
Úvod
Vaša automatizovaná montážna linka nedosahuje umiestňovacie ciele o 0,5 mm a odmietnuté diely sa hromadia. 🎯 Kalibrovali ste snímače polohy trikrát, ale nekonzistentnosť pretrváva. Skrytým vinníkom nie je váš riadiaci systém, ale dynamická hysteréza tesnenia, fenomén trenia, ktorý spôsobuje nepredvídateľné chyby polohovania, ktoré výrobcov stoja denne tisíce v podobe odpadu a prepracovania.
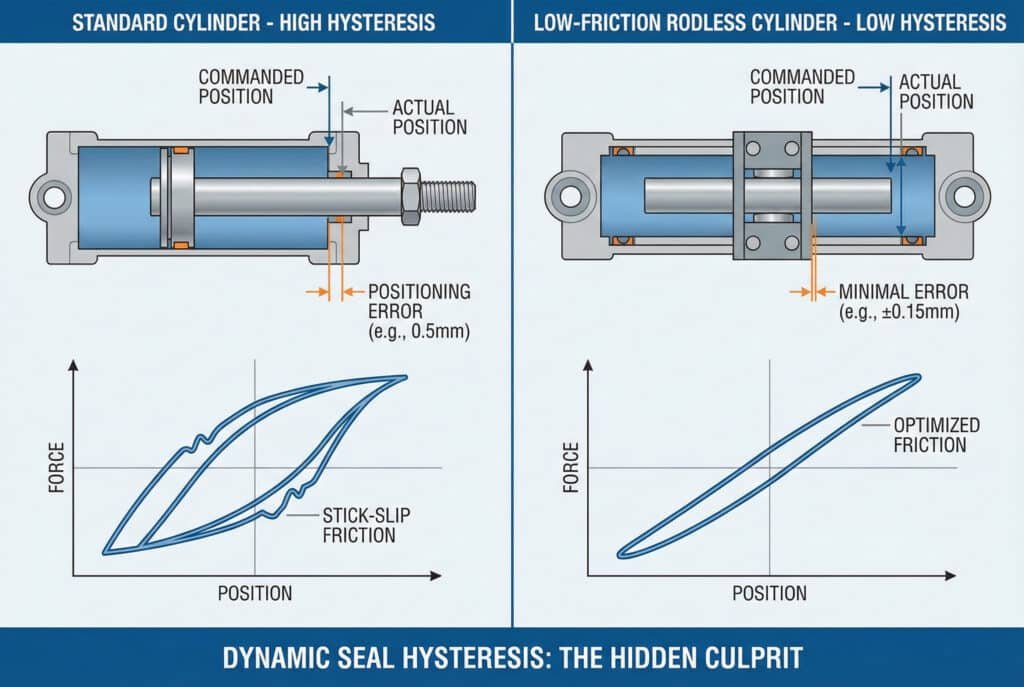
Dynamická hysteréza tesnenia je trenie spôsobené oneskorením medzi požadovanou a skutočnou polohou valca, ktoré je spôsobené správanie sa ako tyč a skĺznutie1, zmeny odtrhovej sily a trenie závislé od rýchlosti v tesniacich materiáloch – táto hysteréza spôsobuje chyby polohovania 0,2 – 2,0 mm v štandardných pneumatických valcoch, čo robí konštrukciu tesnenia, výber materiálu a optimalizáciu mazania kritickými pre aplikácie vyžadujúce opakovanosť lepšiu ako ±0,5 mm v presných montážnych, testovacích a meracích systémoch.
Minulý mesiac som spolupracoval s Kevinom, kontrolným inžinierom v závode na montáž elektroniky v Illinois, ktorý mal problémy s nekonzistentným umiestňovaním komponentov v aplikácii typu „pick-and-place“. Jeho chyby v polohovaní sa pohybovali v rozmedzí 0,3 – 0,8 mm napriek použitiu vysokorozlíšených enkodérov. Po analýze jeho systému sme zistili, že hlavnou príčinou bola hysteréza tesnenia v jeho štandardných valcoch. Prechod na naše nízkotriecie bezpístové valce Bepto s optimalizovanou geometriou tesnenia znížil jeho chybu polohovania na ±0,15 mm, čím sa znížila miera zmetkovitosti o 73%. 📊
Obsah
- Čo je dynamická hysteréza tesnenia a prečo ovplyvňuje presnosť polohovania?
- Ako rôzne konštrukcie a materiály tesnení ovplyvňujú hysterézne správanie?
- Aké sú kvantifikovateľné účinky hysterézy tesnenia na presné polohovacie systémy?
- Ktoré konštrukčné stratégie minimalizujú hysterézu tesnenia v bezpístových valcoch?
Čo je dynamická hysteréza tesnenia a prečo ovplyvňuje presnosť polohovania?
Porozumenie fyziky chýb polohovania spôsobených trením je nevyhnutné pre dosiahnutie presnosti v automatizovaných systémoch. 🔬
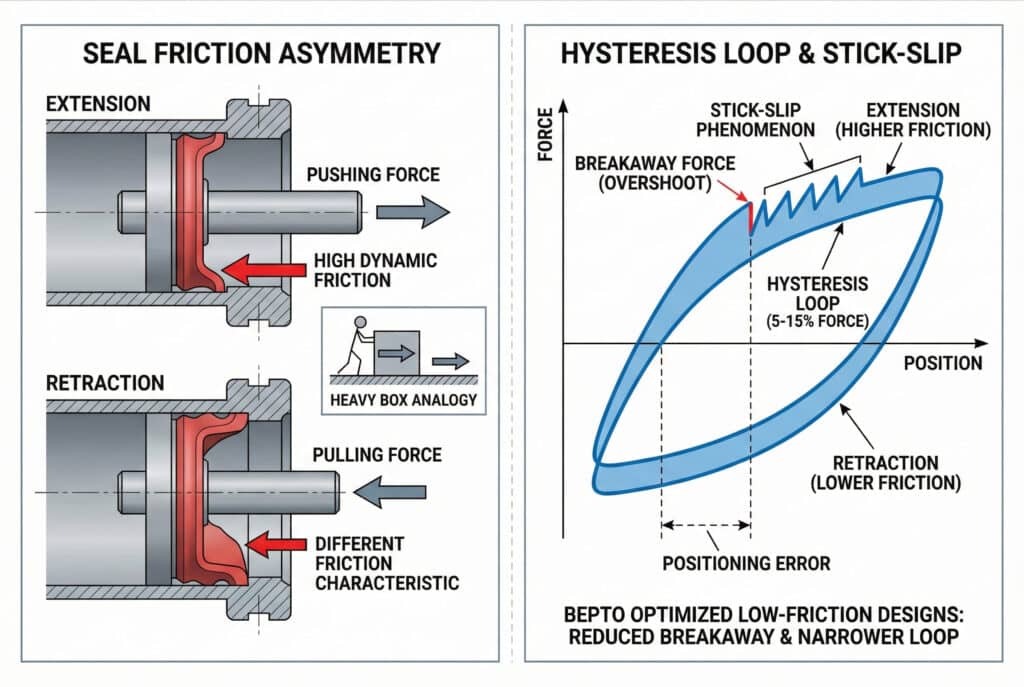
K dynamickému hysterézu tesnenia dochádza, keď sa trecie sily menia nelineárne s rýchlosťou a smerom, čo vytvára oneskorenie medzi vstupným tlakom a výstupnou polohou—šírka hysteréznej slučky (rozdiel medzi krivkami sily a posunu pri vysúvaní a zasúvaní) zvyčajne meria 5-15% celkovej sily zdvihu v štandardných valcoch, čo spôsobuje chyby závislé od polohy, ktoré sa zhoršujú v systémoch s uzavretou slučkou a bránia dosiahnutiu opakovatelnosti v rozsahu menej ako milimeter bez kompenzačných algoritmov alebo konštrukcií tesnení s nízkym trením.
Mechanika hysterézy trenia tesnenia
Predstavte si hysterézu tesnenia ako rozdiel medzi tlačením ťažkej krabice po podlahe a jej ťahaním späť. Trenie nie je v oboch smeroch rovnaké kvôli interakciám povrchu, deformácii materiálu a smerovým účinkom. V pneumatických tesneniach je táto asymetria ešte výraznejšia.
Keď sa valec vysúva, tesniaca hrana je stlačená proti valcu v jednom smere. Keď sa zasúva, tesnenie sa deformuje inak, čím vznikajú odlišné charakteristiky trenia. Vzniká tak hysterézna slučka – grafické znázornenie, ktoré ukazuje, že sila potrebná na pohyb valca závisí nielen od polohy, ale aj od smeru a histórie rýchlosti.
Fenomén stick-slip a odtrhové sily
Najproblematickejším aspektom hysterézy tesnení je správanie typu stick-slip. V kľudovom stave tesnenia vyvíjajú stiction2 čo je o 20-50% viac ako dynamický trenie počas pohybu. Keď tlak narastie natoľko, aby prekonal túto odtrhovaciu silu, valec náhle “vyskočí” dopredu a prekročí cieľovú polohu.
Tento stick-slip vytvára profil pohybu v tvare pílového zuba namiesto plynulého pohybu. Pri presnom polohovaní sa to prejavuje takto:
- Prekročenie limitu pri štarte z pokoja
- Urovnávanie oscilácií okolo cieľovej polohy
- Chyby polohovania závislé od smeru (rôzne konečné polohy pri priblížení sa z opačných smerov)
V spoločnosti Bepto sme namerali odtrhové sily v štandardných valcoch v rozmedzí 15–35 N pre valec s priemerom 40 mm, zatiaľ čo naše optimalizované konštrukcie s nízkym trením túto hodnotu znižujú na 5–12 N, čo predstavuje zníženie o 60–70 %, čím sa výrazne zlepšuje konzistentnosť polohovania.
Prečo riadiace systémy nedokážu úplne kompenzovať
Mnohí inžinieri predpokladajú, že regulácia polohy v uzavretom okruhu so spätnou väzbou môže eliminovať hysterézne efekty. Spätná väzba síce pomáha, ale nedokáže úplne prekonať základné fyzikálne zákony. Regulačný systém zaznamená chybu polohy a aplikuje korekciu, ale hysteréza spôsobuje:
Mŕtve zóny: Malé chyby polohy, ktoré negenerujú dostatočnú silu na prekonanie trenia.
Limitné cykly: Oscilácie okolo cieľa, keď systém striedavo prekonáva a uvoľňuje trenie.
Chyby závislé od rýchlosti: Rozdielna presnosť polohovania pri rôznych rýchlostiach priblíženia
Konzultoval som desiatky projektov, v ktorých inžinieri strávili mesiace ladením PID regulátorov, len aby zistili, že základným obmedzením bola hysteréza trenia tesnenia, ktorú nebolo možné odstrániť žiadnym ladením softvéru. Riešenie vyžaduje riešenie mechanického zdroja – samotných tesnení.
Ako rôzne konštrukcie a materiály tesnení ovplyvňujú hysterézne správanie?
Geometria tesnenia a vlastnosti materiálu zásadným spôsobom ovplyvňujú veľkosť hysterézy a polohovacie vlastnosti. ⚙️
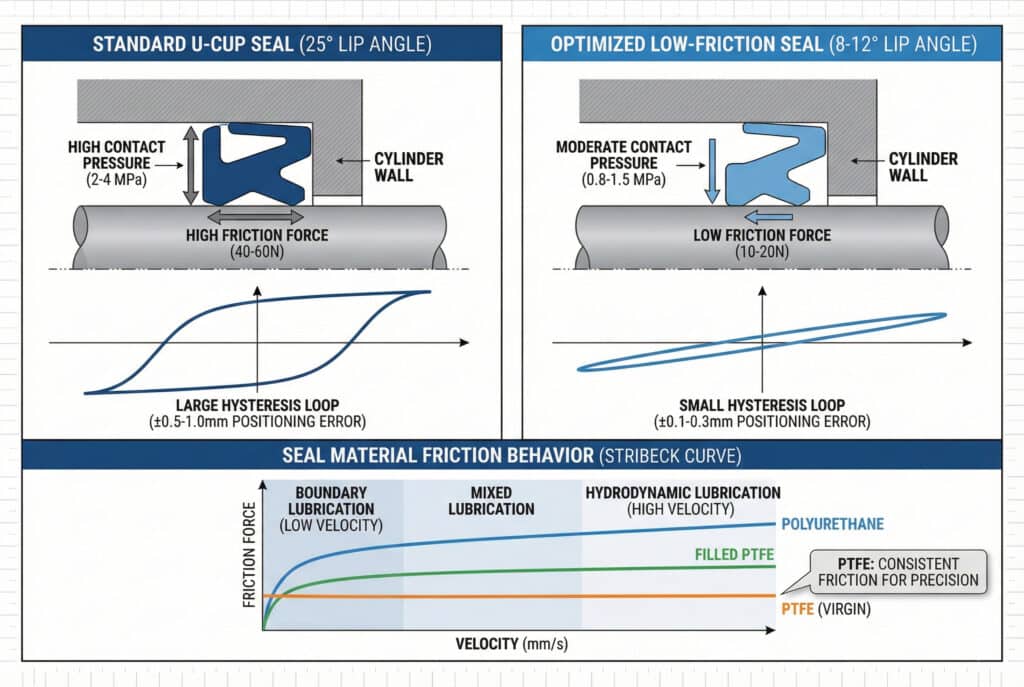
Hystereza tesnenia sa výrazne líši v závislosti od konštrukcie: U-tesnenia s agresívnymi uhlami okrajov vytvárajú silu hysterezy 40–60 N v valcoch s priemerom 50 mm, zatiaľ čo optimalizované konštrukcie s nízkym trením s plytkou uhlami okrajov a materiálmi PTFE znižujú hysterezu na 10–20 N.—výber materiálu (polyuretán vs. PTFE vs. guma) ovplyvňuje pomer statického a dynamického trenia (1,3–2,0x) aj správanie trenia závislé od rýchlosti, pričom PTFE ponúka najkonzistentnejšie charakteristiky trenia v celom rozsahu rýchlostí pre aplikácie presného polohovania.
Geometria tesnenia a rozloženie kontaktného tlaku
Uhol tesniacej hrany a šírka kontaktu priamo určujú veľkosť trecej sily a hysterézy. Tradičné tesnenia typu U-cup používajú uhly hrany 15–25°, aby zabezpečili spoľahlivé tesnenie, ale to vytvára vysoký kontaktný tlak a trenie.
Štandardné tesnenie typu U-cup (uhol pery 25°):
- Vysoký kontaktný tlak (2–4 MPa)
- Vynikajúca spoľahlivosť tesnenia
- Vysoká trecia sila (40–60 N pri priemeru 50 mm)
- Veľká hysterézna slučka (±0,5–1,0 mm chyba polohovania)
Tesnenie optimalizované pre nízke trenie (uhol pery 8–12°):
- Stredný kontaktný tlak (0,8–1,5 MPa)
- Dobré utesnenie s vhodnou povrchovou úpravou
- Nízka trecia sila (10–20 N pri priemeru 50 mm)
- Malá hysterézna slučka (±0,1–0,3 mm chyba polohovania)
V spoločnosti Bepto sme vyvinuli vlastné profily tesnení, ktoré vyvažujú spoľahlivosť tesnenia s minimálnym trením. Naše bezpístové valce využívajú konštrukciu s viacerými tesniacimi okrajmi, kde primárne tesnenie zabezpečuje zadržanie tlaku, zatiaľ čo sekundárne prvky s nízkym trením minimalizujú hysterézu.
Vplyv vlastností materiálu na trenie
Rôzne materiály tesnení vykazujú veľmi odlišné charakteristiky trenia a hysterézne správanie:
| Materiál tesnenia | Pomer statického a dynamického trenia | Citlivosť na rýchlosť | Hysterezisná sila (priemer 50 mm) | Najlepšia aplikácia |
|---|---|---|---|---|
| NBR (nitril) | 1,8–2,0x | Vysoká | 45-65N | Nízkonákladové, nepresné |
| Polyuretán | 1,5–1,8x | Mierne | 30-50 N | Všeobecný priemysel |
| PTFE (panenský) | 1,2–1,4x | Nízka | 8-15N | Presné polohovanie |
| Plnený PTFE | 1,3–1,5x | Nízka | 12-20N | Vyvážený výkon |
| PU s obsahom grafitu | 1,4–1,6x | Stredná až nízka | 20-35N | Cenovo výhodná presnosť |
Molekulárna štruktúra PTFE vytvára mimoriadne konzistentné trenie v celom rozsahu rýchlostí. Na rozdiel od elastomérov, ktoré vykazujú silné trenie závislé od rýchlosti (trenie sa zvyšuje s rýchlosťou), PTFE udržiava takmer konštantné trenie od 1 mm/s do 1000 mm/s, čo je kritické pre predvídateľné polohovanie.
Stribeckova krivka a režimy mazania
Správanie tesnenia pri trení sa riadi Stribeckova krivka3, ktorý opisuje tri režimy mazania:
Hraničné mazanie (veľmi nízka rýchlosť):
- Kontakt kovu s kovom prostredníctvom mazacieho filmu
- Najvyššie trenie
- Dominantný pri polohovacích rýchlostiach (<10 mm/s)
Zmiešané mazanie (stredná rýchlosť):
- Čiastočná podpora mazacieho filmu
- Prechodné trenie
- Väčšina aplikácií na určovanie polohy tu funguje
Hydrodynamické mazanie (vysoká rýchlosť):
- Úplné oddelenie mazacieho filmu
- Najnižšie trenie
- Zriedka dosiahnuté v pneumatických valcoch
Šírka režimu hraničného mazania určuje hysterézu polohovania. Materiály s lepšími vlastnosťami hraničného mazania (PTFE, zložky s obsahom grafitu) udržujú nižšie trenie pri rýchlostiach polohovania, čím znižujú hysterézu.
Vplyv teploty na hysterézu
Trenie tesnenia nie je konštantné v závislosti od teploty – výrazne sa mení, keď sa systémy počas prevádzky zahrievajú. Štandardné polyuretánové tesnenia vykazujú zníženie trenia o 30–40% pri teplote 20 °C až 60 °C, čo spôsobuje posun polohy, keď sa teplota systému stabilizuje.
Spolupracoval som so Sarah, inžinierkou testovacích zariadení v Michigane, ktorej presný merací systém vykazoval rozdielnu presnosť polohovania ráno a popoludní. Jej štandardné tesnenia valcov boli citlivé na teplotu, čo spôsobovalo odchýlku polohovania 0,4 mm pri zahrievaní systému. Nahradili sme ich teplotne stabilnými valcami Bepto s tesneniami z PTFE a konzistentnosť polohovania sa zlepšila na ±0,12 mm bez ohľadu na prevádzkovú teplotu. 🌡️
Aké sú kvantifikovateľné účinky hysterézy tesnenia na presné polohovacie systémy?
Pochopenie numerického vplyvu hysterézy vám pomôže určiť vhodnú technológiu valcov pre vaše požiadavky na presnosť. 📈
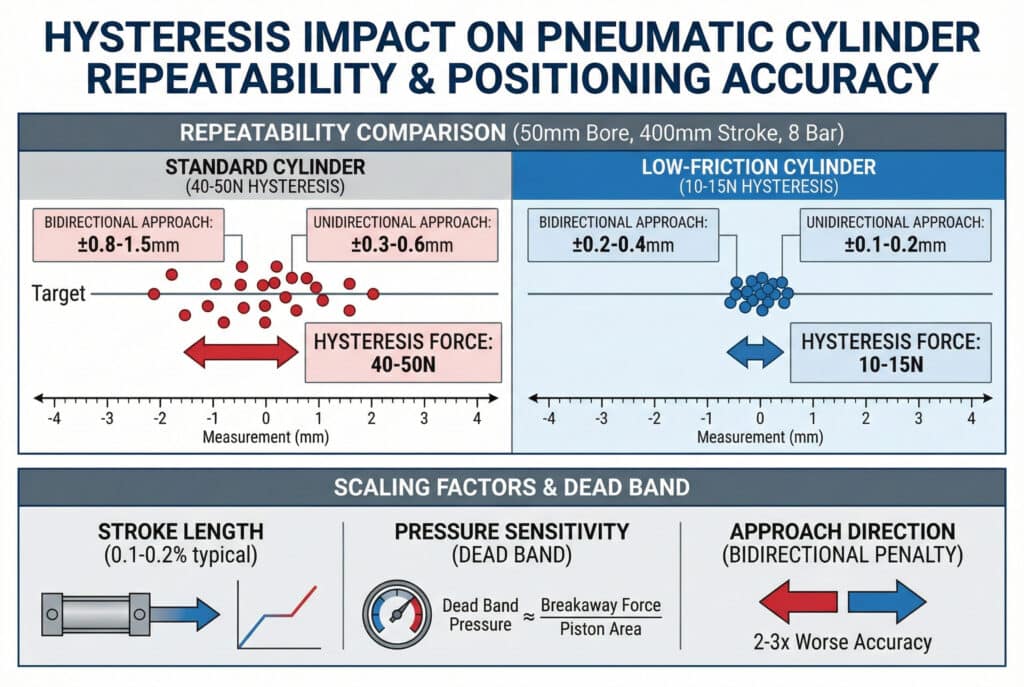
Hystereza tesnenia spôsobuje kvantifikovateľné chyby polohovania: štandardné valce s hysterezou 40–50 N vykazujú pri tlaku 8 bar opakovanosť ±0,5–1,2 mm, zatiaľ čo konštrukcie s nízkym trením s hysterezou 10–15 N dosahujú opakovanosť ±0,1–0,3 mm – tieto chyby sa menia v závislosti od dĺžky zdvihu (typicky 0,1–0,21 TP3T zdvihu), s kolísaním tlaku (tlak ±10% spôsobuje zmenu polohy ±0,15 mm) a smerom priblíženia (obojsmerná opakovatelnosť je 2-3x horšia ako jednosmerná), čo robí hysterézu limitujúcim faktorom v aplikáciách, ktoré vyžadujú presnosť lepšiu ako ±0,5 mm.
Veľkosť chyby polohovania a škálovanie
Vzťah medzi hysterezickou silou a polohovacou chybou sleduje predvídateľný vzorec. Pre daný priemer valca a prevádzkový tlak sa polohovacia chyba približne lineárne mení s hysterezickou silou:
Chyba polohy ≈ (hysterezická sila / pneumatická sila) × dĺžka zdvihu
Pre valec s priemerom 50 mm pri tlaku 8 bar (účinná sila ≈ 1570 N) so zdvihom 400 mm:
- 40N hysteréza: Chyba ≈ (40/1570) × 400 mm = 10,2 mm potenciálna chyba
- Skutočná chyba s tlmením: ±0,6–1,0 mm (tlmenie systému znižuje teoretické maximum)
To vysvetľuje, prečo valce s väčším priemerom často vykazujú lepšiu relatívnu presnosť polohovania – pneumatická sila sa zvyšuje s plochou priemeru (D²), zatiaľ čo trenie tesnenia sa zvyšuje približne s priemerom (D), čo poskytuje priaznivý vzťah medzi mierkou.
Obousmerná vs. jednosmerná opakovatelnost
Jednou z najdôležitejších špecifikácií pre presné polohovanie je obojsmerná opakovatelnosť – schopnosť vrátiť sa do rovnakej polohy pri priblížení sa z opačných smerov. Táto špecifikácia je priamo závislá od hysterézy:
Jednosmerná opakovatelnosť (vždy prichádzajúci z rovnakého smeru):
- Štandardný valec: ±0,3–0,6 mm
- Válec s nízkym trením: ±0,1–0,2 mm
- Presnosť Bepto bez tyče: ±0,05–0,15 mm
Obousmerná opakovatelnost (prichádzajúci z oboch smerov):
- Štandardný valec: ±0,8–1,5 mm (2–3x horšie)
- Valec s nízkym trením: ±0,2–0,4 mm (2x horšie)
- Presnosť bez tyče Bepto: ±0,1–0,25 mm (1,5–2x horšia)
Obousměrná penalizace pochází přímo z hysterezí – poloha závisí na směru přiblížení kvůli asymetrii tření. Aplikace vyžadující obousměrnou přesnost musí specifikovat válce s minimální hysterezí.
Citlivosť na tlak a rovnováha síl
Presnosť polohovania závisí aj od stability tlaku. Hystereza vytvára “mŕtvu zónu”, v ktorej malé zmeny tlaku nespôsobujú pohyb, pretože neprekonajú statické trenie. Šírka tejto mŕtvej zóny je:
Tlak mŕtvej zóny ≈ odtrhová sila / plocha piestu
Pre valec s priemerom 50 mm (plocha ≈ 1963 mm²) s odtrhovou silou 25 N:
Mŕtva zóna ≈ 25 N / 1963 mm² = 0,013 MPa = 0,13 bar
To znamená, že tlakové výkyvy pod 0,13 baru nespôsobia pohyb – valec “zostane” v danej polohe. Pre presné polohovanie to znamená:
- Požiadavky na reguláciu tlaku: Pre konzistentné polohovanie je potrebný tlak ±0,05 bar alebo lepší.
- Obmedzenia rozlíšenia: Nie je možné dosiahnuť rozlíšenie polohy lepšie ako ekvivalent mŕtvej zóny.
- Riešenie problémov s časom: Systém osciluje v mŕtvom pásme, kým sa ustáli.
Požiadavky na reálne použitie
Rôzne aplikácie majú rôznu toleranciu voči chybám spôsobeným hysterézou:
Vysoko presné aplikácie (požadované ±0,1–0,2 mm):
- Montáž a testovanie elektroniky
- Polohovanie optických komponentov
- Presné meranie a kontrola
- Riešenie: Tesniace systémy z PTFE, konštrukcie s nízkym trením, regulácia uzavretého okruhu
Aplikácie so strednou presnosťou (prijateľná odchýlka ±0,3–0,5 mm):
- Činnosť valného zhromaždenia
- Manipulácia s materiálom s prísnymi toleranciami
- Balenie a označovanie
- Riešenie: Optimalizované polyuretánové tesnenia, valce spĺňajúce štandardy kvality
Aplikácie s nízkou presnosťou (±1,0 mm+ prijateľné):
- Manipulácia s sypkými materiálmi
- Upínanie a upevňovanie
- Všeobecná automatizácia
- Riešenie: Štandardné valce sú vhodné
V spoločnosti Bepto pomáhame zákazníkom prispôsobiť technológiu valcov ich skutočným požiadavkám. Nadmerné špecifikovanie presných valcov vedie k plytvaniu peniazmi, zatiaľ čo nedostatočné špecifikovanie spôsobuje problémy s kvalitou a náklady na opravy.
Ktoré konštrukčné stratégie minimalizujú hysterézu tesnenia v bezpístových valcoch?
Dosiahnutie presného polohovania vyžaduje integrované konštrukčné prístupy, ktoré riešia trenie na každej úrovni. 🎯
Minimalizácia hysterézy tesnenia vyžaduje mnohostranné konštrukčné stratégie: optimalizovaná geometria tesniacej pery s uhlami dotyku 8–12°, materiály z PTFE alebo plneného PTFE s pomerom statického/dynamického trenia nižším ako 1,4x, presne brúsené povrchy valcov (Ra 0,2–0,4 μm) na podporu mazania hraníc, syntetické mazivá s vhodnou viskozitou (ISO VG 32–68) a mechanické konštrukčné prvky, ako sú vedené vozíky a nastavenie predpätia – v bezpístových valcoch konfigurácie s dvojitým tesnením s vyrovnávaním tlaku ďalej znižujú čistú treciu silu pri zachovaní integrity tesnenia.

Optimalizované konštrukčné riešenie tesniaceho profilu
V spoločnosti Bepto sme investovali značné prostriedky do optimalizácie profilov tesnení pomocou analýzy konečných prvkov a empirických testov. Naše presné profily tesnení zahŕňajú:
Ploché uhly pier (8–12° oproti štandardným 20–25°):
- Znižuje kontaktný tlak o 40-60%
- Udržuje tesnosť vďaka presným požiadavkám na povrchovú úpravu
- Vyžaduje povrchovú úpravu valca Ra 0,3–0,5 μm (oproti štandardnej hodnote Ra 0,8–1,2 μm).
Konfigurácie s viacerými okrajmi:
- Primárne tesnenie: Tlakové utesnenie (prijateľné mierne trenie)
- Sekundárne tesnenie: Stierka s nízkym trením (minimálny kontaktný tlak)
- Tertiárne tesnenie: Vylúčenie kontaminácie (vonkajšie)
Konštrukcie s vyrovnaným tlakom:
- Protiľahlé tesniace okraje s vyrovnaním tlaku
- Čistá trecia sila znížená o 30-50%
- Obzvlášť účinné v bezpístových valcoch s obojstranným tesnením
Optimalizácia povrchovej úpravy a mazania
Povrchová úprava valca má kritický vplyv na mazanie hraníc a hysterézu. Špecifikujeme presné honovanie, aby sme dosiahli:
Drsnosť povrchu: Ra 0,2–0,4 μm (oproti štandardnej hodnote Ra 0,8–1,2 μm)
Honenie plošiny4: Vytvára mikro-rezervoáre na zadržiavanie maziva
Smerové zakončenie: Značky honovania sú zarovnané so smerom pohybu
V kombinácii s vhodným mazivom:
Syntetické mazivá (náš štandard v spoločnosti Bepto):
- Rozsah viskozity ISO VG 32-68
- Vynikajúce mazacie vlastnosti na hraniciach
- Teplotne stabilný výkon
- Kompatibilný s tesniacimi materiálmi
Spôsob aplikácie:
- Predbežné mazanie všetkých kĺzavých plôch vo výrobnom závode
- Porty pre pravidelné domazávanie (pre valce s dlhým zdvihom bez piestnej tyče)
- Automatické mazacie systémy pre kritické aplikácie
Mechanické konštrukčné vlastnosti
Okrem samotných tesnení mechanická konštrukcia znižuje hysterézne účinky:
Presné vodiace systémy:
- Lineárne guľôčkové ložiská alebo valčekové vedenia
- Oddelenie podpory zaťaženia od pneumatickej sily
- Znižuje bočné zaťaženie tesnení (hlavný faktor trenia)
Nastavenie predpätia podvozku:
- Umožňuje optimalizáciu kompresie tesnenia
- Vyvažuje spoľahlivosť tesnenia a trenie
- Nastaviteľné v teréne pre kompenzáciu opotrebenia
Pevnosť upevnenia:
- Pevné upevnenie znižuje deformáciu spôsobenú ohybom
- Správne vyrovnanie eliminuje bočné zaťaženie
- Kľúčové pre aplikácie s dlhým zdvihom
Nedávno som pomáhal Michaelovi, výrobcovi strojov vo Wisconsine, vyriešiť pretrvávajúci problém s polohovaním v aplikácii s bezpístovým valcom s 2-metrovým zdvihom. Jeho valce vykazovali odchýlku polohovania 2–3 mm v dôsledku deformácie spôsobeného zviazaním tesnenia. Prekonštruovali sme montážny systém s medzipodperou a prešli sme na naše presné bezpístové valce Bepto s optimalizovanými vodiacimi lištami. Jeho chyba polohovania klesla na ±0,25 mm v celom zdvihu, čo predstavuje 10-násobné zlepšenie. 🔧
Integrácia uzavretého regulačného okruhu
Pre dosiahnutie maximálnej presnosti je potrebné kombinovať mechanickú optimalizáciu s inteligentným riadením:
Spätná väzba na polohu:
- Lineárne snímače (rozlíšenie 5–10 μm)
- magnetostrikčné senzory5 (rozlíšenie 50–100 μm)
- Umožňuje kompenzáciu hysteréznych efektov
Algoritmy kompenzácie trenia:
- Odhad trenia na základe modelu
- Adaptívna kompenzácia opotrebenia a teploty
- Môže znížiť chybu polohovania o ďalších 40-60%
Tlakové profilovanie:
- Nastavenie tlaku v závislosti od rýchlosti
- Znižuje prekročenie a čas ustálenia
- Optimalizuje prístup k konečnej polohe
V spoločnosti Bepto poskytujeme podporu v oblasti aplikačného inžinierstva, aby sme zákazníkom pomohli integrovať naše valce s nízkym trením do ich riadiacich systémov. Kombinácia optimalizovaného mechanického dizajnu a inteligentného riadenia poskytuje výkon v oblasti polohovania, ktorý sa približuje elektrickým servosystémom, a to za zlomok ceny.
Kompromisy medzi nákladmi a výkonom
Presnosť má svoju cenu a kľúčom je prispôsobenie technológie požiadavkám:
Štandardný valec ($150-250):
- Opakovateľnosť ±0,8–1,5 mm
- Vhodné pre aplikácie 70%
- Najnižšie počiatočné náklady
Válec s nízkym trením ($250-400):
- Opakovateľnosť ±0,3–0,6 mm
- Najlepší pomer ceny a výkonu
- Naša najobľúbenejšia možnosť presnosti Bepto
Ultrapresný valec ($500-800):
- Opakovateľnosť ±0,1–0,25 mm
- PTFE tesnenia, presné vodiace lišty, pripravené na spätnú väzbu
- Iba pre kritické aplikácie
Rozhodnutie by malo vychádzať z celkových nákladov na vlastníctvo vrátane nákladov na šrot, prepracovanie a kvalitu. V prípade výrobnej linky, ktorá denne vyprodukuje 10 000 dielov, kde chyby v umiestnení spôsobujú 2% šrot pri $5/diel, náklady na kvalitu predstavujú $1 000/deň. Prirážka $300 za presné valce sa vráti za hodiny, nie za mesiace.
Záver
Dynamická hysteréza tesnenia je skrytým nepriateľom presného polohovania v pneumatických systémoch, ktorý spôsobuje chyby vyvolané trením, ktoré nemožno úplne eliminovať žiadnym nastavením regulácie. Porozumením mechanizmov hysterézy a implementáciou optimalizovaných konštrukcií tesnení, vhodných materiálov a integrovaných mechanických riešení sa presnosť polohovania môže v porovnaní so štandardnými valcami zlepšiť 5-10-násobne. V spoločnosti Bepto naše bezpístové valce zahŕňajú desaťročia výskumu optimalizácie trenia, aby poskytovali presné polohovanie, ktoré spĺňa náročné priemyselné požiadavky a zároveň zachováva nákladové výhody a jednoduchosť pneumatického ovládania. 🌟
Často kladené otázky o dynamickom tesnení s hysterézou
Otázka: Môžem zmerať hysterézu tesnenia v mojich existujúcich valcoch, aby som diagnostikoval problémy s polohovaním?
Áno – vykonajte jednoduchý test sily a posunu pomalým vysúvaním a zasúvaním valca, pričom merajte silu a polohu a zaznamenávajte výsledky, aby ste vizualizovali hysteréznu slučku. Šírka slučky udáva veľkosť hysterézy. V spoločnosti Bepto odporúčame tento diagnostický test pred špecifikovaním náhradných valcov, pretože kvantifikuje, či je hysteréza skutočne vaším limitujúcim faktorom, alebo či prevládajú iné problémy (nestabilita tlaku, problémy s montážou).
Otázka: Aký vplyv má opotrebenie tesnenia na hysterézu počas životnosti valca?
Opotrebenie tesnení zvyčajne spočiatku znižuje hysterézu (prvých 100 000 – 200 000 cyklov), keďže tesnenia sa “zabehnú” a kontaktný tlak klesá, potom sa hysteréza postupne zvyšuje, keďže opotrebenie vytvára nepravidelné kontaktné vzory a poškodenie povrchu. Dobre navrhnuté tesnenia, ako sú naše presné profily Bepto, udržujú stabilnú hysterézu počas 1–2 miliónov cyklov pred výrazným zhoršením, zatiaľ čo štandardné tesnenia môžu vykazovať zvýšenie hysterézy o 50–100% po 500 000 cykloch.
Otázka: Je pneumatické polohovanie s nízkou hysterézou porovnateľné s elektrickými servosystémami?
Pre aplikácie vyžadujúce opakovanú presnosť ±0,1–0,3 mm pri stredných rýchlostiach (<500 mm/s) môžu optimalizované pneumatické valce s uzavretou slučkou dosiahnuť výkon elektrických servomotorov pri o 40–60% nižších nákladoch na systém. Elektrické servomotory však zostávajú lepšou voľbou pre aplikácie vyžadujúce presnosť 1 m/s) alebo zložité pohybové profily. Kľúčom je prispôsobenie technológie skutočným požiadavkám, a nie nadmerné špecifikovanie elektrických servomotorov pre aplikácie, kde by postačovala pneumatika.
Otázka: Môžem do svojich existujúcich valcov dodatočne namontovať tesnenia s nízkym trením, aby som znížil hysterézu?
Výmena tesnenia môže pomôcť, ale je obmedzená existujúcou povrchovou úpravou valca a geometriou drážky – tesnenia s nízkym trením vyžadujú na správnu funkciu povrchovú úpravu valca Ra 0,3–0,5 μm, zatiaľ čo štandardné valce majú zvyčajne Ra 0,8–1,2 μm. Okrem toho rozmery drážky tesnenia musia zodpovedať optimalizovanému profilu tesnenia. Vo väčšine prípadov poskytuje výmena celého valca za presne navrhnutú jednotku, ako sú naše nízkotriecie bezpístové valce Bepto, lepší výkon a nákladovú efektívnosť ako pokusy o modernizáciu.
Otázka: Ako mám špecifikovať požiadavky na hysterézu pri objednávaní presných valcov?
Špecifikujte obojsmernú opakovatelnosť namiesto len “presnosti” – požiadajte o “±0,3 mm obojsmernú opakovatelnosť v celom zdvihu” namiesto nejasných pojmov ako “presnosť” alebo “nízke trenie”. Špecifikujte tiež prevádzkové podmienky (tlak, rýchlosť, frekvencia cyklov, teplotný rozsah), pretože tieto faktory ovplyvňujú hysterézu. V spoločnosti Bepto poskytujeme certifikované testovacie údaje, ktoré ukazujú skutočne nameranú hysteréznu silu a opakovanosť polohovania našich presných valcov, čím vám zaručujeme zdokumentovaný výkon, ktorý spĺňa požiadavky vašej aplikácie.
-
Zoznámte sa s fyzikálnymi základmi fenoménu stick-slip a s tým, ako prispieva k nestabilite mechanických systémov spôsobenou trením. ↩
-
Preskúmajte technickú definíciu statického trenia (adhézie) a jeho vplyv na odtrhovaciu silu potrebnú na pneumatické ovládanie. ↩
-
Získajte hlbšie pochopenie Stribeckovho grafu a toho, ako definuje vzťah medzi trením a mazacími režimami v kĺzavých tesneniach. ↩
-
Porozumejte tomu, ako proces honovania na plošine vytvára mikro-rezervoáre, ktoré optimalizujú zadržiavanie maziva a znižujú povrchové trenie. ↩
-
Objavte princípy fungovania magnetostrikčných senzorov a dôvody, prečo sú preferované pre vysokorozlíšiteľnú spätnú väzbu polohy v priemyselnom prostredí. ↩
