problemy z powtarzalnością pozycjonowania po przełączeniu
- Komplikacje związane z połączeniem pneumatycznym
Poprzez wdrożenie kompleksowego rozwiązania:
- Standardowy system mocowania z punktem zerowym
- Opracowanie niestandardowych adapterów dla starszych urządzeń
- Stworzony standardowy panel interfejsu pneumatycznego
- Wdrożony system połączeń oznaczonych kolorami
- Opracowane wizualne instrukcje pracy
Wyniki były imponujące:
- Skrócenie średniego czasu przezbrojenia do 8,5 minuty
- Poprawiona powtarzalność pozycjonowania do ±0,008 mm
- Wyeliminowane błędy połączenia
- Zwiększone wykorzystanie maszyny przez 14%
- ROI osiągnięty w 4,2 miesiąca
Kompleksowa strategia doboru osprzętu pneumatycznego
Aby wybrać optymalne mocowanie pneumatyczne do dowolnego zastosowania, należy postępować zgodnie z tym zintegrowanym podejściem:
Określenie wymagań dotyczących precyzji
- Określenie wymaganej dokładności pozycjonowania części
- Identyfikacja krytycznych wymiarów i tolerancji
- Ustalenie dopuszczalnych limitów wibracji
- Definiowanie docelowych czasów przełączaniaAnaliza warunków operacyjnych
- Charakterystyka sił skrawania i drgań
- Dokumentowanie czynników środowiskowych
- Mapowanie przepływu pracy i wymagań dotyczących zmiany
- Identyfikacja ograniczeń kompatybilnościWybór odpowiednich technologii
- Wybór mechanizmu synchronizacji na podstawie potrzeb w zakresie dokładności
- Wybór funkcji antywibracyjnych na podstawie analizy dynamicznej
- Określenie systemu szybkiej wymiany na podstawie kompatybilnościZatwierdź wybór
- Testowanie prototypów tam, gdzie to możliwe
- Analiza porównawcza ze standardami branżowymi
- Oblicz oczekiwany zwrot z inwestycji i poprawę wydajności
Zintegrowana matryca wyboru
| Wymagania dotyczące aplikacji | Zalecana synchronizacja | Podejście antywibracyjne | System szybkiej wymiany |
|---|---|---|---|
| Wysoka precyzja, lekka obróbka | Krzywka (±0,01-0,02 mm) | Struktura kompozytowa z dostrojonym tłumieniem | Precyzyjny punkt zerowy |
| Średnia precyzja, ciężka obróbka | Klinowy (±0,03-0,05 mm) | Żeliwo z ograniczonym tłumieniem warstwowym | Zamek kulkowy lub piramida |
| Przeznaczenie ogólne, częste zmiany | System połączeń (±0,05-0,08 mm) | Stal z żebrowaniem strategicznym | System oparty na rowkach teowych |
| Wysoka prędkość, wrażliwość na wibracje | Napęd bezpośredni z kompensacją | Aktywny system tłumienia | Precyzyjny system paletowy |
| Duże części, umiarkowana precyzja | Synchronizacja pneumatyczna | Optymalizacja i izolacja masy | Wytrzymały punkt zerowy |
Wnioski
Wybór optymalnego mocowania pneumatycznego wymaga zrozumienia standardów synchronizacji wieloszczękowej, charakterystyki dynamicznej antywibracyjnej i wymagań kompatybilności szybkiej wymiany. Stosując te zasady, można osiągnąć precyzyjne pozycjonowanie części, zminimalizować szkodliwe wibracje i skrócić czas wymiany w dowolnym zastosowaniu produkcyjnym.
Najczęściej zadawane pytania dotyczące wyboru osprzętu pneumatycznego
Jak często synchronizacja wieloszczękowa powinna być testowana w środowiskach produkcyjnych?
W przypadku ogólnych zastosowań produkcyjnych synchronizację należy testować raz na kwartał. W przypadku zastosowań precyzyjnych (medycyna, lotnictwo), testuj co miesiąc. W przypadku krytycznych zastosowań o wąskich tolerancjach (<0,02 mm) należy przeprowadzać cotygodniową weryfikację. Zawsze testuj po każdej konserwacji, zmianach ciśnienia lub gdy pojawią się problemy z jakością. Używaj skalibrowanych czujników przemieszczenia i dokumentuj wyniki w systemie jakości. Rozważ wdrożenie prostych testów go/no-go do codziennej weryfikacji przez operatora pomiędzy formalnymi pomiarami.
Jakie jest najbardziej opłacalne rozwiązanie antywibracyjne dla istniejących urządzeń?
W przypadku istniejących urządzeń, tłumienie warstwowe jest zazwyczaj najbardziej opłacalnym rozwiązaniem modernizacyjnym. Zastosuj lepkosprężyste arkusze polimerowe z cienkimi metalowymi warstwami ograniczającymi do obszarów o wysokich wibracjach zidentyfikowanych podczas testów stukania lub analizy modalnej. Należy skupić się na obszarach o maksymalnym ugięciu w problematycznych trybach wibracji. Takie podejście zazwyczaj redukuje wibracje o 50-70% przy niewielkich kosztach. Aby uzyskać większą skuteczność, należy rozważyć dodanie masy w strategicznych miejscach i zastosowanie uchwytów izolacyjnych między mocowaniem a stołem maszyny.
Czy mogę mieszać różne systemy szybkiej wymiany w tej samej komórce produkcyjnej?
Tak, ale wymaga to starannego planowania i strategii adaptera. Najpierw należy zidentyfikować "podstawowy" system w oparciu o wymagania dotyczące dokładności i istniejące inwestycje. Następnie należy użyć dedykowanych adapterów do integracji systemów drugorzędnych. Należy udokumentować wpływ układania adapterów na dokładność i sztywność, ponieważ każdy interfejs dodaje potencjalny błąd. Stwórz jasne systemy identyfikacji wizualnej, aby zapobiec niedopasowaniu i ustandaryzować połączenia pneumatyczne we wszystkich systemach. Aby zapewnić długoterminową wydajność, opracuj plan migracji, aby ustandaryzować jeden system w miarę wymiany osprzętu.
-
Zawiera przegląd normy ISO 230-2, która określa metody testowania dokładności pozycjonowania i powtarzalności obrabiarek sterowanych numerycznie. ↩
-
Wyjaśnia zasadę działania liniowego zmiennego transformatora różnicowego (LVDT), typu transformatora elektrycznego używanego do pomiaru przemieszczenia liniowego z wysoką precyzją i niezawodnością. ↩
-
Opisuje eksperymentalną analizę modalną (EMA), proces określania parametrów modalnych (częstotliwości drgań własnych, współczynników tłumienia i kształtów modów) konstrukcji na podstawie danych z testów wibracyjnych. ↩
-
Oferuje wyjaśnienie analizy elementów skończonych (MES), potężnej metody obliczeniowej do symulacji reakcji produktu lub komponentu na rzeczywiste siły, wibracje, ciepło i inne efekty fizyczne w fazie projektowania. ↩
-
Szczegółowo opisuje zasady systemów mocowania z punktem zerowym, rodzaj modułowej technologii mocowania, która zapewnia bardzo dokładną, powtarzalną i szybką metodę pozycjonowania i zabezpieczania osprzętu lub przedmiotów obrabianych. ↩
