
Greșelile de selecție a cilindrilor de strângere îi costă pe producători mii de euro în pierderi de productivitate, deteriorarea componentelor și incidente de siguranță. Alegerea greșită a mecanismului duce la o forță de strângere insuficientă, uzură excesivă și poziționare nesigură a piesei de prelucrat, care perturbă întregul program de producție și standardele de calitate.
Ingineria cilindrilor de prindere implică alegerea între mecanismele oscilante care oferă o mișcare de prindere prin rotație cu un design compact și mecanismele liniare care oferă o aplicare directă a forței, cu o selecție bazată pe constrângerile de spațiu, cerințele de forță, precizia de poziționare și configurațiile de montare specifice aplicației.
Ieri, am vorbit cu Robert, director de producție la un producător de piese aerospațiale din Seattle, a cărui linie de asamblare se confrunta cu rate de rebut 15% din cauza mișcării pieselor de prelucrat în timpul prelucrării, cauzată de forța de strângere inadecvată a cilindrilor selectați necorespunzător. 😤
Tabla de conținut
- Care sunt diferențele fundamentale de proiectare între cilindrii de prindere oscilanți și cilindrii de prindere liniari?
- Cum se compară caracteristicile forței între mecanismele de prindere oscilante și cele liniare?
- Ce considerente legate de spațiu și montaj determină selectarea cilindrului cu clemă?
- Care sunt aplicațiile care beneficiază cel mai mult de modelele de cilindri cu cleme oscilante sau liniare?
Care sunt diferențele fundamentale de proiectare dintre cilindrii cu clemă oscilantă și cilindrii cu clemă liniară? ⚙️
Înțelegerea principiilor mecanice de bază ajută inginerii să selecteze soluția optimă de prindere pentru aplicațiile lor.
Cilindrii de prindere oscilanți utilizează mișcarea de rotație prin mecanisme pivotante pentru a crea forță de prindere prin intermediul brațelor de pârghie, în timp ce cilindrii de prindere liniari aplică forță directă prin mișcarea pistonului în linie dreaptă, fiecare oferind avantaje distincte în ceea ce privește multiplicarea forței, utilizarea spațiului și precizia poziționării pentru aplicații de prindere industriale.
Proiectarea mecanismului de prindere Swing Clamp
Sisteme de prindere rotaționale care utilizează puncte de pivot și brațe de pârghie pentru aplicarea forței.
Componente pentru cleme oscilante
- Carcasă pivot: Conține un ansamblu de rulmenți pentru o mișcare de rotație lină
- Braț de prindere: Mecanism de pârghie care multiplică forța aplicată
- Cilindru de acționare: Oferă o mișcare liniară convertită în mișcare de rotație
- Mecanism de blocare: Asigură o poziție sigură de prindere sub sarcină
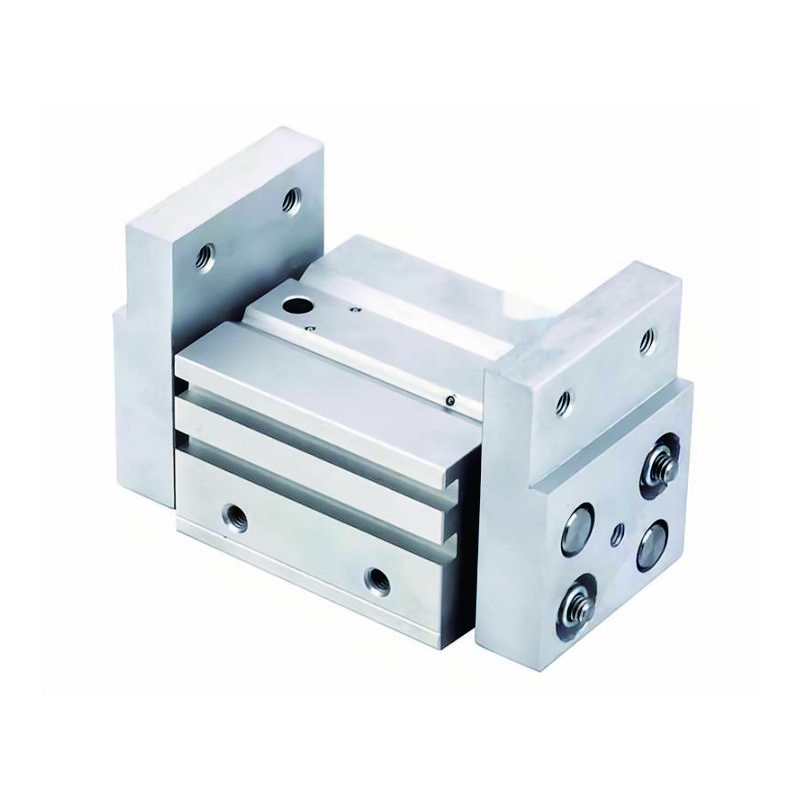
Arhitectura clemei liniare
Sisteme cu acțiune directă care aplică forța de strângere prin mișcare în linie dreaptă.
| Aspect de design | Clemă pivotantă | Clemă liniară | Diferența cheie |
|---|---|---|---|
| Tip de mișcare | Rotațional | Liniare | Metoda de aplicare a forței |
| Înmulțirea forței | Avantajul pârghiei | Transfer direct | Avantaj mecanic |
| Spațiu necesar | Amprentă compactă | Lungime mai mare a cursei | Înveliș de instalare |
| Precizia poziționării | Pe bază de arc | Linie dreaptă | Precizia mișcării |
Principiile avantajului mecanic
Modul în care fiecare tip de design realizează multiplicarea forței și controlul poziționării.
Metode de multiplicare a forței
- Sisteme de balansare: Rata efectului de levier1 determină factorul de multiplicare a forței
- Sisteme liniare: Transfer direct de forță cu avantaj mecanic opțional
- Factori de eficiență: Frecarea rulmentului și rezistența garniturii afectează randamentul
- Constanța forței: Menținerea forței de strângere pe întreaga gamă de curse
Metode de acționare
Diferite abordări pentru alimentarea mișcării și controlului cilindrului de prindere.
Opțiuni de acționare
- Pneumatic: Cele mai comune pentru aplicații industriale generale
- Hidraulice: Aplicații de forță mare care necesită putere maximă de strângere
- Electric: Poziționare precisă și control programabil al forței
- Manual: Sisteme de rezervă pentru întreținere și operațiuni de urgență
Considerații privind complexitatea proiectării
Factorii tehnici care influențează costurile de producție și cerințele de întreținere.
Factori de complexitate
- Număr de componente: Numărul de piese care afectează fiabilitatea și costul
- Precizia de fabricație: Cerințe de toleranță pentru buna funcționare
- Proceduri de asamblare: Complexitatea instalării și cerințele de aliniere
- Acces pentru întreținere: Facilități de întreținere și de înlocuire a componentelor
Instalația aerospațială a lui Robert folosea cleme liniare în spații înguste, unde clemele oscilante ar fi oferit un spațiu mai liber mai bun și o forță de strângere mai fiabilă, ceea ce ducea la deplasarea piesei de prelucrat în timpul operațiunilor de prelucrare de precizie. 🔧
Cum se compară caracteristicile forței între mecanismele de prindere oscilante și cele liniare? 💪
Generarea și aplicarea forței diferă semnificativ între modelele de cleme oscilante și liniare, afectând performanța și adecvarea.
Mecanismele cu cleme oscilante oferă o multiplicare variabilă a forței prin intermediul brațelor de pârghie cu rapoarte care variază de obicei de la 2:1 la 6:1, în timp ce clemele liniare oferă o forță directă constantă pe întreaga lor cursă, clemele oscilante oferind forțe maxime mai mari, iar clemele liniare oferind caracteristici de forță mai previzibile.

Analiza multiplicării forței
Înțelegerea modului în care fiecare tip de mecanism generează și aplică forța de strângere.
Caracteristici de forță ale clemei oscilante
- Lever ratio: Avantaj mecanic de obicei 3:1 până la 5:1 pentru majoritatea aplicațiilor
- Variația forței: Forță maximă la unghiul optim al brațului, redusă la extreme
- Considerații privind cuplul: Forța de rotație creează un cuplu de fixare în punctul de prindere
- Direcția forței: Unghiul forței de prindere se modifică de-a lungul arcului de balansare
Profilul forței de strângere liniară
Caracteristici de aplicare directă a forței și consistență pe întreaga cursă.
Avantajele forței liniare
- Forță consecventă: Presiune de strângere uniformă pe întreaga cursă
- Performanță previzibilă: Forța de ieșire direct proporțională cu presiunea de intrare
- Controlul direcției: Forță aplicată într-o direcție precisă, controlată
- Feedback de forță: Mai ușor de monitorizat și controlat forța de strângere reală
Conversia presiunii în forță
Calcularea forței de strângere reale din presiunea sistemului pentru ambele modele.
| Alezaj cilindru | Presiunea sistemului | Forța liniară | Swing Force (raport 4:1) | Avantaj |
|---|---|---|---|---|
| 32mm | 6 bar | 483N | 1,932N | Swing 4:1 |
| 50mm | 6 bar | 1,178N | 4,712N | Swing 4:1 |
| 80mm | 6 bar | 3,015N | 12,060N | Swing 4:1 |
| 100mm | 6 bar | 4,712N | 18,848N | Swing 4:1 |
Metode de control al forței
Abordări diferite pentru gestionarea și controlul aplicării forței de strângere.
Strategii de control
- Reglarea presiunii: Controlul presiunii de intrare pentru forța de ieșire dorită
- Feedback de forță: Monitorizarea forței reale de strângere prin intermediul senzorilor
- Controlul poziției: Poziționare precisă pentru o geometrie de prindere constantă
- Sisteme de siguranță: Limitarea forței pentru a preveni deteriorarea piesei de prelucrat sau a sculei
Considerații privind forța dinamică
Modul în care sarcinile în mișcare și vibrațiile afectează cerințele forței de strângere.
Factori dinamici
- Forțe de prelucrare2: Forțele de tăiere care trebuie depășite prin strângere
- Rezistență la vibrații: Menținerea integrității clemei sub sarcini dinamice
- Forțe de accelerație: Cerințe de prindere în timpul mișcărilor rapide ale mașinii
- Marje de siguranță: Capacitate de forță suplimentară pentru variații neașteptate ale sarcinii
Strategii de optimizare a forței
Maximizarea eficacității de prindere, minimizând în același timp cerințele sistemului.
Abordări de optimizare
- Cleme multiple: Distribuirea forțelor în mai multe puncte de prindere
- Poziționarea clemei: Plasare strategică pentru distribuirea optimă a forței
- Controlul secvenței: Fixare coordonată pentru geometrii complexe ale pieselor de prelucrat
- Monitorizarea forței: Feedback în timp real pentru optimizarea proceselor
Ce considerente legate de spațiu și montaj determină alegerea cilindrului cu clemă? 📐
Constrângerile fizice și cerințele de montare influențează în mod semnificativ selecția designului cilindrului de prindere.
Considerațiile privind spațiul și montajul includ dimensiunile plicului, cu cleme oscilante care necesită spațiu de rotație, dar amprente de montare compacte, în timp ce clemele liniare necesită spațiu în linie dreaptă, dar oferă orientări de montare flexibile, ceea ce face ca alegerea să depindă de spațiul disponibil, cerințele de accesibilitate și integrarea cu utilajele existente.

Cerințe privind plicurile
Înțelegerea cerințelor de spațiu pentru fiecare tip de clemă în diferite orientări.
Considerații privind spațiul
- Spațiul liber de balansare: Arcul de rotație necesită un spațiu neobstrucționat în jurul pivotului
- Cursa liniară: Mișcarea în linie dreaptă are nevoie de o cale clară pentru extinderea completă
- Adâncimea de montare: Cerințe de montare a bazei pentru o instalare sigură
- Accesul la servicii: Spațiul necesar pentru procedurile de întreținere și reglare
Opțiuni de configurare a montării
Diferite metode de montare disponibile pentru diverse scenarii de instalare.
Tipuri de montare
- Montare pe bază: Configurație standard de montare de jos pentru instalare stabilă
- Montare laterală: Instalare verticală pentru aplicații cu spațiu limitat
- Montaj inversat: Instalare cu susul în jos pentru aplicații suspendate
- Suporturi personalizate: Soluții de montare pentru aplicații specifice
Provocări de integrare
Obstacole comune la încorporarea cilindrilor cu clemă în sistemele existente.
| Provocare | Soluție cu clemă oscilantă | Soluție de prindere liniară | Cea mai bună alegere |
|---|---|---|---|
| Înălțime limitată | Profil compact | Necesită spațiu liber pentru cursă | Leagăn |
| Degajare laterală strânsă | Are nevoie de clearance de arc | Spațiu lateral minim | Liniare |
| Orientări multiple | Punct de pivot fix | Montaj flexibil | Liniare |
| Forță mare în spațiu mic | Avantajul pârghiei | Numai forță directă | Leagăn |
Cerințe de accesibilitate
Asigurarea accesului adecvat pentru funcționare, întreținere și depanare.
Considerații privind accesul
- Suprascriere manuală: Capacitatea de operare manuală de urgență
- Acces la reglaj: Acces ușor pentru reglarea forței și a poziției
- Autorizație de întreținere: Spațiu pentru înlocuirea componentelor și service
- Monitorizare vizuală: Linie vizuală pentru verificarea stării operaționale
Prevenirea interferențelor
Evitarea conflictelor cu alte componente și scule ale mașinii.
Factori de interferență
- Degajarea sculei: Evitarea contactului cu uneltele de tăiere și dispozitivele de fixare
- Accesul la piesa de prelucrat: Menținerea accesului liber pentru încărcarea/descărcarea pieselor
- Traseul cablurilor: Gestionarea liniilor pneumatice și a conexiunilor electrice
- Zone de siguranță: Asigurarea siguranței operatorului în timpul operațiilor de strângere
Beneficiile designului modular
Cum abordează sistemele modulare de prindere provocările legate de spațiu și montaj.
Avantaje modulare
- Interfețe standardizate: Modele comune de montare pentru o instalare ușoară
- Soluții scalabile: Dimensiuni multiple folosind aceeași amprentă de montare
- Componente interschimbabile: Actualizări și modificări ușoare
- Reducerea inventarului: Mai puține piese unice pentru stocul de întreținere
La Bepto, oferim soluții complete de montare și modele care economisesc spațiu, care ajută clienții să își optimizeze sistemele de prindere pentru eficiență maximă în spații restrânse. 🎯
Ce aplicații beneficiază cel mai mult de modelele de cilindri cu cleme oscilante vs. lineare? 🏭
Diferitele aplicații industriale favorizează modele specifice de cilindri de prindere pe baza cerințelor operaționale.
Cilindrii cu clemă oscilantă excelează în centrele de prelucrare, dispozitivele de asamblare și aplicațiile de sudură care necesită forțe de prindere mari în spații compacte, în timp ce cilindrii cu clemă liniară funcționează cel mai bine în aplicații de manipulare a materialelor, ambalare și poziționare de precizie în care forța constantă și mișcarea în linie dreaptă sunt esențiale.
Aplicații de prelucrare și fabricație
Modul în care diferitele tipuri de cleme servesc diferitelor procese de fabricație.
Aplicații pentru cleme oscilante
- Prelucrare CNC: Fixarea piesei cu forță mare pentru operații de tăiere grele
- Instalații de sudură: Poziționare sigură pentru o calitate constantă a sudurii
- Operațiuni de asamblare: Poziționarea componentelor în timpul procedurilor de fixare
- Inspecția calității: Reținerea piesei de prelucrat în timpul măsurării și testării
Sisteme de manipulare a materialelor
Aplicații ale cilindrilor de strângere în mișcarea și poziționarea automată a materialelor.
Aplicații pentru cleme liniare
- Sisteme de transport: Oprirea și poziționarea pieselor pe liniile de producție
- Mașini de ambalare: Reținerea produsului în timpul ambalării și sigilării
- Echipament de sortare: Separarea și rutarea articolelor în sistemele automate
- Sisteme de încărcare: Poziționarea pieselor pentru operațiunile de manipulare robotizată
Cerințe specifice industriei
Aplicații specializate care favorizează anumite modele de cilindri de prindere.
| Industrie | Tip preferat | Cerințe cheie | Aplicații tipice |
|---|---|---|---|
| Automobile | Leagăn | Forță mare, compact | Prelucrarea blocului motor |
| Electronică | Liniare | Precizie, forță blândă | Asamblare PCB |
| Industria aerospațială | Leagăn | Rigiditate maximă | Prelucrarea pieselor de aeronavă |
| Prelucrarea alimentelor | Liniare | Design sanitar | Manipularea pachetelor |
Optimizarea performanței
Adaptarea caracteristicilor cilindrului de prindere la cerințele aplicației.
Factori de optimizare
- Durata ciclului: Cerințe de viteză pentru operațiunile automatizate
- Constanța forței: Menținerea unei strânsoare uniforme pe tot parcursul procesului
- Precizia poziționării: Cerințe de repetabilitate pentru controlul calității
- Condiții de mediu: Rezistență la temperatură, umiditate și contaminare
Analiza cost-beneficiu
Considerații economice atunci când se alege între modelele oscilante și cele liniare.
Factori economici
- Costul inițial: Diferențe de preț de achiziție între tipurile de cleme
- Costul de instalare: Complexitatea montării și integrării
- Costuri de exploatare: Consumul de energie și cerințele de întreținere
- Impactul asupra productivității: Efectul asupra duratei ciclurilor și a ratelor de producție
Tendințe viitoare
Evoluții emergente în tehnologia și aplicațiile cilindrilor cu clemă.
Tendințe tehnologice
- Fixare inteligentă: Senzori și sisteme de feedback integrate
- Eficiența energetică: Reducerea consumului de aer și a cerințelor de energie
- Sisteme modulare: Componente standardizate pentru configurații flexibile
- Integrare digitală: Conectivitate IoT pentru monitorizare și control de la distanță
Lisa, care conduce o unitate de producție de dispozitive medicale din Boston, a trecut de la cleme liniare la cleme oscilante pe centrele sale de prelucrare de precizie și a obținut timpi de ciclu 40% mai rapizi, îmbunătățind în același timp calitatea pieselor prin prinderea mai sigură a pieselor. 📊
Concluzie
Alegerea între cilindrii cu clemă oscilantă și cilindrii cu clemă liniară necesită o analiză atentă a cerințelor de forță, a constrângerilor de spațiu și a nevoilor de performanță specifice aplicației pentru o eficiență optimă a producției. ⚡
Întrebări frecvente despre selectarea cilindrilor de prindere
Î: Cum pot calcula forța de strângere necesară pentru aplicația mea specifică?
Calculați forța de strângere prin analizarea forțelor de prelucrare, a factorilor de siguranță și a geometriei piesei de prelucrat, necesitând de obicei de 2-3 ori forța maximă de tăiere. Echipa noastră de ingineri oferă calcule detaliate ale forței și recomandări bazate pe parametrii specifici de prelucrare și pe cerințele de siguranță.
Î: Pot fi utilizate împreună cilindri de prindere oscilanți și liniare în același dispozitiv?
Da, combinarea clemelor oscilante și liniare oferă adesea soluții optime, folosind cleme oscilante pentru fixarea primară cu forță mare și cleme liniare pentru poziționarea secundară. Această abordare hibridă maximizează atât eficiența strângerii, cât și flexibilitatea operațională.
Î: Ce diferențe de întreținere există între cilindrii oscilanți și cilindrii liniari de prindere?
Clemele oscilante necesită întreținerea rulmenților pivotului și verificarea alinierii brațelor, în timp ce clemele liniare necesită înlocuirea garniturilor și verificarea alinierii tijelor. Ambele tipuri beneficiază de lubrifiere regulată și de întreținerea sistemului de presiune pentru o performanță optimă.
Î: Cum afectează condițiile de mediu selectarea cilindrilor de prindere?
Temperaturile extreme, umiditatea și contaminarea influențează selecția materialelor și cerințele de etanșare, clemele oscilante fiind în general mai sensibile la factorii de mediu. Oferim evaluări ale compatibilității cu mediul pentru a asigura selectarea corectă a clemei pentru condițiile dumneavoastră.
Î: Care sunt așteptările tipice privind durata de viață pentru diferite tipuri de cilindri de prindere?
Clemele oscilante de calitate funcționează de obicei 2-5 milioane de cicluri, în timp ce clemele liniare ating 5-10 milioane de cicluri în condiții normale. Durata de viață depinde de presiunea de funcționare, frecvența ciclurilor și practicile de întreținere, clemele noastre Bepto fiind proiectate pentru durabilitate maximă.
