

Introdução
O seu sistema pneumático está a perder pressão, a produtividade está a cair e os custos de manutenção estão a disparar. 💨 Substituiu as vedações duas vezes este mês, mas elas continuam a falhar em poucas semanas. O culpado não é a qualidade da vedação, mas sim a física da folga de extrusão, que a maioria dos engenheiros ignora. Quando a pressão força o material da vedação para folgas microscópicas, uma falha catastrófica está a apenas alguns ciclos de distância.
As folgas de extrusão são as distâncias entre os componentes do cilindro de acoplamento, onde a alta pressão pode forçar o material da vedação a fluir e deformar-se. Para evitar a falha da vedação, é necessário manter as dimensões da folga abaixo dos limites críticos (normalmente 0,1-0,3 mm, dependendo da pressão e da dureza da vedação) através de tolerâncias de usinagem precisas, seleção adequada do anel de apoio e compatibilidade dos materiais para evitar desgaste, rasgos e degradação progressiva da vedação.
Recentemente, ajudei Thomas, supervisor de manutenção de uma fábrica de engarrafamento de alta velocidade em Wisconsin, a resolver um misterioso problema de falha de vedação. Os seus cilindros sem haste estavam a operar a 12 bar, e as vedações estavam a falhar a cada 3-4 semanas, apesar do uso de vedações de poliuretano premium. Quando medimos as folgas reais de extrusão, encontramos folgas de 0,45 mm — muito além dos limites de segurança. Após a adaptação com os nossos cilindros Bepto, projetados com folgas máximas de 0,15 mm e anéis de apoio adequados, a vida útil das vedações aumentou para mais de 18 meses. 🔍
Índice
- O que são lacunas de extrusão e por que causam falhas na vedação?
- Como a pressão afeta o comportamento do material de vedação nas folgas de extrusão?
- Quais são as dimensões críticas da abertura para diferentes faixas de pressão?
- Quais características de design e anéis de apoio impedem a extrusão da vedação em cilindros sem haste?
O que são lacunas de extrusão e por que causam falhas na vedação?
Compreender a física mecânica por trás da extrusão de vedantes é essencial para evitar falhas prematuras e paragens dispendiosas. ⚙️
As folgas de extrusão são as folgas radiais ou axiais entre os componentes do cilindro (pistão-cilindro, haste-gaxeta) onde o material de vedação pressurizado pode fluir sob carga — quando a pressão do sistema excede a resistência da vedação à deformação, o elastómero se extrudiona nessas folgas, causando pequenos rasgos nas bordas da vedação, perda progressiva de material e, eventualmente, falha completa da vedação por rasgo ou perda da interferência de vedação.
A mecânica da extrusão de vedantes
Pense no material da vedação como mel espesso sob pressão. Em baixas pressões, a vedação mantém a sua forma e permanece dentro da sua ranhura. À medida que a pressão aumenta, o material sofre tensão que tenta empurrá-lo para qualquer espaço disponível. A abertura de extrusão funciona como uma válvula de abertura — quando a força da pressão supera a resistência do material da vedação e a resistência ao atrito, a vedação começa a fluir para a abertura.
Não se trata de uma falha repentina. É uma degradação progressiva que começa com um deslocamento microscópico do material na borda da vedação. Cada ciclo de pressão empurra um pouco mais de material para dentro da abertura. Ao longo de centenas ou milhares de ciclos, isso cria pequenas rasgaduras visíveis, que parecem como se alguém tivesse dado pequenas mordidas na borda da vedação.
Por que as tolerâncias padrão não são suficientes
Muitos fabricantes de cilindros trabalham com tolerâncias gerais de usinagem de ±0,2 mm ou até ±0,3 mm. Para aplicações de baixa pressão abaixo de 6 bar, isso pode ser aceitável. Mas a 10-16 bar — comum em pneumáticos industriais modernos — essas tolerâncias criam lacunas de extrusão que garantem a falha da vedação.
Na Bepto, aprendemos isso através de uma experiência prática dolorosa. No início da história da nossa empresa, fabricávamos cilindros com tolerâncias padrão da indústria e não conseguíamos entender por que os clientes relatavam falhas nas vedações em altas pressões. Uma análise detalhada das falhas revelou o mecanismo de extrusão, e redesenhamos completamente os nossos processos de fabricação para manter folgas mais apertadas.
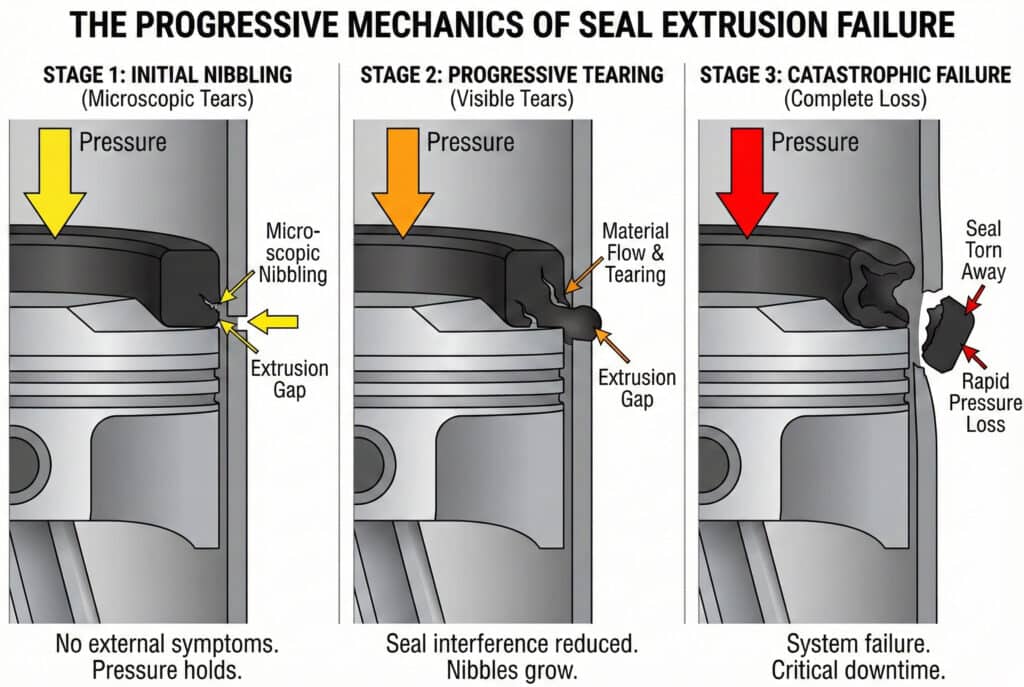
As três fases da falha na extrusão
Examinei centenas de vedações com falhas e a progressão é notavelmente consistente:
- Mordiscadas iniciais (primeiros 10-20% da vida útil da vedação): Aparecem rasgos microscópicos nas bordas da vedação do lado da pressão.
- Rasgamento progressivo (meados dos anos 60-70% da vida): As pequenas marcas transformam-se em rasgos visíveis, a vedação começa a perder interferência
- Falha catastrófica (final 10-20% da vida): Grandes secções rasgam-se, causando uma rápida perda de pressão
O mais insidioso é que os estágios 1 e 2 muitas vezes não apresentam sintomas externos. O cilindro ainda funciona, a pressão se mantém e tudo parece estar bem — até chegar ao estágio 3 e ocorrer uma falha repentina e completa durante uma produção crítica.
Como a pressão afeta o comportamento do material de vedação nas folgas de extrusão?
A relação entre pressão, propriedades do material e dimensões da folga determina a longevidade da vedação e a confiabilidade do sistema. 📈
A extrusão da vedação segue um modelo de deformação dependente da pressão, em que o fluxo de material para as aberturas aumenta exponencialmente acima dos limites críticos de pressão — a força de extrusão é igual à pressão multiplicada pela área da vedação, enquanto a resistência depende da dureza do material (Durómetro Shore A1), temperatura e coeficiente de atrito, criando um ponto de equilíbrio onde folgas acima de 0,2-0,4 mm (dependendo da dureza da vedação e da pressão) permitem o deslocamento progressivo do material e a falha.
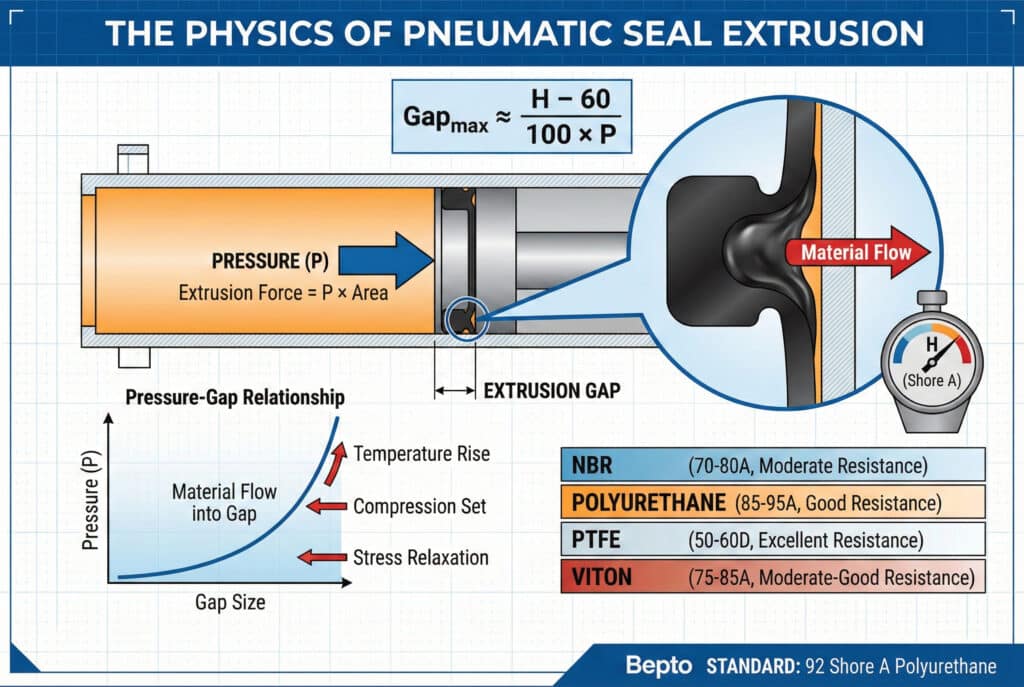
A relação entre pressão, diferença e dureza
Existe uma equação crítica que rege a extrusão da vedação, embora a maioria dos engenheiros nunca a veja. A folga máxima segura (em mm) é aproximadamente igual a: Gap_max = (H – 60) / (100 × P) onde H é a dureza Shore A e P é a pressão em bar.
Para uma vedação de poliuretano padrão 90 Shore A a 10 bar: Gap_max = (90-60)/(100×10) = 0,03 mm — uma tolerância incrivelmente apertada! É por isso que o projeto adequado do cilindro é tão importante.
Alterações nas propriedades dos materiais sob pressão
Os materiais de vedação não se comportam da mesma forma a 1 bar e a 15 bar. Sob alta pressão, várias coisas acontecem simultaneamente:
- Conjunto de compressão2: A vedação comprime-se, reduzindo a sua dureza efetiva.
- Aumento da temperatura: O atrito gera calor, amolecendo o elastómero.
- Relaxamento do stress: A pressão prolongada causa o rearranjo da cadeia molecular.
- Plastificação: Alguns materiais de vedação tornam-se mais fluidos sob pressão sustentada.
Esses fatores combinam-se para tornar as vedações mais suscetíveis à extrusão à medida que o tempo de operação aumenta. Uma vedação que resiste aos testes iniciais de alta pressão ainda pode falhar após 100.000 ciclos devido a alterações cumulativas nas propriedades do material.
Desempenho comparativo dos materiais de vedação
| Material do selo | Dureza Shore A | Pressão máxima (folga de 0,2 mm) | Pressão máxima (folga de 0,3 mm) | Resistência à extrusão |
|---|---|---|---|---|
| NBR (Nitrilo) | 70-80 | 6-8 bar | 4-5 bar | Moderado |
| Poliuretano | 85-95 | 10-14 bar | 7-9 bar | Bom |
| PTFE | 50-60D (Shore D) | 16+ bar | 12-16 bar | Excelente |
| Viton (FKM) | 75-85 | 8-10 bar | 5-7 bar | Moderado-Bom |
Esta tabela mostra por que nós, da Bepto, especificamos poliuretano 92 Shore A para os nossos cilindros sem haste de alta pressão — ele oferece o melhor equilíbrio entre desempenho de vedação, resistência ao desgaste e resistência à extrusão para aplicações pneumáticas industriais.
Comportamento dinâmico vs. estático da extrusão
As vedações estáticas (como os anéis de vedação das tampas) sofrem pressão constante e podem tolerar folgas ligeiramente maiores, pois não há tensão cíclica. As vedações dinâmicas (vedações de pistão e haste) enfrentam ciclos repetidos de pressão, flutuações de temperatura e atrito de deslizamento — todos fatores que aceleram os danos por extrusão.
Nos cilindros sem haste, isso é especialmente crítico porque todo o sistema de vedação do carro é dinâmico. Cada curso sujeita as vedações a inversões de pressão, aquecimento por atrito e tensão mecânica. É por isso que o projeto do cilindro sem haste exige um controle ainda mais rigoroso da folga de extrusão do que os cilindros padrão.
Quais são as dimensões críticas da abertura para diferentes faixas de pressão?
Conhecer os requisitos dimensionais precisos ajuda a especificar os cilindros corretamente e evitar falhas prematuras. 🎯
As folgas máximas críticas de extrusão variam de acordo com a faixa de pressão: 0,3-0,4 mm para 6-8 bar, 0,2-0,25 mm para 8-10 bar, 0,15-0,20 mm para 10-12 bar e 0,10-0,15 mm para aplicações de 12-16 bar — essas dimensões devem ser mantidas em todo o perímetro da vedação, levando em consideração a expansão térmica, o desgaste e as tolerâncias de fabricação, exigindo usinagem de precisão para IT73 ou melhores graus de tolerância para sistemas pneumáticos de alta pressão.
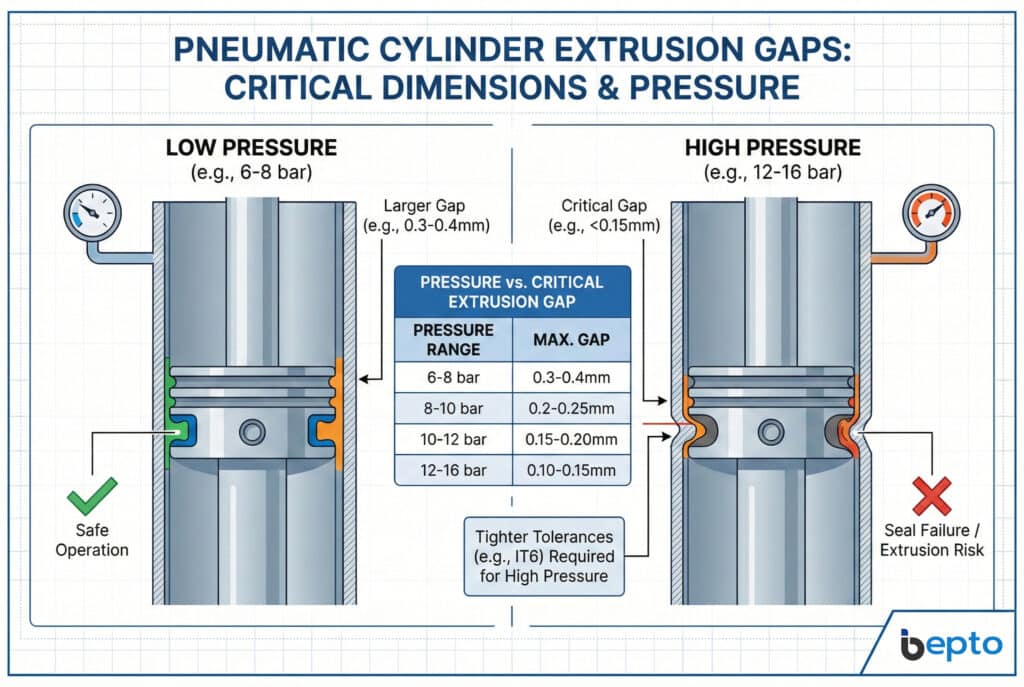
Especificações de folga baseadas na pressão
Na Bepto, utilizamos estas regras de design para os nossos cilindros sem haste:
Baixa pressão (até 6 bar):
- Folga radial máxima: 0,35 mm
- Recomendado: 0,25-0,30 mm
- Grau de tolerância: IT8 (±0,046 mm para 50 mm de diâmetro)
Pressão média (6-10 bar):
- Folga radial máxima: 0,20 mm
- Recomendado: 0,15-0,18 mm
- Grau de tolerância: IT7 (±0,030 mm para 50 mm de diâmetro)
Alta pressão (10-16 bar):
- Folga radial máxima: 0,15 mm
- Recomendado: 0,10-0,12 mm
- Grau de tolerância: IT6 (±0,019 mm para 50 mm de diâmetro)
Estes números não são teóricos — eles são derivados de testes de campo realizados em milhares de instalações e milhões de horas de operação.
Contabilização da expansão térmica
Aqui está um fator que muitos engenheiros ignoram: o alumínio expande-se aproximadamente 23 μm por metro por °C. Num cilindro sem haste de 1 metro operando de 20 °C a 60 °C (comum em ambientes industriais), o cilindro expande-se 0,92 mm em comprimento e proporcionalmente em diâmetro.
Para um cilindro com diâmetro interno de 63 mm, isso representa um aumento de cerca de 0,058 mm no diâmetro. Se a folga em estado frio for de 0,15 mm e não for considerada coeficiente de expansão térmica4, a sua folga em estado quente torna-se 0,208 mm — potencialmente empurrando para a zona de falha em alta pressão.
Projetamos os nossos cilindros Bepto tendo em mente a compensação térmica, utilizando combinações de materiais e especificações dimensionais que mantêm espaços seguros em toda a faixa de temperatura operacional.
Progressão do desgaste e aumento da folga
Mesmo com dimensões iniciais perfeitas, o desgaste aumenta gradualmente as folgas de extrusão. Nos nossos testes, descobrimos que:
- Desgaste do barril: 0,01-0,02 mm por milhão de ciclos (alumínio anodizado duro)
- Desgaste do pistão: 0,02-0,03 mm por milhão de ciclos (alumínio com revestimento)
- Desgaste da junta: redução de altura de 0,05-0,10 mm por milhão de ciclos
Isso significa que um cilindro que começa com folgas de 0,15 mm pode atingir 0,20 mm após 500.000 ciclos. Projetar tendo em mente essa progressão — começando com folgas iniciais mais apertadas — prolonga significativamente a vida útil geral da vedação.
Métodos de medição e verificação
Quando visito as instalações dos clientes para resolver problemas relacionados com falhas nas vedações, levo sempre comigo ferramentas de medição de precisão. Não é possível gerir o que não se mede. Verificamos as folgas de extrusão utilizando:
- Calibres de pinos para verificações rápidas de aprovação/rejeição
- Micrómetros de furo para medições internas precisas
- Máquinas de medição por coordenadas (CMM) para verificação completa da geometria
Lembro-me de visitar Laura, uma gestora de qualidade numa fabricante de equipamentos de automação em Ontário. Ela estava frustrada com a vida útil inconsistente das vedações em cilindros supostamente idênticos. Quando medimos as folgas reais, encontramos variações de 0,12 mm a 0,38 mm no mesmo lote de produção do seu fornecedor anterior. Depois de mudar para cilindros Bepto com folgas verificadas de 0,15 mm ±0,02 mm, a vida útil das vedações tornou-se previsível e consistente. 📏
Quais características de design e anéis de apoio impedem a extrusão da vedação em cilindros sem haste?
Soluções de engenharia adequadas combinam controlo dimensional com sistemas de suporte mecânico para maximizar a vida útil da vedação. 🔧
A prevenção da extrusão da vedação requer abordagens de design integradas, incluindo ranhuras de vedação usinadas com precisão com relações de profundidade e largura otimizadas, anti-extrusão Anéis de reserva5 (PTFE ou poliuretano reforçado) posicionado no lado da pressão, bordas chanfradas para evitar danos à vedação durante a montagem e seleção de material que combina a dureza da vedação com a pressão operacional — em cilindros sem haste, configurações de vedação dupla com designs balanceados por pressão reduzem ainda mais o risco de extrusão, mantendo o baixo atrito.

Geometria otimizada da ranhura da vedação
A ranhura da vedação não é apenas uma ranhura retangular — as suas dimensões afetam significativamente a resistência à extrusão. Nós projetamos as ranhuras das vedações Bepto com base nos seguintes princípios:
Profundidade da ranhura: 70-80% de secção transversal da vedação (permite compressão controlada)
Largura da ranhura: 90-95% de secção transversal da vedação (impede a compressão excessiva)
Raio do canto: 0,2-0,4 mm (evita a concentração de tensões)
Acabamento da superfície: Ra 0,4-0,8 μm (otimiza o atrito da vedação)
Essas proporções garantem que a vedação seja comprimida o suficiente para criar força de vedação sem sobrecarregar o material, o que aceleraria a extrusão.
Seleção e colocação do anel de apoio
Os anéis de apoio são os heróis desconhecidos da vedação de alta pressão. Esses anéis rígidos ou semirrígidos ficam adjacentes à vedação no lado da pressão, bloqueando fisicamente a abertura de extrusão. Pense neles como uma barragem que impede que o material de vedação flua para a folga.
Anéis de apoio em PTFE (nosso padrão na Bepto para mais de 10 bar):
- Dureza Shore D 50-60 (muito mais duro do que os elastómeros)
- Pode preencher lacunas de até 0,4 mm a 16 bar
- Baixo coeficiente de atrito (0,05-0,10)
- Temperatura estável até 200 °C
Anéis de reforço em poliuretano reforçado (para pressão moderada):
- Dureza Shore A 95-98
- Eficaz para folgas até 0,3 mm a 10 bar
- Melhor elasticidade do que o PTFE
- Mais económico para aplicações de média pressão
O segredo está no posicionamento: o anel de apoio deve estar no lado da pressão da vedação. Já vi instalações em que os anéis de apoio foram instalados ao contrário, não oferecendo nenhuma proteção — um erro caro que pode ser facilmente evitado com o treinamento adequado.
Desafios específicos dos cilindros sem haste
Os cilindros sem haste apresentam desafios únicos de extrusão, pois as vedações do carro devem manter a pressão enquanto deslizam ao longo de todo o comprimento do cilindro. Na Bepto, usamos uma configuração de vedação dupla:
- Vedação primária: Copo em U de poliuretano Shore A 92 com geometria otimizada do rebordo
- Vedação secundária: Anel de apoio em PTFE com mola energizante
- Vedação do limpa para-brisas: Remove contaminantes que podem danificar a vedação primária
Este sistema de três elementos oferece redundância — se a vedação primária começar a apresentar danos por extrusão, o anel de backup evita uma falha catastrófica, dando a si tempo para agendar a manutenção, em vez de passar por uma paragem de emergência.
Compatibilidade de materiais e resistência química
A extrusão de vedantes não é puramente mecânica — a compatibilidade química afeta as propriedades do material e a resistência à extrusão. A exposição a fluidos ou lubrificantes incompatíveis pode:
- Inchaço a vedação, aumentando o atrito e a geração de calor
- Suavizar o material, reduzindo a resistência à extrusão
- Endurecer a vedação, causando rachaduras e perda de vedação
Na Bepto, especificamos os nossos materiais de vedação com base em ambientes industriais comuns:
- Ar standard: Vedações de poliuretano (excelente desempenho geral)
- Ar contaminado por óleo: Vedações NBR (resistentes ao óleo)
- Aplicações a altas temperaturas: Vedações Viton (resistentes ao calor até 200 °C)
- Alimentar/farmacêutico: Poliuretano ou PTFE em conformidade com a FDA
Manutenção preventiva e monitorização
Mesmo com um design perfeito, monitorar a condição da vedação evita falhas inesperadas. Recomendamos estas práticas:
Inspeção visual a cada 100.000 ciclos ou 6 meses:
- Verifique se há marcas visíveis nas bordas da vedação.
- Procure por vazamentos de óleo ou ar
- Verifique se o funcionamento está suave, sem aderência
Controlo do desempenho:
- Acompanhe os tempos de ciclo (o aumento do tempo sugere um aumento do atrito)
- Monitorize o consumo de ar (aumentos indicam fugas)
- Registe quaisquer ruídos ou vibrações invulgares.
Substituição preditiva:
- Substitua as vedações a 70-80% da vida útil prevista
- Não espere pelo fracasso total
- Agende substituições durante o tempo de inatividade planeado
Na Bepto, fornecemos aos nossos clientes ferramentas de previsão da vida útil das vedações com base nas suas condições operacionais específicas — pressão, taxa de ciclo, temperatura e ambiente. Isso elimina as suposições do planeamento da manutenção e evita falhas de emergência dispendiosas que interrompem os cronogramas de produção.
Conclusão
A física da folga de extrusão não é apenas uma teoria académica — é a diferença entre sistemas pneumáticos fiáveis e falhas de vedação dispendiosas e frustrantes. Ao manter as dimensões precisas da folga abaixo dos limites críticos, usar anéis de apoio adequados e selecionar materiais adequados às condições de operação, pode prolongar a vida útil da vedação em 5 a 10 vezes em comparação com sistemas mal projetados. Na Bepto, todos os cilindros sem haste que fabricamos incorporam esses princípios de prevenção de extrusão, porque entendemos que a sua produção não pode se dar ao luxo de ter paragens inesperadas. Ao especificar cilindros, não aceite garantias vagas — exija especificações dimensionais, medições de folga e detalhes do sistema de vedação que comprovem a resistência à extrusão. 🛡️
Perguntas frequentes sobre falhas de vedação e lacunas de extrusão
P: Como posso medir as folgas de extrusão em cilindros instalados sem desmontá-los?
A medição direta requer desmontagem, mas é possível inferir folgas excessivas através de sintomas de desempenho: desgaste rápido da vedação (menos de 100.000 ciclos), desgaste visível nas vedações removidas, aumento do consumo de ar ao longo do tempo e quedas de pressão sob carga. Para aplicações críticas, nós da Bepto recomendamos inspeções programadas a cada 500.000 ciclos, nas quais as vedações são examinadas e as folgas verificadas com ferramentas de medição de precisão.
P: Posso usar anéis de apoio para compensar cilindros com folgas de extrusão excessivas?
Os anéis de apoio ajudam, mas não são uma solução completa para cilindros mal projetados — eles podem preencher lacunas de 0,1 a 0,15 mm além das dimensões ideais, mas lacunas superiores a 0,4 mm causarão falhas mesmo com anéis de apoio. Além disso, lacunas excessivas aumentam o atrito e o desgaste dos próprios anéis de apoio. Um projeto adequado do cilindro com lacunas iniciais corretas é sempre superior à tentativa de compensação com anéis de apoio.
P: Por que as minhas vedações falham mais rapidamente em velocidades de ciclo mais altas, mesmo com a mesma pressão?
Velocidades de ciclo mais altas geram mais calor por atrito, o que amolece os materiais da vedação e reduz a resistência à extrusão — uma vedação operando a 90 °C devido ao atrito em alta velocidade tem efetivamente 10-15 pontos Shore A a menos de dureza do que o mesmo material a 40 °C. Além disso, ciclos rápidos de pressão criam concentrações dinâmicas de tensão que aceleram o início do desgaste. Para aplicações de alta velocidade acima de 1 metro/segundo, especifique vedações com um grau de dureza mais alto e reduza as folgas máximas em 0,02-0,03 mm.
P: Existem materiais de vedação que eliminam completamente os problemas de extrusão?
Os compostos de PTFE e PTFE preenchido oferecem a mais alta resistência à extrusão, funcionando de forma confiável a mais de 16 bar com folgas de 0,3-0,4 mm, mas exigem forças de vedação mais altas e têm elasticidade limitada em comparação com o poliuretano ou a borracha. Para a maioria das aplicações pneumáticas, os sistemas de vedação de poliuretano adequadamente projetados com anéis de apoio proporcionam melhor desempenho geral — menor atrito, melhor vedação na partida e resistência adequada à extrusão quando as folgas são controladas corretamente.
P: Como posso especificar os requisitos de folga de extrusão ao encomendar cilindros personalizados?
Solicite especificações dimensionais explícitas na sua ordem de compra: “Folga radial máxima entre o diâmetro externo do pistão e o diâmetro interno do cilindro: 0,15 mm medido a 20 °C” e “O sistema de vedação deve incluir anéis de apoio de PTFE classificados para [sua pressão] bar”. Na Bepto, fornecemos relatórios de inspeção dimensional com cada cilindro personalizado, mostrando as folgas reais medidas e as especificações do sistema de vedação, garantindo que você receba cilindros projetados para seus requisitos específicos de pressão e desempenho.
-
Saiba mais sobre a escala de dureza Shore A, utilizada para medir a resistência de elastómeros e borrachas. ↩
-
Entenda o conjunto de compressão, a deformação permanente de um material após ser submetido a tensão. ↩
-
Veja o sistema ISO de limites e ajustes que define graus de tolerância padrão, como IT7. ↩
-
Leia sobre como os materiais se expandem e contraem com as mudanças de temperatura com base nas suas propriedades físicas. ↩
-
Explore como os anéis de apoio impedem a extrusão, fechando o espaço entre os componentes metálicos. ↩
