

Máte problémy s únikom vzduchu v pneumatických systémoch? Nie ste sami. Mnohí inžinieri bojujú s poruchami tesnení, ktoré spôsobujú straty účinnosti, zvýšené náklady na údržbu a neočakávané prestoje. Správne znalosti o tesniacich mechanizmoch môžu tieto pretrvávajúce problémy vyriešiť.
Tesniace mechanizmy v pneumatických systémoch fungujú prostredníctvom riadenej deformácie elastomérne materiály1 proti spájacím povrchom. Účinné tesnenia udržiavajú kontaktný tlak stlačením (statické tesnenia) alebo rovnováhou tlaku, trenia a mazania (dynamické tesnenia), čím vytvárajú nepriepustnú bariéru proti úniku vzduchu.
V spoločnosti Bepto pracujem s pneumatickými systémami už viac ako 15 rokov a videl som nespočetné množstvo prípadov, keď pochopenie princípov tesnenia ušetrilo spoločnostiam tisíce nákladov na údržbu a zabránilo katastrofickým zlyhaniam systému.
Obsah
- Ako ovplyvňuje kompresný pomer O-krúžku výkonnosť tesnenia?
- Prečo je Stribeckova krivka dôležitá pre návrh pneumatického tesnenia?
- Čo spôsobuje zahrievanie trením v dynamických tesneniach a ako ho možno kontrolovať?
- Záver
- Často kladené otázky o pneumatických tesniacich mechanizmoch
Ako ovplyvňuje kompresný pomer O-krúžku výkonnosť tesnenia?
O-krúžky sú pravdepodobne najbežnejšími tesniacimi prvkami v pneumatických systémoch, ale ich jednoduchý vzhľad skrýva zložité technické princípy. Pre ich výkon a životnosť je rozhodujúci kompresný pomer.
Stupeň stlačenia O-krúžku je percento deformácie oproti pôvodnému prierezu pri inštalácii. Optimálny výkon zvyčajne vyžaduje stlačenie 15-30%. Príliš malé stlačenie spôsobuje netesnosť, zatiaľ čo nadmerné stlačenie vedie k predčasnému zlyhaniu v dôsledku vytlačenia, kompresná súprava2alebo zrýchlené opotrebovanie.

Správne nastavenie kompresného pomeru je náročnejšie, než si mnohí inžinieri uvedomujú. Dovoľte mi, aby som sa s vami podelil o niekoľko praktických poznatkov z mojich skúseností s bezprúdovými systémami utesnenia valcov.
Výpočet optimálneho kompresného pomeru O-krúžku
Výpočet kompresného pomeru sa zdá byť jednoduchý:
| Parameter | Vzorec | Príklad |
|---|---|---|
| Kompresný pomer (%) | [(d - g)/d] × 100 | Pre 2,5 mm O-krúžok v 2,0 mm drážke: (2,5 - 2,0)/2,5] × 100 = 20% |
| Stlačenie (mm) | d - g | 2,5 mm - 2,0 mm = 0,5 mm |
| Výplň drážok (%) | [π(d/2)²]/[w × g] × 100 | Pre 2,5 mm O-krúžok v 3,5 mm širokej a 2,0 mm hlbokej drážke: [π(2,5/2)²]/[3,5 × 2,0] × 100 = 70% |
Kde:
- d = priemer prierezu O-krúžku
- g = hĺbka drážky
- w = šírka drážky
Pokyny pre kompresiu špecifickú pre daný materiál
Rôzne materiály si vyžadujú rôzne kompresné pomery:
| Materiál | Odporúčaná kompresia | Aplikácia |
|---|---|---|
| NBR (nitril) | 15-25% | Všeobecné použitie, odolnosť voči oleju |
| FKM (Viton) | 15-20% | Vysoká teplota, chemická odolnosť |
| EPDM | 20-30% | Aplikácie vody, pary |
| Silikón | 10-20% | Extrémne teplotné rozsahy |
| PTFE | 5-10% | Chemická odolnosť, nízke trenie |
Minulý rok som pracoval s Michaelom, inžinierom údržby v potravinárskom závode vo Wisconsine. Napriek používaniu prvotriednych O-krúžkov dochádzalo u neho k častým únikom vzduchu v systémoch bez tyčových valcov. Po analýze jeho nastavenia som zistil, že konštrukcia jeho drážok spôsobuje nadmernú kompresiu (takmer 40%) O-krúžkov NBR.
Prepracovali sme rozmery drážky, aby sme dosiahli kompresný pomer 20%, a životnosť tesnenia sa zvýšila z 3 mesiacov na viac ako rok, čím jeho spoločnosť ušetrila tisíce eur na nákladoch na údržbu a prestoje.
Faktory prostredia ovplyvňujúce požiadavky na kompresiu
Optimálny kompresný pomer nie je statický - mení sa v závislosti od:
- Kolísanie teploty: Vyššie teploty si vyžadujú nižšiu kompresiu, aby sa zohľadnila tepelná rozťažnosť
- Tlakové diferenciály: Vyššie tlaky môžu vyžadovať vyššiu kompresiu, aby sa zabránilo vytláčaniu
- Dynamické vs. statické aplikácie: Dynamické tesnenia zvyčajne potrebujú nižšiu kompresiu na zníženie trenia
- Metódy inštalácie: Roztiahnutie počas inštalácie môže znížiť účinnú kompresiu
Prečo je Stribeckova krivka dôležitá pre návrh pneumatického tesnenia?
Stribeckova krivka môže znieť akademicky, ale v skutočnosti je to účinný praktický nástroj na pochopenie a optimalizáciu výkonu tesnenia v bezprúdových pneumatických valcoch a iných dynamických aplikáciách.
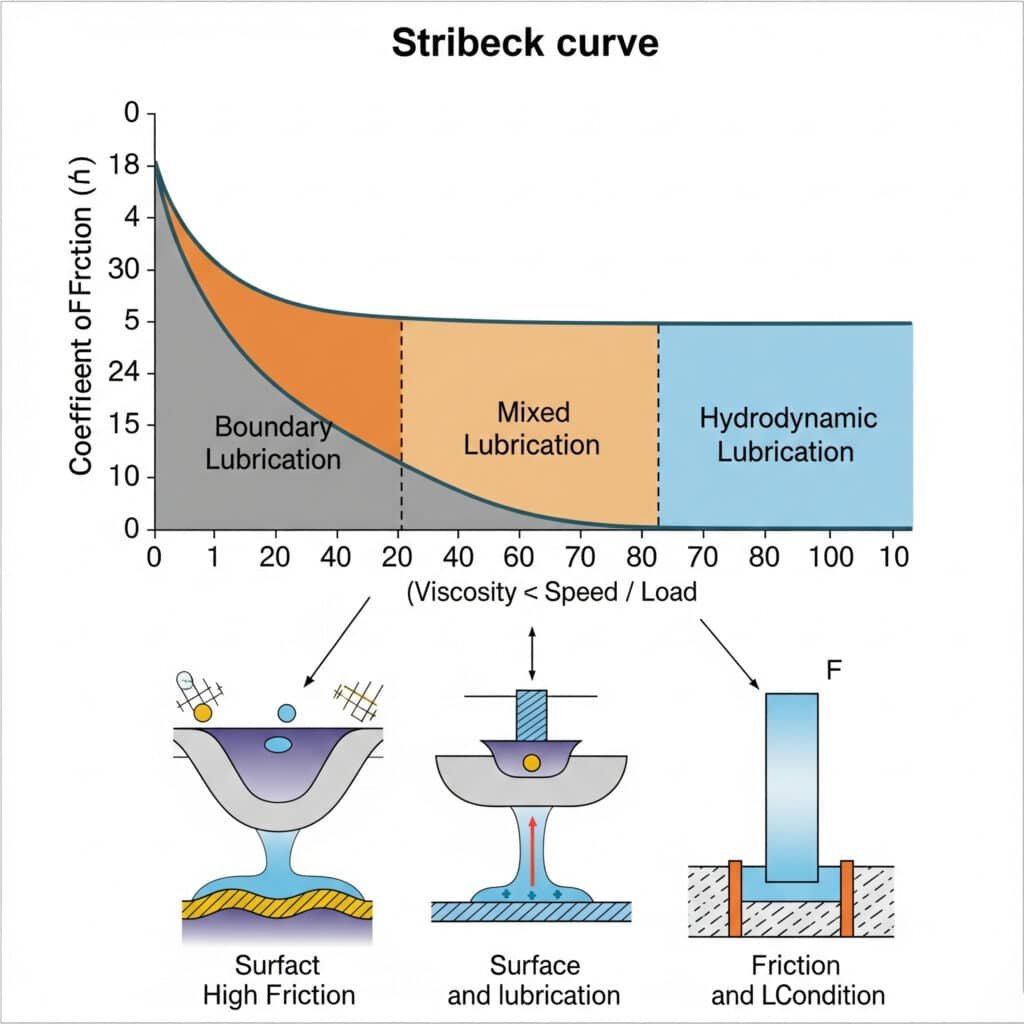
Stránka Stribeckova krivka3 znázorňuje vzťah medzi koeficientom trenia, viskozitou maziva, rýchlosťou a zaťažením na klzných plochách. V prípade pneumatických tesnení pomáha inžinierom pochopiť prechod medzi hraničnými, zmiešanými a hydrodynamickými režimami mazania, čo je rozhodujúce pre optimalizáciu návrhu tesnenia pre konkrétne prevádzkové podmienky.
Pochopenie tejto krivky má praktický význam pre fungovanie vašich pneumatických systémov v reálnych podmienkach.
Tri režimy mazania v pneumatických tesneniach
Stribeckova krivka identifikuje tri rôzne prevádzkové režimy:
| Režim mazania | Charakteristika | Dôsledky pre pneumatické tesnenia |
|---|---|---|
| Hraničné mazanie | Vysoké trenie, priamy kontakt s povrchom | Vyskytuje sa počas štartu, pri nízkych rýchlostiach; spôsobuje preklzávanie tyče |
| Zmiešané mazanie | Mierne trenie, čiastočný film kvapaliny | Prechodná zóna; citlivá na povrchovú úpravu a mazivo |
| Hydrodynamické mazanie4 | Nízke trenie, úplné oddelenie kvapaliny | Ideálne pre vysokorýchlostnú prevádzku; minimálne opotrebovanie |
Praktické aplikácie Stribeckovej krivky pri výbere tesnenia
Pri výbere tesnení pre bezprúdové valce nám pomôže pochopenie Stribeckovej krivky:
- prispôsobenie materiálov tesnenia prevádzkovým podmienkam: Rôzne materiály majú lepšie vlastnosti pri rôznych režimoch mazania
- Výber vhodných mazív: Požiadavky na viskozitu sa menia v závislosti od rýchlosti a zaťaženia
- Návrh optimálnej povrchovej úpravy: Drsnosť ovplyvňuje prechod medzi režimami mazania
- Predvídať a predchádzať javom skĺznutia: Kritické pre plynulú prevádzku v presných aplikáciách
Prípadová štúdia: Eliminácia preklzu pri presnom polohovaní
Spomínam si na spoluprácu s Emmou, inžinierkou automatizácie zo švajčiarskeho výrobcu zdravotníckych pomôcok. V jej systéme bez tyčových valcov dochádzalo k trhavým pohybom (stick-slip) počas presných pohybov s nízkou rýchlosťou, čo ovplyvňovalo kvalitu výrobku.
Analýzou aplikácie pomocou Stribeckovej krivky sme zistili, že jej systém pracuje v režime hraničného mazania. Odporučili sme zmenu na tesniaci materiál na báze PTFE s upravenou štruktúrou povrchu a iným zložením maziva.
Výsledok? Plynulý pohyb aj pri rýchlosti 5 mm/s, odstránenie problémov s kvalitou a zvýšenie výťažnosti výroby o 15%.
Čo spôsobuje zahrievanie trením v dynamických tesneniach a ako ho možno kontrolovať?
Trenie sa často prehliada, až kým nespôsobí predčasné zlyhanie tesnenia. Pochopenie tohto javu je nevyhnutné na navrhovanie spoľahlivých pneumatických systémov s predĺženou životnosťou.
Ohrev trením5 v dynamických tesneniach dochádza k premene mechanickej energie na tepelnú na kontaktnom rozhraní medzi tesnením a styčným povrchom. Toto zahrievanie ovplyvňujú faktory vrátane rýchlosti povrchu, kontaktného tlaku, mazania a vlastností materiálu. Nadmerné zahrievanie urýchľuje degradáciu tesnenia prostredníctvom tepelného rozkladu materiálov.
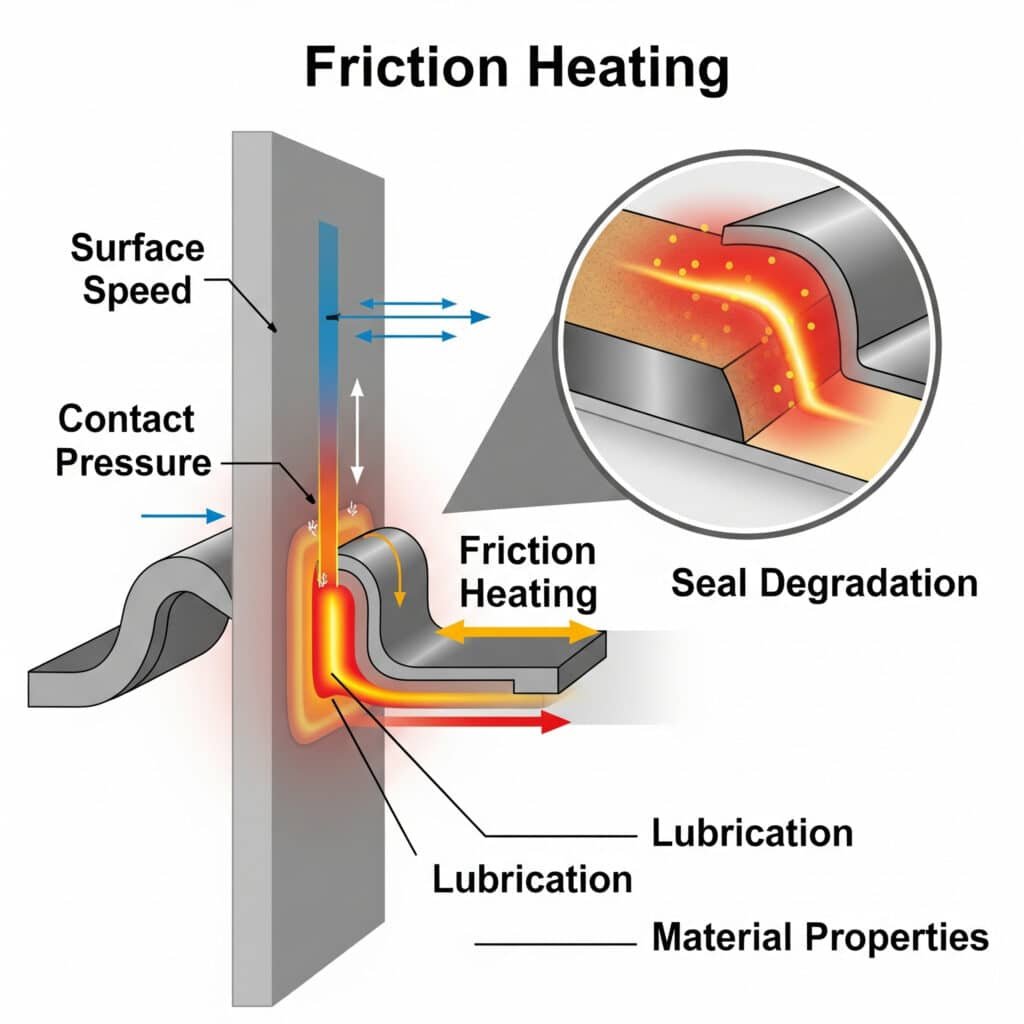
Dôsledky trecieho ohrevu môžu byť vážne, od skrátenia životnosti tesnenia až po katastrofické zlyhanie. Pozrime sa na tento jav podrobnejšie.
Kvantifikácia tvorby trecieho tepla
Teplo vznikajúce trením možno odhadnúť pomocou:
| Parameter | Vzorec | Príklad |
|---|---|---|
| Výroba tepla (W) | Q = μ × F × v | Pre μ=0,2, F=100N, v=0,5m/s: Q = 0,2 × 100 × 0,5 = 10W |
| Zvýšenie teploty (°C) | ΔT = Q/(m × c) | Pre 10 W tepla, 5 g tesnenia, c=1,7 J/g°C: ΔT = 10/(5 × 1,7) = 1,18°C/s |
| Teplota v ustálenom stave | Tss = Ta + (Q/hA) | Závisí od koeficientu prestupu tepla a plochy povrchu |
Kde:
- μ = koeficient trenia
- F = normálová sila
- v = posuvná rýchlosť
- m = hmotnosť
- c = merná tepelná kapacita
- Ta = teplota okolia
- h = koeficient prestupu tepla
- A = plocha povrchu
Kritické teplotné prahy pre bežné tesniace materiály
Rôzne tesniace materiály majú rôzne teplotné limity:
| Materiál | Maximálna trvalá teplota (°C) | Príznaky tepelnej degradácie |
|---|---|---|
| NBR (nitril) | 100-120 | Tvrdnutie, praskanie, znížená pružnosť |
| FKM (Viton) | 200-250 | Zafarbenie, znížená odolnosť |
| PTFE | 260 | Rozmerové zmeny, znížená pevnosť v ťahu |
| TPU | 80-100 | Zmäknutie, deformácia, zmena farby |
| UHMW-PE | 80-90 | Deformácia, znížená odolnosť proti opotrebovaniu |
Stratégie na zmiernenie trecieho ohrevu
Na základe mojich skúseností s aplikáciami s bezprúdovými valcami uvádzam účinné stratégie na reguláciu trecieho ohrevu:
- Optimalizácia kontaktného tlaku: Zníženie rušivých vplyvov tesnenia, ak je to možné, bez toho, aby sa narušilo tesnenie
- Zlepšenie mazania: Vyberte mazivá s vhodnou viskozitou a teplotnou stabilitou
- Výber materiálu: Vyberte si materiály s nižším koeficientom trenia a vyššou tepelnou stabilitou
- Povrchové inžinierstvo: Určite vhodnú povrchovú úpravu a nátery na zníženie trenia
- Konštrukcia odvodu tepla: Zahrnúť prvky, ktoré zlepšujú prenos tepla od tesnení
Aplikácia v reálnom svete: Konštrukcia vysokorýchlostného valca bez tyčí
Jeden z našich zákazníkov v Nemecku prevádzkuje vysokorýchlostné baliace zariadenia s bezprúdovými valcami, ktoré pracujú rýchlosťou až 2 m/s. Ich pôvodné tesnenia zlyhávali už po 3 miliónoch cyklov v dôsledku zahrievania trením.
Vykonali sme tepelnú analýzu a zistili sme, že lokálne teploty na rozhraní tesnenia dosahujú 140 °C - oveľa viac, ako je hranica 100 °C pre ich tesnenia NBR. Prechodom na kompozitné PTFE tesnenie s optimalizovanou geometriou kontaktu a zlepšením odvodu tepla z valca sme predĺžili životnosť tesnenia na viac ako 20 miliónov cyklov.
Záver
Pochopenie vedeckých poznatkov o kompresných pomeroch O-krúžkov, praktických aplikáciách Stribeckovej krivky a mechanizmoch trecieho ohrevu poskytuje základ pre navrhovanie spoľahlivých pneumatických tesniacich systémov s dlhou životnosťou. Uplatňovaním týchto princípov môžete vybrať správne tesnenia pre svoje aplikácie beztlakových valcov, odstrániť existujúce problémy a predchádzať nákladným poruchám skôr, ako k nim dôjde.
Často kladené otázky o pneumatických tesniacich mechanizmoch
Aký je ideálny kompresný pomer pre O-krúžky v pneumatických aplikáciách?
Ideálny kompresný pomer pre O-krúžky v pneumatických aplikáciách je zvyčajne 15-25% pre statické tesnenia a 10-20% pre dynamické tesnenia. Tento rozsah poskytuje dostatočnú tesniacu silu a zároveň zabraňuje nadmernému stlačeniu, ktoré by mohlo viesť k predčasnému zlyhaniu, najmä v aplikáciách bez tyčových valcov.
Ako Stribeckova krivka pomáha pri výbere správneho tesnenia pre moju aplikáciu?
Stribeckova krivka pomáha určiť, v akom režime mazania bude vaša aplikácia pracovať na základe otáčok, zaťaženia a vlastností maziva. Pre aplikácie s nízkou rýchlosťou a vysokým zaťažením vyberte tesnenia optimalizované pre medzné mazanie. Pre vysokorýchlostné aplikácie vyberte tesnenia určené pre podmienky hydrodynamického mazania.
Čo spôsobuje preklzávanie v pneumatických valcoch a ako sa mu dá zabrániť?
Kĺzavý pohyb je spôsobený rozdielom medzi statickými a dynamickými koeficientmi trenia, najmä v režime hraničného mazania. Zabráňte mu použitím tesniacich materiálov na báze PTFE alebo iných materiálov s nízkym trením, použitím vhodných mazív, optimalizáciou povrchovej úpravy a zabezpečením správneho stlačenia tesnenia pre vašu aplikáciu beztlakových valcov.
Aké zvýšenie teploty je prijateľné pre dynamické tesnenia?
Prípustné zvýšenie teploty závisí od materiálu tesnenia. Všeobecne platí, že prevádzková teplota by mala byť aspoň o 20 °C nižšia ako maximálna trvalá teplota materiálu. V prípade tesnení z NBR (nitrilu), ktoré sa bežne používajú v bezprúdových valcoch, udržiavajte teplotu pod 80 - 100 °C, aby sa predĺžila životnosť.
Aký je vzťah medzi tvrdosťou tesnenia a požiadavkami na stlačenie?
Tvrdšie tesniace materiály (vyšší durometer) zvyčajne vyžadujú menšie stlačenie na dosiahnutie účinného utesnenia. Napríklad materiál s tvrdosťou 90 Shore A môže vyžadovať stlačenie len 10-15%, zatiaľ čo mäkší materiál s tvrdosťou 70 Shore A môže vyžadovať stlačenie 20-25% na dosiahnutie rovnakej účinnosti tesnenia v pneumatických aplikáciách.
Ako vypočítam rozmery drážky pre O-krúžok?
Vypočítajte rozmery drážok určením požadovaného kompresného pomeru pre vašu aplikáciu a materiál. Pre štandardné stlačenie O-krúžku 25% s priemerom 2,5 mm by hĺbka drážky bola 1,875 mm (2,5 mm × 0,75). Šírka drážky by mala umožniť vyplnenie drážky 60-85%, aby sa umožnila riadená deformácia bez nadmerného namáhania.
-
Poskytuje základné vysvetlenie elastomérov (polymérov s viskoelasticitou), ktoré sú základnými materiálmi používanými na pneumatické tesnenia vďaka ich schopnosti deformovať sa a vrátiť sa do pôvodného tvaru. ↩
-
Ponúka technickú definíciu kompresného sadnutia, trvalej deformácie tesnenia po dlhodobom tlakovom namáhaní, ktorá je hlavnou príčinou statického zlyhania tesnenia. ↩
-
Podrobnosti o princípoch Stribeckovej krivky, základného grafu v oblasti tribológie, ktorý znázorňuje, ako je trenie medzi dvoma mazanými povrchmi funkciou viskozity, zaťaženia a rýchlosti. ↩
-
Vysvetľuje režim hydrodynamického mazania, ideálny stav, keď plný, súvislý film kvapaliny úplne oddeľuje dva pohybujúce sa povrchy, čo vedie k minimálnemu treniu a opotrebovaniu. ↩
-
Opisuje fyziku trecieho ohrevu, procesu, pri ktorom sa mechanická energia mení na tepelnú na klznom rozhraní, čo je kritický faktor tepelnej degradácie dynamických tesnení. ↩
