

Introdução
Os ambientes de mineração destroem as hastes cilíndricas padrão em meses, não em anos. 🪨 Poeira abrasiva, partículas de rocha e contaminantes minerais agem como uma lixa a cada curso, riscando cromagem1 e causando falhas catastróficas nas vedações. Quando o seu equipamento opera em condições tão adversas, os tratamentos de superfície convencionais simplesmente não são suficientes.
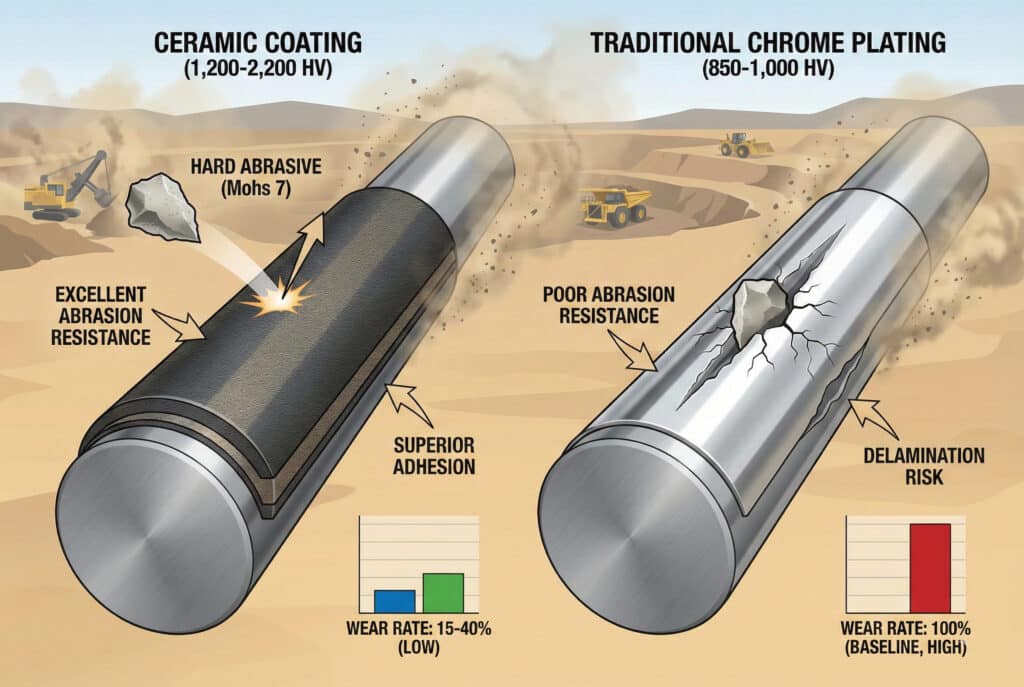
Os revestimentos cerâmicos para hastes de cilindros proporcionam uma classificação de dureza de 1.200-2.200 HV (em comparação com 850-1.000 HV para o cromo duro), criando uma barreira ultra-dura e resistente ao desgaste que prolonga a vida útil da haste em 300-500% em aplicações de mineração abrasivas. Esses revestimentos — incluindo carboneto de cromo, carboneto de tungsténio e óxido de alumínio — são aplicados através de pulverização térmica2 ou PVD3 processos com espessura de 25-150 mícrons, oferecendo resistência superior às partículas, mantendo o acabamento superficial liso necessário para uma vedação eficaz em cilindros pneumáticos.
No último trimestre, trabalhei com Steven, um engenheiro de manutenção numa operação de mineração de cobre no Arizona. A sua instalação estava a substituir hastes de cilindro cromadas a cada 4-6 meses devido ao pó abrasivo do minério de cobre. Cada substituição significava 8-12 horas de inatividade em sistemas críticos de posicionamento de transportadores, custando $15.000-20.000 por incidente. Fornecemos cilindros sem haste Bepto com revestimentos cerâmicos de carboneto de tungsténio nas hastes guia. Após 18 meses de operação contínua nas mesmas condições adversas, as hastes apresentam um desgaste mínimo — prolongámos o ciclo de substituição de 6 meses para cerca de 3 anos ou mais, proporcionando uma economia superior a $120.000.
Índice
- O que torna os revestimentos cerâmicos superiores para aplicações em mineração?
- Que tipos de revestimento cerâmico funcionam melhor para hastes de cilindro?
- Como as hastes revestidas de cerâmica se comparam ao cromo em termos de custo total?
- Quais são as considerações críticas relativas à instalação e manutenção?
O que torna os revestimentos cerâmicos superiores para aplicações em mineração?
Os ambientes de mineração são o teste definitivo para a durabilidade dos materiais. ⛏️
Os revestimentos cerâmicos superam o cromagem tradicional em aplicações de mineração porque a sua estrutura cristalina proporciona uma dureza 2 a 3 vezes maior (1.200-2.200 HV contra 850-1.000 HV), resistência superior à abrasão contra partículas minerais e melhor força de adesão, que evita a delaminação do revestimento sob cargas de impacto. A matriz cerâmica densa resiste à incorporação de partículas e cria uma superfície autolubrificante que reduz o atrito em 30-40%, prolongando a vida útil da haste e da vedação, mantendo a estabilidade dimensional em temperaturas que variam de -40 °C a +500 °C.
A vantagem da resistência à abrasão
As operações de mineração expõem as hastes dos cilindros a alguns dos materiais mais abrasivos da Terra:
| Material abrasivo | Dureza de Mohs | Taxa de desgaste do cromagem | Taxa de desgaste do revestimento cerâmico |
|---|---|---|---|
| Pó de sílica (areia) | 7 | 100% (linha de base) | 15-25% |
| Minério de ferro | 5-6 | 100% | 20-30% |
| Minério de cobre | 3-4 | 100% | 25-35% |
| Pó de carvão | 2-3 | 100% | 30-40% |
| Calcário | 3-4 | 100% | 25-35% |
A vantagem em termos de dureza é dramática. O cromagem a 850-1.000 HV é mais duro do que o aço, mas mais macio do que a maioria das partículas minerais. Os revestimentos cerâmicos a 1.200-2.200 HV excedem a dureza da maioria dos contaminantes abrasivos, impedindo a penetração de partículas.
Resistência a impactos e choques
Os equipamentos de mineração sofrem vibrações constantes, cargas de choque e impactos. O cromagem tradicional pode rachar ou lascar nessas condições, criando pontos de início para um desgaste acelerado. Os revestimentos cerâmicos, quando aplicados corretamente com camadas de ligação adequadas, distribuem a energia de impacto de forma mais eficaz.
Revestimentos cerâmicos por pulverização térmica criam uma ligação mecânica através do rugosamento da superfície e do entrelaçamento de partículas, proporcionando excelente aderência mesmo sob cargas de choque. A estrutura em camadas do revestimento absorve a energia do impacto sem delaminação catastrófica.
Estabilidade da temperatura
As operações de mineração subterrânea podem sofrer variações extremas de temperatura — desde condições de congelamento na superfície até 40-50 °C no subsolo. A mineração a céu aberto em regiões desérticas apresenta temperaturas diurnas acima de 50 °C. Os revestimentos cerâmicos mantêm as suas propriedades em toda essa faixa, enquanto o cromagem pode desenvolver fissuras por tensão térmica devido aos ciclos repetidos.
Que tipos de revestimento cerâmico funcionam melhor para hastes de cilindro?
Nem todos os revestimentos cerâmicos são criados da mesma forma para aplicações pneumáticas. 🔬
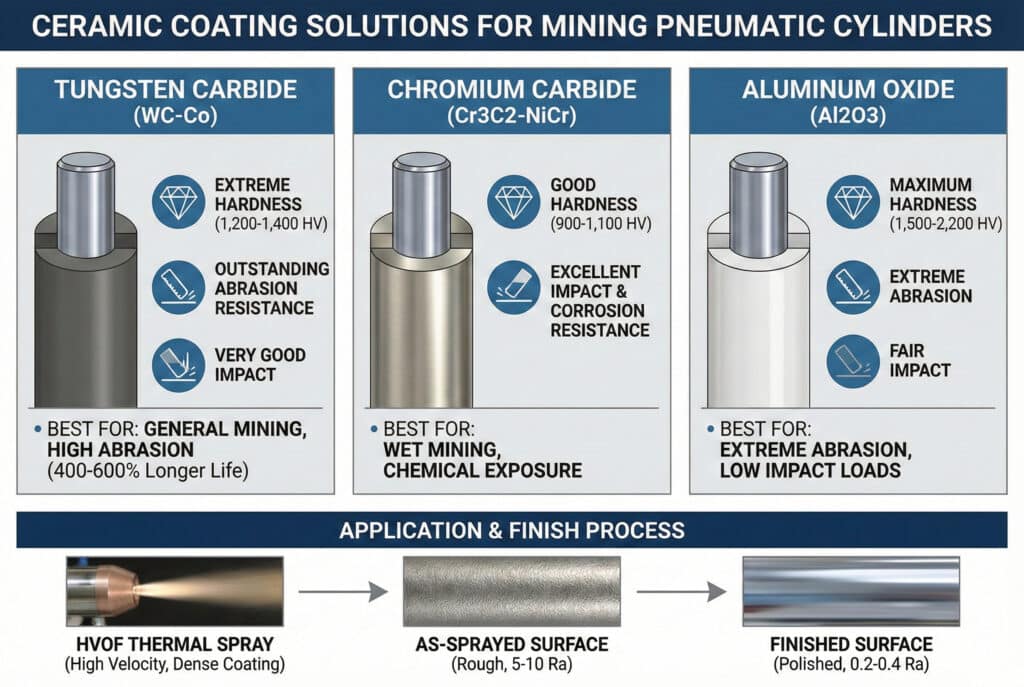
Os revestimentos de carboneto de tungsténio (WC-Co) oferecem o melhor equilíbrio entre dureza extrema (1.200-1.400 HV), resistência e acabamento superficial para hastes de cilindros de mineração, proporcionando uma vida útil 400-600% mais longa do que o cromo em ambientes ricos em sílica. O carboneto de cromo (Cr3C2-NiCr) oferece excelente resistência à corrosão com boa dureza (900-1.100 HV), ideal para operações de mineração úmida. O óxido de alumínio (Al2O3) oferece dureza máxima (1.500-2.200 HV), mas requer aplicação cuidadosa para evitar fragilidade, tornando-o adequado para abrasão extrema com cargas de impacto mínimas.
Comparação de revestimentos para mineração
| Tipo de revestimento | Dureza (HV) | Resistência à abrasão | Resistência ao impacto | Resistência à corrosão | Melhor aplicação de mineração |
|---|---|---|---|---|---|
| Cromo duro (linha de base) | 850-1,000 | Justo | Bom | Excelente | Limpo, apenas para uso interno |
| Carboneto de tungsténio (WC-Co) | 1,200-1,400 | Extraordinário | Muito bom | Bom | Mineração geral, alta abrasão |
| Carboneto de cromo (Cr3C2) | 900-1,100 | Excelente | Excelente | Extraordinário | Mineração úmida, exposição a produtos químicos |
| Óxido de alumínio (Al2O3) | 1,500-2,200 | Extremo | Justo | Excelente | Abrasão extrema, baixo impacto |
| Nitreto de titânio (TiN) | 2,000-2,400 | Muito bom | Justo | Bom | Aplicações de precisão, cargas mais baixas |
O processo de candidatura é importante
Pulverização térmica com combustível de oxigénio de alta velocidade (HVOF): O padrão ouro para revestimentos de carboneto de tungsténio e carboneto de crómio. O HVOF produz revestimentos extremamente densos e bem ligados, com porosidade mínima. As velocidades das partículas excedem 600 m/s, criando uma adesão e densidade de revestimento superiores.
Pulverização de plasma: Utilizado para óxido de alumínio e alguns revestimentos de carboneto. Custo mais baixo do que o HVOF, mas ligeiramente mais poroso. Ainda assim, oferece excelente desempenho na maioria das aplicações de mineração.
PVD (Deposição Física de Vapor)Cria revestimentos extremamente finos (2-5 mícrons) e ultra-duros, como o nitreto de titânio. Limitado a aplicações de baixa abrasão devido à espessura fina do revestimento, mas oferece um acabamento superficial excepcional.
Na Bepto, temos parceria com ISO 90014 instalações de revestimento certificadas especializadas na aplicação de carboneto de tungsténio HVOF. Os nossos cilindros sem hastes padrão para mineração apresentam revestimentos WC-Co de 75-100 mícrons aplicados sobre substratos jateados e aliviados de tensão para máxima aderência e durabilidade.
Requisitos de acabamento da superfície
Os revestimentos cerâmicos pulverizados têm superfícies rugosas (5-10 Ra) inadequadas para vedações pneumáticas. É essencial realizar um processo de retificação e polimento pós-revestimento até 0,2-0,4 Ra. Esse processo de acabamento remove os picos da superfície, mantendo a matriz cerâmica dura, criando uma superfície de vedação lisa que não danifica as vedações, ao mesmo tempo em que mantém a resistência à abrasão.
Como as hastes revestidas de cerâmica se comparam ao cromo em termos de custo total?
O preço inicial revela apenas uma parte da história nas aplicações de mineração. 💰
As hastes de cilindro revestidas com cerâmica custam inicialmente 80-150% a mais do que as alternativas cromadas ($300-600 contra $150-250 para tamanhos típicos de cilindros de mineração), mas proporcionam uma vida útil 300-500% mais longa em ambientes abrasivos, reduzindo o custo total de propriedade em 40-60% ao longo de 5 anos, quando se contabilizam as peças de substituição, a mão de obra e os custos de tempo de inatividade. Para operações em que a falha do cilindro causa $10.000-50.000 por incidente em perda de produção, o período de retorno do investimento é normalmente de 6 a 12 meses.
Análise de custos reais
Cenário: Sistema de posicionamento de transportadores para mineração de carvão
| Fator de custo | Cromado (5 anos) | Revestimento cerâmico (5 anos) | Poupança |
|---|---|---|---|
| Custo inicial da haste | $220 | $450 | -$230 |
| Substituições (9x vs 2x) | $1,980 | $450 | +$1,530 |
| Mão de obra (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Tempo de inatividade (11x @ $12.000) | $132,000 | $36,000 | +$96,000 |
| Substituição de vedantes (desgaste extra) | $880 | $320 | +$560 |
| Custo total em 5 anos | $140,580 | $38,720 | $101,860 |
Esta análise baseia-se em dados reais de um cliente na Virgínia Ocidental que opera em condições de poeira de carvão com alto teor de sílica.
A Proposta de Valor da Bepto
Como fornecedor alternativo direto de OEM, oferecemos cilindros sem haste revestidos com cerâmica a 25-35% abaixo dos preços das principais marcas. O nosso pacote de revestimento de carboneto de tungsténio adiciona aproximadamente $180-280 a um cilindro padrão, em comparação com $400-600 cobrados por marcas OEM premium por proteção equivalente.
Recentemente, trabalhei com Patricia, gerente de compras de um fabricante de equipamentos de mineração em Nevada. Ela estava a especificar cilindros para equipamentos de extração de ouro destinados a operações no Peru e no Chile — ambientes extremamente abrasivos e de alta altitude. O seu fornecedor OEM cotou $2.800 por cilindro sem haste revestido de cerâmica, com prazo de entrega de 16 semanas.
Fornecemos cilindros Bepto dimensionalmente compatíveis com revestimentos de carboneto de tungsténio HVOF por $1.850 cada, entregues em 4 semanas. A empresa dela agora padronizou o uso da Bepto para todas as aplicações de mineração, economizando 30-35% em custos de componentes e melhorando a confiabilidade da entrega.
Quando os revestimentos cerâmicos fazem sentido
Aplicações de alto valor:
- Tempo de inatividade do equipamento >$5.000 por hora
- Ciclo de substituição <12 meses com cromo
- Exposição a poeira com alto teor de sílica ou mineral
- Locais remotos com acesso difícil
Aplicações marginais:
- Equipamento de baixo ciclo (<50.000 ciclos/ano)
- Ambientes limpos ou moderadamente empoeirados
- Fácil acesso para manutenção
- Projetos com restrições orçamentárias
Ajudamos os clientes a tomar decisões informadas com base nas condições operacionais reais e na análise do custo total, não apenas vendendo revestimentos premium para todas as aplicações.
Quais são as considerações críticas relativas à instalação e manutenção?
Os revestimentos cerâmicos requerem um manuseamento específico para maximizar o desempenho. 🔧
As hastes revestidas com cerâmica exigem práticas de instalação cuidadosas, incluindo evitar danos por impacto durante a montagem, usar materiais de vedação adequados (poliuretano ou PTFE preenchido em vez de NBR padrão), manter a lubrificação adequada com graxas de baixo atrito e implementar botas ou limpadores de haste eficazes para evitar o acúmulo de partículas. A inspeção regular deve se concentrar na integridade do revestimento, em vez da profundidade do desgaste, pois mesmo danos menores no revestimento podem acelerar o desgaste localizado. O armazenamento adequado em mangas protetoras evita danos durante o manuseio antes da instalação.

Melhores práticas de instalação
Manuseie com cuidadoOs revestimentos cerâmicos, embora extremamente duros, podem lascar ou rachar se forem atingidos com ferramentas metálicas. Use ferramentas revestidas de plástico ou borracha durante a instalação. Nunca prenda diretamente em superfícies revestidas — use mangas protetoras.
Compatibilidade de vedação: As vedações NBR padrão podem não oferecer um desempenho ideal com revestimentos cerâmicos. Recomendamos:
- Vedantes de poliuretano: Melhor resistência ao desgaste e compatibilidade
- PTFE preenchido: Excelente para aplicações em altas temperaturas
- HNBR (NBR hidrogenado): Bom equilíbrio de propriedades
Lubrificação adequadaEmbora os revestimentos cerâmicos reduzam o atrito, a lubrificação inicial é fundamental. Use graxas à base de dissulfeto de molibdénio ou PTFE que não atraiam partículas abrasivas.
Manutenção e inspeção
Protocolo de inspeção visual:
- Mensalmente: Verifique se há danos visíveis no revestimento, lascas ou delaminação.
- Trimestralmente: Meça as taxas de desgaste da vedação como indicador da condição da haste
- Anualmente: Inspeção detalhada com ampliação para microfissuras
Procedimentos de limpeza: Use escovas macias e ar comprimido — nunca escovas de aço ou esponjas abrasivas que possam danificar o revestimento. Evite jatos de água de alta pressão diretamente sobre a superfície revestida.
Proteção do ambiente
Mesmo as hastes revestidas de cerâmica beneficiam da proteção ambiental:
Capas para varasAs botas tipo acordeão impedem 80-90% do contacto de partículas com a superfície da haste, prolongando a vida útil do revestimento cerâmico em 2-3 vezes.
Limpa para-brisas: Os limpadores de poliuretano de alta eficiência removem as partículas antes que elas entrem em contacto com as vedações, protegendo tanto o revestimento quanto as superfícies das vedações.
Filtragem do ar: Filtragem adequada do ar comprimido (ISO 8573-15 Classe 6 ou superior para partículas) evita a contaminação interna que pode danificar as vedações por dentro.
Na Bepto, fornecemos pacotes completos de proteção ambiental projetados especificamente para aplicações de mineração, incluindo botas de haste para serviços pesados, conjuntos de limpadores duplos e ferragens de montagem resistentes a choques e vibrações.
Conclusão
Os revestimentos cerâmicos transformam as hastes dos cilindros de componentes consumíveis em ativos de longo prazo em aplicações de mineração, proporcionando reduções drásticas na frequência de substituição, custos de manutenção e tempo de inatividade não planeado, graças à sua resistência à abrasão e durabilidade superiores. 🏆
Perguntas frequentes sobre revestimentos cerâmicos para cilindros de mineração
P: Os revestimentos cerâmicos podem ser aplicados em hastes cromadas existentes como uma atualização?
Sim, mas o cromo deve ser completamente removido primeiro através de esmerilhamento ou decapagem química para atingir o substrato de aço base. A haste é então jateada com areia para criar o perfil de superfície necessário para a adesão do revestimento cerâmico, revestida e esmerilhada para acabamento. Esta remodelação custa 60-70% de uma haste nova com revestimento cerâmico e é económica para hastes de grande diâmetro ou personalizadas, embora normalmente recomendemos a substituição para tamanhos padrão.
P: O que acontece se o revestimento cerâmico for danificado ou lascado durante a operação?
Lasca superficiais menores (<2 mm de diâmetro) normalmente não se propagam se a camada de ligação permanecer intacta — a cerâmica circundante continua a proteger o substrato. No entanto, danos que expõem o aço base criam um ponto de desgaste localizado que pode acelerar. As hastes danificadas devem ser substituídas na próxima manutenção programada, em vez de esperar por uma falha catastrófica. É por isso que recomendamos inspeções trimestrais em ambientes de mineração adversos.
P: Os revestimentos cerâmicos requerem procedimentos especiais de amaciamento?
Sim, as hastes revestidas com cerâmica beneficiam de um período de amaciamento de 50 a 100 ciclos a velocidade reduzida (50 a 60% da velocidade normal) e pressão reduzida (70 a 80% da pressão de operação) com lubrificação adequada. Isso permite que as vedações se adaptem à superfície do revestimento e estabelece uma película de lubrificação inicial. Ignorar o amaciamento pode causar desgaste prematuro da vedação durante as primeiras horas de operação.
P: Qual é o desempenho dos revestimentos cerâmicos em aplicações de mineração úmida com exposição à água?
Os revestimentos cerâmicos têm excelente desempenho em condições húmidas — os revestimentos de carboneto de crómio e carboneto de tungsténio são altamente resistentes à corrosão e não sofrem com a corrosão subsuperficial que pode levantar o revestimento de cromo. No entanto, a água pode transportar partículas abrasivas de forma mais eficaz do que o pó seco, por isso a vedação ambiental (botas de haste, limpadores eficazes) torna-se ainda mais crítica. Observámos um excelente desempenho em aplicações de mineração húmida com um projeto de sistema adequado.
P: As hastes revestidas com cerâmica podem ser reparadas ou revestidas novamente após o desgaste?
As hastes revestidas com cerâmica podem ser decapadas e revestidas novamente, embora cada ciclo remova 0,1-0,2 mm do material base durante a preparação da superfície. Normalmente, as hastes podem ser revestidas novamente 2-3 vezes antes que as tolerâncias dimensionais sejam comprometidas. O revestimento custa 50-60% do custo de uma haste nova. Na Bepto, oferecemos serviços de recondicionamento de hastes para aplicações de alto valor ou personalizadas, embora a substituição seja frequentemente mais económica para tamanhos de cilindros padrão.
-
Saiba mais sobre as propriedades e aplicações tradicionais do cromagem dura em máquinas industriais. ↩
-
Explore as várias técnicas de pulverização térmica utilizadas para aplicar revestimentos protetores de alto desempenho. ↩
-
Compreenda o processo de deposição física de vapor (PVD) e o seu papel na criação de camadas ultrafinas e resistentes. ↩
-
Descubra as normas internacionais para sistemas de gestão da qualidade que garantem a qualidade consistente de produtos e serviços. ↩
-
Analise as normas internacionais para a pureza do ar comprimido, que definem os limites de contaminantes para sistemas industriais. ↩
