

Máte problém nájsť hotové tlakové fľaše, ktoré by spĺňali vaše špecializované požiadavky? Mnohí inžinieri strácajú drahocenný čas snahou prispôsobiť štandardné komponenty jedinečným aplikáciám, čo často vedie k zníženiu výkonu a spoľahlivosti. Existuje však lepší prístup k riešeniu týchto náročných konštrukčných problémov.
Pneumatický systém na mieru valce umožňujú riešenia pre extrémne prevádzkové podmienky vďaka špecializovaným konštrukciám s jedinečnými prvkami, ako sú vodiace lišty špeciálneho tvaru opracované pomocou 5-osové CNC1 a elektroerozívne obrábanie drôtom2 vysokoteplotné tesnenia vyrobené z moderných materiálov, ako sú PEEK3 a PTFE zmesi, ktoré sú schopné odolať až 300 °C, a konštrukčné výstuhy, ktoré udržujú zarovnanie a zabraňujú vychýleniu pri zdvihoch dlhších ako 3 metre.
Počas svojej 15-ročnej kariéry som osobne dohliadal na návrh stoviek zákazkových valcov a naučil som sa, že úspech závisí od pochopenia kritických výrobných procesov, faktorov výberu materiálu a konštrukčných princípov, ktoré odlišujú výnimočné zákazkové valce od priemerných. Dovoľte mi, aby som sa s vami podelil o dôverné znalosti, ktoré vám pomôžu vytvoriť skutočne efektívne zákazkové riešenia.
Obsah
- Ako sa vyrábajú špeciálne tvarované vodiace lišty pre vlastné valce?
- Ktoré tesniace materiály sa najlepšie osvedčujú pri vysokoteplotných aplikáciách?
- Aké techniky zabraňujú vychýleniu valcov s veľmi dlhým zdvihom?
- Záver
- Často kladené otázky o dizajne valcov na mieru
Ako sa vyrábajú špeciálne tvarované vodiace lišty pre vlastné valce?
Systém vodiacich líšt je často najnáročnejším aspektom konštrukcie valcov na zákazku a vyžaduje si špecializované výrobné postupy na dosiahnutie potrebnej presnosti a výkonu.
Špeciálne tvarované vodiace lišty pre valce na zákazku sa vyrábajú viacstupňovým procesom, ktorý zvyčajne zahŕňa obrábanie CNC, rezanie elektroiskrovým drôtom, presné brúsenie a tepelné spracovanie. Týmito procesmi sa dajú vyrobiť zložité profily s toleranciami až ±0,005 mm, čím sa vytvoria špecializované geometrie, ako sú vodiace lišty s holubičím chvostom, profily s T-drážkou a zložené krivkové povrchy, ktoré umožňujú jedinečné funkcie valcov, ktoré nie sú možné pri štandardných konštrukciách.

Rozdelenie výrobného procesu
Vytvorenie špecializovaných vodiacich koľajníc zahŕňa niekoľko kritických výrobných fáz:
Postupnosť procesov a schopnosti
| Fáza výroby | Použité vybavenie | Schopnosť tolerancie | Povrchová úprava | Najlepšie aplikácie |
|---|---|---|---|---|
| Hrubé obrábanie | 3-osá CNC fréza | ±0,05 mm | 3,2-6,4 Ra | Odstraňovanie materiálu, základné tvarovanie |
| Presné obrábanie | 5-osová CNC fréza | ±0,02 mm | 1,6-3,2 Ra | Zložité geometrie, zložené uhly |
| Elektroerozívne obrábanie drôtom | CNC elektroerozívne obrábanie | ±0,01 mm | 1,6-3,2 Ra | Vnútorné prvky, tvrdené materiály |
| Tepelné spracovanie | Vákuová pec | – | – | Zvýšenie tvrdosti, zmiernenie stresu |
| Presné brúsenie | CNC brúska na povrch | ±0,005 mm | 0,4-0,8 Ra | Kritické rozmery, ložiskové plochy |
| Superfinišovanie | Brúsenie/leštenie | ±0,002 mm | 0,1-0,4 Ra | Klzné plochy, tesniace plochy |
Raz som spolupracoval s výrobcom polovodičových zariadení, ktorý potreboval valec s integrovaným holubičím chvostom, ktorý by bol schopný podporovať presné zariadenia na manipuláciu s plátkami. Komplexný profil si vyžadoval 5-osové obrábanie základného tvaru a elektroerozívne obrábanie drôtom na vytvorenie presných záberových plôch. Pri záverečnom brúsení sa dosiahla tolerancia priamosti 0,008 mm na dĺžke 600 mm, čo je kritické pre polohovanie na úrovni nanometrov, ktoré si ich aplikácia vyžadovala.
Špeciálne typy profilov a aplikácie
Rôzne profily vodiacich koľajníc slúžia na špecifické funkčné účely:
Bežné profily špeciálneho tvaru
| Typ profilu | Prierez | Výrobná výzva | Funkčná výhoda | Typická aplikácia |
|---|---|---|---|---|
| Dovetail | Trapézový | Presné uhlové rezanie | Vysoká nosnosť, nulová vôľa | Presné polohovanie |
| T-drážka | V tvare písmena T | Obrábanie vnútorných rohov | Nastaviteľné komponenty, modulárna konštrukcia | Konfigurovateľné systémy |
| Zložená krivka | Krivka v tvare písmena S | 3D obrábanie kontúr | Vlastné dráhy pohybu, špecializovaná kinematika | Nelineárny pohyb |
| Viackanálový | Viacero paralelných tratí | Udržiavanie paralelného zarovnania | Viacero nezávislých vozňov | Viacbodové ovládanie |
| Špirála | Špirálová drážka | 4/5-osové simultánne rezanie | Rotačno-lineárny kombinovaný pohyb | Rotačno-lineárne pohony |
Výber materiálu pre vodiace lišty
Základný materiál významne ovplyvňuje výber výrobného procesu a výkonnosť:
Porovnanie vlastností materiálov
| Materiál | Obrábateľnosť (1-10) | Kompatibilita s EDM | Tepelné spracovanie | Odolnosť proti opotrebovaniu | Odolnosť proti korózii |
|---|---|---|---|---|---|
| Uhlíková oceľ 1045 | 7 | Dobrý | Vynikajúce | Mierne | Chudobný |
| 4140 legovaná oceľ | 6 | Dobrý | Vynikajúce | Dobrý | Mierne |
| 440C z nehrdzavejúcej ocele | 4 | Dobrý | Dobrý | Veľmi dobré | Vynikajúce |
| Nástrojová oceľ A2 | 5 | Vynikajúce | Vynikajúce | Vynikajúce | Mierne |
| Hliníkový bronz | 6 | Chudobný | Obmedzené | Dobrý | Vynikajúce |
| Hliník s tvrdým povlakom | 8 | Chudobný | Nevyžaduje sa | Mierne | Dobrý |
Pre výrobcu zariadení na spracovanie potravín sme vybrali nehrdzavejúcu oceľ 440C pre ich vlastné vodiace lišty napriek jej náročnejšej obrobiteľnosti. Umývacie prostredie so žieravými čistiacimi prostriedkami by rýchlo spôsobilo koróziu štandardných oceľových variantov. Materiál 440C bol opracovaný v žíhanom stave, potom vytvrdený na 58 HRC a dokonale zbrúsený, aby sa vytvoril odolný vodiaci systém odolný voči korózii.
Možnosti povrchovej úpravy
Úpravy po obrábaní zlepšujú výkonnostné charakteristiky:
Metódy vylepšenia povrchu
| Liečba | Proces | Zvýšenie tvrdosti | Zlepšenie opotrebenia | Ochrana proti korózii | Hrúbka |
|---|---|---|---|---|---|
| Tvrdé pochrómovanie | Galvanické pokovovanie | +20% | 3-4× | Dobrý | 25-50 μm |
| Nitridovanie | Plynový/plazmový/soľný kúpeľ | +30% | 5-6× | Mierne | 0,1-0,5 mm |
| PVD povlak (TiN) | Vákuové usadzovanie | +40% | 8-10× | Dobrý | 2-4μm |
| Povlak DLC | Vákuové usadzovanie | +50% | 10-15× | Vynikajúce | 1-3μm |
| Impregnácia PTFE | Vákuová infúzia | Minimálne | 2-3× | Dobrý | Iba povrch |
Úvahy o výrobnej tolerancii
Dosiahnutie konzistentnej kvality si vyžaduje pochopenie vzťahov tolerancie:
Kritické faktory tolerancie
Tolerancia rovnosti
- Kritické pre plynulú prevádzku a vlastnosti opotrebenia
- Zvyčajne 0,01-0,02 mm na 300 mm dĺžky
- Meranie pomocou presného pravítka a meradlaTolerancia profilu
- Definuje prípustnú odchýlku od teoretického profilu
- Zvyčajne 0,02-0,05 mm pre záberové plochy
- Overenie pomocou vlastných meradiel alebo merania na CMMPožiadavky na povrchovú úpravu
- Ovplyvňuje trenie, opotrebovanie a účinnosť tesnenia
- Ložiskové plochy: 0,4-0,8 Ra
- Tesniace povrchy: 0,2-0,4 Ra
- Meranie pomocou profilometraDeformácia pri tepelnom spracovaní
- Môže ovplyvniť konečné rozmery o 0,05-0,1 mm
- Vyžaduje si dokončovacie operácie po tepelnom spracovaní
- Minimalizácia vďaka správnemu upevneniu a odľahčeniu napätia
Ktoré tesniace materiály sa najlepšie osvedčujú pri vysokoteplotných aplikáciách?
Výber správnych tesniacich materiálov je pre zákazkové valce pracujúce v extrémnych teplotných prostrediach veľmi dôležitý.
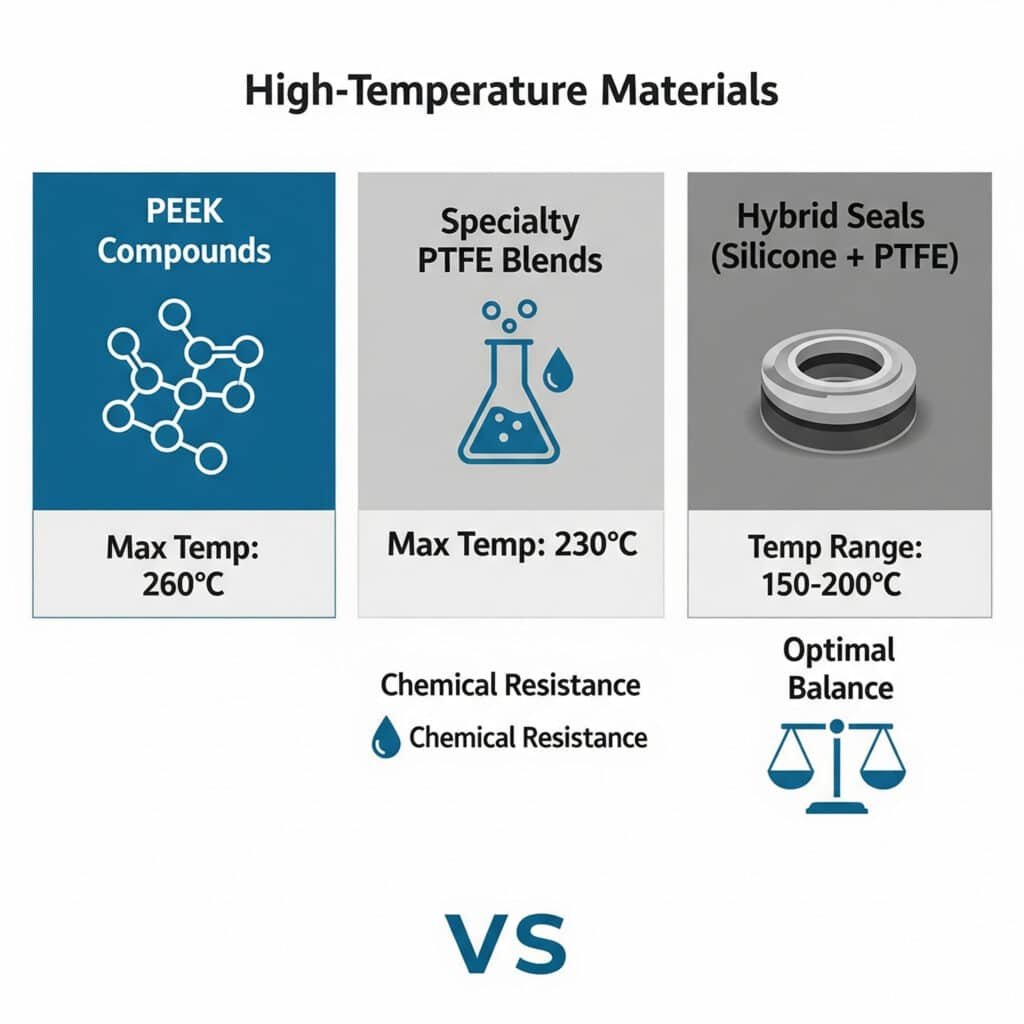
Vysokoteplotné pneumatické aplikácie si vyžadujú špecializované tesniace materiály, ktoré si pri zvýšených teplotách zachovávajú pružnosť, odolnosť proti opotrebovaniu a chemickú stabilitu. Pokročilé polyméry, ako sú zmesi PEEK, môžu nepretržite fungovať pri teplotách až do 260 °C, zatiaľ čo špeciálne zmesi PTFE ponúkajú výnimočnú chemickú odolnosť až do 230 °C. Hybridné tesnenia kombinujúce silikónové elastoméry s obkladom z PTFE poskytujú optimálnu rovnováhu medzi poddajnosťou a trvanlivosťou pri teplotách od 150 do 200 °C.
Matrica vysokoteplotných tesniacich materiálov
Toto komplexné porovnanie pomáha vybrať optimálny materiál pre konkrétne teplotné rozsahy:
Porovnanie výkonu pri teplote
| Materiál | Maximálna trvalá teplota | Maximálna prerušovaná teplota | Tlaková kapacita | Chemická odolnosť | Relatívne náklady |
|---|---|---|---|---|---|
| FKM (Viton®) | 200°C | 230°C | Vynikajúci (35 MPa) | Veľmi dobré | 2.5× |
| FFKM (Kalrez®) | 230°C | 260°C | Veľmi dobrá (25 MPa) | Vynikajúce | 8-10× |
| PTFE (panenský) | 230°C | 260°C | Dobrý (20 MPa) | Vynikajúce | 3× |
| PTFE (plnený sklom) | 230°C | 260°C | Veľmi dobré (30 MPa) | Vynikajúce | 3.5× |
| PEEK (nevyplnený) | 240°C | 300°C | Vynikajúci (35 MPa) | Dobrý | 5× |
| PEEK (plnený uhlíkom) | 260°C | 310°C | Vynikajúci (40 MPa) | Dobrý | 6× |
| Silikón | 180°C | 210°C | Slabý (10 MPa) | Mierne | 2× |
| Kompozit PTFE/silikón | 200°C | 230°C | Dobrý (20 MPa) | Veľmi dobré | 4× |
| PTFE s kovovou emulziou | 230°C | 260°C | Vynikajúce (40+ MPa) | Vynikajúce | 7× |
| Grafitový kompozit | 300°C | 350°C | Mierne (15 MPa) | Vynikajúce | 6× |
V rámci projektu pre sklársky závod sme vyvinuli vlastné valce, ktoré fungovali v blízkosti žíhacích pecí s teplotou okolia 180 °C. Štandardné tesnenia zlyhali v priebehu niekoľkých týždňov, ale zavedením piestnych tesnení z PEEK plnených uhlíkom a tesnení tyčí z PTFE s kovovým napätím sme vytvorili riešenie, ktoré fungovalo nepretržite viac ako tri roky bez výmeny tesnení.
Faktory výberu materiálu okrem teploty
Teplota je len jedným z faktorov pri výbere vysokoteplotného tesnenia:
Kritické faktory výberu
Požiadavky na tlak
- Vyššie tlaky si vyžadujú materiály s vyššou mechanickou pevnosťou
- Vzťah tlak × teplota je nelineárny
- Tlaková kapacita sa zvyčajne znižuje o 5-10% na každých 20 °C zvýšeniaChemické prostredie
- Procesné chemikálie, čistiace prostriedky a mazivá
- Odolnosť voči oxidácii pri zvýšených teplotách
- Odolnosť voči hydrolýze (pri vystavení vodnej pare)Požiadavky na cyklistiku
- Teplotné cykly spôsobujú rôzne rýchlosti expanzie
- Dynamické vs. statické aplikácie tesnenia
- Frekvencia aktivácie pri teploteÚvahy o inštalácii
- Tvrdšie materiály si vyžadujú presnejšie obrábanie
- Riziko poškodenia inštalácie sa zvyšuje s tvrdosťou materiálu
- Špeciálne nástroje, ktoré sa často vyžadujú pre kompozitné materiály
Úpravy konštrukcie tesnenia pre vysoké teploty
Štandardné konštrukcie tesnení si často vyžadujú úpravu pre extrémne teploty:
Úpravy dizajnu
| Úprava dizajnu | Účel | Vplyv teploty | Zložitosť implementácie |
|---|---|---|---|
| Znížené rušenie | Kompenzuje tepelnú rozťažnosť | Schopnosť +20-30 °C | Nízka |
| Plávajúce tesniace krúžky | Umožňuje tepelný rast | Schopnosť +30-50 °C | Stredné |
| Viackomponentné tesnenia | Optimalizuje materiály podľa funkcie | +50-70 °C schopnosť | Vysoká |
| Kovové záložné krúžky | Zabraňuje vytláčaniu pri teplote | Schopnosť +20-40 °C | Stredné |
| Labyrintové pomocné tesnenia | Znižuje teplotu na hlavnom tesnení | +50-100 °C schopnosť | Vysoká |
| Aktívne chladiace kanály | Vytvára chladnejšie mikroprostredie | Schopnosť +100-150 °C | Veľmi vysoká |
Starnutie materiálu a úvahy o životnom cykle
Prevádzka pri vysokej teplote urýchľuje degradáciu materiálu:
Faktory vplyvu počas životného cyklu
| Materiál | Typická životnosť pri 100 °C | Skrátenie životnosti pri 200 °C | Primárny spôsob poruchy | Predvídateľnosť |
|---|---|---|---|---|
| FKM | 2-3 roky | 75% (6-9 mesiacov) | Tvrdnutie/praskanie | Dobrý |
| FFKM | 3-5 rokov | 60% (1,2-2 roky) | Kompresná súprava | Veľmi dobré |
| PTFE | 5 a viac rokov | 40% (3+ rokov) | Deformácia/studený tok | Mierne |
| PEEK | 5 a viac rokov | 30% (3,5+ rokov) | Opotrebenie/odreniny | Dobrý |
| Silikón | 1-2 roky | 80% (2-5 mesiacov) | Roztrhnutie/degradácia | Chudobný |
| PTFE s kovovou emulziou | 4-5 rokov | 35% (2,6-3,3 roka) | Jarná relaxácia | Vynikajúce |
Pracoval som v oceliarni, ktorá prevádzkovala hydraulické valce v oblasti kontinuálneho odlievania pri teplotách okolia 150-180 °C. Zavedením programu prediktívnej údržby založeného na týchto faktoroch životného cyklu sme dokázali naplánovať výmeny tesnení počas plánovaných odstávok údržby, čím sme úplne eliminovali neplánované prestoje, ktoré ich predtým stáli približne $50 000 za hodinu.
Najlepšie postupy inštalácie a údržby
Správne zaobchádzanie výrazne ovplyvňuje výkonnosť vysokoteplotného tesnenia:
Kritické postupy
Úvahy o ukladaní
- Maximálna doba skladovania sa líši podľa materiálu (1-5 rokov)
- Odporúča sa skladovanie pri riadenej teplote
- Ochrana pred UV žiarením je pre niektoré materiály nevyhnutnáTechniky inštalácie
- Špecializované inštalačné nástroje zabraňujú poškodeniu
- Kompatibilita mazív je kritická
- Kalibrovaný krútiaci moment pre komponenty žliazPostupy pri nábehu
- Postupné zvyšovanie teploty, ak je to možné
- Počiatočné zníženie tlaku (60-70% z maximálneho)
- Riadené cyklovanie pred plnou prevádzkouMetódy monitorovania
- Pravidelné testovanie prístupných tesnení podľa durometra
- Systémy detekcie úniku s teplotnou kompenzáciou
- Prediktívna výmena na základe prevádzkových podmienok
Aké techniky zabraňujú vychýleniu valcov s veľmi dlhým zdvihom?
Valce s dlhým zdvihom predstavujú jedinečné technické výzvy, ktoré si vyžadujú špecializované konštrukčné riešenia.
Valce s mimoriadne dlhým zdvihom zabraňujú vychýleniu tyčí a udržiavajú vyrovnanie vďaka viacerým technikám zosilnenia: predimenzované priemery tyčí (zvyčajne 1,5-2× štandardné pomery), medziľahlé podporné puzdrá vo vypočítaných intervaloch, externé vodiace systémy s presným vyrovnaním, kompozitné materiály tyčí so zvýšeným pomerom tuhosti a hmotnosti a špecializované konštrukcie rúrok, ktoré odolávajú ohybu pri tlakovom a bočnom zaťažení.
Výpočet a prevencia vychýlenia tyče
Pochopenie fyziky priehybu je nevyhnutné pre správny návrh výstuže:
Vzorec pre ohyb predĺžených tyčí
δ = (F × L³) / (3 × E × I)
Kde:
- δ = maximálny priehyb (mm)
- F = bočné zaťaženie alebo hmotnosť tyče (N)
- L = Nepodopretá dĺžka (mm)
- E = Modul pružnosti4 (N/mm²)
- I = Moment zotrvačnosti5 (mm⁴) = (π × d⁴) / 64 pre kruhové tyče
Pri valci so zdvihom 5 metrov, ktorý sme navrhli pre dreváreň, by sa štandardná tyč pri plnom vysunutí vychýlila o viac ako 120 mm. Zväčšením priemeru tyče zo 40 mm na 63 mm sme znížili teoretickú výchylku len na 19 mm - čo je však pre ich použitie stále nadmerné. Pridaním medziľahlých podporných puzdier v 1,5-metrových intervaloch sa priehyb ďalej znížil na menej ako 3 mm, čím sa splnili ich požiadavky na vyrovnanie.
Optimalizácia priemeru tyče
Výber vhodného priemeru tyče je prvou ochranou proti vychýleniu:
Usmernenia na určovanie veľkosti priemerov tyčí
| Dĺžka zdvihu | Minimálny pomer tyče k otvoru | Typické zvýšenie priemeru | Zníženie výchylky | Pokuta za hmotnosť |
|---|---|---|---|---|
| 0-500 mm | 0.3-0.4 | Štandard | Základné údaje | Základné údaje |
| 500-1000 mm | 0.4-0.5 | 25% | 60% | 56% |
| 1000-2000 mm | 0.5-0.6 | 50% | 85% | 125% |
| 2000-3000 mm | 0.6-0.7 | 75% | 94% | 206% |
| 3000-5000 mm | 0.7-0.8 | 100% | 97% | 300% |
| >5000mm | 0.8+ | 125%+ | 99% | 400%+ |
Medziproduktové podporné systémy
Pri najdlhších ťahoch sú potrebné medzipodpery:
Konfigurácie podporných puzdier
| Typ podpory | Maximálna vzdialenosť | Spôsob inštalácie | Požiadavka na údržbu | Najlepšia aplikácia |
|---|---|---|---|---|
| Pevné puzdro | L = 100 × d | Vtlačenie do rúrky | Pravidelné mazanie | Vertikálna orientácia |
| Plávajúce puzdro | L = 80 × d | Uchytené pomocou poistného krúžku | Pravidelná výmena | Horizontálne, pre vysoké zaťaženie |
| Nastaviteľné puzdro | L = 90 × d | Nastavenie so závitom | Pravidelná kontrola zarovnania | Presné aplikácie |
| Podpora valca | L = 120 × d | Priskrutkované k rúrke | Výmena ložiska | Aplikácie s najvyššou rýchlosťou |
| Externý sprievodca | L = 150 × d | Nezávislá montáž | Overenie zarovnania | Najvyššie požiadavky na presnosť |
Kde:
- L = maximálna vzdialenosť medzi podperami (mm)
- d = priemer tyče (mm)
Vylepšenia dizajnu rúr
Samotná rúra valca si pri konštrukciách s dlhým zdvihom vyžaduje zosilnenie:
Metódy vystužovania rúr
| Metóda posilňovania | Zvýšenie sily | Vplyv na hmotnosť | Faktor nákladov | Najlepšia aplikácia |
|---|---|---|---|---|
| Zvýšená hrúbka steny | 30-50% | Vysoká | 1.3-1.5× | Najjednoduchšie riešenie, stredná dĺžka |
| Vonkajšie výstužné rebrá | 40-60% | Stredné | 1.5-1.8× | Horizontálna montáž, sústredené zaťaženie |
| Kompozitný obal | 70-100% | Nízka | 2.0-2.5× | Najľahšie riešenie, najdlhšie ťahy |
| Dvojstenná konštrukcia | 100-150% | Vysoká | 2.2-2.8× | Aplikácie s najvyšším tlakom |
| Nosná konštrukcia krovu | 200%+ | Stredné | 2.5-3.0× | Extrémne dĺžky, variabilná orientácia |
V prípade valca so zdvihom 4 metre určeného pre mostnú inšpekčnú plošinu sme pozdĺž rúry valca implementovali vonkajšie hliníkové priehradové podpery. Tým sa zvýšila tuhosť v ohybe o viac ako 300% a zároveň sa zvýšila celková hmotnosť len o 15% - čo je rozhodujúce pre mobilnú aplikáciu, kde by si nadmerná hmotnosť vyžadovala väčšiu platformu vozidla.
Výber materiálu pre predĺžené ťahy
Pokročilé materiály môžu výrazne zlepšiť výkon:
Porovnanie výkonnosti materiálu
| Materiál | Relatívna tuhosť | Pomer hmotnosti | Odolnosť proti korózii | Nákladová prémia | Najlepšia aplikácia |
|---|---|---|---|---|---|
| Chrómovaná oceľ | 1,0 (základná hodnota) | 1.0 | Dobrý | Základné údaje | Všeobecný účel |
| Indukčne kalená oceľ | 1.0 | 1.0 | Mierne | 1.2× | Odolnosť proti opotrebovaniu |
| Tvrdý eloxovaný hliník | 0.3 | 0.35 | Veľmi dobré | 1.5× | Aplikácie citlivé na hmotnosť |
| Nerezová oceľ | 0.9 | 1.0 | Vynikajúce | 1.8× | Korózne prostredia |
| Kompozit z uhlíkových vlákien | 2.3 | 0.25 | Vynikajúce | 3.5× | Najvyšší výkon, najnižšia hmotnosť |
| Hliník s keramickým povlakom | 0.4 | 0.35 | Vynikajúce | 2.2× | Vyvážený výkon, stredná hmotnosť |
Úvahy o inštalácii a vyrovnaní
Správna inštalácia sa stáva čoraz dôležitejšou s dĺžkou zdvihu:
Požiadavky na zosúladenie
| Dĺžka zdvihu | Maximálna odchýlka | Metóda zarovnania | Technika overovania |
|---|---|---|---|
| 0-1000 mm | 0,5 mm | Štandardná montáž | Vizuálna kontrola |
| 1000-2000 mm | 0,3 mm | Nastaviteľné držiaky | Rovná hrana a meradlo |
| 2000-3000 mm | 0,2 mm | Presne opracované povrchy | Indikátor číselníka |
| 3000-5000 mm | 0,1 mm | Laserové zarovnanie | Laserové meranie |
| >5000mm | <0,1 mm | Viacbodový systém vyrovnávania | Optický tranzitný alebo laserový sledovač |
Počas inštalácie valca so zdvihom 6 metrov pre divadelný javiskový mechanizmus sme zistili, že montážne plochy majú nesúososť 0,8 mm. Napriek tomu, že sa to zdalo byť zanedbateľné, mohlo to spôsobiť viazanie a predčasné opotrebovanie. Zavedením nastaviteľného montážneho systému s laserovým overením zarovnania sme dosiahli zarovnanie v rozmedzí 0,05 mm po celej dĺžke, čím sme zabezpečili plynulú prevádzku a plnú konštrukčnú životnosť.
Dynamické aspekty pre dlhé ťahy
Prevádzková dynamika vytvára ďalšie výzvy:
Dynamické faktory
Sily zrýchlenia
- Dlhšie a ťažšie tyče majú väčšiu zotrvačnosť
- Kritické tlmenie na konci ťahu
- Typické prevedenie: 25-50 mm dĺžky vankúša na meter zdvihuRezonančná frekvencia
- Dlhé tyče môžu vytvárať škodlivé vibrácie
- Je potrebné vyhnúť sa kritickým rýchlostiam
- Môžu byť potrebné tlmiace systémyTepelná rozťažnosť
- Rozšírenie 1-2 mm na meter pri zvýšení teploty o 100 °C
- Plávajúce držiaky alebo kompenzačné kĺby
- Výber materiálu ovplyvňuje rýchlosť expanzieDynamika tlaku
- Dlhšie stĺpce vzduchu vytvárajú tlakové vlny
- Vyžadujú sa väčšie otvory ventilov a väčšia prietoková kapacita
- Regulácia rýchlosti na dlhé vzdialenosti je náročnejšia
Záver
Konštrukcia valcov na mieru pre extrémne aplikácie si vyžaduje špecializované znalosti výrobných procesov pre špeciálne tvarované vodiace lišty, výber materiálu pre vysokoteplotné tesnenia a konštrukčné inžinierstvo pre zosilnenie dlhých zdvihov. Pochopením týchto kritických aspektov môžu inžinieri vytvoriť pneumatické riešenia, ktoré spoľahlivo fungujú v najnáročnejších prostrediach.
Často kladené otázky o dizajne valcov na mieru
Pri akej maximálnej teplote môže pracovať pneumatický valec so špecializovanými tesneniami?
Vďaka špecializovaným tesniacim materiálom a konštrukčným úpravám môžu pneumatické valce nepretržite pracovať pri teplotách až do 260 °C s použitím tesnení PEEK plnených uhlíkom alebo PTFE s kovovým napätím. Pri prerušovanom pôsobení môžu grafitové kompozitné tesnenia odolávať teplotám blížiacim sa 350 °C. Tieto aplikácie pri extrémnych teplotách si však vyžadujú ďalšie aspekty okrem tesnenia, vrátane špeciálnych mazív (alebo konštrukcií so suchým chodom), kompenzácie tepelnej rozťažnosti a materiálov s príslušnými koeficientmi tepelnej rozťažnosti, aby sa zabránilo viazaniu pri teplote.
Aký dlhý môže byť zdvih pneumatického valca, kým budú potrebné medzipodpery?
Potreba medziľahlých podpier závisí od priemeru tyče, orientácie a požiadaviek na presnosť. Ako všeobecné usmernenie možno uviesť, že horizontálne valce so štandardným pomerom tyče k otvoru (0,3-0,4) zvyčajne vyžadujú medzipodpery, ak zdvihy presahujú 1,5 metra. Presnú hraničnú hodnotu možno vypočítať pomocou vzorca pre priehyb: δ = (F × L³) / (3 × E × I), pričom výrazný priehyb (zvyčajne > 1 mm) znamená, že je potrebná podpora. Zvislé valce sa často môžu predĺžiť na 2 až 3 metre, kým si vyžiadajú podopretie z dôvodu absencie gravitačného bočného zaťaženia.
Aká výrobná tolerancia je dosiahnuteľná pre špeciálne tvarované vodiace koľajnice?
Pomocou kombinácie 5-osového CNC obrábania, elektroerozívneho obrábania a presného brúsenia možno na vodiacich koľajniciach špeciálneho tvaru dosiahnuť tolerancie ±0,005 mm pre kritické rozmery a povrchovú úpravu až 0,2-0,4 Ra. Presnosť profilu (zhoda s teoretickým tvarom) sa dá pomocou moderných výrobných postupov udržať v rozmedzí 0,01-0,02 mm. V prípade najpresnejších aplikácií sa môže použiť konečné ručné prispôsobenie a selektívna montáž, aby sa dosiahli funkčné tolerancie pod ±0,003 mm pre špecifické spájajúce sa komponenty.
Ako sa dá zabrániť viazaniu valcov s dlhým zdvihom a viacerými opornými puzdrami?
Zabránenie viazaniu vo valcoch s dlhým zdvihom a viacerými podperami si vyžaduje niekoľko techník: (1) zavedenie prístupu postupného vyrovnávania, pri ktorom iba jedno puzdro zabezpečuje primárne vyrovnanie, zatiaľ čo ostatné ponúkajú plávajúcu podporu s malou vôľou; (2) použitie samonastavovacích puzdier so sférickými vonkajšími povrchmi, ktoré sa môžu prispôsobiť malým odchýlkam; (3) zabezpečenie presného vyrovnania počas inštalácie pomocou laserových meracích systémov; a (4) použitie materiálov so zodpovedajúcimi koeficientmi tepelnej rozťažnosti pre všetky konštrukčné komponenty, aby sa zabránilo teplotne indukovanému viazaniu.
Aká je cenová prirážka za vlastné valce v porovnaní so štandardnými modelmi?
Príplatok za zákazkové valce sa výrazne líši v závislosti od stupňa prispôsobenia, ale zvyčajne sa pohybuje v rozmedzí 2-10× vyššom ako náklady na štandardné modely. Jednoduché úpravy, ako je špeciálna montáž alebo konfigurácia portov, môžu k základnej cene pridať 30-50%. Mierne prispôsobenie vrátane neštandardných zdvihov alebo špecializovaných tesnení zvyčajne zdvojnásobí cenu. Vysoko špecializované konštrukcie s vlastnými vodiacimi lištami, schopnosťami pri extrémnych teplotách alebo mimoriadne dlhými výstuhami môžu stáť 5 - 10× viac ako štandardné modely. Tento príplatok však treba porovnať s nákladmi na prispôsobenie štandardných komponentov nevhodným aplikáciám, čo často vedie k častým výmenám a prestojom systému.
Ako testujete a overujete vlastné návrhy valcov pred výrobou?
Vlastné návrhy tlakových fliaš sa overujú prostredníctvom viacstupňového procesu: (1) počítačová simulácia pomocou metódy konečných prvkov (FEA) na overenie štrukturálnej integrity a identifikáciu potenciálnych koncentrácií napätia; (2) testovanie prototypov v kontrolovaných podmienkach, často so zrýchleným testovaním životnosti pri 1,5-2× vyššom tlaku a frekvencii cyklov, než je navrhnutá; (3) testovanie v environmentálnej komore na extrémne teploty; (4) skúšky v teréne s prístrojmi na meranie parametrov, ako sú vnútorné teploty, trecie sily a stabilita nastavenia; a (5) deštruktívne testovanie prototypov na overenie bezpečnostných rezerv. V prípade kritických aplikácií sa môžu vytvoriť vlastné skúšobné zariadenia na simuláciu presných podmienok aplikácie pred konečným schválením výroby.
-
Poskytuje podrobné vysvetlenie 5-osového CNC obrábania, pokročilého výrobného procesu, ktorý umožňuje rezanie dielov v piatich rôznych osiach súčasne, čo umožňuje vytvárať veľmi zložité geometrie. ↩
-
Vysvetľuje princípy elektroiskrového obrábania (EDM), netradičného procesu obrábania, ktorý využíva elektricky nabitý drôt na mimoriadne presné rezanie vodivých materiálov. ↩
-
Ponúka komplexné informácie o polyéteréterketóne (PEEK), vysoko výkonnom technickom termoplaste, ktorý je známy svojimi vynikajúcimi mechanickými vlastnosťami a odolnosťou voči extrémnym teplotám a drsným chemikáliám. ↩
-
Opisuje modul pružnosti (známy aj ako Youngov modul), základnú vlastnosť materiálu, ktorou sa meria tuhosť materiálu a jeho odolnosť voči pružnej deformácii pri namáhaní. ↩
-
Poskytuje jasné vysvetlenie plošného momentu zotrvačnosti, geometrickej vlastnosti prierezu, ktorá vyjadruje, ako sú jeho body rozložené vzhľadom na ľubovoľnú os, čo je rozhodujúce pre výpočet priehybu nosníka. ↩
