

Fiecare inginer cu care am vorbit se confruntă cu aceeași dilemă: aveți nevoie de încredere absolută în componentele dvs. pneumatice, dar testele tradiționale de fiabilitate pot întârzia proiectele cu luni de zile. Între timp, termenele de producție se apropie, iar presiunea din partea conducerii crește, dorindu-se rezultate pentru ieri. Acest decalaj în verificarea fiabilității creează riscuri enorme.
Eficace cilindru pneumatic verificarea fiabilității combină testarea accelerată la vibrații1 cu o selecție adecvată a spectrului, cicluri standardizate de expunere la pulverizare salină și o analiză cuprinzătoare a modului de defectare pentru a comprima luni de validare în condiții reale în săptămâni, menținând în același timp încrederea statistică.
Anul trecut, m-am consultat cu un producător de dispozitive medicale din Elveția care se confrunta exact cu această problemă. Linia lor de producție era gata, dar nu puteau lansa produsul fără să valideze faptul că cilindrii lor pneumatici fără tijă își vor menține precizia timp de cel puțin 5 ani. Utilizând abordarea noastră de verificare accelerată, am comprimat ceea ce ar fi însemnat 6 luni de testare în doar 3 săptămâni, permițându-le să lanseze în termen, păstrând în același timp încrederea deplină în fiabilitatea sistemului lor.
Tabla de conținut
- Selectarea spectrului de testare la vibrații
- Compararea ciclurilor de testare la pulverizarea cu sare
- Șablon de analiză a modului de eșec și a efectelor
- Concluzie
- Întrebări frecvente despre verificarea fiabilității
Cum selectați spectrul de accelerație potrivit pentru testul de vibrații?
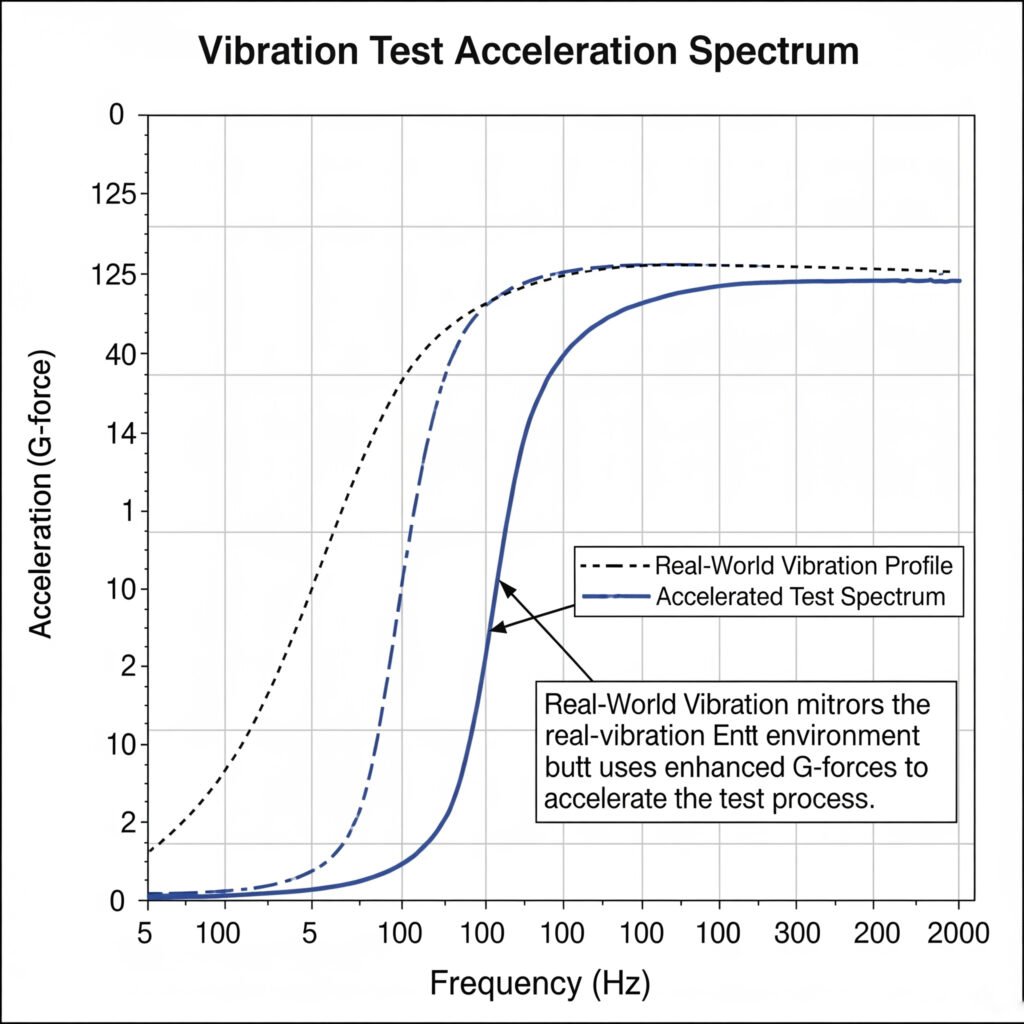
Alegerea spectrului greșit de testare a vibrațiilor este una dintre cele mai frecvente greșeli pe care le văd în verificarea fiabilității. Fie spectrul este prea agresiv, cauzând defecțiuni nerealiste, fie prea blând, trecând cu vederea punctele slabe critice care vor apărea în utilizarea reală.
Spectrul optim de accelerare a testului de vibrații trebuie să corespundă mediului specific aplicației, amplificând în același timp forțele pentru accelerarea testării. Pentru sistemele pneumatice, un spectru care acoperă 5-2000 Hz cu factori de multiplicare a forței G adecvați în funcție de mediul de instalare oferă cele mai precise rezultate predictive.
Înțelegerea categoriilor de profiluri de vibrații
După ce am analizat sute de instalații de sisteme pneumatice, am clasificat mediile de vibrații în următoarele profiluri:
| Categoria Mediu | Gama de frecvențe | Forța de vârf G-Force | Factorul de durată a testului |
|---|---|---|---|
| Industrie ușoară | 5-500 Hz | 0.5-2G | 1x |
| Producție generală | 5-1000 Hz | 1-5G | 1.5x |
| Industria grea | 5-2000 Hz | 3-10G | 2x |
| Transport/Mobil | 5-2000 Hz | 5-20G | 3x |
Metodologia de selecție a spectrului
Atunci când ajut clienții să selecteze spectrul de vibrații potrivit, urmez acest proces în trei pași:
Etapa 1: Caracterizarea mediului
În primul rând, măsurați sau estimați profilul real al vibrațiilor în mediul de aplicare. Dacă măsurarea directă nu este posibilă, utilizați standardele industriale ca punct de plecare:
- ISO 20816 pentru utilaje industriale
- MIL-STD-810G2 pentru aplicații de transport
- IEC 60068 pentru echipamente electronice generale
Etapa 2: Determinarea factorului de accelerare
Pentru a comprima timpul de testare, trebuie să amplificăm forțele de vibrație. Relația urmează acest principiu:
Timp de testare = (ore de viață reale × forța G reală²) ÷ (forța G de testare²)
De exemplu, pentru a simula 5 ani (43.800 de ore) de funcționare la 2G în doar 168 de ore (1 săptămână), ar trebui să testați la:
Forța G = √[(43,800 × 2²) ÷ 168] = aproximativ 32.3G
Etapa 3: modelarea spectrului
Pasul final este modelarea spectrului de frecvențe pentru a se potrivi cu aplicația dumneavoastră. Acest lucru este esențial pentru cilindrii pneumatici fără tijă, care au frecvențe de rezonanță specifice care variază în funcție de design.
Studiu de caz: Verificarea echipamentelor de ambalare
Am lucrat recent cu un producător de echipamente de ambalare din Germania care se confrunta cu defecțiuni misterioase ale cilindrilor săi fără tijă după aproximativ 8 luni pe teren. Testele lor standard nu au identificat problema.
Prin măsurarea profilului real de vibrații al echipamentului lor, am descoperit o frecvență de rezonanță la 873 Hz care excită o componentă din designul cilindrului lor. Am dezvoltat un spectru de testare personalizat care a accentuat această gamă de frecvențe și, în 72 de ore de testare accelerată, am reprodus defecțiunea. Producătorul și-a modificat proiectul, iar problema a fost rezolvată înainte de a afecta alți clienți.
Sfaturi pentru implementarea testelor de vibrații
Pentru cele mai exacte rezultate, urmați aceste linii directoare:
Testarea pe mai multe axe
Testați secvențial în toate cele trei axe, deoarece defecțiunile apar adesea în direcții care nu sunt evidente. Pentru cilindrii fără tijă în special, vibrațiile de torsiune pot cauza defecțiuni pe care vibrațiile pur liniare le-ar putea omite.
Considerații privind temperatura
Efectuați teste de vibrații atât la temperatura ambiantă, cât și la temperatura maximă de funcționare. Am constatat că combinarea temperaturilor ridicate cu vibrațiile poate dezvălui defecțiunile de 2,3 ori mai repede decât vibrațiile singure.
Metode de colectare a datelor
Utilizați aceste puncte de măsurare pentru a obține date complete:
- Accelerație la punctele de montare
- Deplasarea la mijlocul traveei și la punctele de capăt
- Fluctuații ale presiunii interne în timpul vibrațiilor
- Rata de scurgere înainte, în timpul și după testare
Ce cicluri de testare cu pulverizare salină prezic de fapt coroziunea din lumea reală?
Testarea în ceață salină este adesea înțeleasă greșit și aplicată greșit în validarea componentelor pneumatice. Mulți ingineri urmează pur și simplu durate standard de testare fără a înțelege cum se corelează acestea cu condițiile reale din teren.
Cele mai predictive cicluri de testare la pulverizare salină corespund factorilor de coroziune specifici mediului dvs. de operare. Pentru majoritatea aplicațiilor pneumatice industriale, un test ciclic care alternează pulverizarea NaCl 5% (35°C) cu perioade uscate oferă o corelație semnificativ mai bună cu performanțele reale decât metodele de pulverizare continuă.

Corelația dintre orele de testare și performanța pe teren
Acest tabel comparativ arată cum se corelează diferitele metode de testare la pulverizare salină cu expunerea reală în diverse medii:
| Mediul înconjurător | Continuă ASTM B1173 | Ciclic ISO 9227 | Modificat ASTM G85 |
|---|---|---|---|
| Interior Industrial | 24h = 1 an | 8h = 1 an | 12h = 1 an |
| Urban în aer liber | 48h = 1 an | 16h = 1 an | 24h = 1 an |
| De coastă | 96h = 1 an | 32h = 1 an | 48h = 1 an |
| Marine/Offshore | 200h = 1 an | 72h = 1 an | 96h = 1 an |
Cadrul de selecție a ciclului de testare
Atunci când sfătuiesc clienții cu privire la testarea în condiții de pulverizare salină, recomand aceste cicluri în funcție de tipul de componentă și de aplicație:
Componente standard (aluminiu/oțel cu finisaje de bază)
| Aplicație | Metoda de testare | Detalii privind ciclul | Criterii de trecere |
|---|---|---|---|
| Utilizare în interior | ISO 9227 NSS | 24h pulverizare, 24h uscare × 3 cicluri | Fără rugină roșie, <5% rugină albă |
| Industrial general | ISO 9227 NSS | 48h pulverizare, 24h uscare × 4 cicluri | Fără rugină roșie, <10% rugină albă |
| Mediu dur | ASTM G85 A5 | 1h pulverizare, 1h uscare × 120 cicluri | Fără coroziune a metalului de bază |
Componente premium (protecție sporită împotriva coroziunii)
| Aplicație | Metoda de testare | Detalii privind ciclul | Criterii de trecere |
|---|---|---|---|
| Utilizare în interior | ISO 9227 NSS | 72h pulverizare, 24h uscare × 3 cicluri | Nu există coroziune vizibilă |
| Industrial general | ISO 9227 NSS | 96h pulverizare, 24h uscare × 4 cicluri | Fără rugină roșie, <5% rugină albă |
| Mediu dur | ASTM G85 A5 | 1h pulverizare, 1h uscare × 240 cicluri | Nu există coroziune vizibilă |
Interpretarea rezultatelor testelor
Cheia testării valoroase în condiții de pulverizare salină este interpretarea corectă a rezultatelor. Iată ce trebuie să căutați:
Indicatori vizuali
- Rust alb: Indicator timpuriu pe suprafețele de zinc, în general nu reprezintă o problemă funcțională
- Roșu / maro Rugină: Coroziunea metalului de bază, indică defectarea stratului de acoperire
- Bășici: Indică un eșec al aderenței stratului de acoperire sau o coroziune subterană
- Creep de la Scribe: Măsuri de protecție a stratului de acoperire în zonele deteriorate
Evaluarea impactului asupra performanței
După testarea la pulverizare salină, evaluați întotdeauna aceste aspecte funcționale:
- Integritatea sigiliului: Măsurați ratele de scurgere înainte și după expunere
- Forța de acționare: Comparați forța necesară înainte și după testare
- Finisaj de suprafață: Evaluați modificările care ar putea afecta componentele de împerechere
- Stabilitatea dimensională: Verificați dacă există umflături sau deformări induse de coroziune
Studiu de caz: Testarea componentelor auto
Un important furnizor auto se confrunta cu defecțiuni premature cauzate de coroziunea componentelor pneumatice ale vehiculelor exportate în țările din Orientul Mijlociu. Testul standard de pulverizare salină de 96 de ore nu identifica problema.
Am implementat un test ciclic modificat care a inclus:
- 4 ore spray salin (5% NaCl la 35°C)
- 4 ore de uscare la 60°C cu umiditate 30%
- 16 ore expunere la umiditate la 50°C cu 95% RH
- Se repetă pentru 10 cicluri
Acest test a identificat cu succes mecanismul de defectare în termen de 7 zile, dezvăluind faptul că combinația de temperatură ridicată și sare distrugea un anumit material de etanșare. După trecerea la un compus mai adecvat, eșecurile pe teren au scăzut cu 94%.
Cum puteți crea un FMEA4 Care previne de fapt eșecurile pe teren?
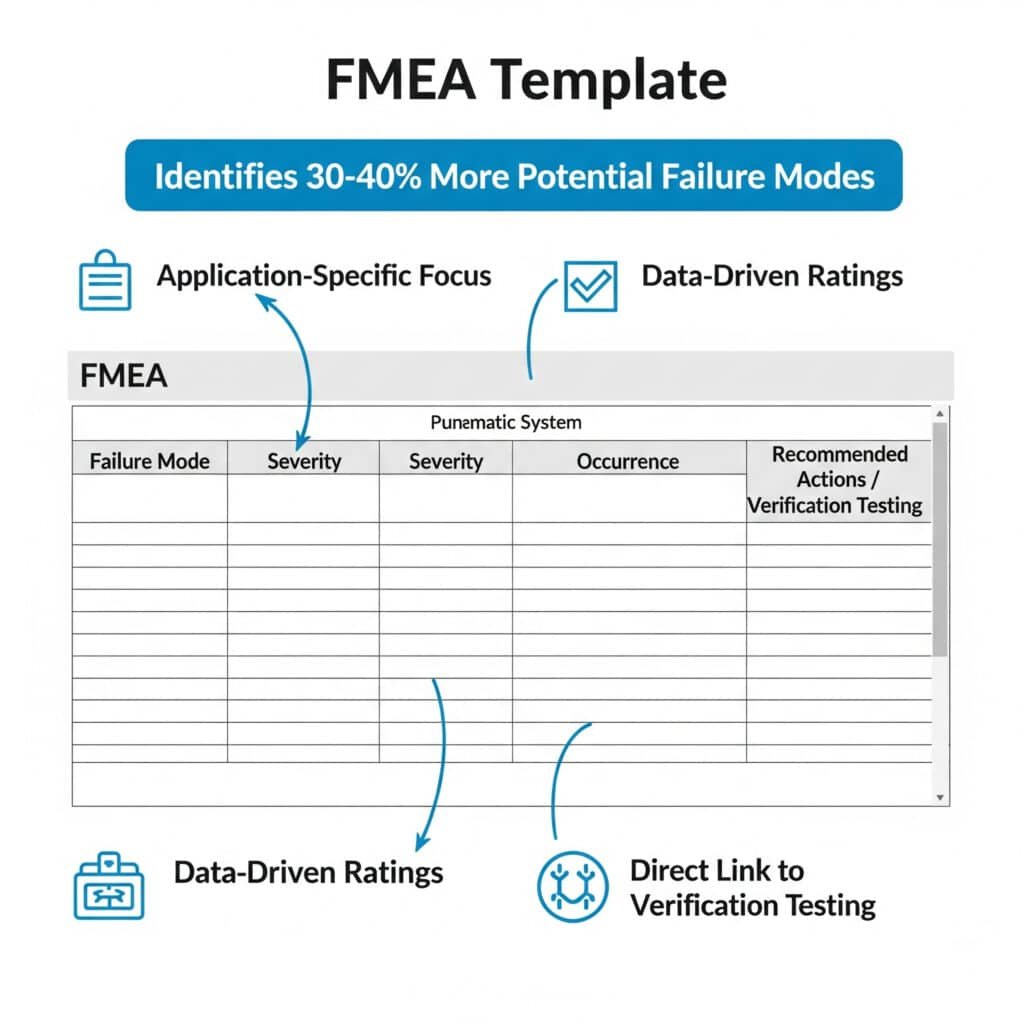
Analiza modului de defectare și a efectelor (FMEA) este adesea tratată mai degrabă ca un exercițiu birocratic decât ca un instrument puternic de fiabilitate. Majoritatea FMEA pe care le analizez sunt fie prea generice, fie atât de complexe încât sunt inutilizabile în practică.
O FMEA eficientă pentru sistemele pneumatice se concentrează asupra modurilor de defectare specifice aplicației, cuantifică atât probabilitatea, cât și consecințele, utilizând evaluări bazate pe date, și face legătura directă cu metodele de testare de verificare. Această abordare identifică de obicei 30-40% mai multe moduri potențiale de defectare decât modelele generice.
Structura FMEA pentru componentele pneumatice
Cel mai eficient model FMEA pentru sistemele pneumatice include aceste elemente cheie:
| Secțiunea | Scop | Beneficiu cheie |
|---|---|---|
| Descompunerea componentelor | Identifică toate piesele critice | Asigură o analiză cuprinzătoare |
| Descrierea funcției | Definește performanța preconizată | Clarifică ce constituie un eșec |
| Moduri de eșec | Enumeră modalități specifice prin care funcția poate eșua | ghidează testarea direcționată |
| Analiza efectelor | Descrie impactul asupra sistemului și utilizatorului | Prioritizează problemele critice |
| Analiza cauzelor | Identifică cauzele principale | Conduce acțiunile preventive |
| Controale curente | Documente privind garanțiile existente | Previne dublarea eforturilor |
| Numărul priorității de risc5 | cuantifică riscul global | Concentrarea resurselor asupra celor mai mari riscuri |
| Acțiuni recomandate | Specifică măsurile de atenuare | Creează un plan acționabil |
| Metoda de verificare | Linkuri către teste specifice | Asigură validarea corespunzătoare |
Dezvoltarea modurilor de defectare specifice aplicației
FMEA generice ratează adesea cele mai importante moduri de defectare deoarece nu țin cont de aplicația dvs. specifică. Recomand această abordare pentru dezvoltarea unor moduri de defectare cuprinzătoare:
Etapa 1: Analiza funcției
Defalcați fiecare funcție a componentei în cerințe de performanță specifice:
Pentru un cilindru pneumatic fără tijă, funcțiile includ:
- Asigurarea mișcării liniare cu forța specificată
- Menținerea preciziei poziției în limitele toleranței
- Menține presiunea fără scurgeri
- Funcționarea în cadrul parametrilor de viteză
- Menținerea alinierii sub sarcină
Etapa 2: Cartografierea factorilor de mediu
Pentru fiecare funcție, luați în considerare modul în care acești factori de mediu ar putea cauza defecțiuni:
| Factor | Impact potențial |
|---|---|
| Temperatura | Modificări ale proprietăților materialelor, dilatare termică |
| Umiditate | Coroziune, probleme electrice, modificări ale frecării |
| Vibrații | Slăbire, oboseală, rezonanță |
| Contaminare | Uzură, blocaj, deteriorarea garniturii |
| Variația presiunii | Stres, deformare, cedarea garniturii |
| Frecvența ciclului | Oboseală, acumulare de căldură, defecțiuni de lubrifiere |
Etapa 3: Analiza interacțiunii
Luați în considerare modul în care componentele interacționează între ele și cu sistemul:
- Puncte de interfață între componente
- Căile de transfer al energiei
- Dependențe de semnal/control
- Probleme de compatibilitate a materialelor
Metodologia de evaluare a riscurilor
Calculul tradițional RPN (numărul priorității riscurilor) nu reușește adesea să prioritizeze cu exactitate riscurile. Recomand această abordare îmbunătățită:
Gradul de severitate (1-10)
Pe baza acestor criterii:
1-2: Impact neglijabil, niciun efect vizibil
3-4: Impact minor, ușoară degradare a performanței
5-6: Impact moderat, funcționalitate redusă
7-8: Impact major, pierdere semnificativă de performanță
9-10: Impact critic, problemă de siguranță sau eșec total
Evaluarea apariției (1-10)
Pe baza probabilității bazate pe date:
1: <1 pe milion de cicluri
2-3: 1-10 pe milion de cicluri
4-5: 1-10 la 100.000 de cicluri
6-7: 1-10 la 10.000 de cicluri
8-10: >1 la 1.000 de cicluri
Evaluare detecție (1-10)
Pe baza capacității de verificare:
1-2: Detectare sigură înainte de impactul asupra clientului
3-4: Probabilitate ridicată de detectare
5-6: Șanse moderate de detectare
7-8: Probabilitate scăzută de detectare
9-10: Nu pot fi detectate cu metodele actuale
Corelarea FMEA cu testele de verificare
Cel mai valoros aspect al unei FMEA adecvate este crearea de legături directe cu testele de verificare. Pentru fiecare mod de eșec, specificați:
- Metoda de testare: Testul specific care va verifica acest mod de eșec
- Parametrii de testare: Condițiile exacte necesare
- Criterii de promovare/respingere: Standarde cantitative de acceptare
- Mărimea eșantionului: Cerințe de încredere statistică
Studiu de caz: Îmbunătățirea proiectării prin FMEA
Un producător de echipamente medicale din Danemarca a dezvoltat un nou dispozitiv care utilizează cilindri pneumatici fără tijă pentru poziționare precisă. FMEA inițială a fost generică și a omis mai multe moduri critice de defectare.
Utilizând procesul nostru FMEA specific aplicației, am identificat un potențial mod de defectare în care vibrațiile ar putea cauza dezalinierea treptată a sistemului de rulmenți al cilindrului. Acest lucru nu a fost surprins în testele lor standard.
Am dezvoltat un test combinat de vibrații și cicluri care a simulat 5 ani de funcționare în 2 săptămâni. Testul a evidențiat o degradare treptată a performanței care ar fi fost inacceptabilă în aplicația medicală. Prin modificarea designului rulmentului și adăugarea unui mecanism secundar de aliniere, problema a fost rezolvată înainte de lansarea produsului.
Concluzie
Verificarea eficientă a fiabilității sistemelor pneumatice necesită o selecție atentă a spectrului de testare a vibrațiilor, cicluri de testare în ceață salină adecvate aplicației și o analiză cuprinzătoare a modului de defectare. Prin integrarea acestor trei abordări, puteți reduce drastic timpul de verificare, crescând în același timp încrederea în fiabilitatea pe termen lung.
Întrebări frecvente despre verificarea fiabilității
Care este dimensiunea minimă a eșantionului necesară pentru testarea fiabilă a componentelor pneumatice?
Pentru componentele pneumatice precum cilindrii fără tijă, încrederea statistică necesită testarea a cel puțin 5 unități pentru testarea de calificare și 3 unități pentru verificarea continuă a calității. Aplicațiile critice pot necesita eșantioane mai mari, de 10-30 de unități, pentru a detecta moduri de defectare cu probabilitate redusă.
Cum se determină factorul de accelerare adecvat pentru testarea fiabilității?
Factorul de accelerare adecvat depinde de mecanismele de defectare testate. Pentru uzura mecanică, factorii de 2-5x sunt tipici. Pentru îmbătrânirea termică, 10x este un factor obișnuit. Pentru testarea vibrațiilor, se pot aplica factori de 5-20x. Factorii mai mari riscă să inducă moduri de defectare nerealiste.
Rezultatele testelor de pulverizare salină pot prezice rezistența reală la coroziune în ani de zile?
Testarea în ceață salină oferă predicții relative, nu absolute, privind rezistența la coroziune. Corelația dintre orele de testare și anii efectivi variază semnificativ în funcție de mediu. Pentru mediile industriale de interior, 24-48 de ore de pulverizare continuă a sării reprezintă de obicei 1-2 ani de expunere.
Care este diferența dintre DFMEA și PFMEA pentru componentele pneumatice?
FMEA de proiectare (DFMEA) se concentrează pe punctele slabe de proiectare inerente ale componentelor pneumatice, în timp ce FMEA de proces (PFMEA) abordează potențialele defecțiuni introduse în timpul producției. Ambele sunt necesare - DFMEA se asigură că proiectarea este robustă, în timp ce PFMEA asigură o calitate constantă a producției.
Cât de des ar trebui repetate testele de verificare a fiabilității în timpul producției?
Verificarea fiabilității complete ar trebui efectuată în timpul calificării inițiale și ori de câte ori apar modificări semnificative de proiectare sau de proces. Verificarea abreviată (axată pe parametrii critici) trebuie efectuată trimestrial, cu eșantionare statistică bazată pe volumul de producție și nivelul de risc.
Ce factori de mediu au cel mai mare impact asupra fiabilității cilindrilor pneumatici fără tijă?
Cei mai importanți factori de mediu care afectează fiabilitatea cilindrilor pneumatici fără tijă sunt fluctuațiile de temperatură (care afectează performanța garniturilor), contaminarea cu particule (care provoacă uzură accelerată) și vibrațiile (care afectează alinierea rulmenților și integritatea garniturilor). Acești trei factori sunt responsabili pentru aproximativ 70% din defecțiunile premature.
-
Explică principiile testării accelerate a duratei de viață (ALT), un proces de testare a unui produs prin supunerea acestuia la condiții (cum ar fi stresul, deformarea, temperatura, tensiunea, rata vibrațiilor) care depășesc parametrii normali de funcționare pentru a determina durata de viață a acestuia într-un timp mai scurt. ↩
-
Oferă o prezentare generală a MIL-STD-810, un standard militar al SUA care descrie considerațiile inginerești de mediu și testele de laborator, concentrându-se pe metodele sale utilizate pe scară largă pentru testarea vibrațiilor care simulează condițiile reale pentru echipamente. ↩
-
detaliază standardul ASTM B117, care prevede procedura standardizată de funcționare a unui aparat neutru de pulverizare salină (ceață), un test de coroziune comun și de lungă durată utilizat pentru a evalua rezistența relativă la coroziune a materialelor și a acoperirilor. ↩
-
Oferă o explicație cuprinzătoare a analizei modului de defectare și a efectelor (FMEA), o abordare sistematică și proactivă pentru identificarea potențialelor moduri de defectare într-un proiect, proces sau produs și pentru evaluarea riscului asociat cu aceste defecțiuni. ↩
-
Descrie metoda de calculare a numărului de prioritate a riscului (RPN) într-o FMEA, care este o clasificare cantitativă a riscului calculată prin înmulțirea scorurilor pentru gravitate, apariție și detectare, utilizată pentru a prioritiza acțiunile corective. ↩
