
Inledning
Gruvmiljöer förstör standardcylinderstänger på några månader, inte år. 🪨 Slipande damm, stenpartiklar och mineralföroreningar fungerar som sandpapper vid varje slag och repar förkromning1 och orsakar katastrofala tätningsfel. När din utrustning används under så tuffa förhållanden räcker det inte med konventionella ytbehandlingar.
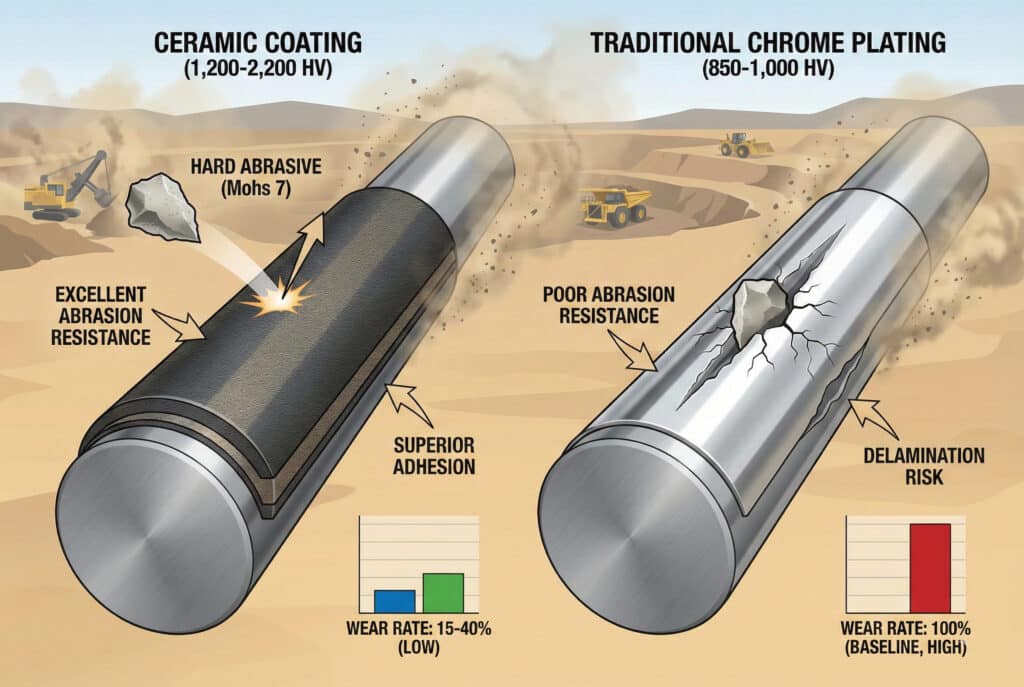
Keramiska beläggningar för cylinderstänger ger en hårdhet på 1 200–2 200 HV (jämfört med 850–1 000 HV för hårt krom), vilket skapar en ultrahård, slitstark barriär som förlänger stångens livslängd med 300–500% i slipande gruvtillämpningar. Dessa beläggningar – inklusive kromkarbid, volframkarbid och aluminiumoxid – appliceras genom termisk sprutning2 eller PVD3 processer med en tjocklek på 25–150 mikron, vilket ger överlägsen partikelbeständighet samtidigt som den släta ytfinishen som krävs för effektiv tätning i pneumatiska cylindrar bibehålls.
Förra kvartalet arbetade jag med Steven, en underhållsingenjör vid en koppargruva i Arizona. Hans anläggning bytte ut förkromade cylinderstänger var 4–6 månader på grund av slipande kopparmalmstoft. Varje byte innebar 8–12 timmars driftstopp för kritiska transportörpositioneringssystem, vilket kostade $15 000–20 000 per incident. Vi levererade Bepto-cylindrar utan stänger med keramiska beläggningar av volframkarbid på styrstängerna. Efter 18 månaders kontinuerlig drift under samma tuffa förhållanden visar hans stänger minimalt slitage – vi har förlängt hans utbytescykel från 6 månader till uppskattningsvis 3+ år, vilket ger besparingar på över $120 000.
Innehållsförteckning
- Vad gör keramiska beläggningar överlägsna för gruvtillämpningar?
- Vilka typer av keramiska beläggningar fungerar bäst för cylinderstänger?
- Hur förhåller sig keramikbelagda stänger till krom när det gäller den totala kostnaden?
- Vilka installations- och underhållsaspekter är avgörande?
Vad gör keramiska beläggningar överlägsna för gruvtillämpningar?
Gruvmiljöer är det ultimata testet för materialets hållbarhet. ⛏️
Keramiska beläggningar överträffar traditionell förkromning i gruvtillämpningar eftersom deras kristallina struktur ger 2-3 gånger högre hårdhet (1 200-2 200 HV jämfört med 850-1 000 HV), överlägsen slitstyrka mot mineralpartiklar och bättre vidhäftningsstyrka som förhindrar beläggningens delaminering under stötbelastningar. Den täta keramiska matrisen motstår partikelinbäddning och skapar en självsmörjande yta som minskar friktionen med 30–40%, vilket förlänger både stångens och tätningens livslängd samtidigt som den dimensionella stabiliteten bibehålls i temperaturer från -40 °C till +500 °C.
Fördelen med slitstyrka
Gruvdriften utsätter cylinderstängerna för några av de mest slitande materialen på jorden:
| Slipande material | Mohs hårdhet | Förslitningshastighet vid förkromning | Keramisk beläggningsslitagehastighet |
|---|---|---|---|
| Kiseldioxidstoft (sand) | 7 | 100% (baslinje) | 15-25% |
| Järnmalm | 5-6 | 100% | 20-30% |
| Kopparmalm | 3-4 | 100% | 25-35% |
| Koldamm | 2-3 | 100% | 30-40% |
| Kalksten | 3-4 | 100% | 25-35% |
Hårdhetsfördelen är dramatisk. Förkromning på 850-1 000 HV är hårdare än stål men mjukare än de flesta mineralpartiklar. Keramiska beläggningar på 1 200-2 200 HV överstiger hårdheten hos de flesta slipande föroreningar, vilket förhindrar partikelpenetration.
Slag- och stöttålighet
Gruvutrustning utsätts för konstanta vibrationer, stötbelastningar och slag. Traditionell förkromning kan spricka eller flagna under dessa förhållanden, vilket skapar startpunkter för accelererat slitage. Keramiska beläggningar, när de appliceras korrekt med lämpliga bindningsskikt, fördelar slagenergin mer effektivt.
Termiska sprutbeläggningar av keramik skapar en mekanisk bindning genom att göra ytan grov och låsa fast partiklarna, vilket ger utmärkt vidhäftning även vid stötbelastningar. Beläggningens skiktade struktur absorberar stötenergin utan att det uppstår katastrofala delamineringar.
Temperaturstabilitet
Underjordiska gruvdrift kan uppleva extrema temperaturvariationer – från iskalla förhållanden på ytan till 40–50 °C under jord. Vid dagbrott i ökenregioner kan dagstemperaturen överstiga 50 °C. Keramiska beläggningar behåller sina egenskaper över hela detta intervall, medan förkromning kan utveckla termiska spänningssprickor från upprepade cykler.
Vilka typer av keramiska beläggningar fungerar bäst för cylinderstänger?
Alla keramiska beläggningar är inte lika lämpliga för pneumatiska tillämpningar. 🔬
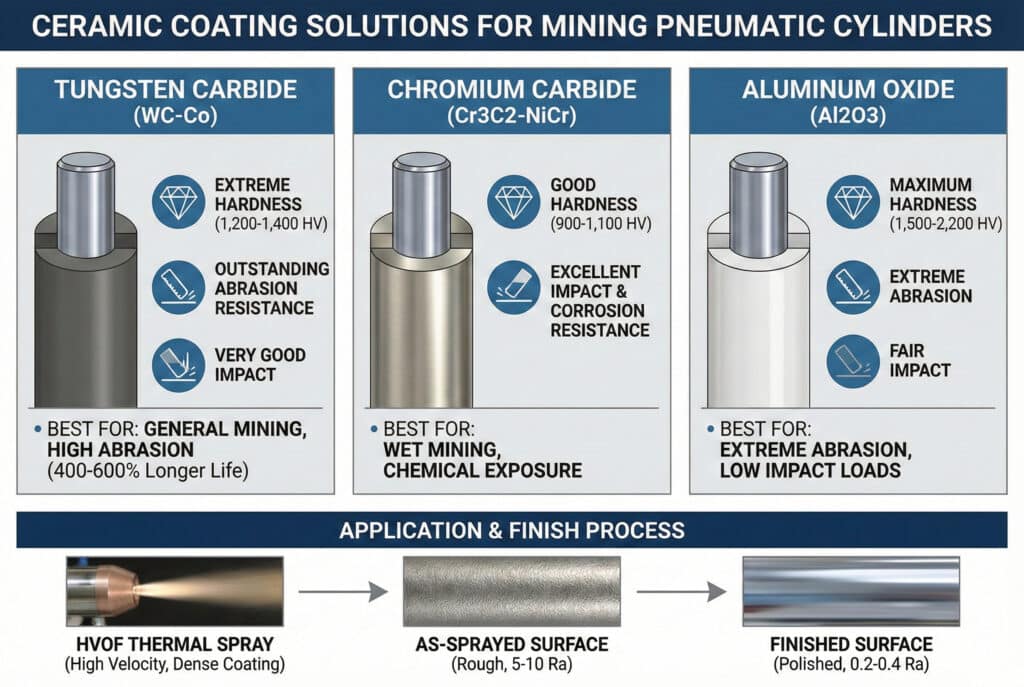
Beläggningar av volframkarbid (WC-Co) erbjuder den bästa balansen mellan extrem hårdhet (1 200–1 400 HV), seghet och ytfinish för cylinderstänger inom gruvindustrin, vilket ger 400–600% längre livslängd än krom i kiselrika miljöer. Kromkarbid (Cr3C2-NiCr) ger utmärkt korrosionsbeständighet med god hårdhet (900–1 100 HV), vilket är idealiskt för våtbrytning. Aluminiumoxid (Al2O3) ger maximal hårdhet (1 500–2 200 HV) men kräver noggrann applicering för att undvika sprödhet, vilket gör det lämpligt för extrem nötning med minimala slagbelastningar.
Jämförelse av beläggningar för gruvdrift
| Typ av beläggning | Hårdhet (HV) | Motståndskraft mot nötning | Slaghållfasthet | Motståndskraft mot korrosion | Bästa gruvtillämpning |
|---|---|---|---|---|---|
| Hård krom (baslinje) | 850-1,000 | Rättvist | Bra | Utmärkt | Ren, endast inomhus |
| Volframkarbid (WC-Co) | 1,200-1,400 | Utestående | Mycket bra | Bra | Allmän gruvdrift, hög slitage |
| Kromkarbid (Cr3C2) | 900-1,100 | Utmärkt | Utmärkt | Utestående | Våtbrytning, kemisk exponering |
| Aluminiumoxid (Al2O3) | 1,500-2,200 | Extrem | Rättvist | Utmärkt | Extrem nötning, låg påverkan |
| Titannitrid (TiN) | 2,000-2,400 | Mycket bra | Rättvist | Bra | Precisionsapplikationer, lägre belastningar |
Ansökningsprocessen är viktig
Höghastighetsoxygenbränsle (HVOF) termisk sprutning: Guldstandarden för beläggningar av volframkarbid och kromkarbid. HVOF producerar extremt täta, välbundna beläggningar med minimal porositet. Partikelhastigheterna överstiger 600 m/s, vilket skapar överlägsen vidhäftning och beläggningsdensitet.
Plasmasprutning: Används för aluminiumoxid och vissa karbidbeläggningar. Lägre kostnad än HVOF men något mer porös. Ger fortfarande utmärkt prestanda i de flesta gruvtillämpningar.
PVD (fysikalisk ångdeposition): Skapar extremt tunna (2–5 mikron) och ultrahårda beläggningar som titannitrid. Begränsad till applikationer med låg nötning på grund av den tunna beläggningstjockleken, men ger en exceptionell ytfinish.
På Bepto samarbetar vi med ISO 90014 certifierade beläggningsanläggningar som specialiserar sig på HVOF-volframkarbidapplikation. Våra standardcylindrar utan stång för gruvdrift har 75–100 mikron WC-Co-beläggningar som appliceras över sandblästrade, spänningsavlastade underlag för maximal vidhäftning och hållbarhet.
Krav på ytfinish
Keramiska beläggningar som sprutas på har grova ytor (5-10 Ra) som är olämpliga för pneumatiska tätningar. Slipning och polering efter beläggningen till 0,2-0,4 Ra är nödvändigt. Denna efterbehandlingsprocess avlägsnar ytiga ojämnheter samtidigt som den hårda keramiska matrisen bibehålls, vilket skapar en slät tätningsyta som inte skadar tätningarna samtidigt som slitstyrkan bibehålls.
Hur förhåller sig keramikbelagda stänger till krom när det gäller den totala kostnaden?
Det initiala priset är bara en del av bilden när det gäller gruvdriftsapplikationer. 💰
Keramikbelagda cylinderstänger kostar initialt 80–150% mer än förkromade alternativ ($300–600 jämfört med $150–250 för typiska gruvcylinderstorlekar), men har 300–500% längre livslängd i slitande miljöer, vilket minskar den totala ägandekostnaden med 40–60% över 5 år när man räknar in kostnader för reservdelar, arbetskraft och driftstopp. För verksamheter där cylinderfel orsakar $10 000–50 000 per incident i förlorad produktion är återbetalningstiden vanligtvis 6–12 månader.
Kostnadsanalys i verkligheten
Scenario: Positioneringssystem för transportband i kolgruvor
| Kostnadsfaktor | Förkromad (5 år) | Keramikbelagd (5 år) | Besparingar |
|---|---|---|---|
| Initial kostnad för stång | $220 | $450 | -$230 |
| Ersättningar (9x mot 2x) | $1,980 | $450 | +$1,530 |
| Arbete (11x @ $500) | $5,500 | $1,500 | +$4,000 |
| Driftstopp (11x @ $12 000) | $132,000 | $36,000 | +$96,000 |
| Tätningsbyten (extra slitage) | $880 | $320 | +$560 |
| Total kostnad för 5 år | $140,580 | $38,720 | $101,860 |
Denna analys baseras på faktiska data från en kund i West Virginia som arbetar i miljöer med hög halt av kiseldioxidhaltigt koldamm.
Bepto värdeerbjudande
Som direkt OEM-alternativleverantör erbjuder vi keramikbelagda stavlösa cylindrar till 25-35% under de stora varumärkenas priser. Vårt volframkarbidbeläggningspaket tillför cirka $180-280 till en standardcylinder, jämfört med $400-600 som premium-OEM-varumärken tar ut för motsvarande skydd.
Jag arbetade nyligen med Patricia, inköpschef för en tillverkare av gruvutrustning i Nevada. Hon specificerade cylindrar för guldbrytningsutrustning avsedd för drift i Peru och Chile – extremt slitande miljöer på hög höjd. Hennes OEM-leverantör offererade $2 800 per keramikbelagd stånglös cylinder med 16 veckors ledtid.
Vi levererade dimensionellt kompatibla Bepto-cylindrar med HVOF-beläggningar av volframkarbid för $1 850 vardera, levererade inom 4 veckor. Hennes företag har nu standardiserat Bepto för alla gruvtillämpningar, vilket sparar 30-35% på komponentkostnaderna och samtidigt förbättrar leveranssäkerheten.
När keramiska beläggningar är ett bra val
Högvärdiga applikationer:
- Driftstopp för utrustning >$5 000 per timme
- Byteintervall <12 månader med krom
- Exponering för hög kiseldioxidhaltigt eller mineraliskt damm
- Avlägsna platser med svår tillgång
Marginalapplikationer:
- Utrustning med låg cykelfrekvens (<50 000 cykler/år)
- Rena eller måttligt dammiga miljöer
- Enkel åtkomst för underhåll
- Projekt med begränsad budget
Vi hjälper kunderna att fatta välgrundade beslut baserade på faktiska driftsförhållanden och total kostnadsanalys, inte bara genom att sälja dyrare beläggningar för varje tillämpning.
Vilka installations- och underhållsaspekter är avgörande?
Keramiska beläggningar kräver särskild hantering för att maximera prestandan. 🔧
Keramikbelagda stänger kräver noggranna installationsrutiner, inklusive att undvika stötar under montering, använda lämpliga tätningsmaterial (polyuretan eller fylld PTFE istället för standard NBR), upprätthålla korrekt smörjning med lågfriktionsfett och använda effektiva stångskydd eller avstrykare för att förhindra partikelansamling. Regelbunden inspektion bör fokusera på beläggningens integritet snarare än slitaget, eftersom även mindre skador på beläggningen kan påskynda lokalt slitage. Korrekt förvaring i skyddshylsor förhindrar hanteringsskador före installation.

Bästa praxis för installation
Hantera med försiktighet: Keramiska beläggningar är extremt hårda, men kan flisas eller spricka om de utsätts för slag med metallverktyg. Använd plast- eller gummibelagda verktyg vid installation. Kläm aldrig direkt på belagda ytor – använd skyddshylsor.
Kompatibilitet med tätningar: Standard NBR-tätningar ger eventuellt inte optimal prestanda med keramiska beläggningar. Vi rekommenderar:
- Tätningar av polyuretan: Bästa slitstyrka och kompatibilitet
- Fylld PTFE: Utmärkt för högtemperaturapplikationer
- HNBR (hydrogenerad NBR): Bra balans mellan egenskaperna
Korrekt smörjning: Även om keramiska beläggningar minskar friktionen är smörjning under inkörningsfasen avgörande. Använd molybdendisulfid eller PTFE-baserade smörjfetter som inte drar till sig slipande partiklar.
Underhåll och inspektion
Protokoll för visuell inspektion:
- Månadsvis: Kontrollera om det finns synliga skador på beläggningen, flisor eller delaminering.
- Kvartalsvis: Mät tätningens slitage som indikator på stångens skick.
- Årligen: Detaljerad inspektion med förstoring för att upptäcka mikrosprickor
Rengöringsprocedurer: Använd mjuka borstar och tryckluft – aldrig stålborstar eller slipande svampar som kan skada beläggningen. Undvik högtrycksstrålar direkt på den belagda ytan.
Miljöskydd
Även keramikbelagda stavar drar nytta av miljöskyddet:
Rod Boots: Accordion-stil stövlar förhindrar 80-90% av partikelkontakt med stångytan, vilket förlänger även keramisk beläggning livslängd med 2-3x.
Vindrutetorkare: Högeffektiva polyuretanskrapor avlägsnar partiklar innan de kommer i kontakt med tätningarna, vilket skyddar både beläggningen och tätningsytorna.
Luftfiltrering: Korrekt filtrering av tryckluft (ISO 8573-15 Klass 6 eller bättre för partiklar) förhindrar intern kontaminering som kan skada tätningar inifrån.
På Bepto tillhandahåller vi kompletta miljöskyddspaket som är särskilt utformade för gruvdrift, inklusive kraftiga stångskydd, dubbla torkaraggregat och monteringsdetaljer som är motståndskraftiga mot stötar och vibrationer.
Slutsats
Keramiska beläggningar förvandlar cylinderstänger från förbrukningskomponenter till långsiktiga tillgångar i gruvtillämpningar, vilket ger dramatiska minskningar av utbytesfrekvensen, underhållskostnaderna och oplanerade driftstopp tack vare överlägsen slitstyrka och hållbarhet. 🏆
Vanliga frågor om keramiska beläggningar för gruvcylindrar
F: Kan keramiska beläggningar appliceras på befintliga förkromade stänger som en uppgradering?
Ja, men kromet måste först avlägsnas helt genom slipning eller kemisk avskrapning för att nå stålunderlaget. Stången blästras sedan för att skapa den ytprofil som krävs för att keramikbeläggningen ska fästa, beläggas och finslipas. Denna renovering kostar 60-70% av en ny keramikbelagd stång och är ekonomiskt fördelaktig för stänger med stor diameter eller specialanpassade stänger, även om vi vanligtvis rekommenderar utbyte för standardstorlekar.
F: Vad händer om den keramiska beläggningen skadas eller flisas av under drift?
Mindre ytskador (<2 mm i diameter) sprider sig vanligtvis inte om bindningsskiktet förblir intakt – den omgivande keramiken fortsätter att skydda underlaget. Skador som exponerar basstålet skapar dock en lokaliserad slitagepunkt som kan accelerera. Skadade stavar bör bytas ut vid nästa planerade underhåll istället för att vänta på ett katastrofalt fel. Det är därför vi rekommenderar kvartalsvisa inspektioner i tuffa gruvmiljöer.
F: Kräver keramiska beläggningar särskilda inkörningsprocedurer?
Ja, keramikbelagda stänger drar nytta av en inkörningsperiod på 50–100 cykler vid reducerad hastighet (50–60% av normal hastighet) och tryck (70–80% av driftstryck) med korrekt smörjning. Detta gör att tätningarna anpassar sig till beläggningsytan och bildar en initial smörjfilm. Om inkörningen hoppas över kan det orsaka för tidigt slitage på tätningarna under de första timmarna av drift.
F: Hur fungerar keramiska beläggningar i våta gruvtillämpningar med vattenexponering?
Keramiska beläggningar fungerar utmärkt i våta förhållanden – beläggningar av kromkarbid och volframkarbid är mycket korrosionsbeständiga och drabbas inte av den korrosion under ytan som kan lyfta krompläteringen. Vatten kan dock transportera slipande partiklar mer effektivt än torrt damm, vilket gör att miljöisolering (stångskydd, effektiva torkare) blir ännu viktigare. Vi har sett utmärkta prestanda i våta gruvtillämpningar med rätt systemdesign.
F: Kan keramikbelagda stavar repareras eller beläggas på nytt efter slitage?
Keramikbelagda stavar kan avskalas och beläggas på nytt, men varje cykel tar bort 0,1–0,2 mm av basmaterialet genom ytbehandling. Stavarna kan vanligtvis beläggas på nytt 2–3 gånger innan dimensionstoleranserna äventyras. Ombeläggning kostar 50–60 % av kostnaden för en ny stav. På Bepto erbjuder vi renoveringstjänster för stavar för högvärdiga eller anpassade applikationer, även om det ofta är mer ekonomiskt att byta ut stavar för standardcylinderstorlekar.
-
Lär dig mer om egenskaperna och traditionella tillämpningar av hårdförkromning i industrimaskiner. ↩
-
Utforska de olika termiska sprutteknikerna som används för att applicera högpresterande skyddsbeläggningar. ↩
-
Förstå processen med fysisk ångdeposition (PVD) och dess roll i skapandet av ultratunna, slitstarka skikt. ↩
-
Upptäck de internationella standarderna för kvalitetsledningssystem som säkerställer en jämn produkt- och servicekvalitet. ↩
-
Granska de internationella standarderna för tryckluftsrenhet, som fastställer gränsvärden för föroreningar i industriella system. ↩
