

Úvod
Váš pneumatický systém stráca tlak, produktivita klesá a náklady na údržbu prudko stúpajú. 💨 Tento mesiac ste už dvakrát vymenili tesnenia, ale tie sa aj tak po niekoľkých týždňoch opäť pokazili. Príčinou nie je kvalita tesnení, ale fyzikálny jav extruznej medzery, ktorý väčšina inžinierov prehliada. Keď tlak vtlačí materiál tesnenia do mikroskopických medzier, katastrofická porucha je len otázkou času.
Extruzné medzery sú vzdialenosti medzi spojovacími komponentmi valca, kde vysoký tlak môže spôsobiť deformáciu tesniaceho materiálu a jeho pretavenie. Aby sa zabránilo poruche tesnenia, je potrebné udržiavať rozmery medzier pod kritickými prahovými hodnotami (zvyčajne 0,1 – 0,3 mm v závislosti od tlaku a tvrdosti tesnenia) prostredníctvom presných tolerancií obrábania, správneho výberu oporného krúžku a kompatibility materiálov, aby sa zabránilo okusovaniu, trhaní a postupnému poškodeniu tesnenia.
Nedávno som pomáhal Thomasovi, vedúcemu údržby vo vysokorýchlostnej plniacej linke vo Wisconsine, vyriešiť záhadný problém s poruchou tesnenia. Jeho bezpístové valce pracovali pri tlaku 12 barov a tesnenia sa kazili každé 3–4 týždne napriek tomu, že boli použité prémiové polyuretánové tesnenia. Keď sme zmerali skutočné medzery extrudovania, zistili sme, že sú 0,45 mm, čo je ďaleko nad bezpečnými limitmi. Po modernizácii pomocou našich valcov Bepto s maximálnymi medzerami 0,15 mm a vhodnými opornými krúžkami sa životnosť tesnení predĺžila na viac ako 18 mesiacov. 🔍
Obsah
- Čo sú extruzné medzery a prečo spôsobujú poruchy tesnenia?
- Ako tlak ovplyvňuje správanie tesniaceho materiálu v extruzívnych medzerách?
- Aké sú kritické rozmery medzery pre rôzne rozsahy tlaku?
- Ktoré konštrukčné prvky a záložné krúžky zabraňujú vytláčaniu tesnenia v bezpístových valcoch?
Čo sú extruzné medzery a prečo spôsobujú poruchy tesnenia?
Porozumenie mechanickým fyzikálnym javom, ktoré sú základom extrudovania tesnení, je nevyhnutné na prevenciu predčasných porúch a nákladných výpadkov. ⚙️
Extruzné medzery sú radiálne alebo axiálne vzdialenosti medzi komponentmi valca (piest a valec, tyč a tesnenie), kde môže tlakový tesniaci materiál prúdiť pod zaťažením – keď tlak systému prekročí odolnosť tesnenia voči deformácii, elastomér sa vytláča do týchto medzier, čo spôsobuje okusovanie (malé trhliny na okrajoch tesnenia), postupnú stratu materiálu a nakoniec úplné zlyhanie tesnenia v dôsledku roztrhnutia alebo straty tesniaceho zásahu.
Mechanika extrudovania tesnení
Predstavte si tesniaci materiál ako hustý med pod tlakom. Pri nízkych tlakoch tesnenie zachováva svoj tvar a zostáva vo svojej drážke. S rastúcim tlakom je materiál vystavený namáhaniu, ktoré sa ho snaží vytlačiť do akéhokoľvek voľného priestoru. Extruzívna medzera funguje ako otvor ventilu – akonáhle tlaková sila prekoná pevnosť materiálu tesnenia a odpor trenia, tesnenie začne prúdiť do medzery.
Nejde o náhle zlyhanie. Je to postupné poškodenie, ktoré začína mikroskopickým posunom materiálu na okraji tesnenia. Každý tlakový cyklus vtlačí do medzery o niečo viac materiálu. Po stovkách alebo tisícoch cyklov to vytvára viditeľné poškodenie – malé trhliny, ktoré vyzerajú, ako keby niekto odhryzol malé kúsky z okraja tesnenia.
Prečo štandardné tolerancie nie sú dostatočné
Mnohí výrobcovia valcov pracujú s všeobecnými toleranciami obrábania ±0,2 mm alebo dokonca ±0,3 mm. Pre nízkotlakové aplikácie pod 6 barov to môže byť prijateľné. Ale pri 10–16 baroch, čo je bežné v modernej priemyselnej pneumatike, tieto tolerancie vytvárajú extruzné medzery, ktoré zaručujú zlyhanie tesnenia.
V spoločnosti Bepto sme sa to naučili prostredníctvom bolestivých skúseností v teréne. Na začiatku histórie našej spoločnosti sme vyrábali valce podľa priemyselných štandardných tolerancií a nevedeli sme pochopiť, prečo zákazníci hlásili poruchy tesnenia pri vysokých tlakoch. Podrobná analýza porúch odhalila extruzívny mechanizmus a my sme úplne prepracovali naše výrobné procesy, aby sme zachovali menšie vôľové rozmery.
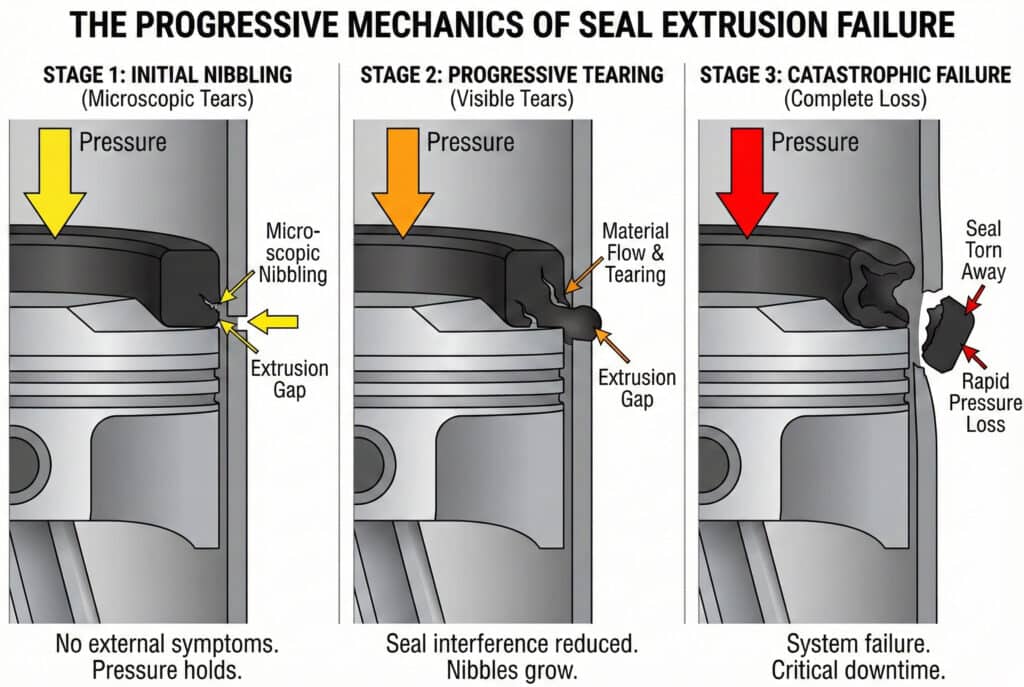
Tri fázy zlyhania extrudovania
Preskúmal som stovky poškodených tesnení a vývoj je pozoruhodne konzistentný:
- Počiatočné okusovanie (prvých 10–201 TP3T životnosti tesnenia): Na okrajoch tesnenia na strane tlaku sa objavujú mikroskopické trhlinky.
- Postupné trhanie (stredný vek 60-70%): Nibbles rastú do viditeľných sĺz, tuleň začína strácať interferenciu
- Katastrofické zlyhanie (konečná fáza 10-20% života): Veľké časti sa odtrhnú, čo spôsobuje rýchlu stratu tlaku.
Zradné na tom je, že fázy 1 a 2 často nevykazujú žiadne vonkajšie príznaky. Valec stále funguje, tlak drží a všetko vyzerá v poriadku – až kým nedosiahnete fázu 3 a nedôjde k náhlemu úplnému zlyhaniu počas kritickej výroby.
Ako tlak ovplyvňuje správanie tesniaceho materiálu v extruzívnych medzerách?
Vzťah medzi tlakom, vlastnosťami materiálu a rozmermi medzery určuje životnosť tesnenia a spoľahlivosť systému. 📈
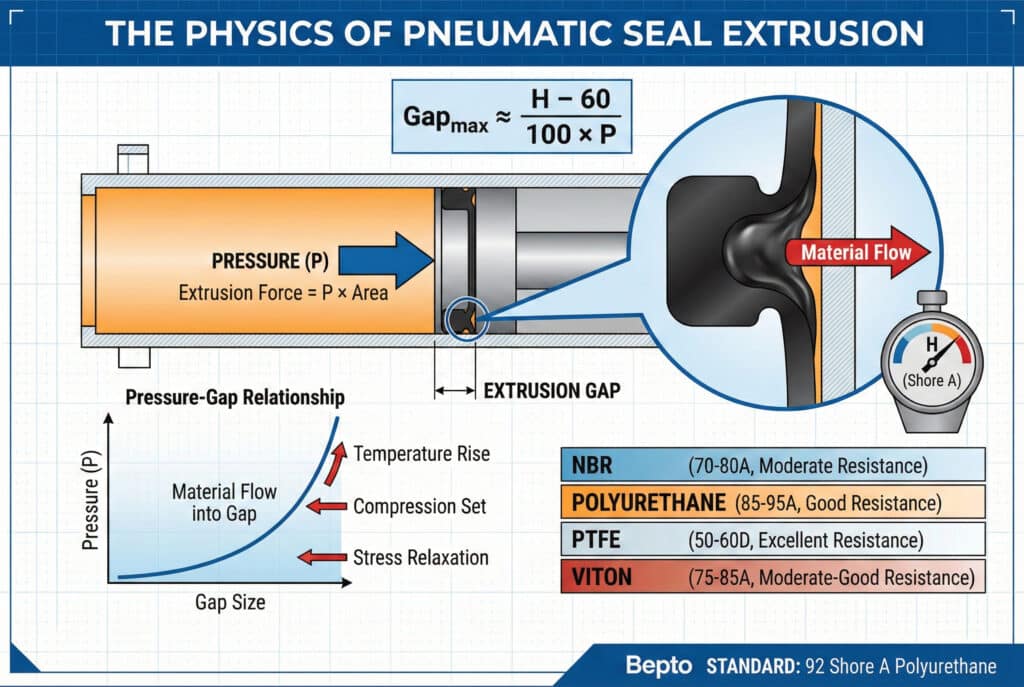
Extrudovanie tesnenia sa riadi modelom deformácie závislej od tlaku, kde tok materiálu do medzier exponenciálne narastá nad kritické prahové hodnoty tlaku – extrudovacia sila sa rovná tlaku vynásobenému plochou tesnenia, zatiaľ čo odpor závisí od tvrdosti materiálu (Tvrdomer Shore A1), teplota a koeficient trenia, čím sa vytvorí bod rovnováhy, kde medzery nad 0,2–0,4 mm (v závislosti od tvrdosti tesnenia a tlaku) umožňujú postupné posúvanie materiálu a zlyhanie.
Vzťah medzi tlakom, medzerou a tvrdosťou
Existuje kritická rovnica, ktorá riadi extrudovanie tesnenia, hoci väčšina inžinierov ju nikdy nevidí. Maximálna bezpečná medzera (v mm) sa približne rovná: Gap_max = (H – 60) / (100 × P) kde H je tvrdosť podľa Shore A a P je tlak v baroch.
Pre štandardné polyuretánové tesnenie 90 Shore A pri 10 baroch: Gap_max = (90-60)/(100×10) = 0,03 mm – neuveriteľne tesná tolerancia! Preto je správny dizajn valca taký dôležitý.
Zmeny vlastností materiálov pod tlakom
Tesniace materiály sa pri tlaku 1 bar a 15 bar správajú odlišne. Pri vysokom tlaku dochádza súčasne k viacerým javom:
- Kompresná súprava2: Tesnenie sa stláča, čím sa znižuje jeho efektívna tvrdosť.
- Zvýšenie teploty: Trenie generuje teplo, ktoré zmäkčuje elastomér.
- Uvoľnenie stresu: Dlhodobý tlak spôsobuje preskupenie molekulárneho reťazca.
- Plastifikácia: Niektoré tesniace materiály sa pri trvalom tlaku stávajú tekutejšími.
Tieto faktory sa kombinujú a spôsobujú, že tesnenia sú náchylnejšie na extrudovanie s narastajúcou prevádzkovou dobou. Tesnenie, ktoré prejde počiatočným testovaním vysokým tlakom, môže po 100 000 cykloch zlyhať v dôsledku kumulatívnych zmien vlastností materiálu.
Porovnanie výkonu materiálov tesnení
| Materiál tesnenia | Tvrdosť Shore A | Maximálny tlak (medzera 0,2 mm) | Maximálny tlak (medzera 0,3 mm) | Odolnosť proti extrudovaniu |
|---|---|---|---|---|
| NBR (nitril) | 70-80 | 6-8 barov | 4-5 bar | Mierne |
| Polyuretán | 85-95 | 10–14 barov | 7–9 barov | Dobrý |
| PTFE | 50-60D (Shore D) | 16+ bar | 12–16 barov | Vynikajúce |
| Viton (FKM) | 75-85 | 8-10 barov | 5-7 barov | Stredná až dobrá |
Táto tabuľka ukazuje, prečo v spoločnosti Bepto špecifikujeme polyuretán s tvrdosťou 92 Shore A pre naše vysokotlakové bezpístové valce – ponúka najlepšiu rovnováhu medzi tesniacou schopnosťou, odolnosťou proti opotrebeniu a odolnosťou proti extrudovaniu pre priemyselné pneumatické aplikácie.
Dynamické vs. statické správanie extrudovania
Statické tesnenia (ako napríklad O-krúžky na koncovkách) sú vystavené neustálemu tlaku a môžu tolerovať o niečo väčšie medzery, pretože nie sú vystavené cyklickému namáhaniu. Dynamické tesnenia (piestové a tyčové tesnenia) sú vystavené opakovaným tlakovým cyklom, teplotným výkyvom a kĺzavému treniu, čo všetko urýchľuje poškodenie extrudovaním.
V bezpístových valcoch je to obzvlášť dôležité, pretože celý systém tesnenia vozíka je dynamický. Každý zdvih vystavuje tesnenia tlakovým zmenám, treniu a mechanickému namáhaniu. Preto konštrukcia bezpístových valcov vyžaduje ešte prísnejšiu kontrolu extruznej medzery ako štandardné valce.
Aké sú kritické rozmery medzery pre rôzne rozsahy tlaku?
Poznanie presných rozmerových požiadaviek vám pomôže správne špecifikovať valce a vyhnúť sa predčasným poruchám. 🎯
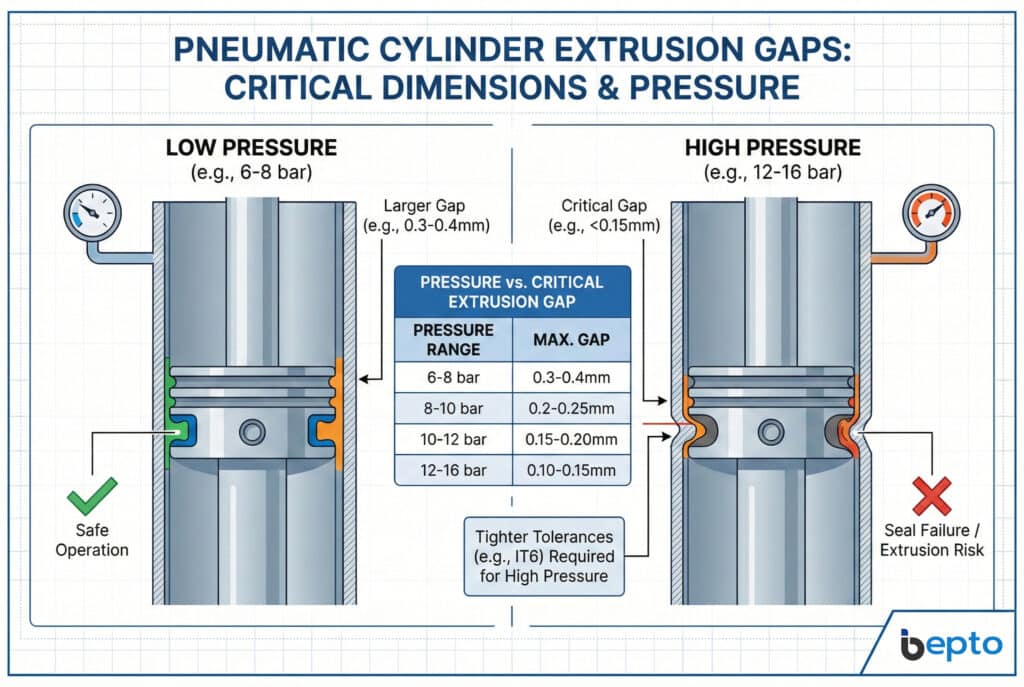
Kritické maximálne medzery extrudovania sa líšia v závislosti od rozsahu tlaku: 0,3–0,4 mm pre 6–8 barov, 0,2–0,25 mm pre 8–10 barov, 0,15–0,20 mm pre 10–12 barov a 0,10–0,15 mm pre 12–16 barov – tieto rozmery musia byť zachované po celom obvode tesnenia, pričom sa musí zohľadniť tepelná rozťažnosť, opotrebenie a výrobné tolerancie, čo si vyžaduje presné obrábanie. IT73 alebo lepšie stupne tolerancie pre vysokotlakové pneumatické systémy.
Špecifikácie medzery na základe tlaku
V spoločnosti Bepto používame tieto konštrukčné pravidlá pre naše bezprútové valce:
Nízky tlak (do 6 barov):
- Maximálna radiálna medzera: 0,35 mm
- Odporúčané: 0,25–0,30 mm
- Trieda tolerancie: IT8 (±0,046 mm pri priemere 50 mm)
Stredný tlak (6–10 bar):
- Maximálna radiálna medzera: 0,20 mm
- Odporúčané: 0,15–0,18 mm
- Trieda tolerancie: IT7 (±0,030 mm pre priemer 50 mm)
Vysoký tlak (10–16 bar):
- Maximálna radiálna medzera: 0,15 mm
- Odporúčané: 0,10–0,12 mm
- Trieda tolerancie: IT6 (±0,019 mm pre priemer 50 mm)
Nie sú to teoretické čísla – vychádzajú z terénnych testov na tisícoch inštalácií a miliónoch prevádzkových hodín.
Účtovanie tepelnej rozťažnosti
Tu je faktor, ktorý mnohí inžinieri prehliadajú: hliník sa rozťahuje približne o 23 μm na meter na °C. V 1-metrovom valci bez tyče, ktorý pracuje pri teplote od 20 °C do 60 °C (bežné v priemyselnom prostredí), sa valec rozťahuje o 0,92 mm na dĺžku a proporcionálne aj v priemere.
Pri valci s priemerom 63 mm to predstavuje zvýšenie priemeru o približne 0,058 mm. Ak je vaša medzera v studennom stave 0,15 mm a nezohľadňujete koeficient tepelnej rozťažnosti4, vaša medzera v horúcom stave sa stane 0,208 mm, čo môže pri vysokom tlaku viesť k poruche.
Naše valce Bepto navrhujeme s ohľadom na tepelnú kompenzáciu, pričom používame kombinácie materiálov a rozmerové špecifikácie, ktoré udržujú bezpečné medzery v celom rozsahu prevádzkových teplôt.
Progresia opotrebenia a rast medzery
Aj pri dokonalých počiatočných rozmeroch sa opotrebením postupne zväčšujú medzery extrudovania. Naše testovanie ukázalo, že:
- Opotrebenie valca: 0,01–0,02 mm na milión cyklov (tvrdo eloxovaný hliník)
- Opotrebenie piestov: 0,02–0,03 mm na milión cyklov (hliník s povrchovou úpravou)
- Opotrebovanie tesnenia: zníženie výšky o 0,05–0,10 mm na milión cyklov
To znamená, že valec s počiatočnou medzerou 0,15 mm môže po 500 000 cykloch dosiahnuť medzeru 0,20 mm. Konštrukcia zohľadňujúca tento vývoj – začínajúca s menšou počiatočnou medzerou – výrazne predlžuje celkovú životnosť tesnenia.
Metódy merania a overovania
Keď navštevujem zákazníkov, aby som riešil poruchy tesnení, vždy si so sebou beriem presné meracie nástroje. Nemôžete riadiť to, čo nemerate. Medzery extrudovania overujeme pomocou:
- Meradlá s kolíkom pre rýchle kontroly typu „áno/nie“
- Vrtné mikrometre pre presné vnútorné merania
- Koordinátové meracie stroje (CMM) pre kompletnú kontrolu geometrie
Spomínam si na návštevu u Laury, manažérky kvality vo výrobnej spoločnosti automatizačných zariadení v Ontáriu. Bola frustrovaná z nekonzistentnej životnosti tesnení v údajne identických valcoch. Keď sme zmerali skutočné medzery, zistili sme odchýlky od 0,12 mm do 0,38 mm v tej istej výrobnej sérii od jej predchádzajúceho dodávateľa. Po prechode na valce Bepto s overenými medzerami 0,15 mm ±0,02 mm sa životnosť jej tesnení stala predvídateľnou a konzistentnou. 📏
Ktoré konštrukčné prvky a záložné krúžky zabraňujú vytláčaniu tesnenia v bezpístových valcoch?
Správne technické riešenia kombinujú kontrolu rozmerov s mechanickými podpornými systémami, aby sa maximalizovala životnosť tesnenia. 🔧
Prevencia extrudovania tesnenia vyžaduje integrované konštrukčné prístupy, vrátane presne opracovaných drážok tesnenia s optimalizovaným pomerom hĺbky a šírky, proti extrudovaniu. Záložné krúžky5 (PTFE alebo vystužený polyuretán) umiestnený na strane tlaku, zrezané hrany, aby sa zabránilo poškodeniu tesnenia počas montáže, a výber materiálu zodpovedajúci tvrdosti tesnenia prevádzkovému tlaku – v bezpístových valcoch konfigurácie s dvojitým tesnením s konštrukciou s vyrovnaným tlakom ďalej znižujú riziko extrudovania pri zachovaní nízkeho trenia.

Optimalizovaná geometria tesniacej drážky
Drážka tesnenia nie je len obdĺžnikový otvor – jej rozmery majú zásadný vplyv na odolnosť proti vytláčaniu. Pri navrhovaní drážok tesnení Bepto vychádzame z týchto princípov:
Hĺbka drážky: 70-80% prierezu tesnenia (umožňuje kontrolované stlačenie)
Šírka drážky: 90-95% prierezu tesnenia (zabraňuje nadmernému stlačeniu)
Rádius rohu: 0,2–0,4 mm (zabraňuje koncentrácii napätia)
Povrchová úprava: Ra 0,4–0,8 μm (optimalizuje trenie tesnenia)
Tieto pomery zabezpečujú, že tesnenie sa dostatočne stlačí, aby vytvorilo tesniacu silu bez nadmerného namáhania materiálu, čo by urýchlilo extrudovanie.
Výber a umiestnenie záložného prstena
Záložné krúžky sú neznámymi hrdinami vysokotlakového tesnenia. Tieto tuhé alebo polotuhé krúžky sú umiestnené vedľa tesnenia na strane tlaku a fyzicky blokujú extruzívnu medzeru. Predstavte si ich ako priehradu, ktorá zabraňuje prúdeniu tesniaceho materiálu do medzery.
Záložné krúžky z teflónu (náš štandard v Bepto pre 10+ bar):
- Tvrdosť Shore D 50-60 (oveľa tvrdšie ako elastoméry)
- Môže preklenúť medzery až do 0,4 mm pri 16 baroch
- Nízky koeficient trenia (0,05–0,10)
- Teplotná stabilita do 200 °C
Zosilnené polyuretánové oporné krúžky (pre stredný tlak):
- Tvrdosť Shore A 95-98
- Účinné pre medzery do 0,3 mm pri 10 baroch
- Lepšia pružnosť ako PTFE
- Úspornejšie pre aplikácie so stredným tlakom
Kľúčom je umiestnenie: oporný krúžok musí byť na strane tesnenia vystavenej tlaku. Videli sme inštalácie, kde boli oporné krúžky namontované naopak, čím neposkytovali žiadnu ochranu – nákladná chyba, ktorej sa dá ľahko vyhnúť správnym zaškolením.
Špecifické výzvy bezpístových valcov
Bezpístové valce predstavujú jedinečné výzvy v oblasti extrudovania, pretože tesnenia vozíka musia udržiavať tlak pri kĺzaní po celej dĺžke valca. V spoločnosti Bepto používame konfiguráciu s dvojitým tesnením:
- Primárne tesnenie: 92 Shore A polyuretánový U-pohár s optimalizovanou geometriou okraja
- Sekundárne tesnenie: PTFE podložný krúžok s pružinovým napínadlom
- Tesnenie stieračov: Odstraňuje nečistoty, ktoré by mohli poškodiť primárne tesnenie.
Tento trojčlenný systém poskytuje redundanciu – ak primárne tesnenie začne vykazovať poškodenie extrudovaním, záložný krúžok zabráni katastrofickému zlyhaniu, čím vám poskytne čas na naplánovanie údržby namiesto núdzového výpadku.
Kompatibilita materiálov a chemická odolnosť
Extrudovanie tesnení nie je čisto mechanický proces – chemická kompatibilita ovplyvňuje vlastnosti materiálu a odolnosť proti extrudovaniu. Vystavenie nekompatibilným kvapalinám alebo mazivám môže:
- Opuch tesnenie, zvýšenie trenia a tvorba tepla
- Zmäkčiť materiál, znižujúci odpor proti extrudovaniu
- Ztvrdnúť tesnenie, čo spôsobuje praskanie a stratu tesnosti
V spoločnosti Bepto špecifikujeme materiály našich tesnení na základe bežných priemyselných prostredí:
- Štandardný vzduch: Polyuretánové tesnenia (vynikajúci všestranný výkon)
- Olejom kontaminovaný vzduch: Tesnenia NBR (odolné voči oleju)
- Vysokoteplotné aplikácie: Vitonové tesnenia (odolné voči teplu do 200 °C)
- Potraviny/farmaceutické výrobky: Polyuretán alebo PTFE v súlade s FDA
Preventívna údržba a monitorovanie
Aj pri dokonalom konštrukčnom riešení monitorovanie stavu tesnenia zabraňuje neočakávaným poruchám. Odporúčame tieto postupy:
Vizuálna kontrola každých 100 000 cyklov alebo 6 mesiacov:
- Skontrolujte, či nie sú okraje tesnenia viditeľne poškodené.
- Hľadajte únik oleja alebo vzduchu
- Overte hladký chod bez zasekávania
Monitorovanie výkonu:
- Sledujte časy cyklov (predĺženie času naznačuje zvýšenie trenia)
- Sledujte spotrebu vzduchu (jej nárast naznačuje únik).
- Zaznamenajte všetky nezvyčajné zvuky alebo vibrácie.
Prediktívna výmena:
- Vymeňte tesnenia pri 70-80% predpokladanej životnosti.
- Nečakajte na úplné zlyhanie
- Naplánujte výmeny počas plánovaných odstávok
V spoločnosti Bepto poskytujeme našim zákazníkom nástroje na predpovedanie životnosti tesnení na základe ich konkrétnych prevádzkových podmienok – tlaku, frekvencie cyklov, teploty a prostredia. Tým sa eliminuje odhadovanie pri plánovaní údržby a predchádza sa nákladným núdzovým poruchám, ktoré narúšajú výrobné plány.
Záver
Fyzika extruznej medzery nie je len akademickou teóriou – je to rozdiel medzi spoľahlivými pneumatickými systémami a nákladnými, frustrujúcimi poruchami tesnenia. Udržaním presných rozmerov medzery pod kritickými prahovými hodnotami, použitím vhodných oporných krúžkov a výberom materiálov zodpovedajúcich prevádzkovým podmienkam môžete predĺžiť životnosť tesnenia 5-10x v porovnaní so zle navrhnutými systémami. V spoločnosti Bepto každý bezpístový valec, ktorý vyrábame, zahŕňa tieto princípy prevencie extrudovania, pretože chápeme, že vaša výroba si nemôže dovoliť neočakávané prestoje. Pri špecifikovaní valcov neakceptujte nejasné záruky – vyžadujte rozmerové špecifikácie, merania medzier a podrobnosti o tesniacom systéme, ktoré dokazujú odolnosť proti extrudovaniu. 🛡️
Často kladené otázky o medzerách pri extrudovaní a poruchách tesnenia
Otázka: Ako môžem zmerať medzery extrudovania v namontovaných valcoch bez demontáže?
Priame meranie vyžaduje demontáž, ale nadmerné medzery môžete odvodiť na základe príznakov výkonu: rýchle opotrebenie tesnenia (menej ako 100 000 cyklov), viditeľné poškodenie odstránených tesnení, zvyšujúca sa spotreba vzduchu v priebehu času a pokles tlaku pri zaťažení. Pre kritické aplikácie odporúčame v spoločnosti Bepto plánované kontroly každých 500 000 cyklov, pri ktorých sa tesnenia skontrolujú a medzery overia pomocou presných meracích nástrojov.
Otázka: Môžem použiť záložné krúžky na kompenzáciu valcov s nadmernými medzerami extrudovania?
Podporné krúžky pomáhajú, ale nie sú kompletným riešením pre zle navrhnuté valce – môžu preklenúť medzery 0,1–0,15 mm nad optimálnymi rozmermi, ale medzery presahujúce 0,4 mm spôsobia poruchy aj s podpornými krúžkami. Navyše, nadmerné medzery zvyšujú trenie a opotrebenie samotných podporných krúžkov. Správny návrh valca so správnymi počiatočnými medzerami je vždy lepší ako pokus o kompenzáciu pomocou podporných krúžkov.
Otázka: Prečo moje tesnenia zlyhávajú rýchlejšie pri vyšších rýchlostiach cyklu, aj pri rovnakom tlaku?
Vyššie rýchlosti cyklu generujú viac tepla z trenia, ktoré zmäkčuje tesniace materiály a znižuje odolnosť proti extrudovaniu – tesnenie pracujúce pri 90 °C v dôsledku vysokorýchlostného trenia má v skutočnosti o 10–15 bodov Shore A nižšiu tvrdosť ako rovnaký materiál pri 40 °C. Okrem toho rýchle tlakové cykly vytvárajú dynamické koncentrácie napätia, ktoré urýchľujú vznik nibblingu. Pre vysokorýchlostné aplikácie nad 1 meter/sekundu špecifikujte tesnenia o jeden stupeň tvrdosti vyššie a znížte maximálne medzery o 0,02–0,03 mm.
Otázka: Existujú tesniace materiály, ktoré úplne eliminujú problémy s extrudovaním?
PTFE a plnené PTFE zložky ponúkajú najvyššiu odolnosť proti extrudovaniu, spoľahlivo fungujú pri tlaku 16+ bar s medzerami 0,3–0,4 mm, ale vyžadujú vyššie tesniace sily a majú obmedzenú pružnosť v porovnaní s polyuretánom alebo gumou. Pre väčšinu pneumatických aplikácií poskytujú správne navrhnuté polyuretánové tesniace systémy s opornými krúžkami lepší celkový výkon – nižšie trenie, lepšie tesnenie pri spustení a primeranú odolnosť proti extrudovaniu, ak sú medzery správne kontrolované.
Otázka: Ako mám špecifikovať požiadavky na medzeru extrudovania pri objednávaní valcov na mieru?
V objednávke požiadajte o explicitné špecifikácie rozmerov: “Maximálna radiálna vôľa medzi vonkajším priemerom piestu a vnútorným priemerom valca: 0,15 mm meraná pri 20 °C” a “Tesniaci systém musí obsahovať PTFE podložné krúžky s nominálnym tlakom [váš tlak] bar.” V spoločnosti Bepto poskytujeme k každému valcu na mieru správy o kontrole rozmerov, ktoré obsahujú skutočné namerané medzery a špecifikácie tesniaceho systému, čím zabezpečujeme, že dostanete valce navrhnuté pre vaše špecifické požiadavky na tlak a výkon.
-
Zoznámte sa s tvrdosťou Shore A, ktorá sa používa na meranie odolnosti elastomérov a gumy. ↩
-
Porozumejte pojmu kompresná deformacia, trvalá deformácia materiálu po namáhaní. ↩
-
Zobraziť systém limitov a uloženia ISO, ktorý definuje štandardné stupne tolerancie, ako napríklad IT7. ↩
-
Prečítajte si, ako sa materiály rozťahujú a zmršťujú v závislosti od zmien teploty na základe ich fyzikálnych vlastností. ↩
-
Zistite, ako záložné krúžky zabraňujú vytláčaniu tým, že uzatvárajú medzeru medzi kovovými komponentmi. ↩
