
Está a debater-se para justificar um investimento adicional nos seus sistemas pneumáticos enquanto enfrenta uma pressão crescente para reduzir os custos operacionais? Muitos gestores de manutenção e engenharia encontram-se entre as restrições orçamentais e as expectativas de desempenho, sem saber como demonstrar os benefícios financeiros da otimização do sistema.
Estratégico ROI1 reforço para cilindro sem haste combina a otimização da sinergia de vários cilindros, a deteção sistemática de fugas de ar e a modelação do inventário de peças sobresselentes com base em dados - proporcionando períodos de retorno típicos de 3-8 meses, reduzindo os custos operacionais em 15-30% e melhorando a fiabilidade do sistema em 25-40%.
Trabalhei recentemente com um fabricante de equipamento de embalagem que implementou estas estratégias nos seus sistemas pneumáticos e alcançou um notável ROI de 267% no primeiro ano, transformando os seus sistemas pneumáticos de um fardo de manutenção numa vantagem competitiva. A sua experiência não é única - estes resultados podem ser alcançados em praticamente qualquer aplicação industrial quando as estratégias de melhoramento corretas são implementadas adequadamente.
Índice
- Como é que a otimização da sinergia de vários cilindros pode maximizar a eficiência do seu sistema?
- Que técnicas de deteção de fugas de ar proporcionam o ROI mais rápido?
- Que modelo de inventário de peças sobresselentes minimizará os seus custos de inatividade?
- Conclusão
- Perguntas frequentes sobre o aumento do ROI para cilindros sem haste
Como é que a otimização da sinergia de vários cilindros pode maximizar a eficiência do seu sistema?
A otimização da sinergia de vários cilindros representa uma das oportunidades mais negligenciadas para melhorias significativas de eficiência em sistemas pneumáticos.
A otimização eficaz da sinergia de vários cilindros combina o estrangulamento estratégico, o perfil de movimento coordenado e a utilização da cascata de pressão - reduzindo normalmente o consumo de ar em 20-35%, melhorando simultaneamente os tempos de ciclo em 10-15% e prolongando a vida útil dos componentes em 30-50%.
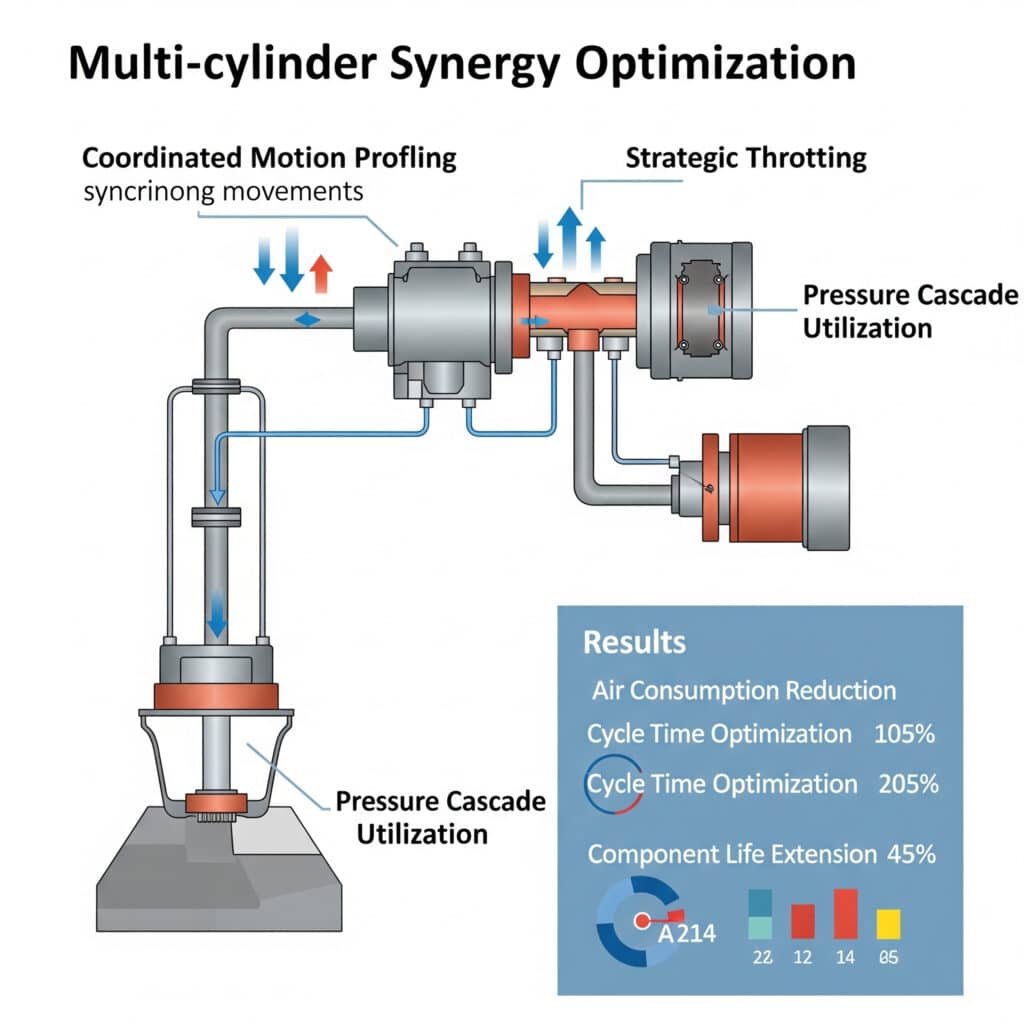
Depois de ter implementado estratégias de otimização em diversas indústrias, descobri que a maioria das organizações se concentra no desempenho de cada cilindro, perdendo os benefícios substanciais da otimização ao nível do sistema. A chave é ver vários cilindros como um sistema integrado e não como componentes isolados.
Estrutura abrangente de otimização de sinergias
Uma abordagem de otimização de sinergias corretamente implementada inclui estes elementos essenciais:
1. Implementação da limitação estratégica
O estrangulamento coordenado em vários cilindros proporciona benefícios significativos:
| Estratégia de estrangulamento | Impacto do consumo de ar | Impacto no desempenho | Complexidade de implementação |
|---|---|---|---|
| Otimização de Cilindros Individuais | Redução 10-15% | Alteração mínima | Baixa |
| Coordenação de movimentos sequenciais | Redução 15-25% | Melhoria 5-10% | Médio |
| Implementação da cascata de pressão | Redução 20-30% | Melhoria 10-15% | Médio-Alto |
| Adaptação dinâmica da pressão | Redução 25-35% | Melhoria 15-20% | Elevado |
Considerações sobre a aplicação:
- Analisar os requisitos da sequência de movimentos
- Identificar as interdependências entre os cilindros
- Determinar movimentos críticos vs. não críticos
- Estabelecer requisitos mínimos de pressão para cada movimento
2. Desenvolvimento de perfis de movimento coordenado
Os perfis de movimento optimizados maximizam a eficiência em vários cilindros:
Técnicas de otimização de sequências
- Sobreposição de movimentos não contraditórios
- Escalonamento das operações de grande consumo
- Minimizar os tempos de paragem entre movimentos
- Otimização dos perfis de aceleração e desaceleraçãoEstratégias de balanceamento de carga
- Distribuição dos picos de consumo de ar
- Equalização das exigências de pressão
- Equilibrar a carga de trabalho entre os cilindros
- Minimizar as flutuações de pressãoOtimização do tempo de ciclo
- Identificação das operações do caminho crítico
- Racionalização dos movimentos sem valor acrescentado
- Implementação de operações paralelas sempre que possível
- Otimizar o tempo de transição
3. Cascata de pressão2 Utilização
Aproveitar os diferenciais de pressão em todo o sistema melhora a eficiência:
Conceção do sistema multipressão
- Implementação de níveis de pressão diferenciados
- Adequação da pressão às necessidades reais
- Utilização de estratégias de redução da pressão
- Recuperação da energia de escape sempre que possívelUtilização de pressão sequencial
- Utilização do ar de exaustão para operações secundárias
- Aplicação de técnicas de reciclagem do ar
- Pressão em cascata de requisitos elevados para baixos
- Otimização da colocação de válvulas e reguladoresControlo dinâmico da pressão
- Implementação da regulação adaptativa da pressão
- Utilização de controladores electrónicos de pressão
- Desenvolvimento de perfis de pressão específicos da aplicação
- Integração do ajustamento baseado no feedback
Metodologia de implementação
Para implementar uma otimização eficaz da sinergia de vários cilindros, siga esta abordagem estruturada:
Etapa 1: Análise e mapeamento do sistema
Comece com uma compreensão abrangente do sistema:
Documentação da sequência de movimentos
- Criar diagramas de sequência de operações pormenorizados
- Documentar os requisitos de tempo
- Identificar as dependências entre os movimentos
- Mapear os actuais padrões de consumo de arAnálise dos requisitos de pressão
- Medir as necessidades reais de pressão para cada operação
- Identificar operações sobrepressurizadas
- Documentar os requisitos de pressão mínima
- Analisar as flutuações de pressãoIdentificação de restrições
- Determinar os requisitos críticos de tempo
- Identificar zonas de interferência física
- Documentar considerações de segurança
- Estabelecer requisitos de desempenho
Passo 2: Desenvolvimento da estratégia de otimização
Criar um plano de otimização personalizado:
Conceção da estratégia de estrangulamento
- Determinar as definições óptimas do acelerador
- Selecionar componentes de estrangulamento adequados
- Abordagem de implementação da conceção
- Desenvolver procedimentos de ajustamentoRedesenho do perfil de movimento
- Criar diagramas de sequência optimizados
- Desenvolver perfis de movimento coordenado
- Tempo de transição do projeto
- Estabelecer parâmetros de controloReconfiguração do sistema de pressão
- Implementação da zona de pressão de projeto
- Desenvolver uma abordagem em cascata da pressão
- Selecionar componentes de controlo
- Criar especificações de implementação
Etapa 3: Implementação e validação
Executar o plano de otimização com a devida validação:
Implementação faseada
- Implementar alterações numa sequência lógica
- Testar optimizações individuais
- Integrar gradualmente as alterações do sistema
- Documentar o desempenho em cada faseMedição de desempenho
- Monitorizar o consumo de ar
- Medir os tempos de ciclo
- Perfis de pressão do documento
- Fiabilidade do sistema de rastreioRefinamento contínuo
- Analisar dados de desempenho
- Fazer ajustamentos progressivos
- Resultados da otimização de documentos
- Aplicar as lições aprendidas
Aplicação no mundo real: Linha de montagem automóvel
Um dos meus projectos de otimização multi-cilindros mais bem sucedidos foi para uma linha de montagem automóvel com 24 cilindros sem haste a funcionar numa sequência coordenada. Os seus desafios incluíam:
- Custos energéticos elevados devido ao consumo excessivo de ar
- Tempos de ciclo inconsistentes que afectam a produção
- Flutuações de pressão que causam problemas de fiabilidade
- Orçamento limitado para actualizações de componentes
Implementámos uma estratégia de otimização abrangente:
Análise do sistema
- Sequência completa da operação mapeada
- Requisitos de pressão real medida
- Padrões de consumo de ar documentados
- Oportunidades de otimização identificadasImplementação da limitação estratégica
- Instalação de controlos de caudal de precisão
- Implementação do estrangulamento diferencial
- Velocidades de extensão/retração optimizadas
- Perfis de movimento equilibradosOtimização do sistema de pressão
- Criação de três zonas de pressão (6 bar, 5 bar, 4 bar)
- Implementação da utilização de pressão sequencial
- Instalação de controladores electrónicos de pressão
- Desenvolveu perfis de pressão específicos para cada aplicação
Os resultados excederam as expectativas:
| Métrica | Antes da otimização | Após a otimização | Melhoria |
|---|---|---|---|
| Consumo de ar | 1.240 litros/ciclo | 820 litros/ciclo | Redução 34% |
| Tempo de ciclo | 18,5 segundos | 16,2 segundos | 12.41 Melhoria do TP3T |
| Flutuação de pressão | ±0,8 bar | ±0,3 bar | 62.51ReduçãoTP3T |
| Falhas de cilindros | 37 por ano | 14 por ano | Redução 62% |
| Custo anual de energia | $68,400 | $45,200 | $23,200 poupanças |
A principal perceção foi o reconhecimento de que os cilindros que funcionam em sequência criam tanto restrições como oportunidades. Ao ver o sistema de forma holística, conseguimos aproveitar estas interações para criar melhorias significativas sem grandes substituições de componentes. A otimização proporcionou um período de retorno de 3,2 meses com um investimento de capital mínimo.
Que técnicas de deteção de fugas de ar proporcionam o ROI mais rápido?
As fugas de ar em sistemas pneumáticos representam uma das ineficiências mais persistentes e dispendiosas, mas também oferecem um dos mais rápidos retornos de investimento quando corretamente tratadas.
A deteção eficaz de fugas de ar combina a inspeção ultra-sónica sistemática, o teste de decaimento da pressão e a monitorização baseada no fluxo - identificando normalmente as fugas que desperdiçam 20-35% da produção de ar comprimido, ao mesmo tempo que proporcionam um retorno do investimento no prazo de 2-4 meses através de reparações simples e da substituição de componentes específicos.

Tendo implementado programas de deteção de fugas em várias indústrias, descobri que a maioria das organizações fica chocada ao descobrir a extensão das suas fugas de ar quando são aplicados métodos de deteção sistemáticos. A chave é implementar um programa de deteção abrangente e contínuo em vez de inspecções reactivas e ocasionais.
Estrutura abrangente de deteção de fugas
Um programa eficaz de deteção de fugas inclui estes componentes essenciais:
1. Inspeção por ultra-sons3 Metodologia
A deteção por ultra-sons constitui a abordagem mais versátil e eficaz:
Seleção e instalação do equipamento
- Seleção de detectores ultra-sónicos adequados
- Configuração da sensibilidade de frequência
- Utilização de acessórios adequados
- Calibração para ambientes específicosProcedimentos de inspeção sistemática
- Desenvolvimento de padrões de digitalização normalizados
- Criar itinerários de inspeção baseados em zonas
- Estabelecer técnicas consistentes de distância e ângulo
- Aplicação de métodos de isolamento acústicoClassificação e documentação de fugas
- Desenvolvimento de um sistema de classificação da gravidade
- Criação de documentação normalizada
- Aplicação de métodos de registo digital
- Estabelecimento de procedimentos de acompanhamento de tendências
2. Execução dos ensaios de decaimento da pressão
O ensaio de decaimento da pressão fornece uma medição quantitativa da fuga:
Abordagem de segmentação do sistema
- Dividir o sistema em secções testáveis
- Instalação de válvulas de isolamento adequadas
- Criação de pontos de teste de pressão
- Desenvolvimento de procedimentos de ensaio secção a secçãoTécnicas de medição e análise
- Estabelecimento de taxas de decaimento da pressão de base
- Implementação de durações de testes normalizados
- Cálculo das taxas de fuga volumétrica
- Comparação com limiares aceitáveisMétodos de definição de prioridades e de acompanhamento
- Classificação das secções por gravidade das fugas
- Acompanhamento das melhorias ao longo do tempo
- Estabelecimento de objectivos de redução
- Implementação de testes de verificação
3. Sistemas de monitorização baseados no caudal
A monitorização contínua permite a deteção permanente de fugas:
Estratégia de instalação de medidores de caudal
- Seleção da tecnologia de medição de caudal adequada
- Determinar a colocação ideal do contador
- Implementação de capacidades de desvio
- Estabelecimento de parâmetros de mediçãoAnálise do consumo de base
- Medição da produção versus consumo não produtivo
- Estabelecimento de padrões normais de fluxo
- Identificação de consumos anómalos
- Desenvolvimento de análises de tendênciasSistema de alerta e resposta
- Definição de alertas baseados em limiares
- Implementação de notificações automáticas
- Desenvolvimento de procedimentos de resposta
- Criação de protocolos de escalonamento
Metodologia de implementação
Para implementar uma deteção de fugas eficaz, siga esta abordagem estruturada:
Etapa 1: Avaliação inicial e planeamento
Comece por uma compreensão global da situação atual:
Medição de base
- Medir a produção total de ar comprimido
- Documentar os custos actuais de energia
- Estimar a percentagem de fuga de corrente
- Calcular as potenciais poupançasMapeamento do sistema
- Criar diagramas de sistema completos
- Localizações dos componentes do documento
- Identificar áreas de alto risco
- Estabelecer zonas de inspeçãoDesenvolvimento de programas
- Selecionar métodos de deteção adequados
- Elaborar calendários de inspeção
- Criar modelos de documentação
- Estabelecer protocolos de reparação
Etapa 2: Implementação da deteção
Executar o programa de deteção de forma sistemática:
Execução da inspeção por ultra-sons
- Realizar inspecções zona a zona
- Documentar todas as fugas identificadas
- Classificar por gravidade e tipo
- Criar uma lista de prioridades de reparaçãoExecução de ensaios de pressão
- Realizar testes secção a secção
- Calcular as taxas de fuga
- Identificar as secções com pior desempenho
- Documentar os resultados e as recomendaçõesMonitorização da implementação do sistema
- Instalar equipamento de medição do caudal
- Configurar os parâmetros de monitorização
- Estabelecer padrões de referência
- Implementar limiares de alerta
Etapa 3: Reparação e verificação
Resolver sistematicamente as fugas identificadas:
Execução prioritária de reparações
- Resolver primeiro as fugas de maior impacto
- Implementar métodos de reparação normalizados
- Documentar todas as reparações
- Acompanhar os custos de reparaçãoTestes de verificação
- Novo teste após reparações
- Melhoria dos documentos
- Calcular a poupança efectiva
- Atualizar a base de referência do sistemaSustentabilidade do programa
- Implementar um calendário de inspecções regulares
- Formar o pessoal em métodos de deteção
- Criar relatórios contínuos
- Celebrar e divulgar os resultados
Aplicação no mundo real: Instalação de processamento de alimentos
Uma das minhas implementações de deteção de fugas mais bem sucedidas foi para uma grande instalação de processamento de alimentos com sistemas pneumáticos extensivos. Os seus desafios incluíam:
- Elevados custos energéticos da produção de ar comprimido
- Pressão inconsistente que afecta o equipamento de produção
- Recursos de manutenção limitados
- Requisitos sanitários exigentes
Implementámos um programa de deteção abrangente:
Avaliação inicial
- Consumo de base medido: 1.250 CFM em média
- Consumo documentado de não produção: 480 CFM
- Estimativa de fuga calculada: 38% de produção
- Potenciais poupanças projectadas: $94,500 anualmenteImplementação do programa de deteção
- Implementação da deteção ultra-sónica em todas as zonas
- Implementação de testes semanais de decaimento de pressão fora das horas de expediente
- Instalação de medidores de caudal nas principais linhas de distribuição
- Criação de um sistema de documentação digitalPrograma de reparação sistemática
- Reparações prioritárias por volume de fugas
- Implementação de procedimentos de reparação normalizados
- Criação de um calendário semanal de reparações
- Resultados monitorizados e verificados
Os resultados foram notáveis:
| Métrica | Antes do programa | Após 3 meses | Após 6 meses |
|---|---|---|---|
| Consumo total de ar | 1.250 CFM | 980 CFM | 840 CFM |
| Consumo não produtivo | 480 CFM | 210 CFM | 70 CFM |
| Percentagem de fuga | 38% | 21% | 8% |
| Custo mensal de energia | $21,600 | $16,900 | $14,500 |
| Poupanças anuais | – | $56,400 | $85,200 |
A principal perceção foi o reconhecimento de que a deteção de fugas deve ser um programa contínuo e não um evento único. Ao implementar procedimentos sistemáticos e criar responsabilidade pelos resultados, a instalação foi capaz de alcançar e manter um desempenho excecional. O programa proporcionou um ROI completo em apenas 2,7 meses, com um investimento de capital mínimo para além do equipamento de deteção.
Que modelo de inventário de peças sobresselentes minimizará os seus custos de inatividade?
A otimização do inventário de peças sobresselentes para cilindros sem haste representa um dos aspectos mais desafiantes da gestão de sistemas pneumáticos, exigindo um equilíbrio cuidadoso entre os custos de inventário e o risco de paragem.
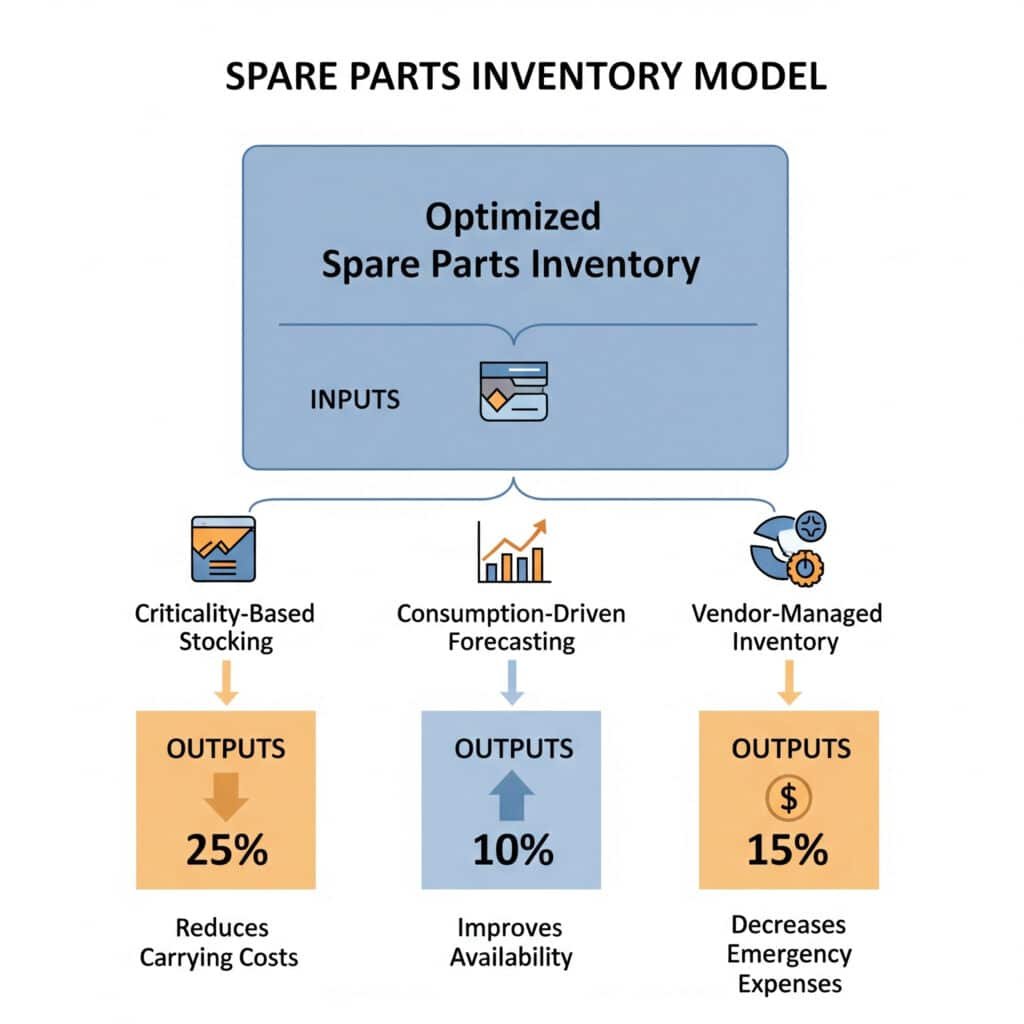
A otimização eficaz do inventário de peças sobresselentes combina o armazenamento baseado na criticidade, a previsão orientada para o consumo e as abordagens de inventário geridas pelo fornecedor - reduzindo normalmente os custos de manutenção do inventário em 25-40%, melhorando simultaneamente a disponibilidade das peças em 15-25% e diminuindo as despesas de aquisição de emergência em 60-80%.
Tendo desenvolvido estratégias de inventário para sistemas pneumáticos em várias indústrias, descobri que a maioria das organizações se esforça por encontrar o equilíbrio certo entre o excesso de stock e o risco de tempo de inatividade. A chave é a implementação de um modelo orientado por dados que alinhe os níveis de inventário com o risco real e os padrões de consumo.
Estrutura abrangente de otimização de inventário
Um modelo eficaz de inventário de peças sobresselentes inclui estes componentes essenciais:
1. Sistema de classificação baseado na criticidade4
A classificação estratégica das peças orienta as decisões de armazenamento adequadas:
Avaliação da criticalidade dos componentes
- Avaliação do impacto da produção
- Análise de redundância
- Avaliação das consequências das falhas
- Requisitos de tempo de recuperaçãoDesenvolvimento da matriz de classificação
- Criação de um sistema de classificação multifatorial
- Estabelecimento de uma política de inventário por classe
- Definição dos objectivos de nível de serviço
- Implementação de frequências de revisãoAlinhamento da estratégia de armazenamento
- Adequação dos níveis de inventário à criticidade
- Estabelecimento de existências de segurança por classe
- Definição de limiares de expedição
- Criação de procedimentos de escalonamento
2. Modelo de previsão orientado para o consumo
A previsão baseada em dados melhora a precisão do inventário:
Análise do padrão de consumo
- Avaliação do histórico de utilização
- Identificação de tendências
- Avaliação da sazonalidade
- Correlação com a produçãoDesenvolvimento de modelos preditivos
- Métodos de previsão estatística
- Modelos de consumo baseados na fiabilidade
- Integração do calendário de manutenção
- Alinhamento do plano de produçãoMecanismos de ajustamento dinâmico
- Controlo da exatidão das previsões
- Ajustamento baseado em excepções
- Aperfeiçoamento contínuo do modelo
- Gestão de casos isolados
3. Inventário administrado pelo fornecedor5 Integração
As parcerias estratégicas com fornecedores optimizam a gestão do inventário:
Desenvolvimento de parcerias com fornecedores
- Identificação de fornecedores com capacidade VMI
- Estabelecimento de expectativas de desempenho
- Desenvolvimento de protocolos de partilha de informação
- Criar modelos de benefício mútuoImplementação do programa de consignação
- Determinação dos candidatos à consignação
- Estabelecimento de limites de propriedade
- Desenvolvimento de relatórios de utilização
- Criação de accionadores de pagamentoSistema de gestão do desempenho
- Estabelecimento de um quadro de KPI
- Implementação de revisões regulares
- Criar mecanismos de melhoria contínua
- Desenvolvimento de procedimentos de resolução de problemas
Metodologia de implementação
Para implementar uma otimização eficaz do inventário, siga esta abordagem estruturada:
Etapa 1: Avaliação do estado atual
Comece com uma compreensão abrangente do inventário existente:
Análise de inventário
- Catalogar o inventário atual
- Histórico de utilização do documento
- Analisar as taxas de rotação
- Identificar os artigos em excesso e obsoletosAvaliação da criticalidade
- Avaliar a importância dos componentes
- Documentar os impactos das falhas
- Avaliar os prazos de entrega
- Determinar os requisitos de recuperaçãoAnálise da estrutura de custos
- Calcular os custos de transporte
- Documentar as despesas com aquisições de emergência
- Quantificar os custos do tempo de inatividade
- Estabelecer métricas de base
Etapa 2: Desenvolvimento e implementação do modelo
Criar e implementar o modelo de otimização:
Implementação do sistema de classificação
- Desenvolver critérios de classificação
- Atribuir peças a categorias adequadas
- Estabelecer políticas de inventário por classe
- Criar procedimentos de gestãoDesenvolvimento do sistema de previsão
- Selecionar métodos de previsão adequados
- Aplicar procedimentos de recolha de dados
- Desenvolver modelos de previsão
- Criar processos de revisão e ajustamentoIntegração de fornecedores
- Identificar parceiros fornecedores estratégicos
- Desenvolver acordos VMI
- Implementar a partilha de informações
- Estabelecer métricas de desempenho
Etapa 3: Monitorização e melhoria contínua
Assegurar a otimização contínua:
Acompanhamento do desempenho
- Monitorizar os principais indicadores de desempenho
- Acompanhar os níveis de serviço
- Documentar as melhorias de custos
- Analisar eventos de exceçãoProcesso de revisão regular
- Implementar revisões programadas
- Ajustar a classificação conforme necessário
- Aperfeiçoar os modelos de previsão
- Otimizar o desempenho dos fornecedoresMelhoria contínua
- Identificar oportunidades de melhoria
- Implementar melhorias nos processos
- Documentar as melhores práticas
- Partilhar histórias de sucesso
Aplicação no mundo real: Fábrica de produção
Um dos meus projectos de otimização de inventário mais bem sucedidos foi para uma fábrica com sistemas pneumáticos extensivos. Os seus desafios incluíam:
- Custos excessivos de manutenção de existências
- Faltas de stock frequentes de componentes críticos
- Despesas elevadas com aquisições de emergência
- Espaço de armazenamento limitado
Implementámos uma abordagem de otimização abrangente:
Classificação baseada na criticidade
- Avaliação de 840 componentes pneumáticos
- Criação de um sistema de classificação em quatro níveis
- Estabelecimento de objectivos de nível de serviço por classe
- Desenvolvimento de políticas de armazenamento para cada categoriaPrevisão orientada para o consumo
- Analisou 24 meses de histórico de utilização
- Desenvolvimento de modelos estatísticos de previsão
- Calendários de manutenção integrados
- Implementação de relatórios de exceçãoDesenvolvimento de parcerias com fornecedores
- Estabelecimento de um programa VMI com os principais fornecedores
- Implementação da consignação para artigos de elevado valor
- Criação de relatórios semanais de utilização
- Desenvolvimento de métricas de desempenho
Os resultados transformaram a sua gestão de inventário:
| Métrica | Antes da otimização | Após a otimização | Melhoria |
|---|---|---|---|
| Valor do inventário | $387,000 | $241,000 | Redução 38% |
| Nível de serviço | 92.3% | 98.7% | 6.41Melhoria do TP3T |
| Ordens de emergência | 47 por ano | 8 por ano | Redução 83% |
| Custo anual de transporte | $96,750 | $60,250 | $36,500 poupanças |
| Tempo de inatividade devido a peças | 87 horas/ano | 12 horas/ano | Redução 86% |
A principal perceção foi o reconhecimento de que nem todas as peças merecem a mesma abordagem de inventário. Ao implementar uma estratégia de vários níveis baseada na criticidade real e nos padrões de consumo, a fábrica conseguiu reduzir simultaneamente os custos de inventário e melhorar a disponibilidade das peças. A otimização proporcionou um ROI completo em apenas 5,2 meses, principalmente através da redução dos custos de transporte e do tempo de inatividade.
Conclusão
O melhoramento estratégico do ROI para sistemas de cilindros sem haste através da otimização da sinergia de vários cilindros, da deteção sistemática de fugas de ar e da modelação do inventário de peças sobresselentes com base em dados proporciona benefícios financeiros substanciais, melhorando simultaneamente o desempenho e a fiabilidade do sistema. Estas abordagens geram normalmente períodos de retorno medidos em meses em vez de anos, tornando-os ideais mesmo em ambientes com restrições orçamentais.
A conclusão mais importante da minha experiência na implementação destas estratégias em vários sectores é que são frequentemente possíveis melhorias significativas com um investimento de capital mínimo. Ao concentrarem-se na otimização dos sistemas existentes em vez da sua substituição total, as organizações podem obter um ROI notável, ao mesmo tempo que desenvolvem capacidades internas que proporcionam benefícios contínuos.
Perguntas frequentes sobre o aumento do ROI para cilindros sem haste
Qual é o prazo típico do ROI para projectos de otimização de vários cilindros?
A maioria dos projectos de otimização de vários cilindros proporciona um retorno do investimento de 3 a 8 meses através da redução do consumo de energia, do aumento da produtividade e da diminuição dos custos de manutenção.
Qual a quantidade de ar comprimido que normalmente se perde devido a fugas nos sistemas industriais?
Os sistemas pneumáticos industriais perdem normalmente 20-35% de ar comprimido através de fugas, o que representa milhares de dólares em energia desperdiçada anualmente.
Qual é o maior erro que as empresas cometem com o inventário de peças sobresselentes?
A maior parte das empresas tem excesso de stock de peças não críticas ou falta de stock de componentes críticos, não conseguindo alinhar a estratégia de inventário com o risco real e os padrões de utilização.
Com que frequência deve ser efectuada a deteção de fugas de ar?
Implementar inspecções trimestrais por ultra-sons, testes mensais de decaimento da pressão e monitorização contínua do fluxo para uma gestão optimizada das fugas e poupanças sustentadas.
Qual é o primeiro passo para implementar a otimização da sinergia de vários cilindros?
Comece com um mapeamento abrangente do sistema e uma análise da sequência de movimentos para identificar interdependências e oportunidades de otimização antes de efetuar quaisquer alterações.
-
Fornece uma definição clara do retorno do investimento (ROI), uma métrica de desempenho fundamental utilizada para avaliar a rentabilidade de um investimento, e explica como calculá-lo. ↩
-
Explica o princípio de um sistema de pressão em cascata, uma técnica de poupança de energia em que o ar de exaustão de uma aplicação de alta pressão é utilizado para alimentar uma aplicação separada de baixa pressão. ↩
-
Descreve a tecnologia subjacente à deteção de fugas por ultra-sons, em que sensores especializados detectam o som de alta frequência produzido pelo fluxo turbulento de gás, permitindo a localização rápida e precisa de fugas. ↩
-
Detalha o conceito de análise ABC, um método de categorização de inventário que classifica os itens nas categorias A, B e C com base no seu valor e importância para determinar o nível adequado de gestão e controlo. ↩
-
Oferece uma explicação do inventário gerido pelo fornecedor (VMI), uma estratégia da cadeia de fornecimento em que o fornecedor assume a responsabilidade total pela manutenção de um inventário acordado do seu material nas instalações do comprador. ↩
