
Har du svårt att motivera ytterligare investeringar i dina pneumatiska system samtidigt som du står inför allt större krav på att minska driftskostnaderna? Många underhålls- och teknikchefer befinner sig i kläm mellan budgetbegränsningar och prestandaförväntningar och vet inte hur de ska visa de ekonomiska fördelarna med systemoptimering.
Strategisk ROI1 Förbättring för stånglös cylinder kombinerar flercylindrig synergioptimering, systematisk detektering av luftläckage och datadriven modellering av reservdelslager - vilket ger typiska återbetalningsperioder på 3-8 månader samtidigt som driftskostnaderna minskar med 15-30% och systemets tillförlitlighet förbättras med 25-40%.
Jag arbetade nyligen med en tillverkare av förpackningsutrustning som implementerade dessa strategier i sina pneumatiska system och uppnådde en anmärkningsvärd ROI på 267% inom det första året, vilket förvandlade de pneumatiska systemen från en underhållsbörda till en konkurrensfördel. Deras erfarenhet är inte unik - dessa resultat kan uppnås i praktiskt taget alla industriella applikationer när rätt förbättringsstrategier implementeras på rätt sätt.
Innehållsförteckning
- Hur kan flercylindrig synergioptimering maximera systemets effektivitet?
- Vilka tekniker för detektering av luftläckage ger snabbast avkastning på investerat kapital?
- Vilken modell för reservdelslager minimerar dina stilleståndskostnader?
- Slutsats
- Vanliga frågor om ROI-förbättring för stånglösa cylindrar
Hur kan flercylindrig synergioptimering maximera systemets effektivitet?
Optimering av synergin mellan flera cylindrar är en av de mest förbisedda möjligheterna till betydande effektivitetsförbättringar i pneumatiska system.
Effektiv optimering av flercylindrig synergi kombinerar strategisk strypning, samordnad rörelseprofilering och tryckkaskadutnyttjande - vilket vanligtvis minskar luftförbrukningen med 20-35% samtidigt som cykeltiderna förbättras med 10-15% och komponenternas livslängd förlängs med 30-50%.
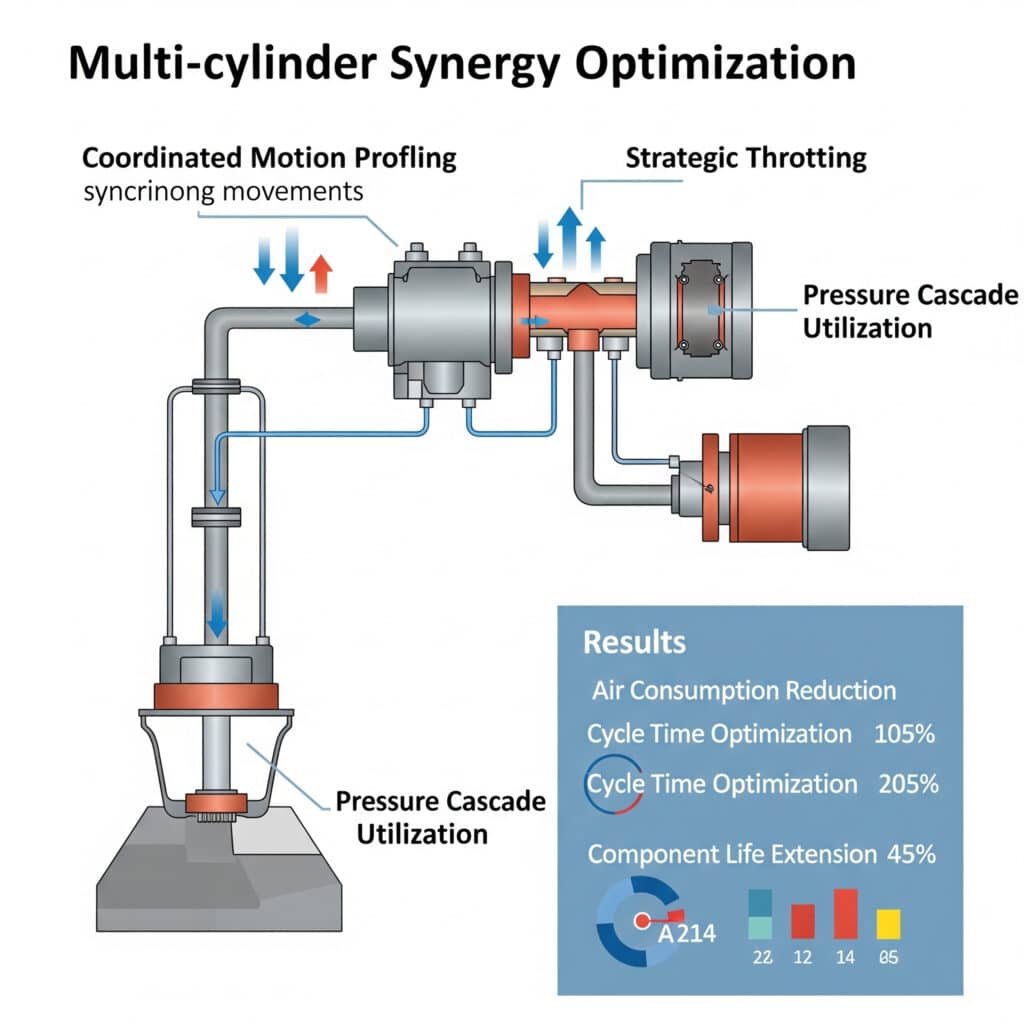
Efter att ha implementerat optimeringsstrategier i olika branscher har jag upptäckt att de flesta organisationer fokuserar på enskilda cylindrars prestanda och missar de stora fördelarna med optimering på systemnivå. Nyckeln är att betrakta flera cylindrar som ett integrerat system snarare än som isolerade komponenter.
Heltäckande ramverk för optimering av Synergy
En korrekt implementerad strategi för synergioptimering innehåller dessa viktiga element:
1. Implementering av strategisk strypning
Samordnad strypning över flera cylindrar ger betydande fördelar:
| Strategi för strypning | Påverkan på luftförbrukningen | Påverkan på prestanda | Komplexitet i genomförandet |
|---|---|---|---|
| Optimering av enskilda cylindrar | 10-15% reducering | Minimal förändring | Låg |
| Koordinering av sekventiella rörelser | 15-25% reducering | 5-10% förbättring | Medium |
| Implementering av tryckkaskad | 20-30% reducering | 10-15% förbättring | Medelhög-Hög |
| Dynamisk tryckanpassning | 25-35% reducering | 15-20% förbättring | Hög |
Överväganden om implementering:
- Analysera krav på rörelsesekvens
- Identifiera ömsesidiga beroenden mellan cylindrarna
- Bestäm kritiska respektive icke-kritiska rörelser
- Fastställ minimikrav på tryck för varje rörelse
2. Utveckling av samordnad rörelseprofil
Optimerade rörelseprofiler maximerar effektiviteten över flera cylindrar:
Tekniker för sekvensoptimering
- Överlappande icke motstridiga rörelser
- Förskjutning av högförbrukande operationer
- Minimera uppehållstiden mellan rörelserna
- Optimering av accelerations- och inbromsningsprofilerStrategier för lastbalansering
- Fördelning av maximal luftförbrukning
- Utjämning av tryckkrav
- Balansera arbetsbelastningen mellan cylindrarna
- Minimering av tryckfluktuationerOptimering av cykeltid
- Identifiera operationer med kritisk väg
- Effektivisering av icke värdeskapande rörelser
- Implementera parallella operationer där så är möjligt
- Optimering av övergångstidpunkter
3. Tryckkaskad2 Utnyttjande
Genom att utnyttja tryckskillnader i hela systemet förbättras effektiviteten:
Design av system med flera tryck
- Implementering av differentierade trycknivåer
- Anpassa trycket till de faktiska kraven
- Använda strategier för att minska trycket
- Återvinning av avgasenergi där så är möjligtUtnyttjande av sekventiellt tryck
- Användning av frånluft för sekundära operationer
- Implementering av tekniker för luftåtervinning
- Kaskaderande tryck från höga till låga krav
- Optimera placeringen av ventiler och regulatorerDynamisk tryckreglering
- Implementering av adaptiv tryckreglering
- Använda elektroniska tryckregulatorer
- Utveckling av applikationsspecifika tryckprofiler
- Integrering av feedbackbaserad justering
Metodik för implementering
Följ denna strukturerade metod för att genomföra en effektiv optimering av flercylindriga synergier:
Steg 1: Systemanalys och kartläggning
Börja med en omfattande systemförståelse:
Dokumentation av rörelsesekvenser
- Skapa detaljerade sekvensdiagram för operationerna
- Dokumentera tidskrav
- Identifiera beroenden mellan rörelser
- Kartlägga nuvarande luftförbrukningsmönsterAnalys av tryckbehov
- Mät det faktiska tryckbehovet för varje operation
- Identifiera operationer med övertryck
- Dokumentera minimikrav på tryck
- Analysera tryckfluktuationerIdentifiering av begränsningar
- Fastställa kritiska tidskrav
- Identifiera fysiska störningszoner
- Dokumentera säkerhetsöverväganden
- Fastställa krav på prestanda
Steg 2: Utveckling av optimeringsstrategi
Skapa en skräddarsydd optimeringsplan:
Utformning av strypningsstrategi
- Bestäm optimala gaspådragsinställningar
- Välj lämpliga strypningskomponenter
- Metod för design och implementering
- Utveckla rutiner för justeringNy design av rörelseprofil
- Skapa optimerade sekvensdiagram
- Utveckla samordnade rörelseprofiler
- Övergångstid för konstruktion
- Upprätta kontrollparametrarOmkonfigurering av trycksystem
- Implementering av designtryckzon
- Utveckla en metod för tryckkaskad
- Välj styrkomponenter
- Skapa implementeringsspecifikationer
Steg 3: Implementering och validering
Genomför optimeringsplanen med korrekt validering:
Stegvis genomförande
- Implementera förändringar i logisk ordning
- Testa enskilda optimeringar
- Gradvis integrering av systemförändringar
- Dokumentera prestationer i varje stegPrestationsmätning
- Övervaka luftförbrukningen
- Mät cykeltider
- Dokumentera tryckprofiler
- Spårsystemets tillförlitlighetKontinuerlig förfining
- Analysera prestandadata
- Gör stegvisa justeringar
- Dokumentera optimeringsresultat
- Implementera lärdomar
Tillämpning i den verkliga världen: Monteringslinje för bilar
Ett av mina mest framgångsrika optimeringsprojekt för flera cylindrar var för en monteringslinje inom fordonsindustrin med 24 stånglösa cylindrar som arbetade i en koordinerad sekvens. Deras utmaningar inkluderade:
- Höga energikostnader på grund av för hög luftförbrukning
- Inkonsekventa cykeltider påverkar produktionen
- Tryckfluktuationer orsakar tillförlitlighetsproblem
- Begränsad budget för komponentuppgraderingar
Vi implementerade en omfattande optimeringsstrategi:
Systemanalys
- Mappad komplett operationssekvens
- Krav på uppmätt faktiskt tryck
- Dokumenterade luftförbrukningsmönster
- Identifierade optimeringsmöjligheterImplementering av strategisk strypning
- Installerade precisionsflödeskontroller
- Införde differentierad strypning
- Optimerade utdragnings-/indragningshastigheter
- Balanserade rörelseprofilerOptimering av trycksystem
- Skapade tre tryckzoner (6 bar, 5 bar, 4 bar)
- Implementerat sekventiellt tryckutnyttjande
- Installerade elektroniska tryckregulatorer
- Utvecklade applikationsspecifika tryckprofiler
Resultatet överträffade förväntningarna:
| Metrisk | Före optimering | Efter optimering | Förbättring |
|---|---|---|---|
| Luftförbrukning | 1 240 liter/cykel | 820 liter/cykel | 34% minskning |
| Cykeltid | 18,5 sekunder | 16,2 sekunder | 12,4% förbättring |
| Tryckfluktuation | ±0,8 bar | ±0,3 bar | 62,5%-reduktion |
| Cylinderfel | 37 per år | 14 per år | 62% minskning |
| Årlig energikostnad | $68,400 | $45,200 | $23,200 besparingar |
Den viktigaste insikten var att cylindrar som arbetar i sekvens skapar både begränsningar och möjligheter. Genom att se systemet ur ett helhetsperspektiv kunde vi utnyttja dessa interaktioner för att skapa betydande förbättringar utan större komponentbyten. Optimeringen gav en återbetalningsperiod på 3,2 månader med minimal kapitalinvestering.
Vilka tekniker för detektering av luftläckage ger snabbast avkastning på investerat kapital?
Luftläckage i pneumatiska system utgör en av de mest ihållande och kostsamma ineffektiviteterna, men ger också en av de snabbaste avkastningarna på investeringen när den åtgärdas på rätt sätt.
Effektiv luftläckagedetektering kombinerar systematisk ultraljudsinspektion, tryckfallstestning och flödesbaserad övervakning - och identifierar vanligtvis läckage som slösar bort 20-35% av tryckluftsproduktionen och ger avkastning på investeringen inom 2-4 månader genom enkla reparationer och riktade komponentbyten.

Efter att ha implementerat program för läckagedetektering i flera olika branscher har jag funnit att de flesta organisationer blir chockade när de upptäcker omfattningen av sina luftläckage när systematiska detekteringsmetoder tillämpas. Nyckeln är att implementera ett omfattande, löpande detekteringsprogram snarare än reaktiva, tillfälliga inspektioner.
Heltäckande ramverk för upptäckt av läckage
Ett effektivt program för läckagedetektering innehåller dessa viktiga komponenter:
1. Ultraljudsinspektion3 Metodik
Ultraljudsdetektering är den mest mångsidiga och effektiva metoden:
Val och installation av utrustning
- Val av lämpliga ultraljudsdetektorer
- Konfigurering av frekvenskänslighet
- Använda lämpliga påbyggnadsredskap och tillbehör
- Kalibrering för specifika miljöerSystematiska inspektionsförfaranden
- Utveckling av standardiserade skanningsmönster
- Skapa zonbaserade inspektionsvägar
- Etablera konsekventa tekniker för avstånd och vinkel
- Implementering av metoder för ljudisoleringKlassificering och dokumentation av läckage
- Utveckling av klassificeringssystem för allvarlighetsgrad
- Skapa standardiserad dokumentation
- Implementering av digitala inspelningsmetoder
- Upprättande av rutiner för trendspårning
2. Genomförande av tryckfallsprovning
Tryckfallsprovning ger kvantitativ läckagemätning:
Tillvägagångssätt för systemsegmentering
- Uppdelning av systemet i testbara sektioner
- Installera lämpliga avstängningsventiler
- Skapa punkter för trycktest
- Utveckling av testprocedurer sektion för sektionMät- och analysteknik
- Fastställande av baslinjevärden för tryckfall
- Implementering av standardiserade provtider
- Beräkning av volymetriskt läckage
- Jämförelse mot acceptabla tröskelvärdenPrioriterings- och spårningsmetoder
- Rangordning av sektioner efter läckagets allvarlighetsgrad
- Uppföljning av förbättringar över tid
- Fastställande av mål för minskning
- Implementering av verifieringstest
3. Flödesbaserade övervakningssystem
Kontinuerlig övervakning ger kontinuerlig upptäckt av läckage:
Strategi för installation av flödesmätare
- Val av lämplig teknik för flödesmätning
- Fastställande av optimal mätarplacering
- Implementering av förbikopplingsfunktioner
- Fastställande av mätparametrarAnalys av basförbrukningen
- Mätning av konsumtion i produktion respektive icke-produktion
- Etablering av normala flödesmönster
- Identifiering av onormal konsumtion
- Utveckla trendanalysSystem för varning och reaktion
- Ställa in tröskelbaserade varningar
- Implementering av automatiska meddelanden
- Utarbeta rutiner för insatser
- Skapa protokoll för eskalering
Metodik för implementering
Följ detta strukturerade tillvägagångssätt för att genomföra effektiv läckagedetektering:
Steg 1: Inledande bedömning och planering
Börja med att skaffa dig en övergripande förståelse för den aktuella situationen:
Mätning vid baslinjen
- Mät total tryckluftsproduktion
- Dokumentera nuvarande energikostnader
- Uppskatta procentuell andel strömläckage
- Beräkna potentiella besparingarKartläggning av system
- Skapa omfattande systemdiagram
- Dokumentera komponenternas placering
- Identifiera högriskområden
- Upprätta inspektionszonerProgramutveckling
- Välj lämpliga detektionsmetoder
- Utveckla inspektionsscheman
- Skapa dokumentationsmallar
- Upprätta reparationsprotokoll
Steg 2: Implementering av detektering
Utför detekteringsprogrammet systematiskt:
Utförande av ultraljudskontroll
- Genomföra inspektioner zon för zon
- Dokumentera alla identifierade läckor
- Klassificera efter allvarlighetsgrad och typ
- Skapa en prioriteringslista för reparationerImplementering av tryckprovning
- Utföra testning sektion för sektion
- Beräkna läckagehastigheter
- Identifiera de sämst presterande sektionerna
- Dokumentera resultat och rekommendationerDriftsättning av övervakningssystem
- Installera utrustning för flödesmätning
- Konfigurera övervakningsparametrar
- Upprätta grundläggande mönster
- Implementera tröskelvärden för varningar
Steg 3: Reparation och verifiering
Åtgärda identifierade läckage systematiskt:
Prioriterat utförande av reparationer
- Åtgärda läckor med störst påverkan först
- Implementera standardiserade reparationsmetoder
- Dokumentera alla reparationer
- Spåra reparationskostnaderVerifieringstestning
- Omprov efter reparationer
- Förbättring av dokument
- Beräkna faktiska besparingar
- Uppdatera systemets baslinjeProgram för hållbarhet
- Implementera regelbundet inspektionsschema
- Utbilda personalen i detekteringsmetoder
- Skapa löpande rapportering
- Fira och offentliggöra resultat
Tillämpning i den verkliga världen: Anläggning för livsmedelsbearbetning
En av mina mest framgångsrika implementeringar av läckagedetektering var för en stor livsmedelsanläggning med omfattande pneumatiska system. Deras utmaningar inkluderade:
- Höga energikostnader från tryckluftsproduktion
- Inkonsekvent tryck påverkar produktionsutrustningen
- Begränsade underhållsresurser
- Utmanande sanitära krav
Vi har implementerat ett omfattande detektionsprogram:
Inledande bedömning
- Uppmätt baslinjeförbrukning: 1.250 CFM i genomsnitt
- Dokumenterad förbrukning utanför produktion: 480 CFM
- Beräknat uppskattat läckage: 38% av produktionen
- Beräknade potentiella besparingar: $94.500 per årImplementering av detektionsprogram
- Utplacerad ultraljudsdetektering i alla zoner
- Införde veckovisa tester av tryckfall utanför arbetstid
- Installerade flödesmätare på huvuddistributionsledningar
- Skapat digitalt dokumentationssystemSystematiskt reparationsprogram
- Prioriterade reparationer efter läckagevolym
- Implementerade standardiserade reparationsförfaranden
- Skapade veckovisa reparationsscheman
- Uppföljda och verifierade resultat
Resultaten var anmärkningsvärda:
| Metrisk | Före programmet | Efter 3 månader | Efter 6 månader |
|---|---|---|---|
| Total luftförbrukning | 1.250 CFM | 980 CFM | 840 CFM |
| Icke-produktion Konsumtion | 480 CFM | 210 CFM | 70 CFM |
| Läckage i procent | 38% | 21% | 8% |
| Månatlig energikostnad | $21,600 | $16,900 | $14,500 |
| Årliga besparingar | – | $56,400 | $85,200 |
Den viktigaste insikten var att läckagedetektering måste vara ett pågående program snarare än en engångsföreteelse. Genom att införa systematiska rutiner och skapa ansvar för resultaten kunde anläggningen uppnå och bibehålla enastående prestanda. Programmet gav full avkastning på bara 2,7 månader, med minimal kapitalinvestering utöver detekteringsutrustning.
Vilken modell för reservdelslager minimerar dina stilleståndskostnader?
Att optimera reservdelslagret för stånglösa cylindrar är en av de mest utmanande aspekterna av hanteringen av pneumatiska system och kräver en noggrann avvägning mellan lagerkostnader och risken för driftstopp.
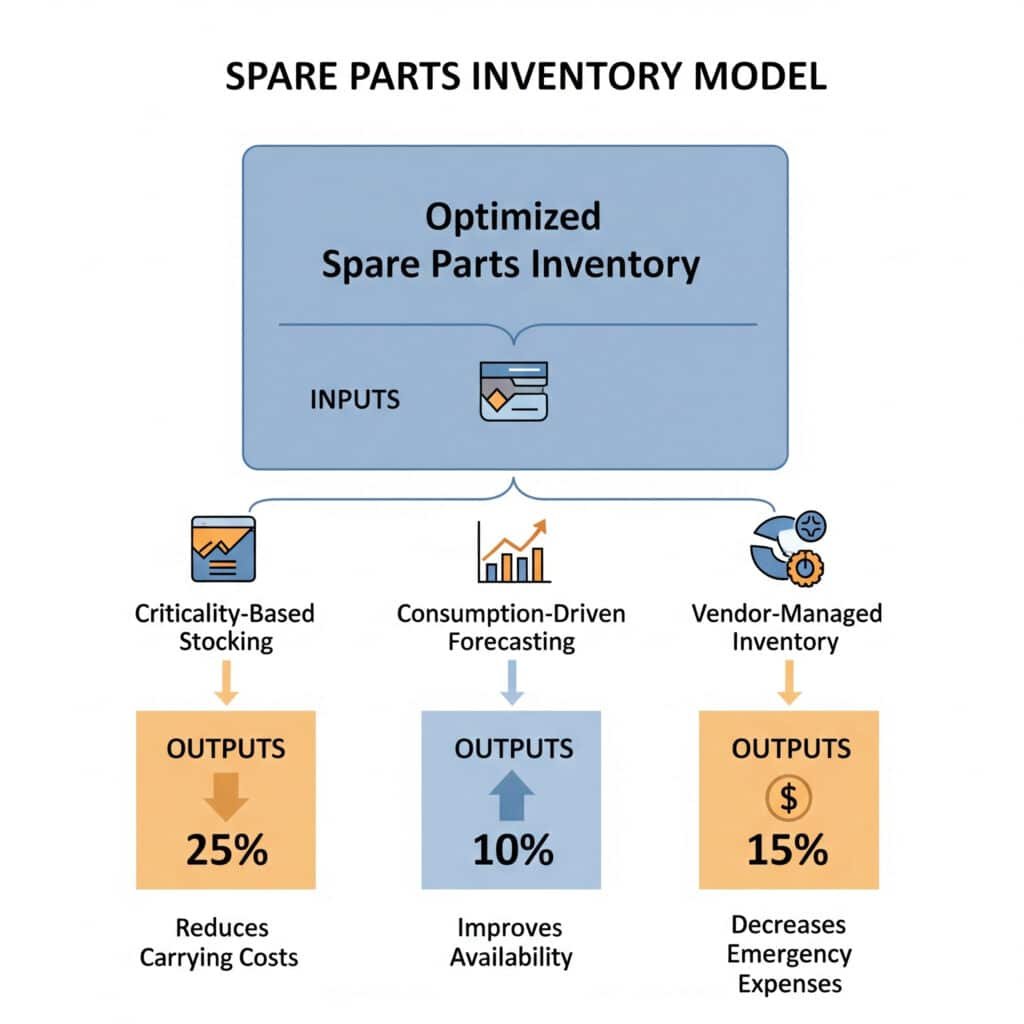
Effektiv lageroptimering av reservdelar kombinerar kriticitetsbaserad lagerhållning, förbrukningsstyrd prognostisering och leverantörsstyrda lagermetoder - vilket vanligtvis minskar lagerhållningskostnaderna med 25-40% samtidigt som tillgängligheten för reservdelar förbättras med 15-25% och kostnaderna för nödinköp minskar med 60-80%.
Efter att ha utvecklat lagerstrategier för pneumatiska system i flera olika branscher har jag märkt att de flesta organisationer kämpar för att hitta rätt balans mellan överlager och risk för driftstopp. Nyckeln är att implementera en datadriven modell som anpassar lagernivåerna till faktiska risk- och konsumtionsmönster.
Heltäckande ramverk för lageroptimering
En effektiv modell för reservdelslager innehåller dessa viktiga komponenter:
1. Kriticitetsbaserat klassificeringssystem4
Strategisk klassificering av artiklar leder till lämpliga lagerbeslut:
Kriticitetsbedömning av komponenter
- Utvärdering av produktionens effekter
- Analys av redundans
- Bedömning av konsekvensen av ett fel
- Krav på återhämtningstidUtveckling av klassificeringsmatris
- Skapande av klassificeringssystem med flera faktorer
- Fastställande av inventeringspolicy per klass
- Definiera mål för servicenivån
- Implementering av granskningsfrekvenserJustering av strumpstrategi
- Anpassa lagernivåerna till kritiska förhållanden
- Etablering av säkerhetslager per klass
- Definiera tröskelvärden för skyndsam handläggning
- Skapa rutiner för eskalering
2. Konsumtionsdriven prognosmodell
Datadriven prognostisering förbättrar lagernoggrannheten:
Analys av konsumtionsmönster
- Utvärdering av historisk användning
- Identifiering av trender
- Bedömning av säsongsvariationer
- Samband med produktionUtveckling av prediktiva modeller
- Statistiska prognosmetoder
- Tillförlitlighetsbaserade konsumtionsmodeller
- Integrering av underhållsschema
- Anpassning av produktionsplanDynamiska justeringsmekanismer
- Uppföljning av prognosprecision
- Undantagsbaserad justering
- Kontinuerlig förfining av modellen
- Hantering av avvikande värden
3. Leverantörshanterat lager5 Integration
Strategiska leverantörssamarbeten optimerar lagerhanteringen:
Utveckling av leverantörspartnerskap
- Identifiera VMI-kompatibla leverantörer
- Fastställande av prestationsförväntningar
- Utarbeta protokoll för informationsutbyte
- Skapa modeller för ömsesidig nyttaImplementering av konsignationsprogram
- Fastställande av konsignationskandidater
- Fastställande av ägandegränser
- Utveckla rapportering av användning
- Skapa betalningsutlösareSystem för prestationsstyrning
- Upprättande av KPI-ramverk
- Genomföra regelbundna granskningar
- Skapande av mekanismer för kontinuerlig förbättring
- Utveckla rutiner för problemlösning
Metodik för implementering
För att genomföra en effektiv lageroptimering bör du följa detta strukturerade tillvägagångssätt:
Steg 1: Bedömning av nuläget
Börja med en omfattande genomgång av det befintliga lagret:
Inventarieanalys
- Katalogisera nuvarande lager
- Användningshistorik för dokument
- Analysera omsättningshastigheter
- Identifiera överflödiga och föråldrade artiklarKriticitetsbedömning
- Utvärdera komponenternas betydelse
- Dokumentera effekterna av felet
- Bedöma ledtider
- Fastställa återställningskravAnalys av kostnadsstruktur
- Beräkna bokföringsmässiga kostnader
- Dokumentera utgifter för nödanskaffning
- Kvantifiera kostnader för stilleståndstid
- Upprätta baslinjemätningar
Steg 2: Modellutveckling och implementering
Skapa och implementera optimeringsmodellen:
Implementering av klassificeringssystem
- Utveckla klassificeringskriterier
- Tilldela delar till lämpliga kategorier
- Upprätta inventeringspolicyer per klass
- Skapa rutiner för hanteringUtveckling av prognossystem
- Välja lämpliga prognosmetoder
- Implementera rutiner för datainsamling
- Utveckla prognosmodeller
- Skapa processer för granskning och justeringIntegration av leverantörer
- Identifiera strategiska leverantörspartner
- Utveckla VMI-avtal
- Implementera informationsdelning
- Upprätta prestationsmätningar
Steg 3: Övervakning och kontinuerlig förbättring
Säkerställ löpande optimering:
Spårning av prestanda
- Övervaka viktiga resultatindikatorer
- Uppföljning av servicenivåer
- Dokumentera kostnadsförbättringar
- Analysera undantagshändelserRegelbunden granskningsprocess
- Genomföra schemalagda granskningar
- Justera klassificeringen efter behov
- Förbättra prognosmodellerna
- Optimera leverantörernas prestandaKontinuerlig förbättring
- Identifiera förbättringsmöjligheter
- Implementera processförbättringar
- Dokumentera bästa praxis
- Dela med dig av framgångshistorier
Tillämpning i den verkliga världen: Tillverkningsanläggning
Ett av mina mest framgångsrika projekt för lageroptimering var för en tillverkningsanläggning med omfattande pneumatiska system. Deras utmaningar inkluderade:
- För höga kostnader för lagerhållning
- Frekventa lageravbrott av kritiska komponenter
- Höga kostnader för akutinköp
- Begränsat lagringsutrymme
Vi har implementerat en omfattande optimeringsmetod:
Kriticitetsbaserad klassificering
- Utvärderat 840 pneumatiska komponenter
- Skapade ett klassificeringssystem med fyra nivåer
- Upprättade mål för servicenivån per klass
- Utarbetade lagerpolicyer för varje kategoriFörbrukningsdriven prognostisering
- Analyserade 24 månaders användningshistorik
- Utvecklat statistiska prognosmodeller
- Integrerade underhållsscheman
- Implementerad avvikelserapporteringUtveckling av leverantörspartnerskap
- Etablerat VMI-program med nyckelleverantörer
- Införde konsignation för artiklar av högt värde
- Skapade veckovisa rapporter om användning
- Utvecklade prestationsmått
Resultatet blev att deras lagerhantering förändrades:
| Metrisk | Före optimering | Efter optimering | Förbättring |
|---|---|---|---|
| Varulagrets värde | $387,000 | $241,000 | 38% minskning |
| Servicenivå | 92.3% | 98.7% | 6,4% förbättring |
| Akuta beställningar | 47 per år | 8 per år | 83% nedsättning |
| Årlig kostnad för bärande | $96,750 | $60,250 | $36,500 besparingar |
| Stilleståndstid på grund av reservdelar | 87 timmar/år | 12 timmar/år | 86% minskning |
Den viktigaste insikten var att alla delar inte förtjänar samma lagerstrategi. Genom att implementera en strategi med flera nivåer baserad på faktisk kritikalitet och förbrukningsmönster kunde fabriken samtidigt minska lagerkostnaderna och förbättra tillgängligheten för reservdelar. Optimeringen gav full ROI på bara 5,2 månader, främst genom minskade lagerkostnader och minskad stilleståndstid.
Slutsats
Strategisk ROI-förbättring för stånglösa cylindersystem genom optimering av synergin mellan flera cylindrar, systematisk detektering av luftläckage och datadriven modellering av reservdelslager ger betydande ekonomiska fördelar samtidigt som systemets prestanda och tillförlitlighet förbättras. Dessa metoder genererar vanligtvis återbetalningsperioder som mäts i månader snarare än år, vilket gör dem idealiska även i budgetbegränsade miljöer.
Den viktigaste insikten från min erfarenhet av att implementera dessa strategier i flera olika branscher är att betydande förbättringar ofta är möjliga med minimala kapitalinvesteringar. Genom att fokusera på att optimera befintliga system snarare än att ersätta dem helt och hållet kan organisationer uppnå en anmärkningsvärd ROI samtidigt som de bygger upp interna förmågor som ger löpande fördelar.
Vanliga frågor om ROI-förbättring för stånglösa cylindrar
Vilken är den typiska ROI-tidsramen för optimeringsprojekt med flera cylindrar?
De flesta projekt för optimering av flercylindriga maskiner ger en avkastning på 3-8 månader genom minskad energiförbrukning, förbättrad produktivitet och minskade underhållskostnader.
Hur mycket tryckluft går vanligtvis förlorad genom läckage i industriella system?
Industriella pneumatiska system förlorar vanligtvis 20-35% tryckluft genom läckage, vilket motsvarar tusentals dollar i slöseri med energi varje år.
Vilket är det största misstaget som företag gör när det gäller reservdelslager?
De flesta företag har antingen för stora lager av icke-kritiska delar eller för små lager av kritiska komponenter och lyckas inte anpassa lagerstrategin till faktiska risker och användningsmönster.
Hur ofta bör luftläckagesökning utföras?
Genomför kvartalsvisa ultraljudsinspektioner, månatliga tryckfallstester och kontinuerlig flödesövervakning för optimal läckagehantering och varaktiga besparingar.
Vad är det första steget i att implementera optimering av flercylindrig synergi?
Börja med en omfattande systemkartläggning och analys av rörelsesekvenser för att identifiera ömsesidiga beroenden och optimeringsmöjligheter innan du gör några ändringar.
-
Ger en tydlig definition av Return on Investment (ROI), ett nyckeltal som används för att utvärdera lönsamheten i en investering, och förklarar hur man beräknar den. ↩
-
Förklarar principen för ett tryckkaskadsystem, en energibesparande teknik där frånluften från en högtrycksapplikation används för att driva en separat applikation med lägre tryck. ↩
-
Beskriver tekniken bakom läcksökning med ultraljud, där specialiserade sensorer registrerar det högfrekventa ljud som produceras av turbulent gasflöde, vilket möjliggör snabb och exakt lokalisering av läckor. ↩
-
Redogör för begreppet ABC-analys, en metod för kategorisering av lager som klassificerar artiklar i kategorierna A, B och C baserat på deras värde och betydelse för att fastställa lämplig nivå för hantering och kontroll. ↩
-
Ger en förklaring av Vendor-Managed Inventory (VMI), en supply chain-strategi där leverantören tar fullt ansvar för att upprätthålla ett avtalat lager av sitt material hos köparen. ↩
