

Czy starasz się uzasadnić dodatkowe inwestycje w systemy pneumatyczne, jednocześnie stojąc w obliczu rosnącej presji na obniżenie kosztów operacyjnych? Wielu kierowników ds. konserwacji i inżynierii znajduje się w pułapce między ograniczeniami budżetowymi a oczekiwaniami dotyczącymi wydajności, nie mając pewności, jak wykazać korzyści finansowe wynikające z optymalizacji systemu.
Strategiczny ROI1 ulepszenie dla siłownik beztłoczyskowy systemy łączą w sobie wielocylindrową optymalizację synergii, systematyczne wykrywanie wycieków powietrza i oparte na danych modelowanie zapasów części zamiennych - zapewniając typowe okresy zwrotu wynoszące 3-8 miesięcy, przy jednoczesnym obniżeniu kosztów operacyjnych o 15-30% i poprawie niezawodności systemu o 25-40%.
Niedawno współpracowałem z producentem sprzętu do pakowania, który wdrożył te strategie w swoich systemach pneumatycznych i osiągnął niezwykły zwrot z inwestycji w wysokości 267% w ciągu pierwszego roku, przekształcając swoje systemy pneumatyczne z obciążenia konserwacyjnego w przewagę konkurencyjną. Ich doświadczenie nie jest wyjątkowe - takie wyniki można osiągnąć w praktycznie każdym zastosowaniu przemysłowym, jeśli właściwie wdroży się odpowiednie strategie usprawnień.
Spis treści
- W jaki sposób optymalizacja synergii wielu cylindrów może zmaksymalizować wydajność systemu?
- Jakie techniki wykrywania wycieków powietrza zapewniają najszybszy zwrot z inwestycji?
- Który model inwentaryzacji części zamiennych zminimalizuje koszty przestojów?
- Wnioski
- Najczęściej zadawane pytania dotyczące zwiększenia zwrotu z inwestycji w przypadku siłowników beztłoczyskowych
W jaki sposób optymalizacja synergii wielu cylindrów może zmaksymalizować wydajność systemu?
Optymalizacja synergii wielu cylindrów stanowi jedną z najczęściej pomijanych możliwości znacznej poprawy wydajności systemów pneumatycznych.
Skuteczna wielocylindrowa optymalizacja synergii łączy strategiczne dławienie, skoordynowane profilowanie ruchu i wykorzystanie kaskady ciśnień - zwykle zmniejszając zużycie powietrza o 20-35%, jednocześnie poprawiając czas cyklu o 10-15% i wydłużając żywotność komponentów o 30-50%.
Wdrażając strategie optymalizacji w różnych branżach, odkryłem, że większość organizacji koncentruje się na wydajności poszczególnych cylindrów, nie dostrzegając istotnych korzyści płynących z optymalizacji na poziomie systemu. Kluczem jest postrzeganie wielu cylindrów jako zintegrowanego systemu, a nie izolowanych komponentów.
Kompleksowe ramy optymalizacji synergii
Prawidłowo wdrożone podejście do optymalizacji synergii obejmuje te podstawowe elementy:
1. Wdrożenie strategicznego dławienia
Skoordynowane dławienie w wielu cylindrach zapewnia znaczące korzyści:
| Strategia dławienia | Wpływ zużycia powietrza | Wpływ na wydajność | Złożoność wdrożenia |
|---|---|---|---|
| Optymalizacja poszczególnych cylindrów | 10-15% redukcja | Minimalna zmiana | Niski |
| Sekwencyjna koordynacja ruchów | 15-25% redukcja | Ulepszenie 5-10% | Średni |
| Implementacja kaskady ciśnień | Redukcja 20-30% | Ulepszenie 10-15% | Średnio-wysoki |
| Dynamiczna adaptacja ciśnienia | Redukcja 25-35% | Ulepszenie 15-20% | Wysoki |
Uwagi dotyczące wdrożenia:
- Analiza wymagań dotyczących sekwencji ruchu
- Identyfikacja współzależności między cylindrami
- Określenie ruchów krytycznych i niekrytycznych
- Ustalenie minimalnych wymagań dotyczących ciśnienia dla każdego ruchu
2. Skoordynowany rozwój profilu ruchu
Zoptymalizowane profile ruchu maksymalizują wydajność wielu cylindrów:
Techniki optymalizacji sekwencji
- Nakładające się, niekolidujące ze sobą ruchy
- Rozłożenie w czasie operacji o wysokim zużyciu energii
- Minimalizacja czasu oczekiwania między ruchami
- Optymalizacja profili przyspieszania i zwalnianiaStrategie równoważenia obciążenia
- Rozkład szczytowego zużycia powietrza
- Wyrównywanie ciśnienia
- Równoważenie obciążenia cylindrów
- Minimalizacja wahań ciśnieniaOptymalizacja czasu cyklu
- Identyfikacja operacji na ścieżce krytycznej
- Usprawnienie ruchów bez wartości dodanej
- Wdrażanie operacji równoległych tam, gdzie to możliwe
- Optymalizacja czasu przejścia
3. Kaskada ciśnień2 Wykorzystanie
Wykorzystanie różnic ciśnień w całym systemie poprawia wydajność:
Konstrukcja systemu wielociśnieniowego
- Wdrażanie wielopoziomowych poziomów nacisku
- Dopasowanie ciśnienia do rzeczywistych wymagań
- Wykorzystanie strategii obniżania ciśnienia
- Odzyskiwanie energii spalin tam, gdzie jest to możliweSekwencyjne wykorzystanie ciśnienia
- Wykorzystanie powietrza wylotowego do operacji wtórnych
- Wdrażanie technik recyklingu powietrza
- Ciśnienie kaskadowe od wysokich do niskich wymagań
- Optymalizacja rozmieszczenia zaworów i regulatorówDynamiczna kontrola ciśnienia
- Wdrażanie adaptacyjnej regulacji ciśnienia
- Wykorzystanie elektronicznych kontrolerów ciśnienia
- Opracowywanie profili ciśnienia specyficznych dla aplikacji
- Integracja regulacji opartej na sprzężeniu zwrotnym
Metodologia wdrażania
Aby wdrożyć skuteczną optymalizację synergii wielu cylindrów, należy postępować zgodnie z tym ustrukturyzowanym podejściem:
Krok 1: Analiza i mapowanie systemu
Zacznij od kompleksowego zrozumienia systemu:
Dokumentacja sekwencji ruchu
- Tworzenie szczegółowych wykresów sekwencji operacji
- Dokumentowanie wymagań czasowych
- Identyfikacja zależności między ruchami
- Mapowanie bieżących wzorców zużycia powietrzaAnaliza wymagań ciśnieniowych
- Pomiar rzeczywistego zapotrzebowania na ciśnienie dla każdej operacji
- Identyfikacja operacji z nadmiernym ciśnieniem
- Dokumentacja minimalnych wymagań dotyczących ciśnienia
- Analiza wahań ciśnieniaIdentyfikacja ograniczeń
- Określenie krytycznych wymagań czasowych
- Identyfikacja fizycznych stref zakłóceń
- Dokumentowanie kwestii bezpieczeństwa
- Ustanowienie wymagań dotyczących wydajności
Krok 2: Opracowanie strategii optymalizacji
Stwórz dostosowany plan optymalizacji:
Projektowanie strategii dławienia
- Określenie optymalnych ustawień przepustnicy
- Wybór odpowiednich komponentów dławiących
- Podejście do implementacji projektu
- Opracowanie procedur dostosowawczychPrzeprojektowanie profilu ruchu
- Tworzenie zoptymalizowanych diagramów sekwencji
- Opracowanie skoordynowanych profili ruchu
- Czas przejścia projektu
- Ustalenie parametrów kontroliRekonfiguracja systemu ciśnieniowego
- Wdrożenie strefy ciśnienia projektowego
- Opracowanie podejścia kaskadowego
- Wybór elementów sterujących
- Tworzenie specyfikacji implementacji
Krok 3: Wdrożenie i walidacja
Wykonanie planu optymalizacji z odpowiednią walidacją:
Etapowe wdrażanie
- Wdrażanie zmian w logicznej kolejności
- Testowanie poszczególnych optymalizacji
- Stopniowa integracja zmian systemowych
- Dokumentowanie wydajności na każdym etapiePomiar wydajności
- Monitorowanie zużycia powietrza
- Pomiar czasu cyklu
- Profile ciśnienia dokumentów
- Niezawodność systemu śledzeniaCiągłe udoskonalanie
- Analiza danych dotyczących wydajności
- Wprowadzanie stopniowych zmian
- Wyniki optymalizacji dokumentów
- Wdrażanie zdobytych doświadczeń
Rzeczywiste zastosowanie: Samochodowa linia montażowa
Jeden z moich najbardziej udanych projektów optymalizacji wielocylindrowej dotyczył linii montażowej w branży motoryzacyjnej z 24 cylindrami beztłoczyskowymi działającymi w skoordynowanej sekwencji. Ich wyzwania obejmowały:
- Wysokie koszty energii spowodowane nadmiernym zużyciem powietrza
- Niespójne czasy cykli wpływające na produkcję
- Wahania ciśnienia powodujące problemy z niezawodnością
- Ograniczony budżet na modernizację podzespołów
Wdrożyliśmy kompleksową strategię optymalizacji:
Analiza systemu
- Zmapowana pełna sekwencja operacji
- Zmierzone rzeczywiste wymagania dotyczące ciśnienia
- Udokumentowane wzorce zużycia powietrza
- Zidentyfikowane możliwości optymalizacjiWdrożenie strategicznego dławienia
- Zainstalowane precyzyjne regulatory przepływu
- Wdrożono dławienie różnicowe
- Zoptymalizowane prędkości wysuwania/wsuwania
- Zrównoważone profile ruchuOptymalizacja systemu ciśnieniowego
- Utworzono trzy strefy ciśnienia (6 bar, 5 bar, 4 bar)
- Wdrożono sekwencyjne wykorzystanie ciśnienia
- Zainstalowane elektroniczne kontrolery ciśnienia
- Opracowane profile ciśnienia specyficzne dla aplikacji
Wyniki przekroczyły oczekiwania:
| Metryczny | Przed optymalizacją | Po optymalizacji | Ulepszenie |
|---|---|---|---|
| Zużycie powietrza | 1 240 litrów/cykl | 820 litrów/cykl | Redukcja 34% |
| Czas cyklu | 18,5 sekundy | 16,2 sekundy | Ulepszenie 12.4% |
| Wahania ciśnienia | ±0,8 bar | ±0,3 bar | 62.51 Redukcja TP3T |
| Awarie cylindrów | 37 rocznie | 14 rocznie | Redukcja 62% |
| Roczny koszt energii | $68,400 | $45,200 | $23 200 oszczędności |
Kluczowym spostrzeżeniem było uznanie, że cylindry działające w sekwencji tworzą zarówno ograniczenia, jak i możliwości. Patrząc na system holistycznie, byliśmy w stanie wykorzystać te interakcje, aby stworzyć znaczące ulepszenia bez konieczności wymiany głównych komponentów. Optymalizacja zapewniła 3,2-miesięczny okres zwrotu przy minimalnych nakładach inwestycyjnych.
Jakie techniki wykrywania wycieków powietrza zapewniają najszybszy zwrot z inwestycji?
Wycieki powietrza w układach pneumatycznych stanowią jedną z najbardziej uporczywych i kosztownych nieefektywności, ale oferują również jeden z najszybszych zwrotów z inwestycji, jeśli zostaną odpowiednio rozwiązane.
Skuteczne wykrywanie wycieków powietrza łączy w sobie systematyczną kontrolę ultradźwiękową, testowanie spadku ciśnienia i monitorowanie oparte na przepływie - zazwyczaj identyfikując wycieki, które marnują 20-35% produkcji sprężonego powietrza, zapewniając jednocześnie zwrot z inwestycji w ciągu 2-4 miesięcy dzięki prostym naprawom i ukierunkowanej wymianie komponentów.

Wdrażając programy wykrywania nieszczelności w wielu branżach, odkryłem, że większość organizacji jest zszokowana odkryciem zakresu wycieków powietrza po zastosowaniu systematycznych metod wykrywania. Kluczem jest wdrożenie kompleksowego, ciągłego programu wykrywania, a nie reaktywnych, okazjonalnych inspekcji.
Kompleksowa struktura wykrywania wycieków
Skuteczny program wykrywania wycieków obejmuje te podstawowe elementy:
1. Kontrola ultradźwiękowa3 Metodologia
Wykrywanie ultradźwiękowe zapewnia najbardziej wszechstronne i skuteczne podejście:
Wybór i konfiguracja sprzętu
- Wybór odpowiednich czujników ultradźwiękowych
- Konfigurowanie czułości częstotliwości
- Korzystanie z odpowiednich przystawek i akcesoriów
- Kalibracja dla określonych środowiskProcedury systematycznej kontroli
- Opracowanie standardowych wzorców skanowania
- Tworzenie strefowych tras inspekcji
- Ustanowienie spójnych technik odległości i kąta
- Wdrażanie metod izolacji hałasuKlasyfikacja i dokumentacja wycieków
- Opracowanie systemu klasyfikacji dotkliwości
- Tworzenie ustandaryzowanej dokumentacji
- Wdrażanie metod nagrywania cyfrowego
- Ustanowienie procedur śledzenia trendów
2. Wdrożenie testów zaniku ciśnienia
Test zaniku ciśnienia zapewnia ilościowy pomiar nieszczelności:
Podejście do segmentacji systemu
- Podział systemu na testowalne sekcje
- Instalacja odpowiednich zaworów odcinających
- Tworzenie punktów próby ciśnieniowej
- Opracowywanie procedur testowych sekcja po sekcjiTechniki pomiaru i analizy
- Ustalenie podstawowych wskaźników spadku ciśnienia
- Wdrażanie standardowych czasów trwania testów
- Obliczanie objętościowych wskaźników wycieków
- Porównanie z akceptowalnymi progamiMetody ustalania priorytetów i śledzenia
- Ranking sekcji według stopnia wycieku
- Śledzenie ulepszeń w czasie
- Ustalenie docelowych celów redukcji
- Wdrażanie testów weryfikacyjnych
3. Systemy monitorowania oparte na przepływie
Ciągłe monitorowanie zapewnia bieżące wykrywanie wycieków:
Strategia instalacji przepływomierza
- Wybór odpowiedniej technologii pomiaru przepływu
- Określanie optymalnego rozmieszczenia liczników
- Wdrażanie funkcji obejścia
- Ustalanie parametrów pomiaruPodstawowa analiza zużycia
- Pomiar konsumpcji produkcyjnej i nieprodukcyjnej
- Ustalenie normalnych wzorców przepływu
- Identyfikacja nieprawidłowej konsumpcji
- Opracowywanie analizy trendówSystem ostrzegania i reagowania
- Ustawianie alertów progowych
- Wdrażanie automatycznych powiadomień
- Opracowanie procedur reagowania
- Tworzenie protokołów eskalacji
Metodologia wdrażania
Aby wdrożyć skuteczne wykrywanie wycieków, należy postępować zgodnie z tym ustrukturyzowanym podejściem:
Krok 1: Wstępna ocena i planowanie
Zacznij od kompleksowego zrozumienia obecnej sytuacji:
Pomiar wyjściowy
- Pomiar całkowitej produkcji sprężonego powietrza
- Dokumentowanie bieżących kosztów energii
- Szacunkowy procentowy upływ prądu
- Oblicz potencjalne oszczędnościMapowanie systemu
- Tworzenie kompleksowych diagramów systemowych
- Lokalizacje komponentów dokumentu
- Identyfikacja obszarów wysokiego ryzyka
- Ustanowienie stref kontroliRozwój programu
- Wybór odpowiednich metod wykrywania
- Opracowanie harmonogramów inspekcji
- Tworzenie szablonów dokumentacji
- Ustanowienie protokołów napraw
Krok 2: Wdrożenie wykrywania
Systematycznie wykonuj program wykrywający:
Wykonanie kontroli ultradźwiękowej
- Przeprowadzanie inspekcji strefa po strefie
- Dokumentowanie wszystkich zidentyfikowanych wycieków
- Klasyfikacja według dotkliwości i typu
- Tworzenie listy priorytetów naprawWdrożenie testów ciśnieniowych
- Przeprowadzanie testów sekcja po sekcji
- Obliczanie wskaźników wycieków
- Identyfikacja sekcji o najgorszych wynikach
- Dokumentowanie wyników i zaleceńWdrożenie systemu monitorowania
- Instalacja urządzeń do pomiaru przepływu
- Konfiguracja parametrów monitorowania
- Ustalenie wzorców bazowych
- Wdrażanie progów alarmowych
Krok 3: Naprawa i weryfikacja
Systematyczne usuwanie zidentyfikowanych wycieków:
Priorytetowe wykonanie naprawy
- W pierwszej kolejności należy zająć się wyciekami o największym wpływie
- Wdrożenie standardowych metod naprawy
- Dokumentowanie wszystkich napraw
- Śledzenie kosztów naprawTesty weryfikacyjne
- Ponowny test po naprawie
- Ulepszanie dokumentów
- Oblicz rzeczywiste oszczędności
- Aktualizacja linii bazowej systemuZrównoważony rozwój programu
- Wdrożenie harmonogramu regularnych inspekcji
- Szkolenie personelu w zakresie metod wykrywania
- Tworzenie bieżących raportów
- Świętowanie i publikowanie wyników
Rzeczywiste zastosowanie: Zakład przetwórstwa spożywczego
Jedno z moich najbardziej udanych wdrożeń w zakresie wykrywania wycieków miało miejsce w dużym zakładzie przetwórstwa spożywczego z rozbudowanymi systemami pneumatycznymi. Ich wyzwania obejmowały:
- Wysokie koszty energii związane z produkcją sprężonego powietrza
- Niespójne ciśnienie wpływające na sprzęt produkcyjny
- Ograniczone zasoby konserwacyjne
- Trudne wymagania sanitarne
Wdrożyliśmy kompleksowy program wykrywania:
Wstępna ocena
- Zmierzone zużycie podstawowe: Średnio 1250 CFM
- Udokumentowane zużycie nieprodukcyjne: 480 CFM
- Obliczony szacunkowy wyciek: 38% produkcji
- Przewidywane potencjalne oszczędności: $94,500 rocznieWdrożenie programu wykrywania
- Wdrożona detekcja ultradźwiękowa we wszystkich strefach
- Wdrożono cotygodniowe testy zaniku ciśnienia poza godzinami pracy.
- Zainstalowane przepływomierze na głównych liniach dystrybucyjnych
- Stworzenie cyfrowego systemu dokumentacjiProgram systematycznej naprawy
- Priorytetowe naprawy według ilości wycieków
- Wdrożone standardowe procedury naprawcze
- Tworzenie tygodniowego harmonogramu napraw
- Śledzone i weryfikowane wyniki
Wyniki były niezwykłe:
| Metryczny | Przed programem | Po 3 miesiącach | Po 6 miesiącach |
|---|---|---|---|
| Całkowite zużycie powietrza | 1 250 CFM | 980 CFM | 840 CFM |
| Zużycie nieprodukcyjne | 480 CFM | 210 CFM | 70 CFM |
| Procentowy wyciek | 38% | 21% | 8% |
| Miesięczny koszt energii | $21,600 | $16,900 | $14,500 |
| Roczne oszczędności | – | $56,400 | $85,200 |
Kluczowym spostrzeżeniem było uznanie, że wykrywanie wycieków musi być ciągłym programem, a nie jednorazowym wydarzeniem. Wdrażając systematyczne procedury i tworząc odpowiedzialność za wyniki, obiekt był w stanie osiągnąć i utrzymać wyjątkową wydajność. Program zapewnił całkowity zwrot z inwestycji w zaledwie 2,7 miesiąca, przy minimalnych inwestycjach kapitałowych poza sprzętem do wykrywania.
Który model inwentaryzacji części zamiennych zminimalizuje koszty przestojów?
Optymalizacja zapasów części zamiennych do siłowników beztłoczyskowych stanowi jeden z najtrudniejszych aspektów zarządzania układami pneumatycznymi, wymagający starannego wyważenia kosztów zapasów i ryzyka przestojów.
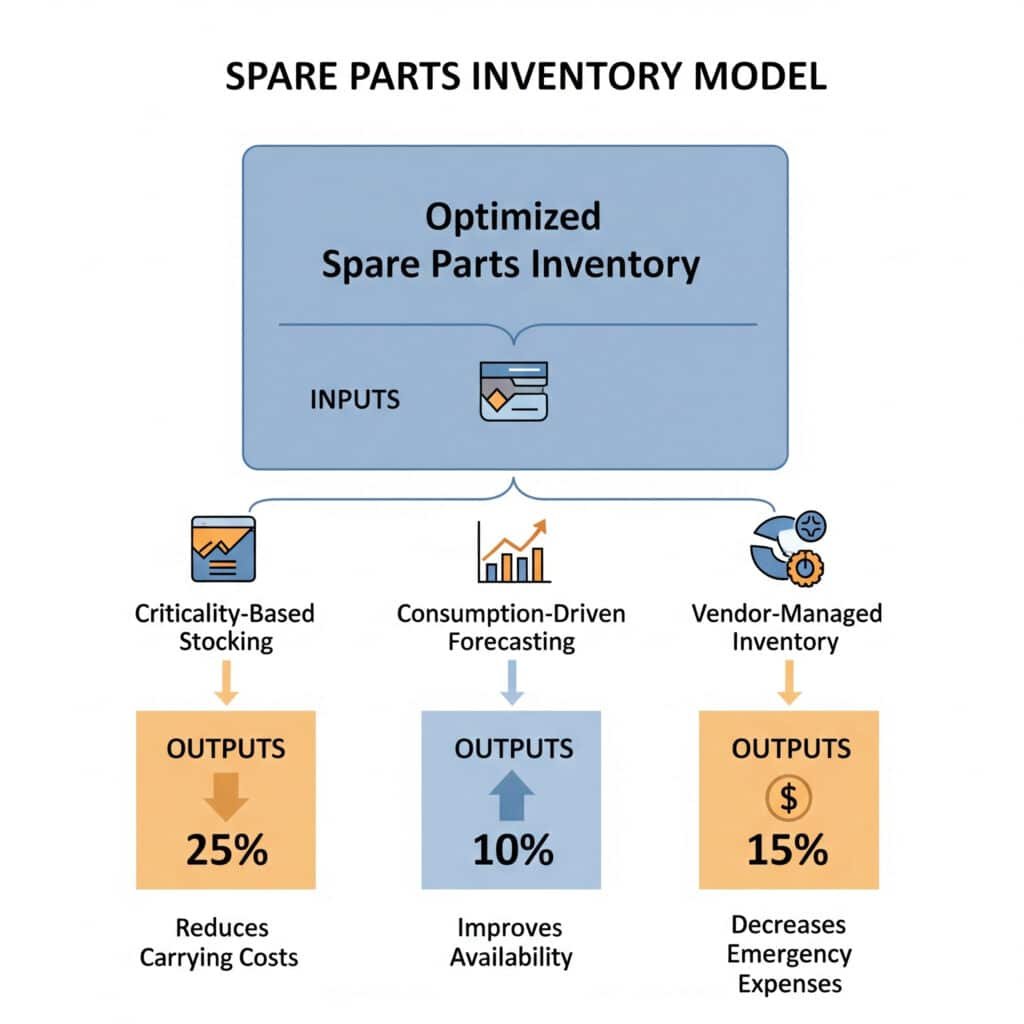
Skuteczna optymalizacja zapasów części zamiennych łączy zapasy oparte na krytyczności, prognozowanie oparte na zużyciu i podejście do zapasów zarządzane przez dostawcę - zazwyczaj zmniejszając koszty utrzymania zapasów o 25-40%, jednocześnie poprawiając dostępność części o 15-25% i zmniejszając wydatki na zaopatrzenie awaryjne o 60-80%.
Opracowując strategie zapasów dla systemów pneumatycznych w wielu branżach, odkryłem, że większość organizacji ma trudności ze znalezieniem właściwej równowagi między nadmiernymi zapasami a ryzykiem przestojów. Kluczem jest wdrożenie modelu opartego na danych, który dostosowuje poziomy zapasów do rzeczywistego ryzyka i wzorców zużycia.
Kompleksowa struktura optymalizacji zapasów
Efektywny model inwentaryzacji części zamiennych obejmuje te podstawowe elementy:
1. System klasyfikacji oparty na krytyczności4
Strategiczna klasyfikacja części napędza odpowiednie decyzje dotyczące zapasów:
Ocena krytyczności komponentów
- Ocena wpływu na produkcję
- Analiza nadmiarowości
- Ocena konsekwencji awarii
- Wymagania dotyczące czasu odzyskiwaniaOpracowanie matrycy klasyfikacji
- Tworzenie wieloczynnikowego systemu klasyfikacji
- Ustanowienie polityki zapasów według klasy
- Definiowanie docelowych poziomów usług
- Wdrażanie częstotliwości przeglądówDostosowanie strategii magazynowania
- Dopasowanie poziomów zapasów do krytyczności
- Ustalanie zapasów bezpieczeństwa według klas
- Definiowanie progów przyspieszenia
- Tworzenie procedur eskalacji
2. Model prognozowania oparty na konsumpcji
Prognozowanie oparte na danych poprawia dokładność zapasów:
Analiza wzorców konsumpcji
- Historyczna ocena użytkowania
- Identyfikacja trendów
- Ocena sezonowości
- Korelacja z produkcjąRozwój modelu predykcyjnego
- Statystyczne metody prognozowania
- Modele zużycia oparte na niezawodności
- Integracja harmonogramu konserwacji
- Dostosowanie planu produkcjiDynamiczne mechanizmy dostosowawcze
- Śledzenie dokładności prognoz
- Korekta oparta na wyjątkach
- Ciągłe udoskonalanie modelu
- Zarządzanie wartościami odstającymi
3. Zapasy zarządzane przez dostawcę5 Integracja
Strategiczne partnerstwa z dostawcami optymalizują zarządzanie zapasami:
Rozwój partnerstwa z dostawcami
- Identyfikacja dostawców obsługujących VMI
- Ustalenie oczekiwań dotyczących wydajności
- Opracowanie protokołów wymiany informacji
- Tworzenie modeli wzajemnych korzyściWdrożenie programu konsygnacyjnego
- Określanie kandydatów do wysyłki
- Ustalenie granic własności
- Tworzenie raportów użytkowania
- Tworzenie wyzwalaczy płatnościSystem zarządzania wydajnością
- Ustanowienie ram KPI
- Wdrażanie regularnych przeglądów
- Tworzenie mechanizmów ciągłego doskonalenia
- Opracowanie procedur rozwiązywania problemów
Metodologia wdrażania
Aby wdrożyć skuteczną optymalizację zapasów, należy postępować zgodnie z tym ustrukturyzowanym podejściem:
Krok 1: Ocena bieżącego stanu
Zacznij od kompleksowego zrozumienia istniejących zapasów:
Analiza zapasów
- Katalogowanie bieżących zapasów
- Historia użycia dokumentu
- Analiza wskaźników rotacji
- Identyfikacja nadwyżek i przestarzałych elementówOcena krytyczności
- Ocena znaczenia komponentów
- Dokumentowanie wpływu awarii
- Ocena czasu realizacji
- Określenie wymagań dotyczących odzyskiwaniaAnaliza struktury kosztów
- Obliczanie kosztu utrzymania
- Dokumentowanie wydatków na zamówienia awaryjne
- Kwantyfikacja kosztów przestojów
- Ustalenie podstawowych wskaźników
Krok 2: Opracowanie i wdrożenie modelu
Tworzenie i wdrażanie modelu optymalizacji:
Wdrożenie systemu klasyfikacji
- Opracowanie kryteriów klasyfikacji
- Przypisywanie części do odpowiednich kategorii
- Ustanowienie zasad dotyczących zapasów dla poszczególnych klas
- Tworzenie procedur zarządzaniaRozwój systemu prognozowania
- Wybór odpowiednich metod prognozowania
- Wdrożenie procedur gromadzenia danych
- Opracowanie modeli prognostycznych
- Tworzenie procesów przeglądu i dostosowywaniaIntegracja dostawców
- Identyfikacja strategicznych dostawców
- Opracowanie umów VMI
- Wdrożenie udostępniania informacji
- Ustalenie wskaźników wydajności
Krok 3: Monitorowanie i ciągłe doskonalenie
Zapewnienie ciągłej optymalizacji:
Śledzenie wydajności
- Monitorowanie kluczowych wskaźników wydajności
- Śledzenie poziomów usług
- Dokumentowanie poprawy kosztów
- Analiza zdarzeń wyjątkowychProces regularnego przeglądu
- Wdrażanie zaplanowanych przeglądów
- W razie potrzeby dostosuj klasyfikację
- Udoskonalanie modeli prognozowania
- Optymalizacja wydajności dostawcówCiągłe doskonalenie
- Identyfikacja możliwości ulepszeń
- Wdrażanie usprawnień procesów
- Dokumentowanie najlepszych praktyk
- Dzielenie się historiami sukcesu
Zastosowanie w świecie rzeczywistym: Zakład produkcyjny
Jeden z moich najbardziej udanych projektów optymalizacji zapasów dotyczył zakładu produkcyjnego z rozbudowanymi systemami pneumatycznymi. Ich wyzwania obejmowały:
- Nadmierne koszty utrzymania zapasów
- Częste braki magazynowe krytycznych komponentów
- Wysokie wydatki na zaopatrzenie w sytuacjach awaryjnych
- Ograniczona przestrzeń dyskowa
Wdrożyliśmy kompleksowe podejście optymalizacyjne:
Klasyfikacja oparta na krytyczności
- Oceniono 840 komponentów pneumatycznych
- Stworzony czteropoziomowy system klasyfikacji
- Ustalone cele w zakresie poziomu usług dla poszczególnych klas
- Opracowane zasady magazynowania dla każdej kategoriiPrognozowanie oparte na konsumpcji
- Przeanalizowano 24-miesięczną historię użytkowania
- Opracowane modele prognozowania statystycznego
- Zintegrowane harmonogramy konserwacji
- Wdrożone raportowanie wyjątkówRozwój partnerstwa z dostawcami
- Ustanowiony program VMI z kluczowymi dostawcami
- Wdrożono konsygnację przedmiotów o wysokiej wartości
- Tworzenie cotygodniowych raportów użytkowania
- Opracowane wskaźniki wydajności
Wyniki zmieniły sposób zarządzania zapasami:
| Metryczny | Przed optymalizacją | Po optymalizacji | Ulepszenie |
|---|---|---|---|
| Wartość zapasów | $387,000 | $241,000 | Redukcja 38% |
| Poziom usług | 92.3% | 98.7% | Ulepszenie 6.4% |
| Zlecenia awaryjne | 47 rocznie | 8 rocznie | Redukcja 83% |
| Roczny koszt utrzymania | $96,750 | $60,250 | $36 500 oszczędności |
| Przestoje z powodu części | 87 godzin/rok | 12 godzin/rok | Redukcja 86% |
Kluczowym spostrzeżeniem było uznanie, że nie wszystkie części zasługują na takie samo podejście do zapasów. Wdrażając wielopoziomową strategię opartą na rzeczywistej krytyczności i wzorcach zużycia, zakład był w stanie jednocześnie obniżyć koszty zapasów i poprawić dostępność części. Optymalizacja zapewniła pełny zwrot z inwestycji w zaledwie 5,2 miesiąca, głównie dzięki zmniejszeniu kosztów przenoszenia i skróceniu przestojów.
Wnioski
Strategiczne zwiększanie zwrotu z inwestycji w systemy cylindrów beztłoczyskowych poprzez optymalizację synergii wielu cylindrów, systematyczne wykrywanie wycieków powietrza i modelowanie zapasów części zamiennych w oparciu o dane zapewnia znaczne korzyści finansowe przy jednoczesnej poprawie wydajności i niezawodności systemu. Podejścia te zazwyczaj generują okresy zwrotu mierzone w miesiącach, a nie latach, co czyni je idealnymi nawet w środowiskach o ograniczonym budżecie.
Najważniejszym spostrzeżeniem wynikającym z mojego doświadczenia we wdrażaniu tych strategii w wielu branżach jest to, że znaczące ulepszenia są często możliwe przy minimalnych inwestycjach kapitałowych. Koncentrując się na optymalizacji istniejących systemów, a nie na ich hurtowej wymianie, organizacje mogą osiągnąć znaczny zwrot z inwestycji, jednocześnie budując wewnętrzne możliwości, które zapewniają stałe korzyści.
Najczęściej zadawane pytania dotyczące zwiększenia zwrotu z inwestycji w przypadku siłowników beztłoczyskowych
Jakie są typowe ramy czasowe ROI dla projektów optymalizacji wielu cylindrów?
Większość projektów optymalizacji wielocylindrowej zapewnia zwrot z inwestycji w ciągu 3-8 miesięcy dzięki zmniejszonemu zużyciu energii, zwiększonej produktywności i zmniejszonym kosztom konserwacji.
Ile sprężonego powietrza jest zwykle tracone przez nieszczelności w systemach przemysłowych?
Przemysłowe systemy pneumatyczne zwykle tracą 20-35% sprężonego powietrza w wyniku wycieków, co oznacza tysiące dolarów zmarnowanej energii rocznie.
Jaki jest największy błąd popełniany przez firmy w związku z zapasami części zamiennych?
Większość firm albo posiada nadmierne zapasy niekrytycznych części, albo zbyt małe zapasy krytycznych komponentów, nie dostosowując strategii zapasów do rzeczywistego ryzyka i wzorców użytkowania.
Jak często należy przeprowadzać wykrywanie wycieków powietrza?
Wdrażanie kwartalnych inspekcji ultradźwiękowych, comiesięcznych testów zaniku ciśnienia i ciągłego monitorowania przepływu w celu optymalnego zarządzania wyciekami i trwałych oszczędności.
Jaki jest pierwszy krok we wdrażaniu optymalizacji synergii wielu cylindrów?
Rozpocznij od kompleksowego mapowania systemu i analizy sekwencji ruchu, aby zidentyfikować współzależności i możliwości optymalizacji przed wprowadzeniem jakichkolwiek zmian.
-
Zawiera jasną definicję zwrotu z inwestycji (ROI), kluczowego wskaźnika wydajności wykorzystywanego do oceny rentowności inwestycji, i wyjaśnia, jak go obliczyć. ↩
-
Wyjaśnia zasadę działania systemu kaskady ciśnień, energooszczędnej techniki, w której powietrze wylotowe z aplikacji wysokociśnieniowej jest wykorzystywane do zasilania oddzielnej aplikacji niskociśnieniowej. ↩
-
Opisuje technologię ultradźwiękowego wykrywania wycieków, w której wyspecjalizowane czujniki wykrywają dźwięk o wysokiej częstotliwości wytwarzany przez turbulentny przepływ gazu, umożliwiając szybką i precyzyjną lokalizację wycieków. ↩
-
Szczegółowo przedstawia koncepcję analizy ABC, metody kategoryzacji zapasów, która klasyfikuje pozycje do kategorii A, B i C w oparciu o ich wartość i znaczenie w celu określenia odpowiedniego poziomu zarządzania i kontroli. ↩
-
Oferuje wyjaśnienie Vendor-Managed Inventory (VMI), strategii łańcucha dostaw, w której dostawca bierze pełną odpowiedzialność za utrzymanie uzgodnionego zapasu swoich materiałów w lokalizacji kupującego. ↩
