
Każdy inżynier, z którym rozmawiałem, staje przed tym samym dylematem: potrzebujesz absolutnego zaufania do swoich komponentów pneumatycznych, ale tradycyjne testy niezawodności mogą opóźnić projekty o miesiące. W międzyczasie zbliżają się terminy produkcji, a kierownictwo wywiera coraz większą presję, oczekując wyników na wczoraj. Ta luka w weryfikacji niezawodności stwarza ogromne ryzyko.
Skuteczny siłownik pneumatyczny weryfikacja niezawodności łączy przyspieszone testy wibracyjne1 z odpowiednim doborem widma, znormalizowanymi cyklami ekspozycji na mgłę solną i kompleksową analizą trybów awaryjnych, aby skompresować miesiące rzeczywistej walidacji do tygodni przy zachowaniu statystycznej pewności.
W zeszłym roku konsultowałem się z producentem urządzeń medycznych w Szwajcarii, który zmagał się z dokładnie tym problemem. Ich linia produkcyjna była gotowa, ale nie mogli jej uruchomić bez sprawdzenia, czy ich beztłoczyskowe siłowniki pneumatyczne zachowają precyzję przez co najmniej 5 lat. Korzystając z naszego podejścia do przyspieszonej weryfikacji, skompresowaliśmy 6 miesięcy testów do zaledwie 3 tygodni, co pozwoliło im uruchomić produkcję zgodnie z harmonogramem, zachowując pełne zaufanie do niezawodności systemu.
Spis treści
- Wybór widma testu wibracji
- Porównanie cykli testowych w mgle solnej
- Szablon analizy przyczyn i skutków awarii
- Wnioski
- Najczęściej zadawane pytania dotyczące weryfikacji niezawodności
Jak wybrać odpowiednie spektrum przyspieszenia w teście wibracji?
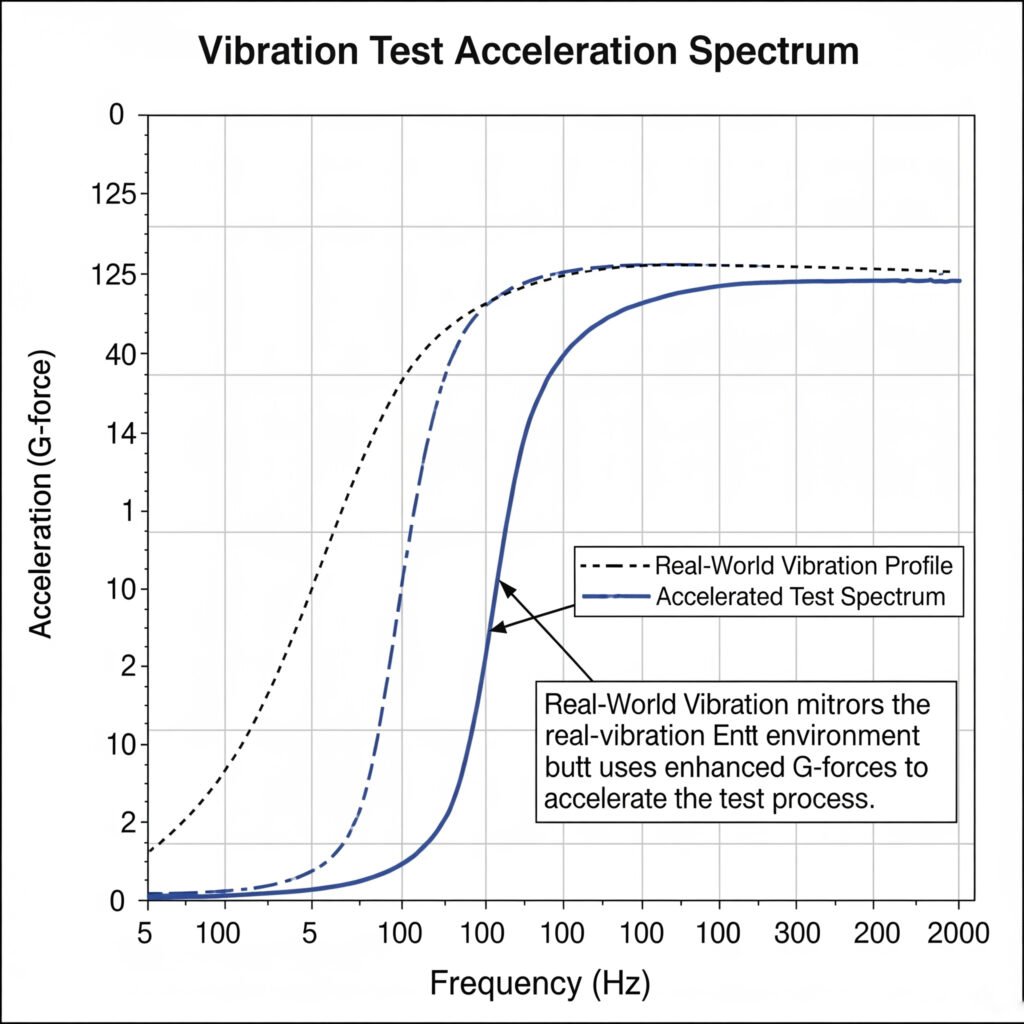
Wybór niewłaściwego spektrum testów wibracyjnych jest jednym z najczęstszych błędów, z jakimi spotykam się podczas weryfikacji niezawodności. Albo spektrum jest zbyt agresywne, powodując nierealistyczne awarie, albo zbyt łagodne, pomijając krytyczne słabości, które pojawią się w rzeczywistym użytkowaniu.
Optymalne spektrum przyspieszenia testów wibracyjnych musi pasować do konkretnego środowiska aplikacji, jednocześnie wzmacniając siły w celu przyspieszenia testów. W przypadku systemów pneumatycznych, spektrum obejmujące 5-2000 Hz z odpowiednimi mnożnikami siły G w oparciu o środowisko instalacji zapewnia najdokładniejsze wyniki predykcyjne.
Zrozumienie kategorii profili drgań
Po przeanalizowaniu setek instalacji systemów pneumatycznych, podzieliłem środowiska wibracyjne na następujące profile:
| Kategoria Środowisko | Zakres częstotliwości | Szczytowa siła G | Współczynnik czasu trwania testu |
|---|---|---|---|
| Przemysł lekki | 5-500 Hz | 0.5-2G | 1x |
| Produkcja ogólna | 5-1000 Hz | 1-5G | 1.5x |
| Przemysł ciężki | 5-2000 Hz | 3-10G | 2x |
| Transport/mobilność | 5-2000 Hz | 5-20G | 3x |
Metodologia wyboru widma
Pomagając klientom wybrać odpowiednie spektrum wibracji, postępuję zgodnie z tym trzystopniowym procesem:
Krok 1: Charakterystyka środowiska
Najpierw należy zmierzyć lub oszacować rzeczywisty profil drgań w środowisku aplikacji. Jeśli bezpośredni pomiar nie jest możliwy, punktem wyjścia mogą być standardy branżowe:
- ISO 20816 dla maszyn przemysłowych
- MIL-STD-810G2 do zastosowań transportowych
- IEC 60068 dla ogólnego sprzętu elektronicznego
Krok 2: Określenie współczynnika przyspieszenia
Aby skrócić czas testowania, musimy wzmocnić siły wibracji. Zależność jest zgodna z tą zasadą:
Czas testu = (rzeczywiste godziny użytkowania × rzeczywista siła G²) ÷ (testowa siła G²)
Na przykład, aby zasymulować 5 lat (43 800 godzin) pracy przy prędkości 2G w zaledwie 168 godzin (1 tydzień), należałoby przeprowadzić testy przy:
Siła G = √[(43 800 × 2²) ÷ 168] = około 32,3G
Krok 3: Kształtowanie widma
Ostatnim krokiem jest ukształtowanie widma częstotliwości tak, aby pasowało do danego zastosowania. Ma to kluczowe znaczenie w przypadku beztłoczyskowych siłowników pneumatycznych, które mają określone częstotliwości rezonansowe, które różnią się w zależności od projektu.
Studium przypadku: Weryfikacja urządzeń pakujących
Niedawno współpracowałem z producentem sprzętu pakującego w Niemczech, który doświadczał tajemniczych awarii swoich cylindrów beztłoczyskowych po około 8 miesiącach pracy w terenie. Standardowe testy nie zidentyfikowały problemu.
Mierząc rzeczywisty profil drgań ich sprzętu, odkryliśmy częstotliwość rezonansową na poziomie 873 Hz, która wzbudzała komponent w konstrukcji cylindra. Opracowaliśmy niestandardowe spektrum testowe, które podkreślało ten zakres częstotliwości i w ciągu 72 godzin przyspieszonych testów odtworzyliśmy awarię. Producent zmodyfikował swój projekt, a problem został rozwiązany zanim dotknął kolejnych klientów.
Wskazówki dotyczące wdrażania testów wibracyjnych
Aby uzyskać najdokładniejsze wyniki, należy postępować zgodnie z poniższymi wskazówkami:
Testowanie w wielu osiach
Testuj kolejno wszystkie trzy osie, ponieważ awarie często występują w nieoczywistych kierunkach. W szczególności w przypadku cylindrów beztłoczyskowych, drgania skrętne mogą powodować awarie, które mogą zostać pominięte w przypadku drgań liniowych.
Rozważania dotyczące temperatury
Przeprowadzaj testy wibracyjne zarówno w temperaturze otoczenia, jak i w maksymalnej temperaturze roboczej. Odkryliśmy, że połączenie podwyższonej temperatury z wibracjami może ujawnić awarie 2,3x szybciej niż same wibracje.
Metody gromadzenia danych
Użyj tych punktów pomiarowych, aby uzyskać kompleksowe dane:
- Przyspieszenie w punktach montażowych
- Przemieszczenie w połowie rozpiętości i w punktach końcowych
- Wahania ciśnienia wewnętrznego podczas wibracji
- Wskaźnik nieszczelności przed, w trakcie i po testach
Jakie cykle testowe w mgle solnej faktycznie przewidują korozję w świecie rzeczywistym?
Testy w mgle solnej są często źle rozumiane i niewłaściwie stosowane w walidacji komponentów pneumatycznych. Wielu inżynierów po prostu przestrzega standardowych czasów trwania testów, nie rozumiejąc, w jaki sposób korelują one z rzeczywistymi warunkami terenowymi.
Najbardziej przewidywalne cykle testów w mgle solnej odpowiadają czynnikom korozyjnym w konkretnym środowisku pracy. W przypadku większości przemysłowych zastosowań pneumatycznych cykliczny test naprzemiennego natryskiwania 5% NaCl (35°C) i okresów suchych zapewnia znacznie lepszą korelację z rzeczywistą wydajnością niż metody ciągłego natryskiwania.

Korelacja między godzinami testów a wydajnością w terenie
Ta tabela porównawcza pokazuje, jak różne metody testowania mgły solnej korelują z rzeczywistą ekspozycją w różnych środowiskach:
| Środowisko | Ciągły ASTM B1173 | Cykliczne ISO 9227 | Zmodyfikowana norma ASTM G85 |
|---|---|---|---|
| Przemysł wewnętrzny | 24h = 1 rok | 8h = 1 rok | 12h = 1 rok |
| Outdoor Urban | 48h = 1 rok | 16h = 1 rok | 24h = 1 rok |
| Wybrzeże | 96h = 1 rok | 32h = 1 rok | 48h = 1 rok |
| Morze/ląd | 200h = 1 rok | 72h = 1 rok | 96h = 1 rok |
Ramy wyboru cyklu testowego
Doradzając klientom w zakresie testów w mgle solnej, zalecam te cykle w zależności od typu komponentu i zastosowania:
Komponenty standardowe (aluminium/stal z podstawowymi wykończeniami)
| Zastosowanie | Metoda badania | Szczegóły cyklu | Kryteria zaliczenia |
|---|---|---|---|
| Użytkowanie wewnątrz pomieszczeń | ISO 9227 NSS | 24h natryskiwania, 24h suszenia × 3 cykle | Brak czerwonej rdzy, <5% biała rdza |
| Ogólne przemysłowe | ISO 9227 NSS | 48 godzin natryskiwania, 24 godziny suszenia × 4 cykle | Brak czerwonej rdzy, <10% biała rdza |
| Trudne środowisko | ASTM G85 A5 | 1 godzina natryskiwania, 1 godzina suszenia × 120 cykli | Brak korozji metali nieszlachetnych |
Komponenty Premium (zwiększona ochrona przed korozją)
| Zastosowanie | Metoda badania | Szczegóły cyklu | Kryteria zaliczenia |
|---|---|---|---|
| Użytkowanie wewnątrz pomieszczeń | ISO 9227 NSS | 72 godziny natryskiwania, 24 godziny suszenia × 3 cykle | Brak widocznej korozji |
| Ogólne przemysłowe | ISO 9227 NSS | 96 godzin natryskiwania, 24 godziny suszenia × 4 cykle | Brak czerwonej rdzy, <5% biała rdza |
| Trudne środowisko | ASTM G85 A5 | 1 godzina natryskiwania, 1 godzina suszenia × 240 cykli | Brak widocznej korozji |
Interpretacja wyników testu
Kluczem do wartościowych testów w mgle solnej jest właściwa interpretacja wyników. Oto, na co należy zwrócić uwagę:
Wskaźniki wizualne
- Biała rdza: Wczesny wskaźnik na powierzchniach cynkowych, generalnie nie ma znaczenia funkcjonalnego.
- Czerwona/brązowa rdza: Korozja metalu nieszlachetnego, wskazuje na uszkodzenie powłoki
- Pęcherze: Wskazuje na uszkodzenie przyczepności powłoki lub korozję podpowierzchniową.
- Creep od Scribe'a: Środki ochrony powłoki w uszkodzonych obszarach
Ocena wpływu na wydajność
Po przeprowadzeniu testów w mgle solnej należy zawsze ocenić te aspekty funkcjonalne:
- Integralność uszczelnienia: Pomiar wskaźników wycieków przed i po ekspozycji
- Siła aktywacji: Porównanie wymaganej siły przed i po teście
- Wykończenie powierzchni: Ocena zmian, które mogą mieć wpływ na współpracujące komponenty
- Stabilność wymiarowa: Sprawdzić pod kątem pęcznienia lub zniekształceń spowodowanych korozją.
Studium przypadku: Testowanie komponentów samochodowych
Duży dostawca z branży motoryzacyjnej doświadczał przedwczesnych uszkodzeń korozyjnych komponentów pneumatycznych w pojazdach eksportowanych do krajów Bliskiego Wschodu. Ich standardowy 96-godzinny test mgły solnej nie identyfikował problemu.
Wdrożyliśmy zmodyfikowany test cykliczny, który obejmował:
- 4 godziny mgły solnej (5% NaCl w 35°C)
- 4 godziny suszenia w temperaturze 60°C przy wilgotności 30%
- 16 godzin ekspozycji na wilgoć w temperaturze 50°C z 95% RH
- Powtarzane przez 10 cykli
Test ten skutecznie zidentyfikował mechanizm awarii w ciągu 7 dni, ujawniając, że połączenie wysokiej temperatury i soli niszczyło określony materiał uszczelniający. Po zmianie materiału na bardziej odpowiedni, liczba awarii spadła o 94%.
Jak można stworzyć FMEA4 To faktycznie zapobiega awariom w terenie?
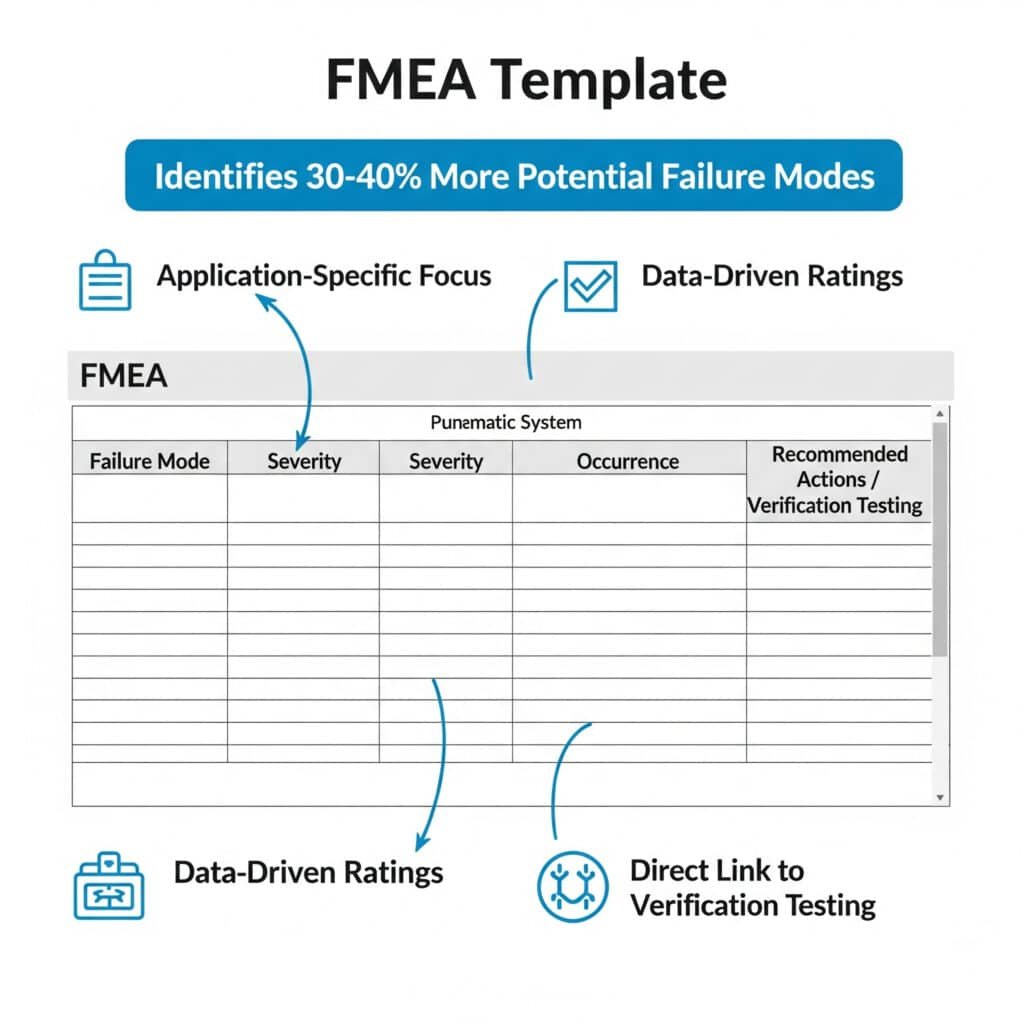
Analiza przyczyn i skutków awarii (FMEA) jest często traktowana jako ćwiczenie papierkowej roboty, a nie potężne narzędzie niezawodności. Większość analiz FMEA, które przeglądam, jest albo zbyt ogólna, albo tak złożona, że jest bezużyteczna w praktyce.
Skuteczny FMEA dla systemów pneumatycznych koncentruje się na trybach awarii specyficznych dla aplikacji, określa ilościowo zarówno prawdopodobieństwo, jak i konsekwencje przy użyciu ocen opartych na danych i bezpośrednio łączy się z metodami testowania weryfikacyjnego. Takie podejście zazwyczaj identyfikuje 30-40% więcej potencjalnych trybów awarii niż ogólne szablony.
Struktura FMEA dla komponentów pneumatycznych
Najskuteczniejszy szablon FMEA dla systemów pneumatycznych zawiera następujące kluczowe elementy:
| Sekcja | Cel | Kluczowe korzyści |
|---|---|---|
| Podział komponentów | Identyfikuje wszystkie krytyczne części | Zapewnia kompleksową analizę |
| Opis funkcji | Określa zamierzoną wydajność | Wyjaśnia, co stanowi awarię |
| Tryby awarii | Wymienia konkretne sposoby, w jakie funkcja może zawieść | Prowadzi ukierunkowane testy |
| Analiza efektów | Opisuje wpływ na system i użytkownika | Priorytetyzuje krytyczne kwestie |
| Analiza przyczyn | Identyfikuje przyczyny źródłowe | Kieruje działaniami zapobiegawczymi |
| Bieżąca kontrola | Dokumentuje istniejące zabezpieczenia | Zapobiega powielaniu działań |
| Numer priorytetu ryzyka5 | Kwantyfikuje ogólne ryzyko | Koncentruje zasoby na najwyższym ryzyku |
| Zalecane działania | Określa kroki łagodzące | Tworzy plan działania |
| Metoda weryfikacji | Łącza do określonych testów | Zapewnia prawidłową walidację |
Opracowanie trybów awarii specyficznych dla aplikacji
Ogólne analizy FMEA często pomijają najważniejsze tryby awarii, ponieważ nie uwzględniają konkretnego zastosowania. Polecam to podejście do opracowywania kompleksowych trybów awarii:
Krok 1: Analiza funkcji
Podziel każdą funkcję komponentu na konkretne wymagania dotyczące wydajności:
W przypadku beztłoczyskowego siłownika pneumatycznego funkcje obejmują:
- Zapewnienie ruchu liniowego z określoną siłą
- Utrzymywanie dokładności pozycji w granicach tolerancji
- Utrzymywanie ciśnienia bez wycieków
- Działanie w ramach parametrów prędkości
- Utrzymuje wyrównanie pod obciążeniem
Krok 2: Mapowanie czynników środowiskowych
Dla każdej funkcji należy rozważyć, w jaki sposób te czynniki środowiskowe mogą spowodować awarię:
| Czynnik | Potencjalny wpływ |
|---|---|
| Temperatura | Zmiany właściwości materiału, rozszerzalność cieplna |
| Wilgotność | Korozja, problemy elektryczne, zmiany tarcia |
| Wibracje | Rozluźnienie, zmęczenie, rezonans |
| Zanieczyszczenie | Zużycie, zablokowanie, uszkodzenie uszczelki |
| Zmiana ciśnienia | Naprężenie, odkształcenie, uszkodzenie uszczelnienia |
| Częstotliwość cyklu | Zmęczenie, nagromadzenie ciepła, awaria smarowania |
Krok 3: Analiza interakcji
Rozważ, w jaki sposób komponenty oddziałują na siebie nawzajem i na system:
- Punkty styku między komponentami
- Ścieżki transferu energii
- Zależności sygnału/sterowania
- Kwestie kompatybilności materiałowej
Metodologia oceny ryzyka
Tradycyjne obliczenie RPN (Risk Priority Number) często nie zapewnia dokładnej priorytetyzacji ryzyka. Zalecam to rozszerzone podejście:
Ocena dotkliwości (1-10)
W oparciu o te kryteria:
1-2: Nieznaczny wpływ, brak zauważalnego efektu
3-4: Niewielki wpływ, niewielki spadek wydajności
5-6: Umiarkowany wpływ, ograniczona funkcjonalność
7-8: Poważny wpływ, znaczna utrata wydajności
9-10: Krytyczny wpływ, zagrożenie bezpieczeństwa lub całkowita awaria
Ocena występowania (1-10)
Na podstawie prawdopodobieństwa opartego na danych:
1: <1 na milion cykli
2-3: 1-10 na milion cykli
4-5: 1-10 na 100 000 cykli
6-7: 1-10 na 10 000 cykli
8-10: >1 na 1000 cykli
Ocena wykrywania (1-10)
Na podstawie możliwości weryfikacji:
1-2: Pewne wykrywanie przed wpływem na klienta
3-4: Wysokie prawdopodobieństwo wykrycia
5-6: Umiarkowana szansa wykrycia
7-8: Niskie prawdopodobieństwo wykrycia
9-10: Nie można wykryć za pomocą obecnych metod
Powiązanie FMEA z testami weryfikacyjnymi
Najcenniejszym aspektem prawidłowego FMEA jest tworzenie bezpośrednich powiązań z testami weryfikacyjnymi. Dla każdego trybu awarii należy określić:
- Metoda badania: Konkretny test, który zweryfikuje ten tryb awarii
- Parametry testu: Dokładne wymagane warunki
- Kryteria zaliczenia/niezaliczenia: Ilościowe standardy akceptacji
- Wielkość próby: Wymagania dotyczące ufności statystycznej
Studium przypadku: Ulepszanie projektu w oparciu o FMEA
Producent sprzętu medycznego z Danii opracowywał nowe urządzenie wykorzystujące beztłoczyskowe siłowniki pneumatyczne do precyzyjnego pozycjonowania. Ich początkowa FMEA była ogólna i pomijała kilka krytycznych trybów awarii.
Korzystając z naszego specyficznego dla aplikacji procesu FMEA, zidentyfikowaliśmy potencjalny tryb awarii, w którym wibracje mogą powodować stopniową niewspółosiowość układu łożysk cylindra. Nie zostało to uwzględnione w standardowych testach.
Opracowaliśmy połączony test wibracji i cyklu, który symulował 5 lat pracy w ciągu 2 tygodni. Test ujawnił stopniowy spadek wydajności, który byłby niedopuszczalny w zastosowaniach medycznych. Modyfikując konstrukcję łożyska i dodając dodatkowy mechanizm osiowania, problem został rozwiązany przed wprowadzeniem produktu na rynek.
Wnioski
Skuteczna weryfikacja niezawodności systemów pneumatycznych wymaga starannie dobranego spektrum testów wibracyjnych, odpowiednich do zastosowania cykli testów w mgle solnej oraz kompleksowej analizy trybów awaryjnych. Integrując te trzy podejścia, można znacznie skrócić czas weryfikacji, jednocześnie zwiększając zaufanie do długoterminowej niezawodności.
Najczęściej zadawane pytania dotyczące weryfikacji niezawodności
Jaki jest minimalny rozmiar próbki wymagany do wiarygodnego testowania komponentów pneumatycznych?
W przypadku komponentów pneumatycznych, takich jak siłowniki beztłoczyskowe, zaufanie statystyczne wymaga przetestowania co najmniej 5 jednostek do testów kwalifikacyjnych i 3 jednostek do bieżącej weryfikacji jakości. Krytyczne zastosowania mogą wymagać większych próbek 10-30 jednostek w celu wykrycia mniej prawdopodobnych trybów awarii.
Jak określić odpowiedni współczynnik przyspieszenia dla testów niezawodności?
Odpowiedni współczynnik przyspieszenia zależy od testowanych mechanizmów uszkodzeń. W przypadku zużycia mechanicznego typowe są współczynniki 2-5x. W przypadku starzenia termicznego często stosuje się współczynnik 10x. W przypadku testów wibracyjnych można zastosować współczynniki 5-20x. Wyższe współczynniki mogą powodować nierealistyczne tryby awarii.
Czy wyniki testów w mgle solnej mogą przewidzieć rzeczywistą odporność na korozję w latach?
Testy w mgle solnej zapewniają względne, a nie bezwzględne prognozy odporności na korozję. Korelacja między godzinami testu a rzeczywistymi latami różni się znacznie w zależności od środowiska. W przypadku przemysłowych środowisk wewnętrznych, 24-48 godzin ciągłej mgły solnej zazwyczaj odpowiada 1-2 latom ekspozycji.
Jaka jest różnica między DFMEA i PFMEA dla komponentów pneumatycznych?
Design FMEA (DFMEA) koncentruje się na nieodłącznych słabościach projektowych komponentów pneumatycznych, podczas gdy Process FMEA (PFMEA) zajmuje się potencjalnymi awariami wprowadzanymi podczas produkcji. Obie te metody są niezbędne - DFMEA zapewnia solidność projektu, podczas gdy PFMEA zapewnia stałą jakość produkcji.
Jak często należy powtarzać testy weryfikacji niezawodności podczas produkcji?
Pełna weryfikacja niezawodności powinna być przeprowadzana podczas wstępnej kwalifikacji i za każdym razem, gdy wystąpią znaczące zmiany w projekcie lub procesie. Skrócona weryfikacja (koncentrująca się na parametrach krytycznych) powinna być przeprowadzana co kwartał, ze statystycznym próbkowaniem w oparciu o wielkość produkcji i poziom ryzyka.
Jakie czynniki środowiskowe mają największy wpływ na niezawodność siłowników pneumatycznych bez tłoczyska?
Najważniejszymi czynnikami środowiskowymi wpływającymi na niezawodność siłowników pneumatycznych bez tłoczyska są wahania temperatury (wpływające na wydajność uszczelnienia), zanieczyszczenie cząstkami stałymi (powodujące przyspieszone zużycie) oraz wibracje (wpływające na wyrównanie łożysk i integralność uszczelnienia). Te trzy czynniki odpowiadają za około 70% przedwczesnych awarii.
-
Wyjaśnia zasady przyspieszonego testowania żywotności (ALT), procesu testowania produktu poprzez poddanie go warunkom (takim jak naprężenie, odkształcenie, temperatura, napięcie, częstotliwość wibracji) przekraczającym jego normalne parametry serwisowe w celu określenia jego żywotności w krótszym czasie. ↩
-
Zawiera przegląd MIL-STD-810, amerykańskiej normy wojskowej, która określa względy inżynierii środowiskowej i testy laboratoryjne, koncentrując się na szeroko stosowanych metodach testowania wibracji, które symulują rzeczywiste warunki dla sprzętu. ↩
-
Szczegółowe informacje na temat normy ASTM B117, która zapewnia znormalizowaną procedurę obsługi aparatu do neutralnej mgły solnej (mgły), powszechnego i długotrwałego testu korozyjnego stosowanego do oceny względnej odporności na korozję materiałów i powłok. ↩
-
Oferuje kompleksowe wyjaśnienie analizy przyczyn i skutków awarii (FMEA), systematycznego, proaktywnego podejścia do identyfikacji potencjalnych trybów awarii w projekcie, procesie lub produkcie oraz oceny ryzyka związanego z tymi awariami. ↩
-
Opisuje metodę obliczania numeru priorytetu ryzyka (RPN) w FMEA, który jest ilościowym rankingiem ryzyka obliczanym przez pomnożenie punktów za dotkliwość, występowanie i wykrywanie, wykorzystywanym do ustalania priorytetów działań naprawczych. ↩
