

Keď vaše presné pneumatické polohovacie systémy vykazujú nepredvídateľné správanie správanie sa ako tyč a skĺznutie1, nekonzistentné odtrhávacie sily alebo meniace sa trenie počas celého zdvihu, ste svedkom komplexných režimov trenia opísaných v Stribeckove krivky2—a tribologický3 fenomén, ktorý môže spôsobiť chyby polohovania ±2-5 mm a zmeny sily 30-50%, ktoré tradičná analýza tesnenia úplne prehliada. 🎯
Stribeckove krivky opisujú vzťah medzi koeficientom trenia \( \mu \) a bezrozmerným parametrom \( (\eta \times N \times V)/P \), pričom ukazujú tri odlišné režimy trenia: hraničná lubrikácia (vysoké trenie, kontakt povrchov), zmiešaná lubrikácia (prechodné trenie) a hydrodynamická lubrikácia (nízke trenie, úplné oddelenie tekutinového filmu).
Minulý týždeň som pomáhal Davidovi, inžinierovi presnej automatizácie vo výrobnej spoločnosti zdravotníckych zariadení v Massachusetts, ktorý zápasil s problémami s opakovanou presnosťou polohovania ±3 mm, ktoré spôsobovali, že 8% jeho vysokohodnotných zostáv neprešlo kontrolou kvality.
Obsah
- Čo sú Stribeckove krivky a ako sa uplatňujú pri pneumatických tesneniach?
- Ako rôzne režimy trenia ovplyvňujú výkon valcov?
- Aké metódy môžu charakterizovať správanie tesnenia pri trení?
- Ako môžete optimalizovať konštrukciu tesnenia pomocou Stribeckovho rozboru?
Čo sú Stribeckove krivky a ako sa uplatňujú pri pneumatických tesneniach?
Porozumenie Stribeckovým krivkám je základom pre predpovedanie a kontrolu správania tesnenia v súvislosti s trením. 🔬
Stribeckove krivky znázorňujú koeficient trenia \( \mu \) v závislosti od Stribeckovho parametra \( (\eta \times V)/P \), kde \( \eta \) je viskozita maziva, \( V \) je rýchlosť kĺzania a \( P \) je kontaktný tlak, čím sa odhaľujú tri odlišné režimy mazania, ktoré určujú charakteristiky trenia tesnenia a správanie opotrebenia v pneumatických valcoch.

Základný Stribeckov vzťah
Stribeckov parameter je definovaný ako:
$$
S = \frac{\eta \times V}{P}
$$
Kde:
- \( \eta \) = Dynamická viskozita4 maziva (Pa·s)
- \( V \) = Rýchlosť kĺzania (m/s)
- \( P \) = Kontaktný tlak (Pa)
Tri režimy trenia
Mazanie hraníc (nízka hodnota S):
- Charakteristika: Priamy kontakt s povrchom, vysoké trenie
- Koeficient trenia: 0,1 – 0,8 (v závislosti od materiálu)
- Mazanie: Molekulárne vrstvy, povrchové filmy
- Nosiť: Vysoký, priamy kontakt kovu s elastomérom
Kombinované mazanie (stredné S):
- Charakteristika: Čiastočný tekutý film, premenlivé trenie
- Koeficient trenia: 0,05 – 0,2 (veľmi premenlivé)
- Mazanie: Kombinácia hranice a tekutého filmu
- Nosiť: Stredný, prerušovaný kontakt
Hydrodynamické mazanie (High S):
- Charakteristika: Úplné oddelenie tekutého filmu, nízke trenie
- Koeficient trenia: 0,001 – 0,05 (v závislosti od viskozity)
- Mazanie: Kompletná podpora tekutého filmu
- Nosiť: Minimálny, bez kontaktu s povrchom
Použitie pneumatických tesnení
Typické prevádzkové podmienky:
- Rýchlosti: 0,01 – 5,0 m/s
- Tlaky: 0,1 – 1,0 MPa
- Mazivá: Vlhkosť stlačeného vzduchu, mazivo tesnenia
- Teploty: -20 °C až +80 °C
Faktory špecifické pre tuleňov:
- Kontaktný tlak: Určuje sa podľa konštrukcie tesnenia a tlaku v systéme.
- Drsnosť povrchu: Ovplyvňuje prechod medzi režimami
- Materiál tesnenia: Vlastnosti elastoméru ovplyvňujú trenie
- Mazanie: Obmedzené v pneumatických systémoch
Charakteristiky Stribeckovej krivky pre pneumatické tesnenia
| Režim | Stribeckov parameter | Typický μ | Správanie valca |
|---|---|---|---|
| Hranica | S < 0,001 | 0,2 – 0,6 | Stick-slip, vysoká odolnosť proti odtrhnutiu |
| Zmiešané | 0,001 < S < 0,1 | 0,05 – 0,3 | Premenlivé trenie, lov |
| Hydrodynamické | S > 0,1 | 0,01 – 0,08 | Plynulý pohyb, nízke trenie |
Správanie špecifické pre materiál
Tesnenia z NBR (nitrilu):
- Hraničná trenie: μ = 0,3 – 0,7
- Prechodná oblasť: Široký, postupný
- Hydrodynamický potenciál: Obmedzené v dôsledku vlastností elastoméru
PTFE tesnenia:
- Hraničná trenie: μ = 0,1 – 0,3
- Prechodná oblasť: Ostrý, jasne definovaný
- Hydrodynamický potenciál: Vynikajúci vďaka nízkej povrchová energia5
Polyuretánové tesnenia:
- Hraničná trenie: μ = 0,2 – 0,5
- Prechodná oblasť: Stredná šírka
- Hydrodynamický potenciál: Dobré s riadnym mazáním
Prípadová štúdia: Davidova aplikácia pre zdravotnícke zariadenia
Davidov systém presného polohovania vykazoval klasické správanie Stribecka:
- Rozsah prevádzkovej rýchlosti: 0,05 – 2,0 m/s
- Tlak v systéme: 6 bar (0,6 MPa)
- Materiál tesnenia: O-krúžky z NBR
- Pozorované trenie: μ = 0,4 pri nízkych rýchlostiach, μ = 0,15 pri vysokých rýchlostiach
- Chyby pri polohovaní: ±3 mm v dôsledku zmien trenia
Analýza odhalila, že systém počas bežnej prevádzky fungoval vo všetkých troch režimoch trenia, čo spôsobovalo nepredvídateľné správanie polohovania.
Ako rôzne režimy trenia ovplyvňujú výkon valcov?
Každý režim trenia vytvára odlišné výkonové charakteristiky, ktoré priamo ovplyvňujú správanie valca. ⚡
Rôzne režimy trenia ovplyvňujú výkon valca prostredníctvom rôznych odtrhových síl, koeficientov trenia závislých od rýchlosti a nestabilít spôsobených prechodom: hraničné mazanie spôsobuje pohyb typu stick-slip a vysoké štartovacie sily, zmiešané mazanie vytvára nepredvídateľné zmeny trenia, zatiaľ čo hydrodynamické mazanie umožňuje plynulý a konzistentný pohyb.

Účinky mazania hraníc
Vysoké statické trenie:
$$
F_{\text{statický}} = \mu_{\text{statický}} \times N
$$
Kde \( \mu_{\text{static}} \) môže byť 2–3 krát vyššia ako kinetické trenie.
Jav stick-slip:
- Fáza prilepenia: Statické trenie bráni pohybu
- Fáza sklzu: Náhle zrýchlenie pri odtrhnutí
- Frekvencia: Zvyčajne 1–50 Hz v závislosti od dynamiky systému
Vplyv na výkonnosť:
- Presnosť polohovania: bežné chyby ±1–5 mm
- Variácie sily: 200-500% medzi statickou a kinetickou energiou
- Nestabilita riadenia: Ťažké dosiahnuť plynulý pohyb
- Zrýchlenie opotrebovania: Vysoké kontaktné napätia
Vlastnosti zmiešaného mazania
Premenný koeficient trenia:
$$
\mu = f(V, P, T, \text{povrchové podmienky})
$$
Trenie sa mení nepredvídateľne v závislosti od prevádzkových podmienok.
Prechodové nestability:
- Lovecké správanie: Oscilácia medzi režimami trenia
- Citlivosť na rýchlosť: Malé zmeny rýchlosti spôsobujú veľké zmeny trenia.
- Vplyvy tlaku: Kolísanie tlaku v systéme ovplyvňuje trenie
- Závislosť od teploty: Tepelné účinky na mazanie
Výzvy v oblasti kontroly:
- Nepredvídateľná reakcia: Správanie systému sa mení v závislosti od podmienok.
- Problémy s ladením: Kontrolné parametre musia zohľadňovať odchýlky.
- Problémy s opakovatelnosťou: Výkonnostné rozdiely medzi jednotlivými cyklami
Výhody hydrodynamického mazania
Nízke, konzistentné trenie:
$$
\mu \approx \text{konštanta} \times \frac{\eta \times V}{P}
$$
Trenie sa stáva predvídateľným a úmerným rýchlosti.
Plynulé pohybové charakteristiky:
- Žiadne trenie: Plynulý pohyb bez trhavých pohybov
- Predvídateľné sily: Trenie sa riadi známymi vzťahmi
- Vysoká presnosť: Dosiahnuteľná presnosť polohovania <0,1 mm
- Znížené opotrebovanie: Minimálny kontakt s povrchom
Výkon závislý od rýchlosti
Prevádzka pri nízkej rýchlosti (<0,1 m/s):
- Režim: Predovšetkým mazanie hraníc
- Trenie: Vysoká a premenná (μ = 0,2–0,6)
- Kvalita pohybu: Trhavý pohyb, trhavé pohyby
- Aplikácie: Polohovanie, upínanie
Prevádzka pri strednej rýchlosti (0,1–1,0 m/s):
- Režim: Zmiešané mazanie
- Trenie: Stredná a premenná (μ = 0,05–0,3)
- Kvalita pohybu: Prechodný, určitá nestabilita
- Aplikácie: Všeobecná automatizácia
Prevádzka s vysokou rýchlosťou (>1,0 m/s):
- Režim: Blížiaca sa hydrodynamika
- Trenie: Nízka a konzistentná (μ = 0,01–0,08)
- Kvalita pohybu: Plynulý, predvídateľný
- Aplikácie: Vysokorýchlostné cyklovanie
Analýza sily v rôznych režimoch
| Prevádzkový stav | Režim trenia | Trecia sila | Kvalita pohybu |
|---|---|---|---|
| Spustenie (V = 0) | Hranica | 400–800 N | Stick-slip |
| Nízka rýchlosť (V = 0,05 m/s) | Hranica/Zmiešané | 200-500 N | Sušené mäso |
| Stredná rýchlosť (V = 0,5 m/s) | Zmiešané | 100–300 N | Variabilné |
| Vysoká rýchlosť (V = 2,0 m/s) | Zmiešané/hydrodynamické | 50–150 N | Hladký |
Systémové dynamické efekty
Interakcie prirodzených frekvencií:
$$
f_n = \frac{1}{2\pi} \times \sqrt{\frac{k}{m}}
$$
Kde frekvencie stick-slip môžu vyvolať rezonancie systému.
Reakcia riadiaceho systému:
- Hraničný režim: Vyžaduje vysoké zisky, náchylný k nestabilite
- Zmiešaný režim: Ťažké ladenie, premenlivá odozva
- Hydrodynamický režim: Stabilná, predvídateľná odozva riadenia
Prípadová štúdia: Analýza výkonu
Davidov systém zdravotníckych pomôcok vykazoval výrazné správanie závislé od režimu:
Mazanie hraníc (V < 0,1 m/s):
- Odtrhová sila: 650 N
- Kinetické trenie: 380 N (μ = 0,42)
- Chyba polohovania: ±2,8 mm
- Kvalita pohybu: Silný stick-slip
Zmiešané mazanie (0,1 < V < 0,8 m/s):
- Variácie trenia: 150–320 N
- Priemerné trenie: 235 N (μ = 0,26)
- Chyba polohovania: ±1,5 mm
- Kvalita pohybu: Nejednotný, lovecký
Blížiaca sa hydrodynamika (V > 0,8 m/s):
- Triecia sila: 85–110 N (μ = 0,12)
- Chyba polohovania: ±0,3 mm
- Kvalita pohybu: Plynulý, predvídateľný
Aké metódy môžu charakterizovať správanie tesnenia pri trení?
Presná charakteristika trenia tesnenia vyžaduje systematické testovanie v celom rozsahu prevádzkových podmienok. 📊
Charakterizujte správanie tesnenia pri trení pomocou tribometrických testov na meranie vzťahu medzi trením a rýchlosťou, testov zmien tlaku na určenie vplyvu kontaktného tlaku, teplotných cyklov na posúdenie teplotných vplyvov a dlhodobých testov opotrebenia na sledovanie vývoja trenia počas životnosti tesnenia.
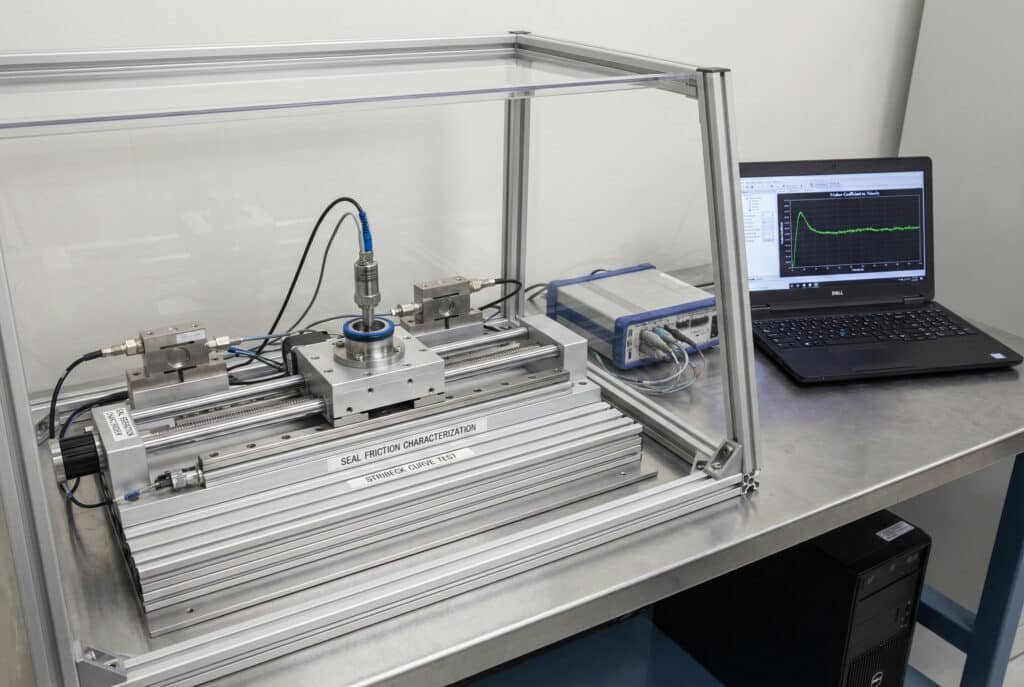
Metódy laboratórneho testovania
Tribometrické testovanie:
- Lineárne tribometre: Simulácia vratného pohybu
- Rotačné tribometre: Nepretržité meranie posuvu
- Pneumatické tribometre: Simulácia skutočných prevádzkových podmienok
- Kontrola životného prostredia: Teplota, vlhkosť, kolísanie tlaku
Parametre testu:
- Rozsah rýchlosti: 0,001 – 10 m/s (logaritmické kroky)
- Rozsah tlaku: 0,1 – 2,0 MPa
- Rozsah teplôt: -20 °C až +80 °C
- Trvanie: 10⁶ – 10⁸ cyklov na posúdenie opotrebenia
Prístupy k testovaniu v teréne
Meranie na mieste:
- Snímače sily: Snímače zaťaženia na meranie trecích síl
- Spätná väzba na polohu: Vysokorozlíšiteľné kodéry
- Monitorovanie tlaku: Kolísanie tlaku v systéme
- Meranie teploty: Prevádzková teplota tesnenia
Požiadavky na získavanie údajov:
- Frekvencia vzorkovania: 1–10 kHz pre dynamické javy
- Rozlíšenie: 0,11 TP3T plného rozsahu pre meranie sily
- Synchronizácia: Koordinované meranie všetkých parametrov
- Trvanie: Viacnásobné prevádzkové cykly pre štatistickú analýzu
Generovanie Stribeckovej krivky
Kroky spracovania údajov:
- Vypočítajte Stribeckov parameter: \( S = (\eta \times V) / P \)
- Určite koeficient trenia: \( \mu = F_{\text{trenie}} / F_{\text{normálna}} \)
- Vzťah medzi dejom a postavou: \( \mu \) vs. \( S \) na log-log stupnici
- Identifikovať režimy: Hraničné, zmiešané, hydrodynamické oblasti
- Prispôsobenie krivky: Matematické modely pre každý režim
Matematické modely:
Hraničný režim: \( \mu = \mu_b \) (konštanta)
Zmiešaný režim: \( \mu = a \times S^{-b} + c \)
Hydrodynamický režim: \( \mu = d \times S + e \)
Testovacie zariadenia a nastavenie
| Zariadenie | Meranie | Presnosť | Aplikácia |
|---|---|---|---|
| Zaťažovacie bunky | Sila | ±0,11 TP3T FS | Meranie trenia |
| Lineárne snímače | Pozícia | ±1 μm | Výpočet rýchlosti |
| Tlakové snímače | Tlak | ±0,251 TP3T FS | Kontaktný tlak |
| Termočlánky | Teplota | ±0.5°C | Tepelné účinky |
Environmentálne testovanie
Vplyv teploty:
- Zmeny viskozity: η sa mení s teplotou
- Vlastnosti materiálu: Závislosť modulu elastoméru od teploty
- Tepelná rozťažnosť: Ovplyvňuje kontaktný tlak
- Účinnosť mazania: Tvorba filmu závislá od teploty
Vplyv vlhkosti:
- Mazanie vlhkosťou: Vodná para ako mazivo v pneumatických systémoch
- Opuch materiálu: Zmeny rozmerov elastoméru
- Účinky korózie: Zmeny stavu povrchu
Hodnotenie opotrebenia
Vývoj trenia:
- Záručná doba: Počiatočné zníženie vysokého trenia
- Stabilný stav: Stabilné trecie vlastnosti
- Opotrebovanie: Zvýšené trenie v dôsledku poškodenia povrchu
Analýza povrchu:
- Profilometria: Zmeny drsnosti povrchu
- Mikroskopia: Analýza opotrebenia
- Chemická analýza: Zmeny zloženia povrchu
Prípadová štúdia: Charakteristika systému Davida
Protokol o testovaní:
- Rozsah rýchlosti: 0,01 – 3,0 m/s
- Úrovne tlaku: 2, 4, 6, 8 barov
- Rozsah teplôt: 10 °C – 50 °C
- Trvanie testu: 10⁵ cyklov na podmienku
Kľúčové zistenia:
- Hranica/zmiešaný prechod: S = 0,003
- Zmiešaný/hydrodynamický prechod: S = 0,08
- Citlivosť na teplotu: 15% zvýšenie trenia na 10 °C
- Vplyvy tlaku: Minimálne nad 4 bary
Parametre Stribeck:
- Hraničná trenie: \( \mu_b = 0,45 \)
- Zmiešaný režim: \( \mu = 0,12 \times S^{-0,3} + 0,08 \)
- Hydrodynamické: \( \mu = 0,02 \times S + 0,015 \)
Ako môžete optimalizovať konštrukciu tesnenia pomocou Stribeckovho rozboru?
Analýza Stribeck umožňuje cielenú optimalizáciu tesnenia pre konkrétne prevádzkové podmienky a požiadavky na výkon. 🎯
Optimalizujte konštrukciu tesnenia pomocou Stribeckovho rozboru výberom materiálov a geometrií, ktoré podporujú požadované režimy trenia, navrhovaním povrchových štruktúr, ktoré zlepšujú mazanie, výberom konfigurácií tesnenia, ktoré minimalizujú kontaktný tlak, a implementáciou stratégií mazania, ktoré posúvajú prevádzku smerom k hydrodynamickým podmienkam.
Stratégia výberu materiálu
Materiály s nízkym trením:
- Zlúčeniny PTFE: Vynikajúce mazacie vlastnosti na hraniciach
- Polyuretán: Dobré zmiešané mazacie vlastnosti
- Špecializované elastoméry: Upravené vlastnosti povrchu
- Kompozitné tesnenia: Viacero materiálov optimalizovaných pre rôzne režimy
Možnosti povrchovej úpravy:
- Fluoropolymérové povlaky: Zníženie hraničného trenia
- Liečba plazmou: Zmeniť povrchovú energiu
- Mikrotextúra: Vytvorte zásobníky maziva
- Chemické modifikácie: Zmeniť tribologické vlastnosti
Geometrická optimalizácia
Zníženie kontaktného tlaku:
- Širšie kontaktné plochy: Rozložte zaťaženie na väčšiu plochu
- Optimalizované profily tesnení: Znížte koncentráciu napätia
- Vyváženie tlaku: Minimalizovať čisté kontaktné sily
- Progresívne zapojenie: Postupné zaťaženie
Zlepšenie mazania:
- Mikro-drážky: Kanál maziva do kontaktnej zóny
- Textúrovanie povrchu: Vytvorenie hydrodynamického vztlaku
- Konštrukcia nádrže: Uložte mazivo pre okrajové podmienky
- Optimalizácia toku: Zlepšuje cirkuláciu maziva
Strategie návrhu podľa prevádzkového režimu
| Cieľový režim | Prístup k dizajnu | Kľúčové vlastnosti | Aplikácie |
|---|---|---|---|
| Hranica | Materiály s nízkym trením | PTFE, povrchové úpravy | Nízka rýchlosť polohovania |
| Zmiešané | Optimalizovaná geometria | Znížený kontaktný tlak | Všeobecná automatizácia |
| Hydrodynamické | Vylepšené mazanie | Textúrovanie povrchu, drážky | Vysokorýchlostná prevádzka |
Pokročilé tesniace technológie
Tesnenia z viacerých materiálov:
- Kompozitná konštrukcia: Rôzne materiály pre rôzne funkcie
- Postupné vlastnosti: Rôzne charakteristiky v rámci tesnenia
- Hybridné konštrukcie: Kombinácia elastomérových a PTFE prvkov
- Funkčne odstupňované: Vlastnosti optimalizované podľa polohy
Adaptívne tesniace systémy:
- Premenlivá geometria: Prispôsobte sa prevádzkovým podmienkam
- Aktívne mazanie: Regulované dodávanie maziva
- Inteligentné materiály: Reagovať na zmeny životného prostredia
- Integrované senzory: Monitorujte trenie v reálnom čase
Riešenia spoločnosti Bepto optimalizované podľa Stribecka
V spoločnosti Bepto Pneumatics používame Stribeckovu analýzu na vývoj tesniacich riešení špecifických pre danú aplikáciu:
Proces návrhu:
- Analýza prevádzkových podmienok: Mapujte požiadavky zákazníkov na režimy Stribeck
- Výber materiálu: Vyberte optimálne materiály pre cieľové režimy
- Geometrická optimalizácia: Konštrukcia pre požadované charakteristiky trenia
- Overovanie testov: Overte výkon v celom prevádzkovom rozsahu
Výsledky výkonu:
- Zníženie trenia: 60-80% zlepšenie v cieľových režimoch
- Presnosť polohovania: ±0,1 mm dosiahnuteľné v optimalizovaných systémoch
- Predĺženie životnosti tesnenia: 3-5x zlepšenie vďaka zníženému opotrebeniu
- Stabilita riadenia: Predvídateľné trenie umožňuje lepšiu kontrolu
Stratégia implementácie pre Davidovu žiadosť
Fáza 1: Okamžité zlepšenia (1. – 2. týždeň)
- Vylepšenie materiálu tesnenia: Tesnenia s PTFE výstelkou pre nízke trenie
- Zlepšenie mazania: Špeciálna aplikácia tesniaceho tuku
- Optimalizácia prevádzkových parametrov: Upravte rýchlosti, aby sa zabránilo zmiešanému režimu.
- Vyladenie riadiaceho systému: Kompenzovať známe charakteristiky trenia
Fáza 2: Optimalizácia návrhu (mesiac 1–2)
- Vývoj tesnenia na mieru: Konštrukcia tesnenia špecifická pre danú aplikáciu
- Povrchové úpravy: Nízko-triecie povlaky na valcových otvoroch
- Geometrické úpravy: Optimalizácia geometrie kontaktu tesnenia
- Mazací systém: Integrované mazanie
Fáza 3: Pokročilé riešenia (mesiac 3–6)
- Inteligentný tesniaci systém: Adaptívne riadenie trenia
- Monitorovanie v reálnom čase: Spätná väzba trenia pre optimalizáciu riadenia
- Prediktívna údržba: Monitorovanie stavu tesnenia
- Neustále zlepšovanie: Neustála optimalizácia na základe údajov o výkone
Výsledky a zlepšenie výkonnosti
Výsledky implementácie Davida:
- Presnosť polohovania: Vylepšené z ±3 mm na ±0,2 mm
- Konzistencia trenia: 85% zníženie variácie trenia
- Odtrhová sila: Znížené z 650 N na 180 N
- Zlepšenie kvality: Miera chybovosti sa znížila z 8% na 0,3%.
- Čas cyklu: 25% rýchlejší vďaka plynulejšiemu pohybu
Analýza nákladov a prínosov
Náklady na implementáciu:
- Modernizácia tesnenia: $12,000
- Povrchové úpravy: $8,000
- Úpravy riadiaceho systému: $15,000
- Testovanie a validácia: $5,000
- Celková investícia: $40,000
Ročné výhody:
- Zlepšenie kvality: $180 000 (znížené vady)
- Zvýšenie produktivity: $45 000 (rýchlejšie cykly)
- Zníženie údržby: $18 000 (dlhšia životnosť tesnenia)
- Úspora energie: $8 000 (znížené trenie)
- Celkový ročný prínos: $251,000
Analýza návratnosti investícií:
- Doba návratnosti: 1,9 mesiaca
- 10-ročná čistá súčasná hodnota: $2,1 milióna
- Vnútorná miera výnosnosti: 485%
Monitorovanie a neustále zlepšovanie
Sledovanie výkonu:
- Monitorovanie trenia: Nepretržité meranie trenia tesnenia
- Presnosť polohovania: Štatistická kontrola procesu polohovania
- Posúdenie opotrebenia: Pravidelné hodnotenie stavu tesnenia
- Trendy výkonnosti: Dlhodobé možnosti optimalizácie
Možnosti optimalizácie:
- Sezónne úpravy: Zohľadnite vplyv teploty a vlhkosti
- Optimalizácia zaťaženia: Prispôsobte sa meniacim sa výrobným požiadavkám
- Modernizácia technológií: Implementácia nových technológií tesnenia
- Osvedčené postupy: Zdieľajte úspešné techniky optimalizácie
Kľúčom k úspešnej optimalizácii na základe Stribeckovho modelu je pochopenie, že trenie nie je nemenná vlastnosť, ale charakteristika systému, ktorú možno ovplyvňovať a kontrolovať prostredníctvom správneho návrhu tesnenia a riadenia prevádzkových podmienok. 💪
Často kladené otázky o krivkách Stribecka a trení pneumatických tesnení
Aký je typický rozsah parametrov Stribecka pre tesnenia pneumatických valcov?
Tesnenia pneumatických valcov zvyčajne pracujú s parametrami Stribecka v rozmedzí 0,001 až 0,1, čo zahŕňa hraničný a zmiešaný režim mazania. Čisté hydrodynamické mazanie (S > 0,1) je v pneumatických systémoch vzhľadom na obmedzené mazanie a relatívne nízke rýchlosti zriedkavé.
Ako ovplyvňuje materiál tesnenia tvar Stribeckovho krivky?
Rôzne materiály tesnení vytvárajú výrazne odlišné Stribeckovy krivky: tesnenia z PTFE vykazujú ostré prechody a nízke medzné trenie (μ = 0,1–0,3), zatiaľ čo tesnenia z elastoméru vykazujú postupné prechody a vyššie medzné trenie (μ = 0,3–0,7). Šírka oblasti zmiešaného mazania sa tiež výrazne líši v závislosti od materiálu.
Môžete zmeniť prevádzkový režim tesnenia prostredníctvom konštrukčných zmien?
Áno, prevádzkový režim tesnenia je možné zmeniť viacerými spôsobmi: znížením kontaktného tlaku sa dosiahnu hydrodynamické podmienky, zlepšením mazania sa zvýši parameter Stribecka a textúrovaním povrchu sa môže zlepšiť tvorba kvapalného filmu. Dosiahnuteľný rozsah však obmedzujú základné obmedzenia rýchlosti a tlaku danej aplikácie.
Prečo pneumatické systémy zriedka dosahujú skutočné hydrodynamické mazanie?
Pneumatické systémy zvyčajne nemajú dostatočné mazanie (len vlhkosť a minimálne množstvo tesniaceho tuku), pracujú pri stredných rýchlostiach a majú relatívne vysoké kontaktné tlaky, pričom parametre Stribecka zostávajú pod hodnotou 0,1. Skutočné hydrodynamické mazanie vyžaduje nepretržité dodávanie maziva a vyšší pomer rýchlosti k tlaku.
Ako sa bezpístové valce porovnávajú s pístovými valcami z hľadiska Stribeckovej charakteristiky?
Bezpístové valce majú často viac tesniacich prvkov, ale môžu byť navrhnuté s optimalizovanou geometriou tesnenia a lepším prístupom k mazaniu. Môžu vykazovať mierne odlišné charakteristiky Stribecka v dôsledku odlišných vzorov zaťaženia tesnenia, ale základné režimy trenia zostávajú rovnaké. Kľúčovou výhodou je flexibilita konštrukcie pre optimalizáciu trenia.
-
Porozumejte mechanike javu stick-slip (trhavý pohyb) a tomu, ako narúša presné ovládanie. ↩
-
Preskúmajte základné princípy Stribeckovho grafu, aby ste mohli lepšie predpovedať režimy trenia. ↩
-
Zoznámte sa s tribológiou, vedou o interakcii povrchov v relatívnom pohybe, vrátane trenia, opotrebenia a mazania. ↩
-
Preštudujte si technickú definíciu dynamickej viskozity a jej úlohu pri výpočte Stribeckovho parametra. ↩
-
Zistite, ako nízka povrchová energia v materiáloch ako PTFE znižuje priľnavosť a trenie. ↩
