
Atunci când linia dvs. de asamblare automată pierde 8% de piese manipulate din cauza forței de prindere inconsecvente și a poziționării necorespunzătoare a pieselor, ceea ce costă $12.000 pe zi în produse deteriorate și reprelucrare, soluția constă adesea în selectarea tipului corect de clește pneumatic care să corespundă cerințelor specifice ale aplicației dvs. și caracteristicilor pieselor.
Prehensoarele pneumatice sunt disponibile în cinci tipuri principale - paralele, unghiulare, cu 3 gheare, cu ac și cu pârghie - fiecare fiind proiectat pentru aplicații de prindere specifice, cu prehensoare paralele pentru piese dreptunghiulare, prehensoare unghiulare pentru obiecte rotunde și modele specializate pentru geometrii delicate sau complexe ale pieselor cu forțe de prindere cuprinse între 10N și 10.000N.
Luna trecută, am ajutat-o pe Lisa Chen, inginer de automatizare la o instalație de asamblare electronică din San Jose, California, ale cărei dispozitive de prindere existente deteriorau plăcile de circuite delicate din cauza forței de prindere excesive și a alinierii defectuoase a fălcilor.
Tabla de conținut
- Care sunt principalele categorii de cleme pneumatice și aplicațiile lor?
- Cum diferă clemele paralele și unghiulare în ceea ce privește performanța și cazurile de utilizare?
- Ce tipuri specializate de dispozitive de prindere se pretează la aplicații industriale unice?
- De ce selectarea și dimensionarea prinderilor determină succesul automatizării?
Care sunt principalele categorii de cleme pneumatice și aplicațiile lor?
Dispozitivele de prindere pneumatice sunt clasificate în tipuri distincte în funcție de modelele de mișcare a fălcilor și de aplicațiile prevăzute în sistemele automate de manipulare.
Cele cinci categorii principale de dispozitive de prindere pneumatice sunt: dispozitive de prindere paralele pentru piese dreptunghiulare, dispozitive de prindere unghiulare pentru obiecte cilindrice, dispozitive de prindere cu 3 gheare pentru piese rotunde, dispozitive de prindere cu ace pentru articole delicate și dispozitive de prindere cu pârghie pentru aplicații cu forță mare, fiecare tip fiind optimizat pentru anumite geometrii ale pieselor și cerințe de manipulare.

Clasificări principale ale prinderilor
În cei 15 ani petrecuți la Bepto, am furnizat dispozitive de prindere pneumatice pentru nenumărate aplicații de automatizare în diverse industrii:
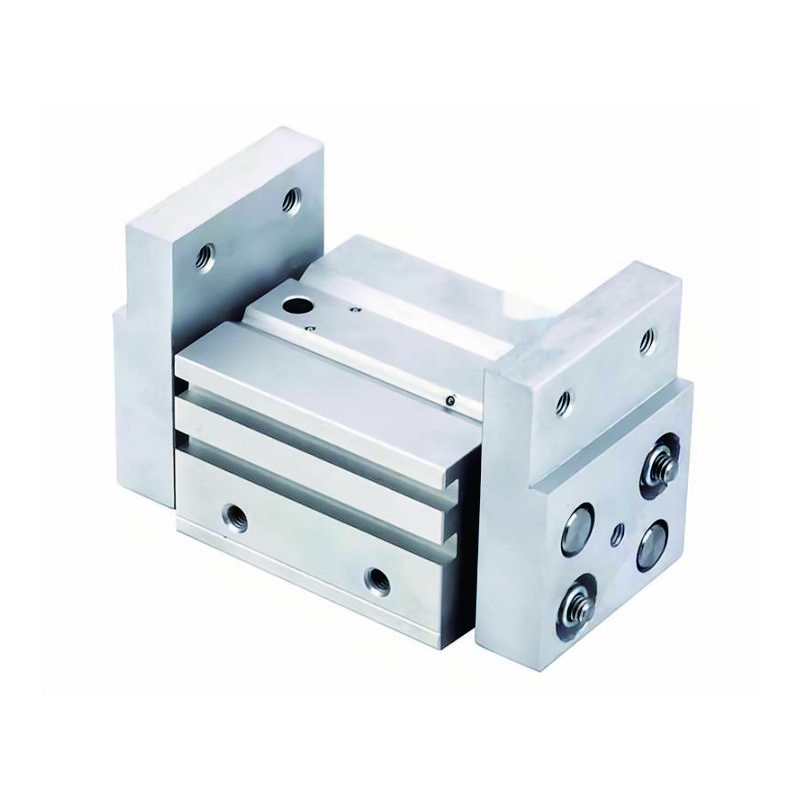
Prinzătoare paralele (mișcare liniară)
- Mișcarea: Maxilarele se mișcă în linii drepte paralele
- Cel mai bun pentru: Piese dreptunghiulare, pătrate sau plate
- Industrii: Electronică, automobile, ambalaje
- Avantaje: Forță de prindere constantă, poziționare precisă
Prinzătoare unghiulare (mișcare rotativă)
- Mișcarea: Fălcile se rotesc în jurul punctelor de pivot
- Cel mai bun pentru: Forme cilindrice, rotunde sau neregulate
- Industrii: Prelucrare, manipulare materiale, asamblare
- Avantaje: Acțiune de autocentrare, prindere versatilă
Dispozitive de prindere cu 3 gheare (mișcare concentrică)
- Mișcarea: Trei fălci se deplasează simultan spre interior/exterior
- Cel mai bun pentru: Piese rotunde, tuburi, tije
- Industrii: Operații de prelucrare, strunjire, inspecție
- Avantaje: Centrare automată, prindere sigură a pieselor rotunde
Dispozitive de prindere a acului (Precision Motion)
- Mișcarea: Fălci subțiri ca niște ace pentru manipulări delicate
- Cel mai bun pentru: Componente mici, fragile sau subțiri
- Industrii: Electronică, dispozitive medicale, optică
- Avantaje: Zonă de contact minimă, manipulare delicată
Dispozitive de prindere cu pârghie (mișcare de forță mare)
- Mișcarea: Avantaj mecanic prin mecanismul basculant
- Cel mai bun pentru: Piese grele care necesită o forță mare de prindere
- Industrii: Producție grea, forjare, sudură
- Avantaje: Forță maximă de prindere, acțiune de auto-blocare
Matrice de selecție în funcție de aplicație
| Caracteristici ale pieselor | Tip gripper recomandat | Gama de forțe tipice | Principalele beneficii |
|---|---|---|---|
| Dreptunghiular/Flat | Paralelă | 50N - 2000N | Distribuția uniformă a presiunii |
| Cilindric/rotund | Angular sau cu 3 gheare | 100N - 3000N | Capacitate de autocentrare |
| Mic/Delicat | Ac | 10N - 200N | Contact minim cu piesele |
| Greu/Robust | Toggle | 500N - 10000N | Putere maximă de prindere |
| Forme neregulate | Angular | 200N - 2500N | Poziționarea adaptivă a maxilarului |
Aplicații specifice industriei
Producția de automobile
- Componentele motorului: Prinderi unghiulare pentru pistoane, tije
- Panouri de caroserie: Dispozitive de prindere paralele pentru tablă plată
- Piese mici: Dispozitive de prindere cu ac pentru senzori, conectori
- Ansambluri grele: Dispozitive de prindere basculante pentru cutii de transmisie
Asamblare electronică
- Plăci de circuite: Dispozitive de prindere paralele cu fălci moi
- Componente: Dispozitive de prindere cu ac pentru cipuri, rezistențe
- Conectori: Dispozitive de prindere unghiulare pentru carcase rotunde
- Afișează: Prehensori specializați cu asistență la vid
Cum diferă clemele paralele și unghiulare în ceea ce privește performanța și cazurile de utilizare?
Dispozitivele de prindere paralele și unghiulare reprezintă cele mai comune două tipuri de dispozitive de prindere pneumatice, fiecare oferind avantaje distincte pentru aplicații specifice de automatizare.
Dispozitivele de prindere paralele asigură o distribuție uniformă a presiunii și o poziționare precisă pentru piese dreptunghiulare, în timp ce dispozitivele de prindere unghiulare oferă o capacitate de autocentrare și o prindere versatilă pentru obiecte rotunde sau neregulate, tipurile paralele realizând o repetabilitate de ± 0,1 mm, iar cele unghiulare oferind o rotație a fălcilor de până la 180°.
Tehnologia de prindere paralelă
Mecanism de funcționare
- Acționator liniar: Cilindru fără tijă sau acționare cu cremalieră și pinion
- Mișcarea maxilarului: Mișcare paralelă simultană
- Distribuția forței: Presiune uniformă pe toată fața maxilarului
- Poziționare: Repetabilitate și precizie ridicate
Caracteristici de performanță
- Repetabilitate1: ±0.05mm până la ±0.2mm
- Forța de prindere: 50N până la 5000N pe falcă
- Lungimea cursei: 5 mm până la 200 mm deschidere
- Viteza: 50-500mm/s viteza fălcilor
Aplicații ideale
- Piese plate: Tablă, panouri, plăci
- Obiecte dreptunghiulare: Cutii, blocuri, carcase
- Asamblare de precizie: Componente electronice, componente optice
- Controlul calității: Orientarea consecventă a pieselor
Tehnologia de prindere unghiulară
Mecanism de funcționare
- Acționator rotativ: Acționare pneumatică cu palete sau cu piston
- Mișcarea maxilarului: Mișcare de rotație în jurul pivotului
- Autocentrare: Alinierea automată a pieselor
- Prindere adaptivă: În conformitate cu geometria piesei
Caracteristici de performanță
- Unghi de rotație: Balansare maxilar de la 30° la 180°
- Forța de prindere: Forță de închidere de la 100N la 8000N
- Timp de răspuns: 0,1-0,5 secunde cursă completă
- Cuplu de ieșire: 5-500 Nm în funcție de dimensiune
Aplicații ideale
- Piese cilindrice: Țevi, tije, arbori
- Obiecte rotunde: Sticle, cutii, sfere
- Forme neregulate: Piese turnate, piese forjate, piese turnate
- Manipularea materialelor: Sortarea, orientarea pieselor în vrac
Analiza comparativă a performanței
| Factor de performanță | Dispozitive de prindere paralele | Prinderi unghiulare |
|---|---|---|
| Centrarea pieselor | Este necesară alinierea manuală | Auto-centrare automată |
| Uniformitatea aderenței | Distribuție excelentă a presiunii | Variabil în funcție de forma piesei |
| Acuratețea poziționării | ±0.05-0.2mm | ±0,2-0,5 mm |
| Versatilitatea pieselor | Limitat la geometrii similare | Manevrează forme variate |
| Viteza ciclului | Foarte rapid (0,1-0,3s) | Moderat (0,2-0,5s) |
| Întreținere | Scăzut - mai puține piese în mișcare | Moderat - mecanisme pivot |
Poveste comparativă din lumea reală
Acum șase luni, am lucrat cu David Wilson, director de producție la o fabrică de bunuri de consum din Manchester, Anglia. Dispozitivele sale de prindere paralele aveau probleme cu sticlele cilindrice care necesitau o centrare precisă pentru aplicarea etichetelor. Sticlele se deplasau în timpul transportului, provocând 15% erori de aliniere a etichetelor și costuri zilnice de refacere de $8.000. Am înlocuit dispozitivele de prindere paralele cu dispozitive de prindere unghiulare Bepto care au centrat automat fiecare sticlă, reducând alinierea eronată la sub 2% și economisind anual 147.000 GBP prin reducerea deșeurilor și îmbunătățirea producției. Acțiunea de autocentrare a eliminat nevoia de senzori de poziționare suplimentari, reducând și mai mult complexitatea sistemului. 🎯
Orientări privind selecția
Alegeți dispozitive de prindere paralele atunci când:
- Piesele au o geometrie dreptunghiulară consecventă
- Precizia ridicată de poziționare este esențială
- Sunt necesari timpi de ciclu rapizi
- Presiunea uniformă de prindere este esențială
- Piesele sunt fragile sau necesită o manipulare delicată
Alegeți dispozitive de prindere unghiulare atunci când:
- Piesele sunt cilindrice sau rotunde
- Dimensiunile pieselor variază în cadrul unei game
- Este necesară capacitatea de autocentrare
- Trebuie gestionate formele neregulate ale pieselor
- Prinderea adaptivă este avantajoasă
Ce tipuri specializate de dispozitive de prindere se pretează la aplicații industriale unice?
Dispozitivele de prindere pneumatice specializate abordează provocări industriale specifice pe care tipurile standard paralele și unghiulare nu le pot gestiona eficient.
Tipurile specializate de dispozitive de prindere includ dispozitive de prindere cu 3 gheare pentru centrarea precisă a pieselor rotunde, dispozitive de prindere cu ace pentru manipularea componentelor delicate, dispozitive de prindere cu pârghie pentru aplicații cu forță maximă și modele personalizate pentru geometrii unice ale pieselor, fiecare tip fiind proiectat pentru a rezolva provocări specifice de automatizare în medii industriale solicitante.
Sisteme de prindere cu 3 gheare
Proiectare tehnică
- Mișcare simultană: Toate cele trei fălci se mișcă concentric
- Precizia de centrare: Repetabilitate ±0.02-0.1mm
- Funcționare tip mandrină: Similar cu mecanismul mandrinei de strung
- Forță echilibrată: Presiune egală din toate punctele de contact
Aplicații și beneficii
- Operații de prelucrare: Menținerea piesei de prelucrat pentru strunjire
- Inspecția calității: Poziționarea precisă a pieselor pentru măsurare
- Procese de asamblare: Inserarea componentelor rotunde
- Manipularea materialelor: Manipularea tuburilor și a tijelor
Specificații de performanță
- Diametrul piesei Interval: 5 mm până la 300 mm
- Forța de prindere: 200N până la 5000N total
- Precizia de centrare: ±0.05mm tipic
- Durata ciclului: 0,2-0,8 secunde cursa completă
Tehnologia de prindere a acului
Caracteristici de proiectare de precizie
- Zona minimă de contact: Reduce marcarea și deteriorarea pieselor
- Forță reglabilă: Control precis al presiunii de prindere
- Profil compact: Accesul în spații restrânse
- Manipulare delicată: Ideal pentru componente fragile
Aplicații critice
- Fabricarea produselor electronice: Cipuri IC, rezistențe, condensatoare
- Asamblarea dispozitivelor medicale: Instrumente chirurgicale, implanturi
- Componente optice: Lentile, prisme, fibre optice
- Mecanică de precizie: Piese de ceas, mecanisme mici
Capacități tehnice
- Gama de forțe de prindere: 5N până la 500N
- Grosimea maxilarului: 0,5 mm până la 5 mm
- Acuratețea poziționării: ±0.02mm
- Capacitatea de greutate a piesei: 0,1g până la 2kg
Sisteme de prindere Toggle
Mecanism de forță mare
- Avantaj mecanic: Multiplicarea forței de la 5:1 la 20:1
- Auto-blocare2: Menține aderența fără presiune continuă a aerului
- Construcție robustă: Design industrial robust
- Eliberare de urgență: Caracteristici de siguranță pentru protecția operatorului
Aplicații pentru sarcini grele
- Operațiuni de forjare: Manipularea pieselor metalice fierbinți
- Instalații de sudare: Poziționare sigură a pieselor
- Ansamblu greu: Manipularea componentelor mari
- Prelucrarea materialelor: Oțel, aluminiu, manipulare prin turnare
Specificații de performanță
- Forța maximă de prindere: Până la 50,000N
- Capacitatea de greutate a piesei: 500kg+
- Presiunea de funcționare: 4-8 bar tipic
- Factor de siguranță: Marjă minimă de proiectare 4:1
Soluții personalizate de prindere
Echipa noastră de ingineri Bepto proiectează dispozitive de prindere specializate pentru aplicații unice:
Dispozitive de prindere asistate de vid
- Tehnologie hibridă: Prindere pneumatică + menținere în vid
- Aplicații: Materiale poroase, suprafețe neregulate
- Beneficii: Prindere sigură pe geometrii dificile
- Industrii: Manipularea sticlei, semiconductor, ambalare
Cleme de prindere Soft-Jaw
- Materiale conforme: Fălci din cauciuc, spumă, silicon
- Aplicații: Suprafețe delicate, piese vopsite
- Beneficii: Fără marcaj, prindere conformă
- Industrii: Finisaje auto, electronice, alimentare
Dispozitive de prindere multipoziție
- Geometrie variabilă: Configurații reglabile ale fălcilor
- Aplicații: Dimensiuni multiple ale pieselor, scule de familie
- Beneficii: Schimbări reduse de scule, flexibilitate
- Industrii: Ateliere de lucru, prototipuri, loturi mici
Comparație între dispozitivele de prindere specializate
| Tip gripper | Avantaj primar | Forța tipică | Cele mai bune aplicații |
|---|---|---|---|
| 3 gheare | Centrare perfectă | 200-5000N | Piese rotunde, prelucrare |
| Ac | Contact minim | 5-500N | Componente delicate |
| Toggle | Forța maximă | 1000-50000N | Piese grele, sudură |
| Asistență la vid | Menținere versatilă | 100-2000N | Suprafețe neregulate |
| Soft-Jaw | Prevenirea daunelor | 50-1500N | Suprafețe finisate |
De ce selectarea și dimensionarea prinderilor determină succesul automatizării?
Selectarea și dimensionarea corectă a prinderilor pneumatice au un impact direct asupra calității producției, a duratei ciclurilor și a fiabilității generale a sistemului de automatizare.
Selectarea și dimensionarea dispozitivului de prindere determină succesul automatizării prin adaptarea forței de prindere la cerințele pieselor, asigurarea unor factori de siguranță adecvați, optimizarea duratei ciclurilor și prevenirea deteriorării pieselor, o selecție adecvată îmbunătățind de obicei eficiența producției cu 25-40% și reducând rata defectelor cu 60-80%.

Parametrii critici de selecție
Analiza caracteristicilor pieselor
- Geometrie: Formă, dimensiune, caracteristici de suprafață
- Greutate: Masa și centrul de greutate
- Material: Duritatea suprafeței, fragilitatea, textura
- Toleranțe: Variații dimensionale, finisaj de suprafață
Cerințe privind calculul forței
- Forța de prindere: Forța minimă pentru fixarea piesei
- Factor de siguranță: 2-4x minim pentru fiabilitate
- Forțe de accelerație: Sarcini dinamice în timpul mișcării
- Factori de mediu: Temperatură, contaminare, vibrații
Cerințe de performanță
- Durata ciclului: Cerințe de viteză pentru rata de producție
- Acuratețea poziționării: Specificații de repetabilitate
- Fiabilitate: Durata de viață preconizată și întreținerea
- Integrare: Compatibilitatea cu sistemele existente
Metodologie de dimensionare
Formula de calcul a forței
Forța de prindere necesară = (greutatea piesei × factorul de accelerație × factorul de siguranță) / Coeficientul de frecare3
Orientări privind factorul de siguranță
- Aplicații standard: 2-3x Factor de siguranță4
- Operațiuni de mare viteză: Factor de siguranță de 3-4x
- Părți critice: Factor de siguranță 4-5x
- Componente fragile: Forță minimă cu factor 1,5-2x
Considerații privind lungimea cursei
- Distanța de deschidere: Dimensiunea piesei + joc + toleranță
- Factor de compensare: 20-50% deschidere suplimentară
- Grosimea maxilarului: Țineți cont de dimensiunile fălcilor de prindere
- Cerințe de acces: Spațiu pentru introducerea/eliminarea pieselor
ROI prin selecție adecvată
Îmbunătățiri ale performanței
Clienții noștri obțin beneficii măsurabile prin selectarea corectă a dispozitivului de prindere:
- Reducerea timpului de ciclu: 15-30% funcționare mai rapidă
- Scăderea ratei defectelor: 60-80% mai puține piese deteriorate
- Îmbunătățirea timpului de funcționare: 90%+ creștere a fiabilității
- Reducerea cheltuielilor de întreținere: 50% mai puține apeluri de service
Analiza impactului costurilor
- Investiție inițială: Selectarea corectă a dispozitivului de prindere vs. încercarea și eroarea
- Eficiența producției: Cicluri mai rapide, mai puține opriri
- Costuri de calitate: Reducerea rebuturilor și a reprelucrării
- Economii de întreținere: Durată de viață mai lungă, mai puține defecțiuni
Poveste de succes: Optimizarea completă a dispozitivului de prindere
În urmă cu trei luni, am colaborat cu Maria Rodriguez, director de operațiuni la o fabrică de dispozitive medicale din Barcelona, Spania. Linia sa de asamblare se confrunta cu o rată de deteriorare a pieselor de 22% cu ajutorul unor dispozitive de prindere paralele generice care nu puteau manevra corespunzător implanturile delicate din titan. Forța de prindere excesivă provoca microcrăpături care duceau la 180 000 EUR lunar în piese casate. Am efectuat o analiză completă a dispozitivelor de prindere și am înlocuit sistemul cu dispozitive de prindere cu ac Bepto personalizate, cu control prin feedback al forței. Noul sistem a redus ratele de deteriorare la sub 3%, economisind 2,1 milioane de euro anual, îmbunătățind în același timp durata ciclurilor cu 28% prin secvențe de prindere optimizate. 💰
Matricea deciziilor de selecție
| Tip de aplicație | Gripper recomandat | Factorii cheie de selecție | Beneficii preconizate |
|---|---|---|---|
| Asamblare la volum mare | Paralelă cu senzori | Viteză, repetabilitate, fiabilitate | Reducerea timpului de ciclu 30% |
| Manipularea pieselor variate | Angulare cu fălci moi | Versatilitate, prindere delicată | Reducerea sculei 50% |
| Operațiuni de precizie | 3 gheare cu feedback | Precizie, centrare | Îmbunătățirea poziționării 80% |
| Componente delicate | Ac cu control al forței | Contact minim, forță controlată | Reducerea daunelor 90% |
Avantajele gripperului Bepto
Excelență tehnică
- Fabricarea de precizie: ±0.02mm toleranțe componente
- Materiale de calitate: Oțel călit, acoperiri rezistente la coroziune
- Etanșare avansată: Durată de viață extinsă în medii dificile
- Design modular: Întreținere și personalizare ușoară
Cost-eficacitate
- Prețuri competitive: Economii 30-50% față de mărcile premium
- Livrare rapidă: 24-48 de ore pentru modelele standard
- Sprijin local: Asistență tehnică și servicii rapide
- Acoperirea garanției: Garanție completă de 2 ani
Ingineria aplicațiilor
- Consultare gratuită: Suport pentru selectarea și dimensionarea prinderilor
- Soluții personalizate: Modele personalizate pentru aplicații unice
- Sprijin pentru integrare: Montare, control și optimizarea sistemului
- Programe de formare: Formarea operatorilor și a personalului de întreținere
Investiția în dispozitive de prindere pneumatice selectate și dimensionate corespunzător oferă de obicei 200-350% ROI prin creșterea productivității, reducerea deșeurilor și fiabilitatea sporită a sistemului. 📈
Concluzie
Înțelegerea diferitelor tipuri de dispozitive de prindere pneumatice și a aplicațiilor lor specifice este esențială pentru automatizarea industrială de succes, selecția corectă având un impact direct asupra eficienței, calității și rentabilității producției.
Întrebări frecvente despre tipurile de cleme pneumatice
Care este diferența dintre clemele pneumatice paralele și unghiulare?
Dispozitivele de prindere paralele își deplasează fălcile în linii drepte paralele pentru piese dreptunghiulare, în timp ce dispozitivele de prindere unghiulare își rotesc fălcile în jurul punctelor de pivot pentru obiecte cilindrice sau neregulate, tipurile paralele oferind o precizie mai bună de poziționare, iar cele unghiulare oferind capacitatea de autocentrare. Prinderile paralele ating o repetabilitate de ±0,05-0,2 mm pentru piesele plate, în timp ce prinderile unghiulare centrează automat obiectele rotunde cu o precizie de ±0,2-0,5 mm, făcând ca fiecare tip să fie optim pentru diferite geometrii ale pieselor.
Cum pot calcula forța de prindere necesară pentru aplicația mea de prindere pneumatică?
Forța de prindere necesară este egală cu greutatea piesei înmulțită cu factorul de accelerație înmulțit cu factorul de siguranță, împărțit la coeficientul de frecare, cu factori de siguranță tipici de 2-4x și factori de accelerație de 1,5-3x în funcție de viteza și direcția mișcării. De exemplu, o piesă de 2 kg care se deplasează la o accelerație de 2 g cu un coeficient de frecare de 0,3 necesită o forță de prindere minimă de 40 N, dar recomandăm 80-120 N cu factor de siguranță pentru o funcționare fiabilă.
Ce tip de clește pneumatic este cel mai potrivit pentru manipularea componentelor electronice delicate?
Dispozitivele de prindere cu ac cu control reglabil al forței sunt ideale pentru componentele electronice delicate, oferind o suprafață minimă de contact și o presiune de prindere precisă de la 5-200N pentru a preveni deteriorarea, menținând în același timp o fixare sigură. Aceste dispozitive de prindere au fălci subțiri (0,5-2 mm) care minimizează stresul de contact și includ sisteme de feedback al forței pentru a preveni prinderea excesivă a pieselor fragile, cum ar fi plăcile de circuite, senzorii și componentele optice.
Prehensoarele pneumatice pot manipula piese mici și mari cu același sistem?
Dispozitivele de prindere multipoziție cu configurații reglabile ale fălcilor pot gestiona variațiile dimensiunii pieselor într-un raport de 3:1, în timp ce schimbătoarele de dispozitive de prindere permit comutarea automată între diferite tipuri de dispozitive de prindere pentru o versatilitate maximă. Pentru aplicațiile care necesită o gamă mai largă de dimensiuni, recomandăm sisteme modulare de prindere cu capacități de schimbare rapidă sau prinderi cu geometrie variabilă servo-controlată care se adaptează automat la diferite dimensiuni ale pieselor.
Cât de des necesită întreținere clemele pneumatice și care sunt modurile frecvente de defectare?
Prehensoarele pneumatice necesită de obicei întreținere la fiecare 6-12 luni, în funcție de utilizare, cu probleme comune, inclusiv uzura garniturilor, nealinierea fălcilor și acumularea de contaminare, cu 80% din probleme care pot fi prevenite prin filtrarea corespunzătoare a aerului și lubrifierea regulată. Dispozitivele noastre de prindere Bepto includ caracteristici de diagnosticare care monitorizează forța de prindere și poziția fălcilor pentru a prevedea necesitățile de întreținere, durata de viață tipică depășind 10 milioane de cicluri atunci când sunt întreținute corespunzător și utilizate în conformitate cu specificațiile.
-
Aflați care este diferența esențială dintre repetabilitate și precizie în sistemele de automatizare. ↩
-
Explorați principiul ingineresc al autoblocării și modul în care creează o forță de fixare stabilă fără energie continuă. ↩
-
Examinați un ghid privind coeficientul de frecare, inclusiv tabele pentru diferite perechi de materiale. ↩
-
Accesați un ghid de inginerie despre cum să selectați un factor de siguranță (FoS) adecvat în proiectarea mecanică. ↩
